






yarun
-
Postów
101 -
Rejestracja
-
Ostatnia wizyta
-
Wygrane w rankingu
6
-
Reanimacja starych motorków - nie tylko samolotkami człowiek żyje
yarun odpowiedział(a) na Paweł Prauss temat w Ogólne
Jak się domyślam tego poszukujesz Fifka made in cccp od mds 10ccm ale nie stety nie do podziału mam dwa motorki i dwie fifki więc musisz się smakiem obejść
-
nie zaprzeczam ale było gorąco Paweł dosłownie wpadł tam jak dzik w kartofle ?
-
Cześć koledzy Zastanawiam się nad kupnem bardziej zaawansowanego nadajnika RC jednak czytając po internecie o systemach open tx lub edge tx wychodzi na to że obydwa są super jednak nie ma nic o wadach mają jakieś? Znalazłem również dwie firmy które produkują radia z tymi systemami radiomaster oraz frsky czy inne firmy również oferują takie nadajniki jeśli tak to jakie? Jak wygląda sprawa odbiorników ? Widziałem też że radiomaster ma nadajnik 4w1 który współpracuje z systemami Hi-Tec futaby i innych czy warto w to iść? Na oku mam radiomaster tx16s wersja 2 jednak nie mam pojęcia jak ma się sprawa odbiorników do tego radia czy jest jakiś polski dystrybutor radiomastera? Czy tylko i wyłącznie Chiny? Jak wygląda sprawa telemetrii? Wiem że radio obsługuje telemetrię jednak gdzie dostacz czujniki? Jak ktoś z was ma jakieś doświadczenie z tymi systemami prosił bym o podpowiedź co warto wybrać
-
niejednokrotnie Paweł rozmawiał ze mną o tym temacie jednak jak każdy ja i on mamy pracę w której spędzamy dużo czasu dziennie więc pozostają tylko weekendy poza tym u mnie wjechała nowa maszyna i od miesiąca mam niezły piepsznik na warsztacie mam nadzieję że w te sobotę będzie po wszystkim