





f2cmariusz
-
Postów
786 -
Rejestracja
-
Ostatnia wizyta
-
Wygrane w rankingu
50
Odpowiedzi opublikowane przez f2cmariusz
-
-
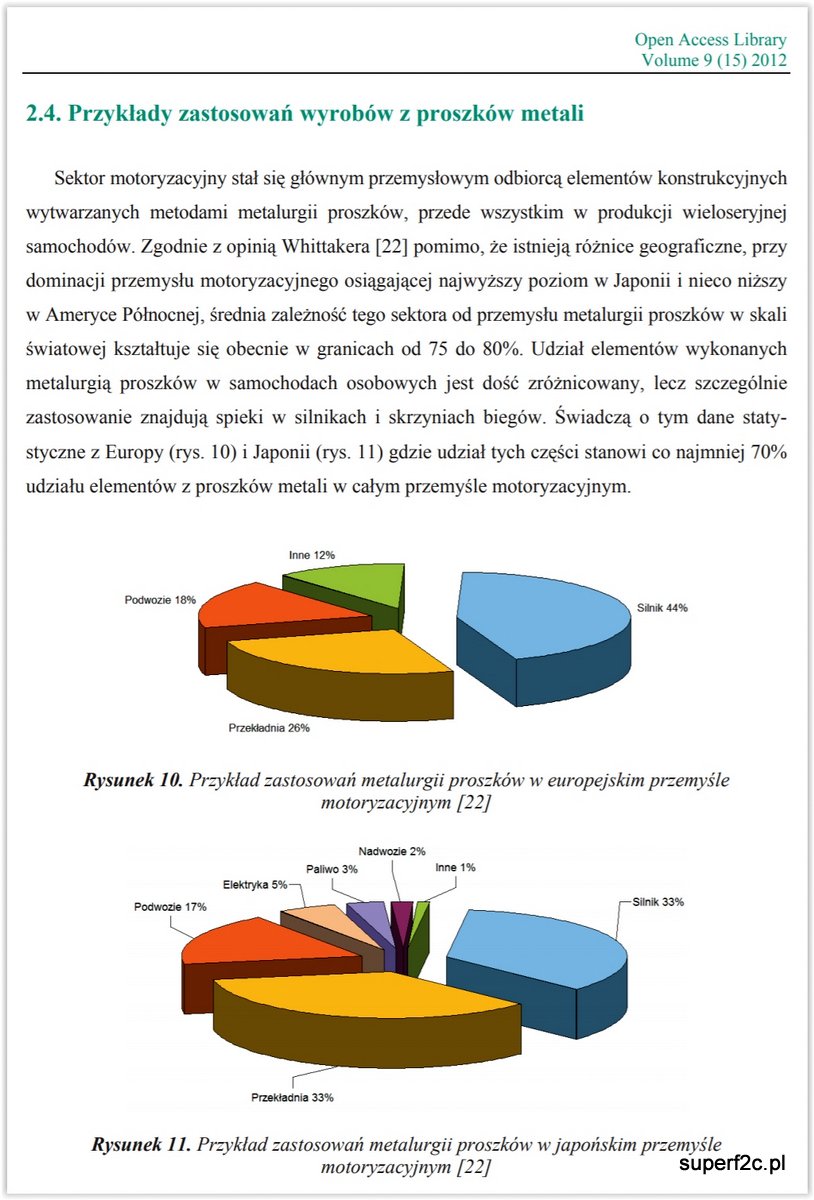
kiedyś na pewno te materiały czyli wszelkiego rodzaju spieki były nowością skoro wyprodukowano w Łomiankach pierwsze spieki w 1965 roku a silnik SiM 2B powstał prawie dwie dekady wcześniej.
Ale prawda jest też taka że coraz więcej jest zastosowań praktycznych tej technologii

zdecydowanie bardziej istotne jest pytanie dotyczące ewentualnego wykonania rowków smarnych współpracujących z układem smarowania jakim w tym wypadku jest napływ za każdym cyklem świeżej mieszanki paliwowo-powietrznej z jakąś zawartością świeżego oleju.
W oryginalnych dwóch silnikach SiM 2b jakie teraz posiadam nie ma żadnych kanałów na panewkach głównych wału korbowego.
