RomanJ4
-
Postów
4 627 -
Rejestracja
-
Ostatnia wizyta
-
Wygrane w rankingu
53
Treść opublikowana przez RomanJ4
-

Początki Awiacji, vol.2. Przelot nad kanałem La Manche
RomanJ4 odpowiedział(a) na AndyCopter temat w Hyde Park
No, cóż, 100 lat temu nikt by mu nie zabronił tankowania w 2 albo nawet 10 punktach, urzędasy musieli wtrącić swoje 3 grosze, Jak widać odległość w tych warunkach okazała się zbyt duża i latanie na oparach odniosło swój skutek, ale to dalszego postępu w rozwoju tego i podobnych wynalazków nie powstrzyma, a wręcz przeciwnie zabawa z inwencją dopiero się zaczyna.... nawet w wersji strażackiej... -
Ciekawe czemu prawe droższe...
-
https://twitter.com/i/status/1153015408032661507 https://img4.dmty.pl//uploads/201209/1348251175_by_Tonny_inner.gif
-
Z życia trzeba się cieszyć... https://twitter.com/i/status/1152942608949399552
-
Na wszystko znajdzie się rada... ... a i zawsze można dać nowe przyłącze na słupie... U mnie oprócz "zwykłej" domowej instalacji do warsztatu doprowadzony jest gruby kabel siłowy od głównego licznika, i z niego idzie zasilane wtyczek siłowych 32A oraz osobne fazy do oznaczonych (R,S,T) gniazdek 230V na których nie ma takich spadków napięć jak na domowej instalacji (różnice nawet ~10V), a na przykład zwłaszcza inwertery starszych przecinarek plazmowych są na to dość czułe. Co prawda moja nowa WF JET TIG III ma układ PFC (Power Factor Correction umożliwiający zwiększenie współczynnika mocy do wartości możliwie bliskiej 1 w celu zmniejszania strat w liniach przemysłowych) i nie daje się zauważyć tego zjawiska, ale inne podłączone go tych osobnych gniazdek pracują stabilniej...

- 145 odpowiedzi
-
- 1
-

-
- modelarnia
- warsztat
- (i 6 więcej)
-
Żywiec chyba poszedł po rozum do głowy, i wzorem odnoszących sukcesy sprzedażowe małych browarów zaczął produkować też normalne piwo., bo te "koncernowe" tylko rujnuje zdrowie i perestaltykę... :D
-
A co mają powiedzieć ci goście? https://youtu.be/fDdo5-f75R0 http://markjrebilas.com/blog/best-of-2017-best-drag-racing-photos/
-
Chyba najwięcej tego typu zabawek znajdziesz na... odpustach.. Można by tym całą armię uzbroić... (a my kupujemy od Amerykanów... )
-
Ot, zmęczenie materiału. Dobrze, że "nogi nie wystawił"...
-
Daleczego nie... jak sie znajdzie chętny... To jak w pewnej anegdocie... Na warszawskim "Kiercelaku" gość wciska kit sceptycznemu klientowi oglądającemu stary skałkowy pistolet : - Jakie drogie, jakie drogie.. Panie... Toż to prawdziwa okazja - pistolet samego Juliusza Cezara !! - Czyś Pan zwariował, przecież w tych czasach nie było jeszcze pistoletów..! - Ano właśnie... Dlatego ten jest tak niebywale cenny !!
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
RomanJ4 odpowiedział(a) na Paweł Prauss temat w 2-takty
powinien wytrzymać, 10-tka jest dość odporna na udary, chodź do stali lepiej jak ma trochę trzonka pod płytką, który będąc bardziej sprężystym amortyzuje drgania.. I nie zapomnij lekko zatępić osełką, a "przelecenie" nią gł. powierzchni przyłożenia redukuje szczerbatość ostrza co odbija się na trwałości... (szkoda, że link "ostrzalnia.pl" już nie jest dostępny... ) -
Odkręcający się tłumik przez uszczelkę ?