i maszyna już ruszy osobiście też wróciłem do ścigania się łodziami FSR więc temat mojego silnika trochę przygasł a jak wiemy wszyscy do takiej roboty potrzeba czasu tak aby wszystko było wykonane jak należy a chwilowo muszę wyszykować nową łódkę na przyszły sezon a pracy nie jest przy tym malo więc podsumowując obydwa ambitne tematy ruszą dalej tylko kiedy to bym sam chciał wiedzieć
-
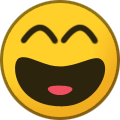
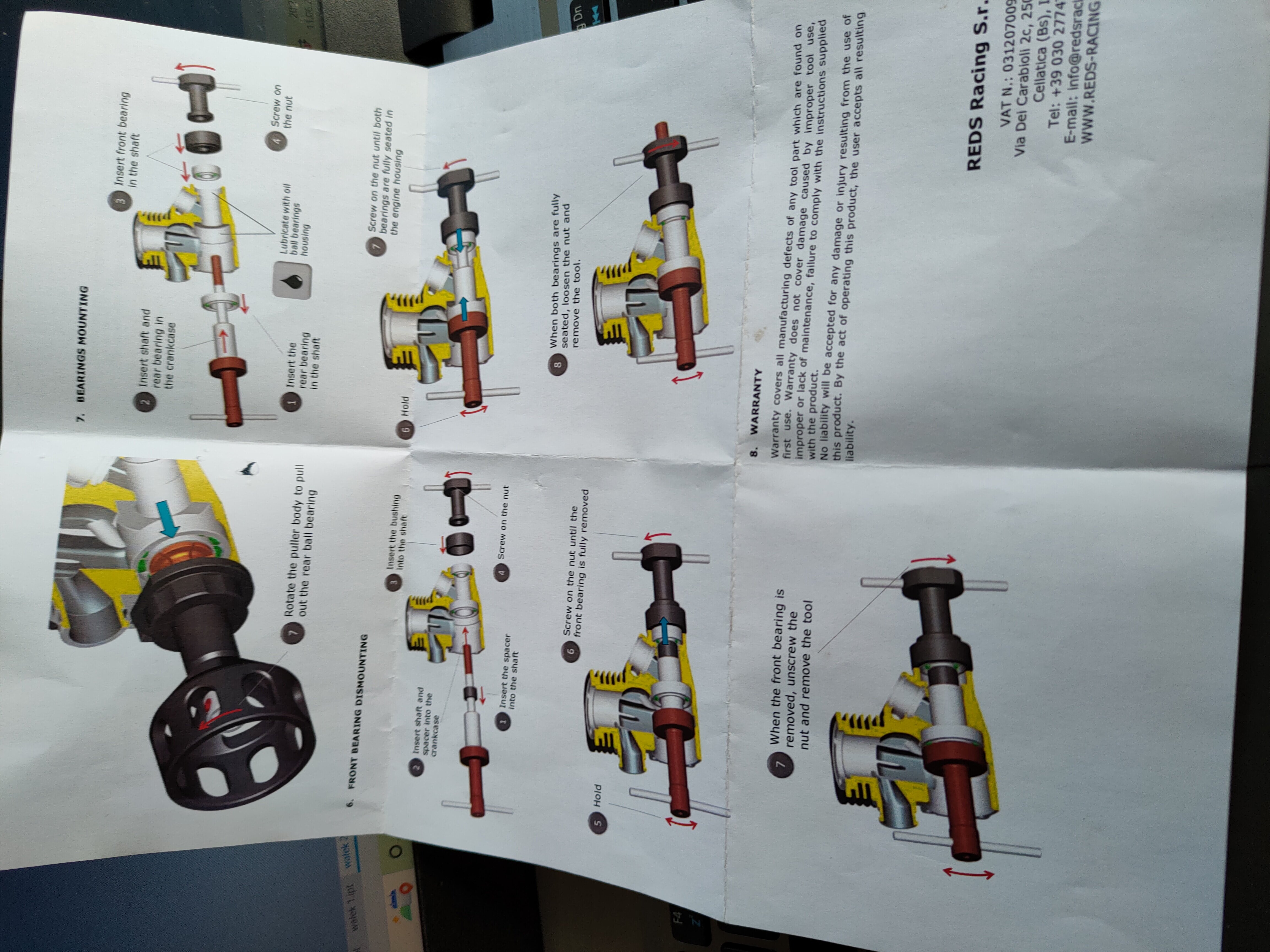
Panowie do tego są ściągacze w zawodniczym silniku jedna taka akcja i karter idzie na śmietnik po coś producenci robią takie ściągacze a nie sprzedają palniki gazowe
-
Z głębokim żalem informuję, że w czwartek 17 marca odszedł od nas nasz Przyjaciel Pan Tadeusz Fedor. Wspaniały człowiek, dobry duch wrocławskiej „Stanicy” i Mentor wielu pokoleń modelarzy. Najszczersze kondolencje od całej społeczności modelarskiej dla rodziny i bliskich. Spoczywa w pokoju Przyjacielu
-
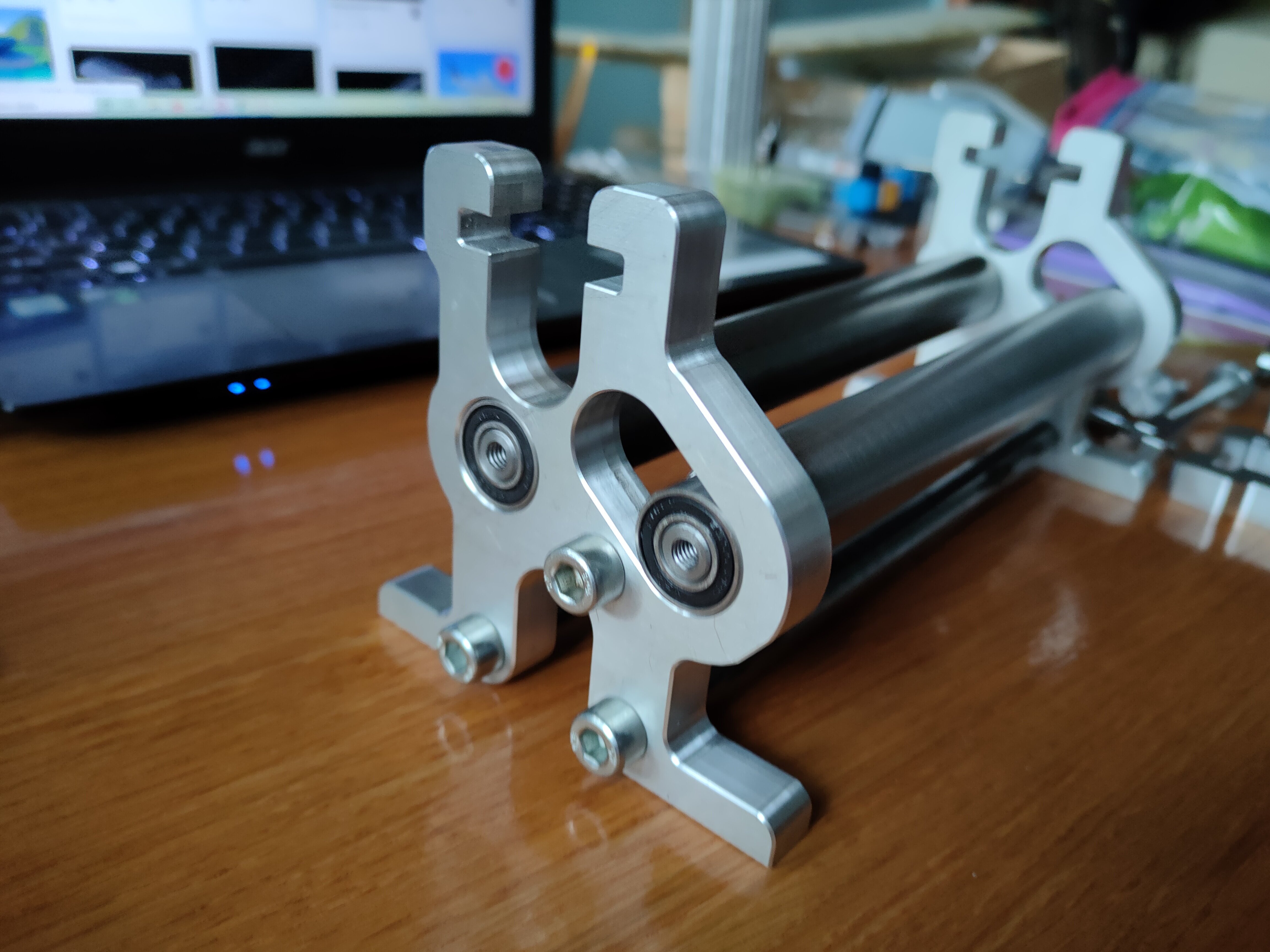
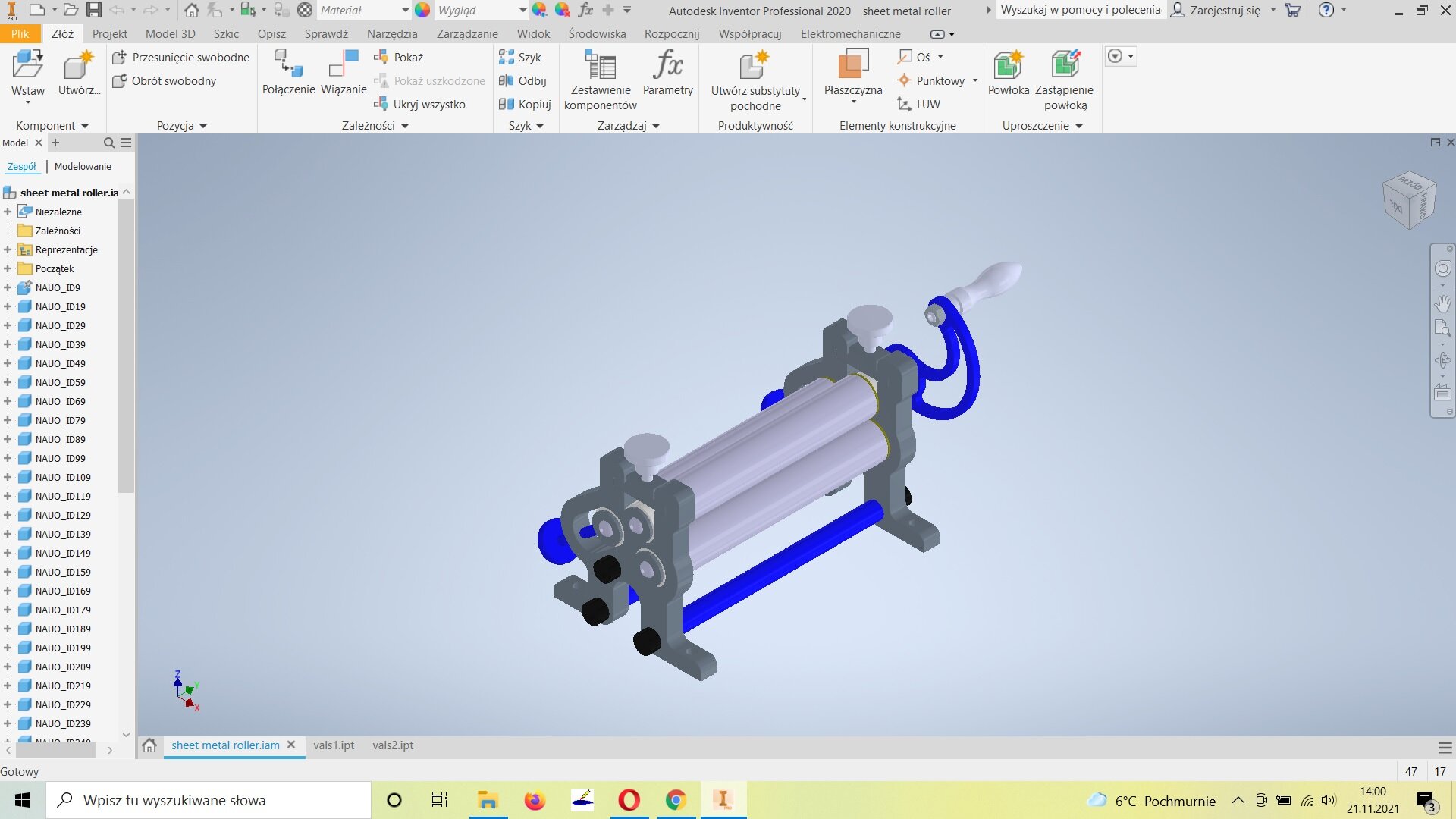
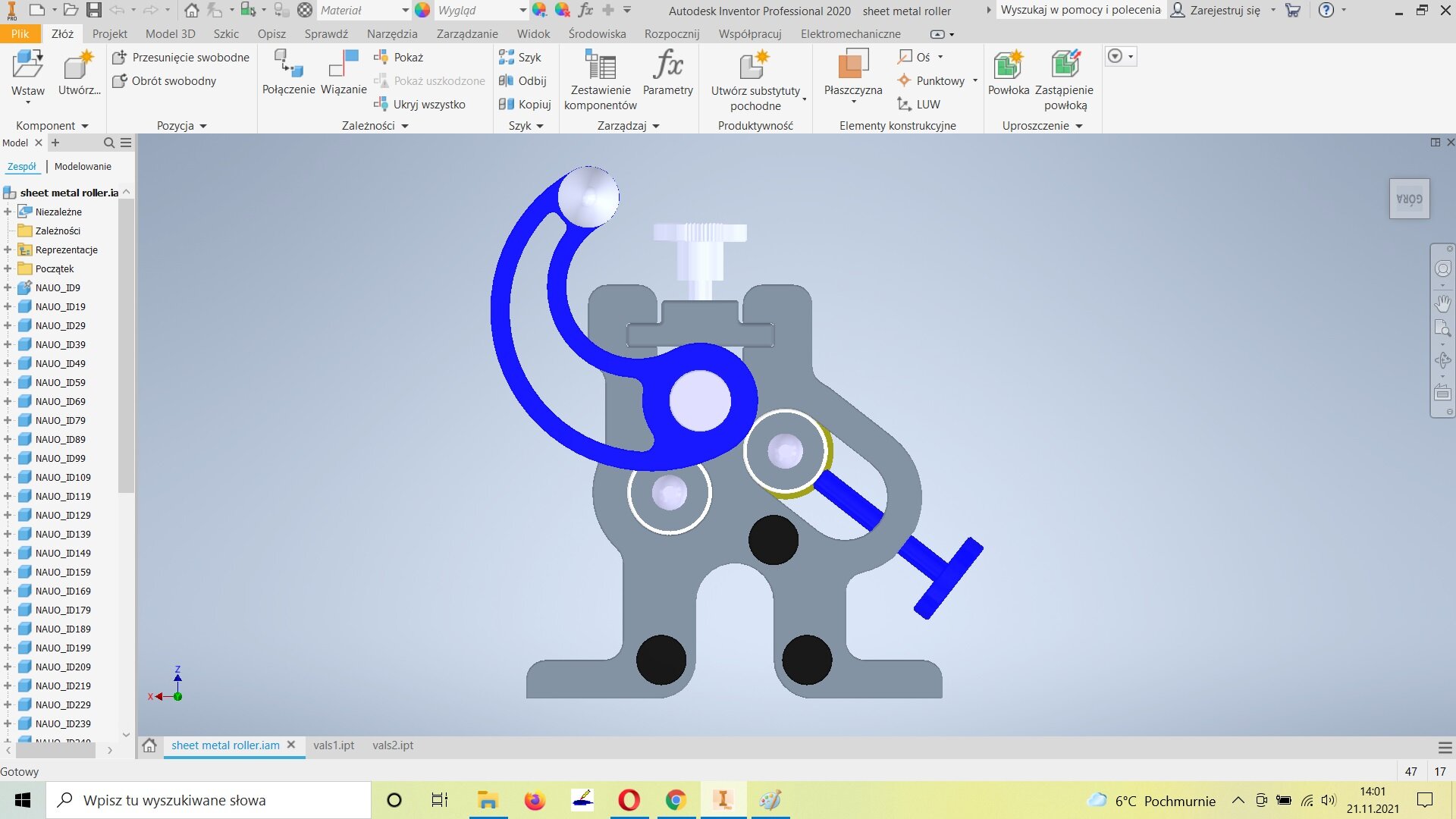
cześć koledzy dawno mnie tu nie było a na warsztacie co nie co się dzieje lecz jest to bardzo małe co nie co bo doba ma niestety tylko 24 h kiedyś trzeba pracować i ogarniać inne tematy jak ciągnący się od ponad pół roku remont dachu więc w wolnych chwilach poczyniłem trochę inwestycji i robota idzie minimalnie do przodu. jak wiecie pozbyłem się małej tokarki chwalił się tym kolega Błażej mam nadzieje że spisuje się ona u Ciebie dobrze i jesteś z niej zadowolony chodź była trochę brudna jak ją dostałeś ? natomiast na jej miejscu niebawem stanie tokarka cnc. stara