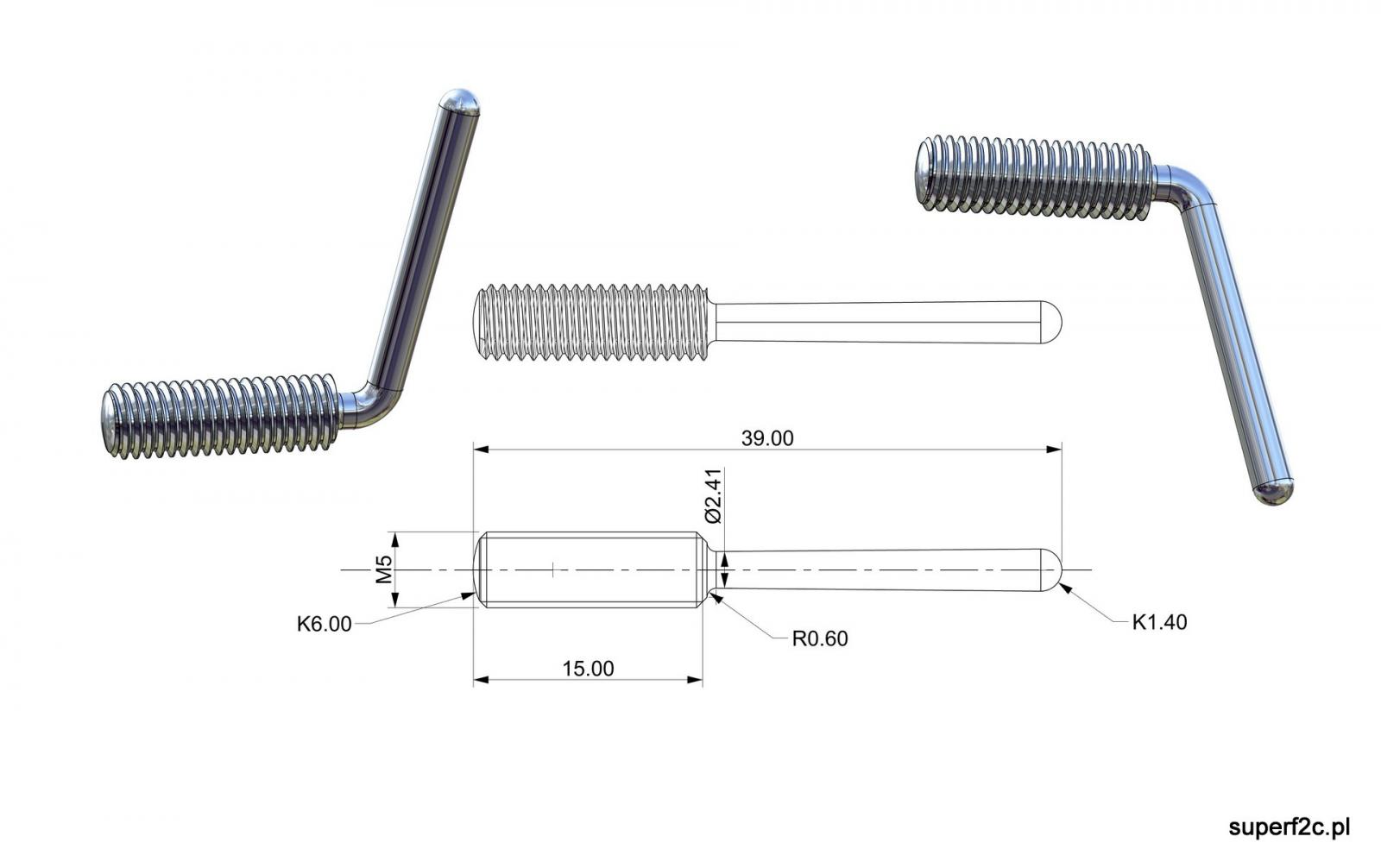
Kiedyś zakupiłem materiał na śruby kompresyjne. Taki jaki był w pobliskim sklepie. Pręt gwintowany M5
Niestety nie udało mi się cokolwiek z sensem utoczyć bo to po prostu w zacisku sobie lata. Okazało się że kupiłem owal
prosta sprawa:
śruba kompresyjna
z suwmiarką w ręku wybiorę się dzisiaj po nowy półprodukt na śruby... Niedziela Handlowa
-
O matko ale wykład, Kolego Mariuszu, żeś Kolega odstawił
Ja jednak sobie myślę, że tu nie chodzi o motorek, przy pomocy którego będzie walka o mistrzostwo świata.
To jest zwykła, w sumie prosta replika ( Choć kunsztu mechanika i fachowca wymaga). A do tej repliki wystarczą zwykłe wymiary +- 0,03 mm i będzie dobrze. wg mnie wystarczy mała prasa i rozwiertak. i nic więcej.
Takie odchyłki bez problemu można uzyskać tokarce zwykłej, a co dopiero numerycznej. I powtarzalność będzie na 100%.
A jak było z oryginalnymi motorkami SiM? Normalnie było.
A te panewki ze samosmaru w silniku modelarskim, o czym już była mowa, to porażka totalna. I myślę, że dość szybko Kolega Mariusz by się zorientował, ze to patent do kitu.
Ale na szczęście Kolega Mariusz poszedł w dobrym kierunku i jest super
A.C.