RomanJ4 odpowiedział(a) na oki188 temat w Tłumiki - układy wydechowe
Kiedyś się stosowało mocne sprężynki pod łeb śruby, wtedy siadająca miękka podkładka nie luzuje połączenia.... Musiała mieć kilka zwojów, podkładka sprężynowa się do tego nie nadaje, coś a' la... -
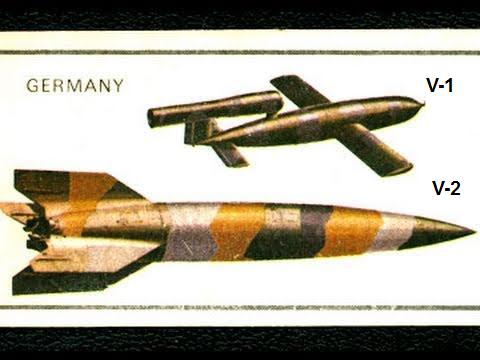
Szkoda, że nie polatali tym nad Londynem...
-
Gwoli ścisłości - "brzęczącą bombą" była V-1, V2 nie dogoniłby żaden myśliwiec... nawet dzisiejszy...
-
No i zaczęło się.... "Latający żołnierz na defiladzie we Francji" https://wiadomosci.onet.pl/swiat/francja-swietuje-dzien-bastylii-wielka-defilada-wojskowa-na-ulicach-paryza/ycetd58 https://twitter.com/i/status/1150323769648582656
-
PZL - 50a "Jastrząb" 1/4.3 czyli "A mogło być tak pięknie!"
RomanJ4 odpowiedział(a) na mecenas temat w Makiety samolotów polskiej konstrukcji
Wojtku nie przejmuj się malkontentami rodzaju "weźmiemy się, i zrobicie".. Model jest piękny, i wcale nie dziwi, że (pomijając inne względy) gdzieś w człowieku siedzi podświadoma obawa "a nóż..." Kiedyś nadejdzie "ten" dzień.. Trzymam kciuki! -
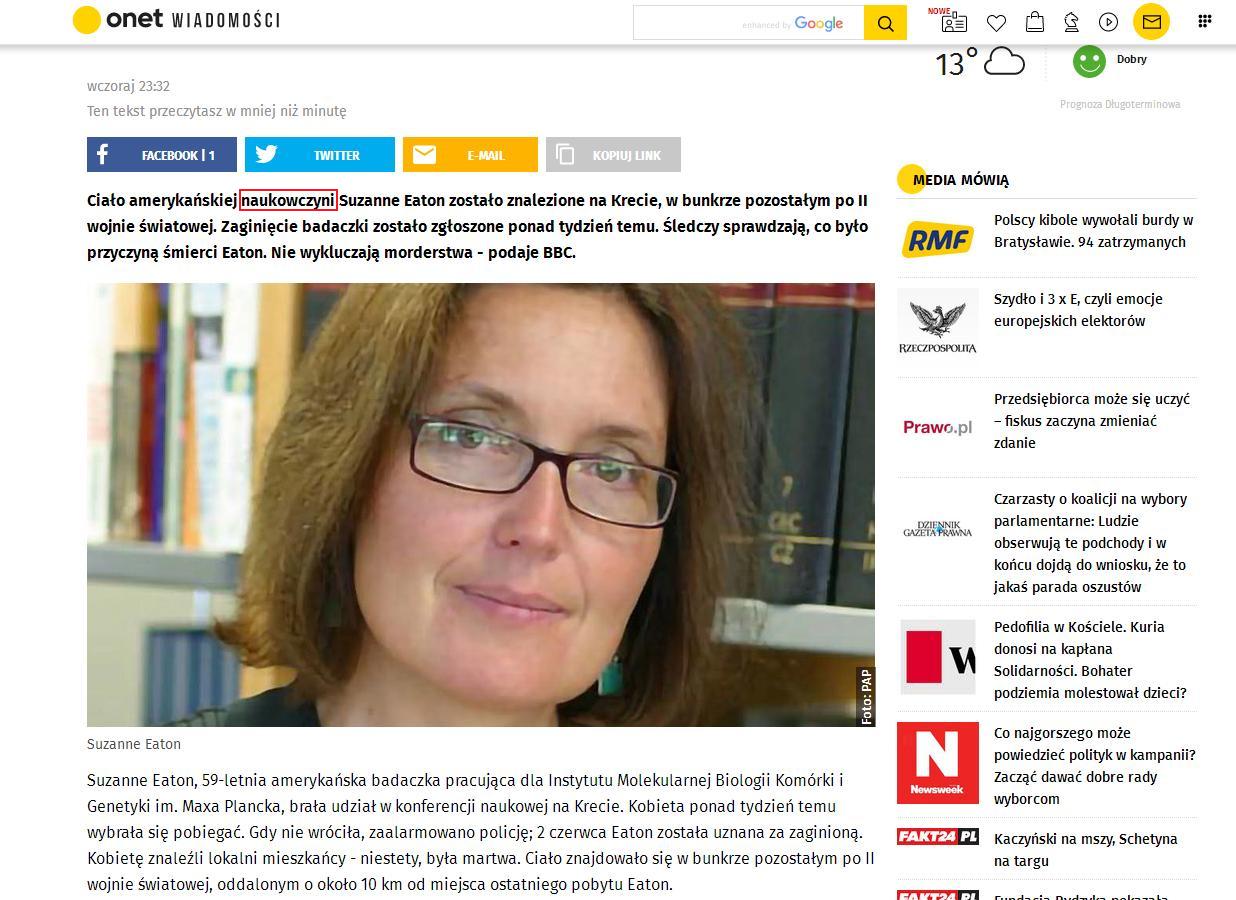
Ludzkość kretynieje coraz bardziej... Konia z rzędem temu kto "przerobi" na feministyczną modę np zwrot "pani generał" czy "pani porucznik"...