porządna konstrukcja marki Emco mała a cholernie ciężka. niestety z racji na wiek musiałem zrobić jej całe nowe sterowanie które chodzi pod Mach 3 wymienić napędy, silnik wrzeciona i na chwilę obecną zostało przewieźć ją od kolegi do mojego warsztatu jednak obstawiam że zrobię to dopiero po nowym roku. poza tokarką doszła szlifierka narzędziowa niby chinol ale coś się z niej wyciśnie najważniejsze że dużo waży ma pełen osprzęt no i prócz ostrzenia narzędzi można na niej szlifować wałki na długości 400 mm . oczywiście nie obędzie się bez modyfikacji czyli liniały pomiarowe żeby zwiększyć jej dokładność dodatkowo obieg wody wanna pod maszyną i parę osłon żeby wody nie było wszędzie. przy okazji obecnej pracy odkryłem że warto zainwestować w droższe narzędzie które wykona o wiele więcej pracy niż typowy chińczyk. i tak na chwilę obecną do aluminium polecam tylko i wyłącznie frezy NIE polerowane i pokrywane powłoką DLC lub AlTiN ja używam frezów Helion hiszpańskiej marki pokrytych AlTiN i spisują się całkiem super wystarczy po patrzyć na frezowane detale do zwijarki do blachy szczególnie powierzchnie pionowe. kolejny jest Garant jest na prawdę super ale ceny są zabójcze. a na chwilę obecną testuję w pracy chinczyki kryte DLC i o dziwo radzą sobie jednak jest zasadniczy problem z nimi są polerowane a polerowane narzędzie do aluminium jest po prostu tępe. więc wniosek jest prosty lepiej zainwestować i robić dużo dłużej niż dziadować. Jacku piec od Ciebie jak wiesz naprawiłem i działa pozostało mi wywalić obecne drzwiczki i zrobić takie jak w nowym piecu (drzwi wykonam z maty ceramicznej lekka i nie przewodzi