W pełni się zgadzam że tolerancja wykonawcza nietolerowanych wymiarów jest tolerancją warsztatową czyli +- 0,05 mm. Natomiast wymiary tolerowane są wykonane z narzuconą konstrukcyjnie tolerancją.
Na konwencjonalnej tokarce jak będę stał przy niej i ją obsługiwał to detal w lepszej czy gorszej "kondycji wymiarowej czy stanu powierzchni" uzyskam. Natomiast na tej tokarce jak widzę bez problemu mocuje materiał do obróbki i kolejny element wyjmuję z wiórów jak sobie przypomnę o tym robiąc zupełnie coś innego (minutnik na telefonie ustawiam). Kontroluję, itd...
Ale dyskusja teraz dotyczy panewki ze spieku. Która nie będzie zrobiona z racji małej serii i czasochłonnego dla mnie na tym etapie budowy repliki SiM 2b.
Współpracowałem w dawnych czasach z Fabryką Wyrobów z Proszków Spiekanych w Łomiankach na Warszawskiej. Głównie to pomagałem docierać, polerować szlifowane okrągłe gniazda w których się spiekało.
Te same technologie dotyczyły tabletkarek do produkcji tabletek dla farmacji. Co by detal wyszedł w całości w 100 % gniazdo musi mieć prawidłową geometrię i tym się zajmowałem.
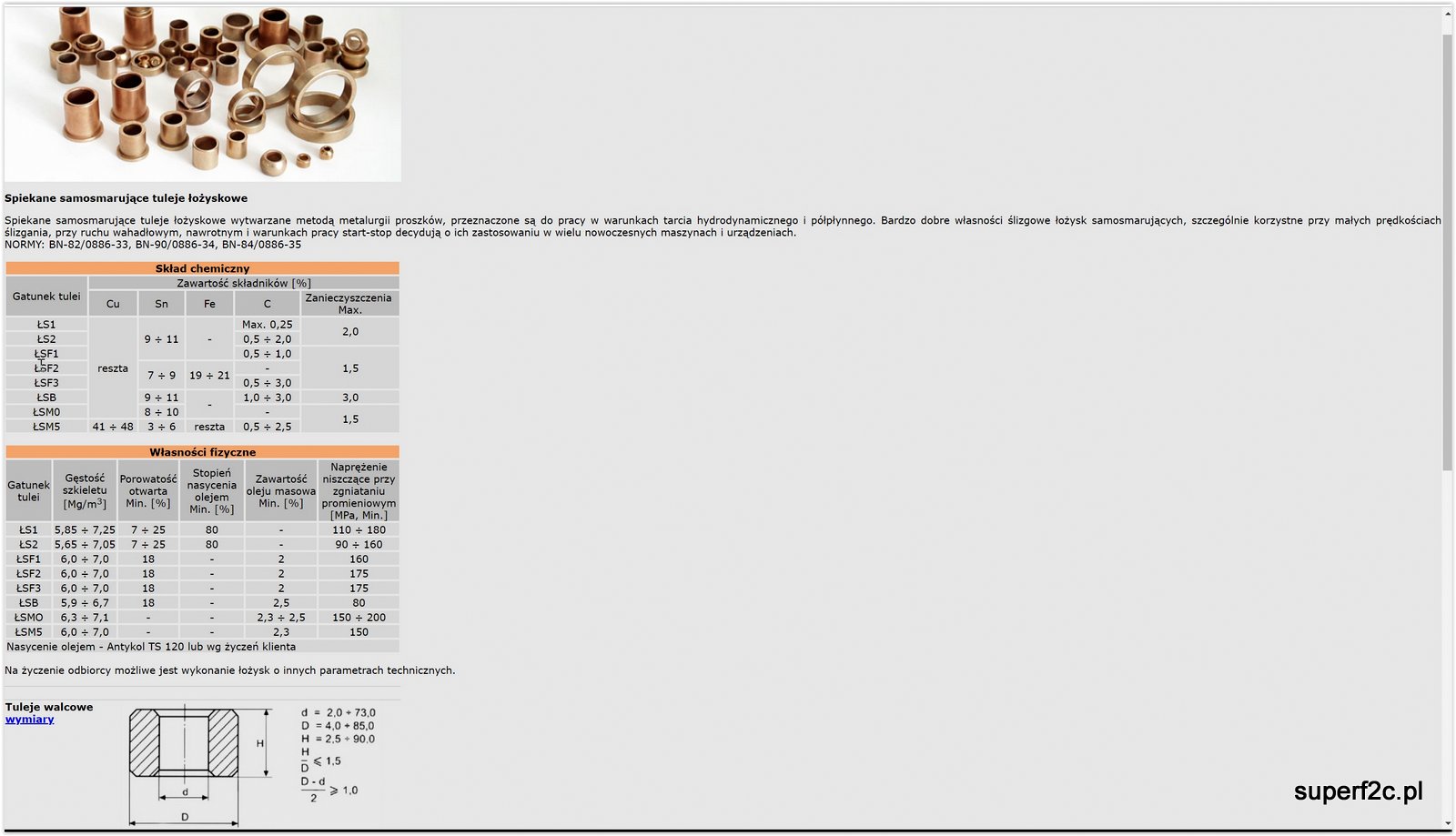
I załóżmy że zrobię takie oprzyrządowanie to co ja tam nasypie jaki skład chemiczny będzie spiekanej samosmarującej tulejki łożyskowej i do tego ile nasypię bo to zadecyduje o gęstości nośnego szkieletu.