-
Moja też jest w niezłym stanie...
-
https://youtu.be/PfB05QgG9vA?t=2 Każde wolne miejsce w warsztacie jest na wagę złota, dobry pomysł Jurku z tym podwieszeniem. Może i do mojego da się wykorzystać bo już bajzel się robi (choć asortyment nieco cięższy i stelaż do niego musiałby być solidniejszy -zapewne z profili zamkniętych), a muszę wygospodarować miejsce na wózku na nową spawarkę https://allegro.pl/oferta/spawarka-inwertorowa-wf-jet-tig-iii-ac-dc-200-puls-7594256174?offerId=7594256174&inventoryUnitId=dj4QEnSY2WkJy2dDUb7smg&adGroupId=YTMzZjZjNTEtMDYwZi00ZTE2LTg5MTItM2M1ODA0MjczNGNkAA&campaignId=NmQ2MTA5NDItM2YwMy00MTljLTljODQtY2I4ODk4NmQ5OGM0AA&sig=5d43cc31ef05160f0fb2bbc3121dda56&utm_source=google&utm_medium=cpc&utm_campaign=_DIO_pla_dom_narzedzia&ev_adgr=Spawarki&gclid=Cj0KCQjw9pDpBRCkARIsAOzRzivF94YVbfexNWvOIVXo_zMRiWVQa7qOdJIK60tx7goBuDPtuFEbFEkaAmo2EALw_wcB, bo mój dzielny chińczyk (Ct520) już leciwy (ma 10 lat !), i choć wbrew opiniom o "żółtych" sprzętach nigdy mnie nie zawiódł, to jest tylko DC(bez pulsu) i aluminium niestety nim nie da się pospawać..
-
Miniszlifierka wiertarka - proxxon czy dremel?