ciepła jak szamot to jest sekret nowego pieca i czasu jego nagrzewania). kupiłem go z jednej przyczyny 1000 stopni osiąga w 15 min natomiast ten odremontowany 1,5h ale na pewno przyda się np do odprężania po hartowaniu. no właśnie hartowanie czym więcej czytam tym gorzej i nie obędzie się bez prób na żywym organizmie. w książkach "Poradnik Inżyniera Obróbka Cieplna Stopów Żelaza" oraz "Mały Poradnik Hartownika" odpowiedzi nie znalazłem jak mocno detal się powygina w trakcie procesu więc plan mam taki zrobić próby z kilkoma gatunkami stali i zobaczyć co się będzie działo a jeśli będzie się wyginać bardzo mocno cylindry wykonam z materiału już ulepszonego np 40HM+QT na chwilę obecną musze wykonać zwijarkę do blachy co właśnie się dzieje. początek jak zawsze od projektu przez programy na frezarkę cnc do elementów toczonych. w 80% jest gotowa zostało mi tylko do zrobienia korbka i jeden z wałków który będzie walcował blaszkę. cylindry nadal odkładam w czasie bo jest to mocno nie pewne pod względem hartowania więc postaram się zająć zbiornikami paliwa do których wszystkie części mam wykonane prócz zwijanych cylindrów. jedną z nich zamówił sobie wujaszek samo zło
-
Grzesiek wymień korbę w nim bo ten oryginal się szybko rozleci wiem po sobie a pasują do niego korby od asp 2,5 również wiem to z własnego doświadczenia noo i co najważniejsze po zmianie korby zaczął lepiej chodzić
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
yarun odpowiedział(a) na Paweł Prauss temat w 2-takty
dla kilku szt nie pchaj się w kokilę bo ugrzęźniesz zaprojektuj karter tak aby dało się odlać go w piasku kokila to po 1 duży koszt a po kolejne na kilka tys szt nie na kilka lub 3 wyjscie pofrezować z kawałka alu tak jak Mariusz teraz to robi -
Replika Polskiego silniczka SiM 2b - ambitny projekt
yarun odpowiedział(a) na Paweł Prauss temat w 2-takty
Robert robota jednostkowa jest zawsze mega kosztowna a wiem to po sobie bo do niemal że każdej operacji trzeba wykonać przyrząd obróbkowy co mnie osobiście wnerwia i szukam zawsze rozwiązania takiego aby złapać w uchwyt uniwersalny jednak nie zawsze to sie da więc konsekfencją tego jest to że mam pudełko po butach przyrządów a to jest tylko jeden silnik w trzech pojemnościach .... jak masz jakieś rysunki podeślij zerkne czy mógł bym coś wykonać bo aktualnie mam luzy na cnc tylko proponuję od razu wziąć sie za co najmniej 10 szt ze względów na wspomniane koszty jeśli chodzi o chrom jak wspomniałem mam dużo książek 2 z nich zeskanowałem mogę podesłać ci linki do nich nawet pokombinowałem już z częścią sprzetu takiego jak zasilacz stabilizowany wanienki szklane z podwójną ścianką żeby kontrolować temperaturę odczynniki i inne szpeje teraz trzeba by spróbować na żywej tulei oczywiście jeszcze muszę zrobić wieszak i odpowiednie osłony tego co ma nie być pokryte a jak wiadomo nie może to być z byle czego bo kwas chromowy jest agresywny i bezwzględnie potrzebny jest do tego wyciąg dygestorium poza tym kombinuję z anodowaniem alu ale to jest przy chromi pryszcz -
Jacek taki silnik dostałem oraz wycinki z modelarza gdzie był opisany dysk tłok głowica i kanał dolotowy więc takie powstały rysunki z tego co widzę różni się tylko zasłonką kanału wydechowego i głowicą wiec chyba nie warto mnie za to zabijać ?