RomanJ4 odpowiedział(a) na Robert Tomzik temat w Warsztat
Niestety nie zawsze masz rację, i "markowy" sprzęt potrafi zaskoczyć marną jakością, przekonałem się na "profesjonalnej" młotowiertarce Boscha naprawianej 3 razy z powodu wadliwego pneuudaru. Zresztą gdybyś powertował fora mechaniczne, to odkryłbyś niejeden podobny przykład dotyczący i innych znanych firm... Niestety prawda jest taka, że kiedy jakość dyktują księgowi to wpadki zaliczają wszyscy, choć nie da się ukryć, że generalnie narzędzia przeznaczone do profesjonalnych zastosowań mają dużo lepszą jakość od tych do majsterkowania, nawet tego samego producenta, no ale też i kosztują... Popatrzmy np na polską, znaną z doskonałej jakości "zielonej" wiertarki (mam swoją już 35 lat!) Celmę - dzisiaj wiele wyrobów markowanych przez nią powstaje na Dalekim Wschodzie. Bo taniej, choć w specyfikacjach tego nie znajdziecie. I tak jest z wieloma znanymi z jakości firmami, (np ten sam tajwański procesor znajdziecie we wszystkich markowych telewizorach, nawet tych "japońskich" ), co samo w sobie niekoniecznie jest złe(dla jakości), zależy tylko jakiej jakości od wytwórcy wymaga zleceniodawca.(nawiasem, gro aktywnych substancji do nie tylko polskich lekarstw znanych koncernów powstaje w Chinach) Oczywiście trzeba zdawać sobie sprawę z tego, że "każda myszka swój ogonek chwali", bitwa marketingowców trwa, i wiele "rankingów" nawet w specjalistycznych czasopismach powstaje pod wpływem największych ogłoszeniodawców, niekoniecznie mając odzwierciedlenie w realiach (bardzo dobrze to widać np w pismach motoryzacyjnych). Bo światem rządzi pieniądz a każdy chce sprzedać... Pewnym w miarę miarodajnym wskaźnikiem byłyby tu dane z serwisów, ale te są zazwyczaj skrzętnie skrywane albo wręcz fałszowane samowpisami do ankiet jeśli nie ma się zbytnio czym chwalić... Więc coś za coś, trzeba sobie przekalkulować co się bardziej opłaca, ale chyba nie minę się zbytnio z prawdą twierdząc, że wielu użytkowników znacznie tańszych narzędzi do niezarobkowego sporadycznego, hobbystycznego zastosowania pewnie by tych drogich markowych nie nabyło...(sam tu umieściłem test przecinarki plazmowej do nieprodukcyjnego zastosowania, której parametry użytkowe okazały się nadzwyczaj zgodne ze specyfikacją, a cena można powiedzieć wprost rewelacyjna jak dla amatora) https://phuimet.pl/2018/03/08/elektronarzedzia-na-jaka-marke-postawic/ https://forum.domidrewno.pl/inne-33/elektronarzedzia-nowe-marketowe-vs-uzywane-markowe/15/ może się przyda... https://www.youtube.com/watch?v=Cw_xQYx6O60 https://www.youtube.com/watch?v=0JMMXoDW2w8 -
Miniszlifierka wiertarka - proxxon czy dremel?
RomanJ4 odpowiedział(a) na Robert Tomzik temat w Warsztat
Niestety, obecnie nie zawsze "porządne" jest... porządne("nocna zmiana"), a płaci się za nazwę... -
Na głupocie i dyletanctwie polskich urzędników/decydentów... (nie tylko w tym temacie zresztą - np. pamiętacie trzeci "stop" w pojazdach?)
-
Miniszlifierka wiertarka - proxxon czy dremel?
RomanJ4 odpowiedział(a) na Robert Tomzik temat w Warsztat
Jest jeszcze jedno... do Dremela jest więcej przystawek i narzędzi które dostaniesz w każdym Obi czy tego typu markecie. No i ceny mniejsze... -
-
Szkoda tylko, że Litwini uważają inaczej... (choć bez tego to pewnie czytali byśmy o nich jak o wybitych Prusach) Ale mogę zrozumieć ich strach...