-
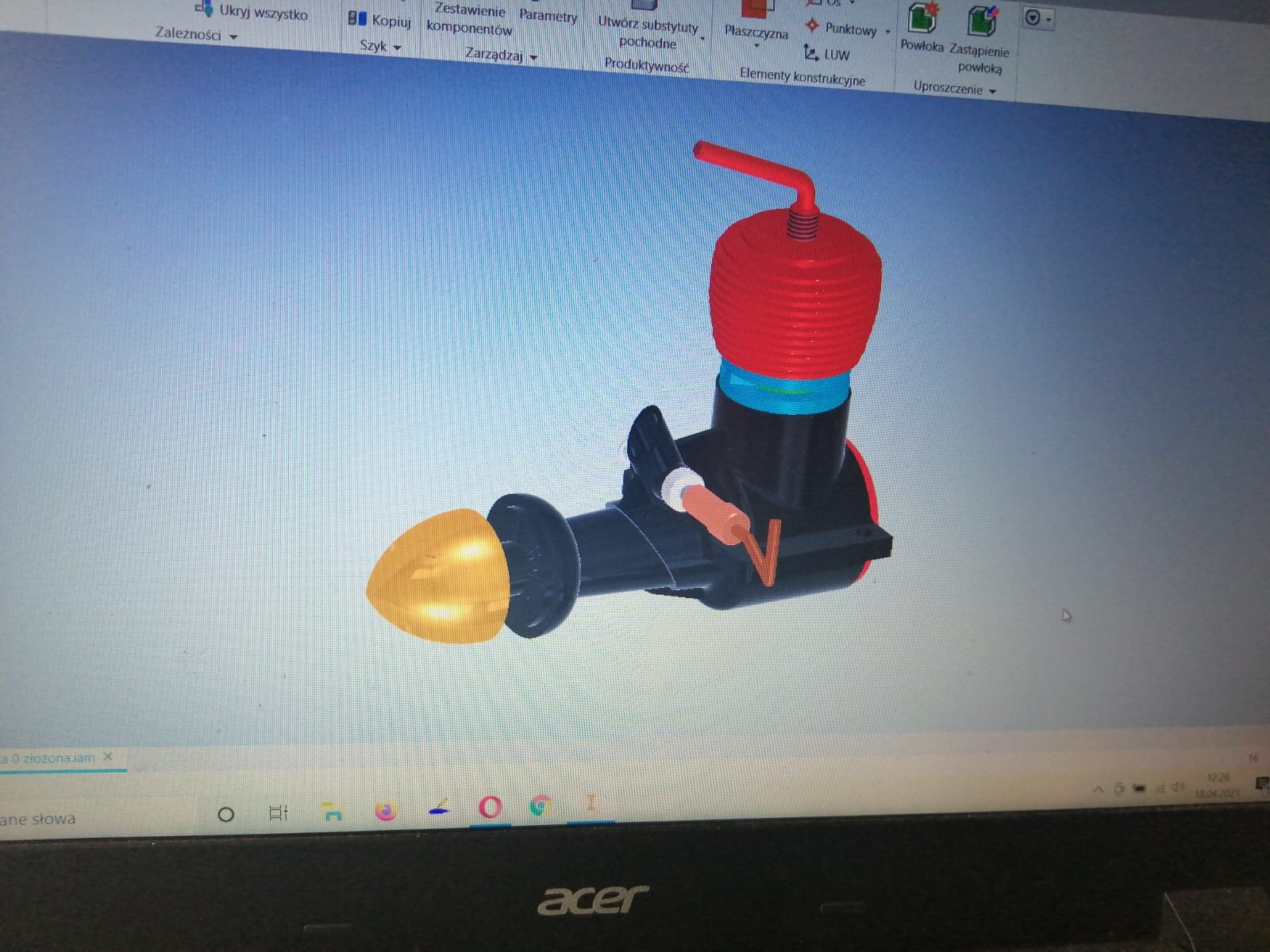
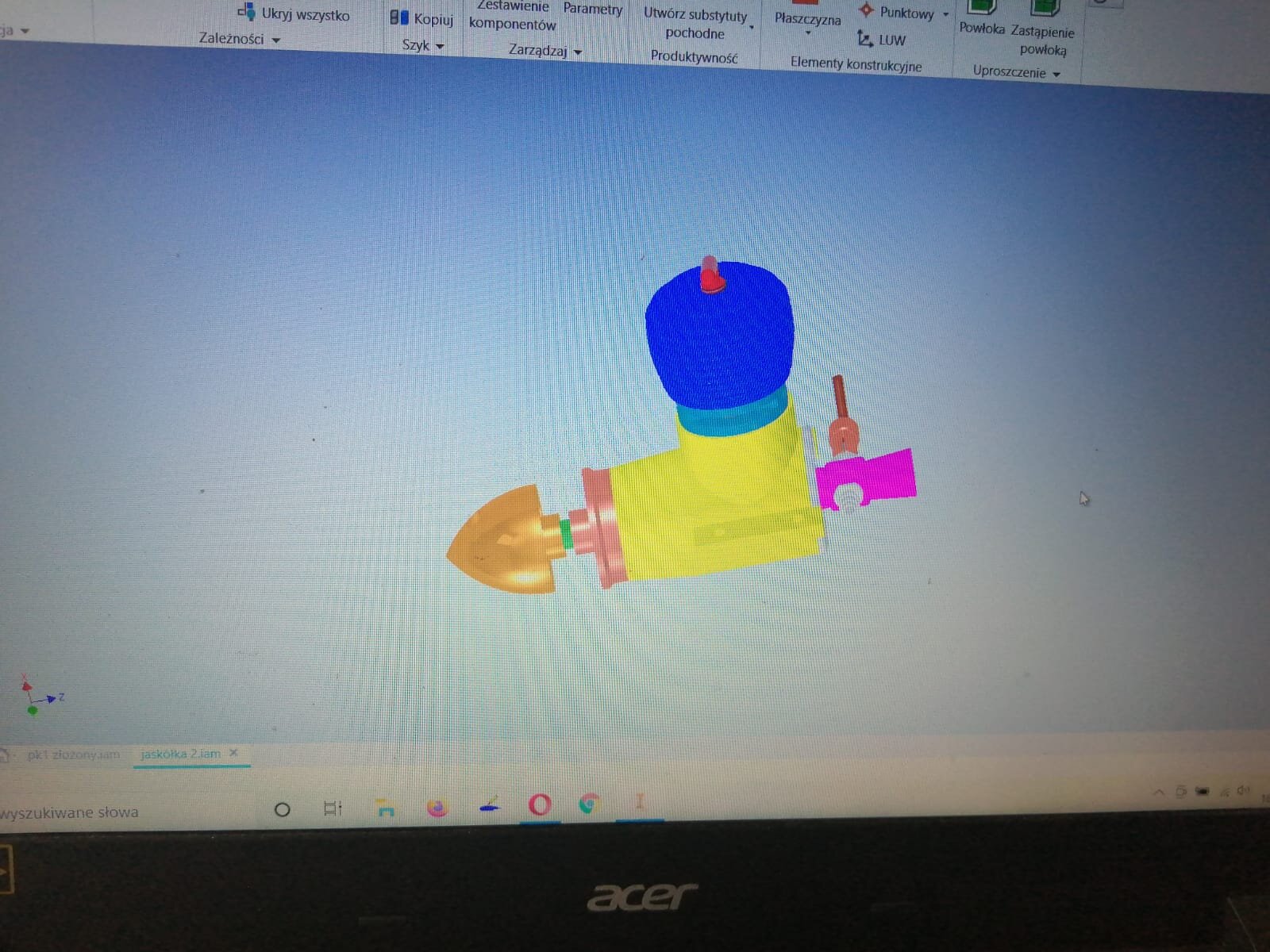
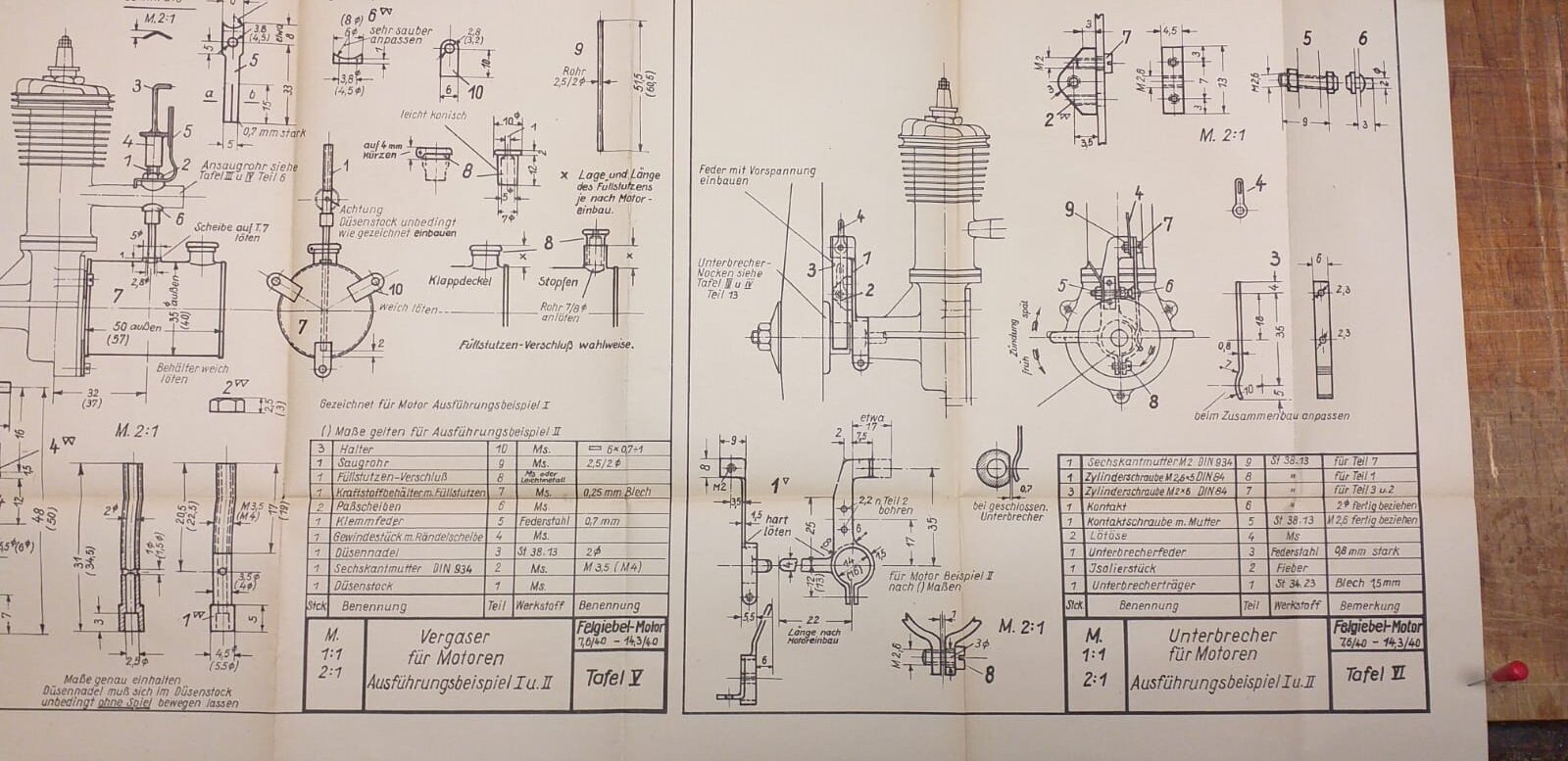
ja chcę pójść w sterowanie niskim napięciem na przerywaczu tak aby tam nie iskrzyło za mocno więc stal się sprawdzi doskonale drugą sprawą jest to że w czasach gdy silnik był budowany przez amatorów platynki nie były szeroko dostępne więc było to robione z czego bądź a ja chcę sie trzymać oryginalnej dokumentacji swoja drogą rozważałem również mosiądz lub brąz ale na to będzie jeszcze czas w miedzy czasie powstał kawałek historii polskich silniczków a przyłożyli się do tego Paweł oraz Pan Janek udostępniając mi swoje motorki tak wiec od początku PK1 jaskółka 0 jaskółka 1 jaskółka 2 jaskółka 3 super sokół żarowy super sokół samozapłon więc po wykonaniu felgiebli będzie z czego wybierać i czym się zająć przez długie zimowe wieczory
-
zobacz w tabeli nr 6 kontakt wykonany z st38.13 więc skoro trzymamy sie oryginalnych planów to będa stalowe poza tym skoro wtedy działało to i teraz też będzie co do tokarki to nie ma czym się chwalić jak na razie maszyna z 1987r i sterowanie odmówiło współpracy więc kombinuje nowe jak ruszy to sie pochwalę ?
-
a myślałem ż wiernych kibiców brak jednak są tylko się ukrywają ? Marku chciałem na wiosnę uruchomić jednak wiosna przyszła za szybko a poza tym mam dość duży problem z cylindrami więc na warsztacie dzieje się walczę z przerywaczami i są pierwsze efekty dziś pospawałem tigiem obejmę z wieżyczką i do przymiarki zamontowałem izolatory jednak potrzebne są jeszcze 2 elementy czyli otwór pod śrubkę m2 w obejmie tak aby dało sie ją zacisnąć i dźwignia która umożliwi regulacje konta wyprzedzenia zapłonu po jej przyspawaniu chcę je wszystkie wypiaskować oraz poczernić i będą gotowe a spawa się to ustrojstwo niemal że na bezdechu aby ładnie wyglądało ? następnym tematem będą styki i ślizg jednak to musi poczekać aż odremontuję tokarkę cnc i ona te części wykona
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
yarun odpowiedział(a) na Paweł Prauss temat w 2-takty
samo CHROMOWAIE to jest słowo klucz osobiście walczę z tym tematem już niemal od pół roku jak nie lepiej i czym więcej czytam tym jestem głupszy oczywiście książek ( a mam ich trochę o samym temacie powłok galwanicznych) bo nie jest to proces łatwy i do tego bardzo toksyczny ale pomijając kwestie prostoty i toksyczności to trzeba nieźle kombinować bo temperaturę trzeba utrzymywać w granicach + - stopień do dwóch musi być przepływ elektrolitu przez tuleje elektroda musi mieć większą powierzchnię niż wnętrze tulei poza tym lepsza jest grafitowa z grafitu spektralnie czystego niż ołowiana .... i można by tak wymieniać i wymieniać z tego co wiem to w Pruszkowie jest galwanizernia jednak jak usłyszałem kwotę za sztukę tulei to stwierdziłem że zajmę się tym sam podobnie jest z powłokami pvd rozmawiałem z balzersem nawet wysłałem detale do wyceny i gdybym chciał tak kryć wszystkie 60 szt cylindrów do felgiebla to wyszło by mnie to około 5000 netto ... więc jest to temat rzeka jak Mariusz wspomniał i aby dojść do ładu i składu to trzeba spędzić kupę czasu w warsztacie na dobraniu najlepszych parametrów tak aby chrom się nie łuszczył nie odpadał po prostu był odpowiedni materiały i tolerancje w większości podane są w książce miniaturowe silniki spalinowe W. Schiera ale ogólnie mówiąc mieszczą się w 0,005mm a w przypadku tłoka i tulei w grę wchodzi lapowanie więc tolerancje są poniżej tego co podałem tym bym sie nie martwił za bardzo lepiej zacząć od chromu bo większość elementów wykona sie na tokarkach czy frezarkach nawet nie koniecznie cnc a jak cylindra nie będzie czym pokryć lub gdzie pokryć to temat leży kolejną sprawą jest odpowiednie alu z dużą ilością krzemu na tłok ale .... nie będę straszył kolegi ilością "zmartwień" po drodze do odpalenia motorka












.jpeg.3a7589d29136790f2d4598c68029f95b.jpeg)
.jpeg.4122fd78df3a67be8c445dbb972107fe.jpeg)
.jpeg.132c6c801d43a06fbe455e65bcfb8807.jpeg)
.jpeg.f8336da3c9246cf7b18eba2f1056f32f.jpeg)
.jpeg.6456436311a9783bb25e0fa14d7f29b7.jpeg)
.jpeg.e74054dea1a8a1cdbe97497d0782e165.jpeg)


.jpeg.b555170fef5dff33019589230f40c8d5.jpeg)