Bo z tego co pamiętam spiek można dowolnie komponować...
Tak że w tej technologi wykonawczej tylko nasza ludzka wyobraźnia byłaby ogranicznikiem.
przykładowa strona jeśli chodzi o część rodzajów spiekanych samosmarujących tulejek łożyskowych.
I tak jak wcześniej napisałem. Mnie takie same tulejki nie są potrzebne bo bez modyfikacji wymiarowej do paru karterów czy wałów korbowych by to pasowało. Muszę toczyć z wałka i tyle. Ale dopiero jak Aluminium wróci z Eloksalacji a wały korbowe z azotowania.
-
A Kolega Andrzej dalej swoje. Ale to miłe. Jedyną przyczyną nie wdrożenia samosmarujących łożysk spiekanych jest ich wysoka precyzja wykonania.
Powtarzalność wymiarową wykonania oraz cena za sztukę porównywalną z kosztem wykonania z kupionego wałka z brązu plus robocizna. Czyli jeszcze by przeszło. Niestety dochodzi jeszcze koszt wykonania oprzyrządowania do do produkcji panewki o konkretnych wymiarach. I jak pamiętam koszt ten przewyższał parę razy zakup w Chinach tokarki CNC210 prezentowanej już tutaj. I to zdecydowało od odejścia od pomysłu. Każda panewka spiekana w formie ma dokładnie takie same wymiary. A u mnie wały wykonane są co do 0,02 mm to samo dotyczy otworów w karterze (Części toczonej). Dokładność do 0.02 mm. W partii pomierzyłem taki rozrzut wymiarowy. Przy czym i otwór jak i wał korbowy toczony jest bardzo gładko zrobiony z tym że wały wymiarowo różnią się od siebie w granicach plus minus jedna setka od wymiaru nominalnego.
I niestety nie wyobrażam sobie docierać czy rozwiercać gotową panewkę co by był stosowny luz czy odpowiednie ciasne pasowanie.
Tocząc jestem w stanie wykonać dokładnie potrzebny wymiar pod wymiar wcześniej konkretnie zmierzony. Na pewno będzie to publikowane i omawiane na tym forum już niedługo po urlopie w fabryce eloksalacji aluminium bo gotowe sztuki czekają na wytworzenie warstwy tlenku na powierzchni metalu. A wpłynie to na wytrzymałość na uszkodzenia mechaniczne bo powierzchnia surowego aluminium jest wrażliwa. No i z upływem czasu nie będzie matowiała czy szarzała.
Tylko z doświadczenia własnego wiem że anodowanie zmienia wymiar dlatego wszystko po kolei.
Reasumując. Skomplikowanie to pewnie próbowałem wytłumaczyć ale gotowa tulejka samosmarująca mało jest przydatna do naszego projektu budowy repliki silnika SiM 2b z racji że mi jest łatwiej indywidualnie każdą z osobna przypasować panewkę toczoną z brązu do konkretnego otworu w karterze części toczonej jak i wału korbowego docieranego w miejscu pracy panewki jaki i później azotowanego i polerowanego.
-
Tylko w kwestii przypomnienia. Znaczek czy jak kto woli logo >> POŁTAWSKIEJ FABRYKI ŚCIERNIC DIAMENTOWYCH <<
jest dla mnie sygnałem że warto kupić taką ściernicę bo po prostu będzie działać. I jeszcze powinno być oznaczenie 100/80 .
-
 1
1
-
-
Misterna robota. Wiem, że to niefortunne pytanie, ale ciekawość popycha, żeby je zadać: Czy jest przewidywany termin odpalenia pierwszego egzemplarza?
Dobre pytanie.
Cale szczęście że nie muszę wykonywać misternych obliczeń dotyczących wielu teoretycznych zagadnień związanych z teorią budowy silnika tylko po prostu kopiuję osiągnięcia starszego kolegi którego osobiście nie poznałem mimo że mieliśmy paru wspólnych znajomych.
Co do konkretnego terminu? Prace w stosownym tempie postępują. Mnie także to tempo nie zadowala.
Jak widać tarcza diamentowa z aktualnej produkcji, zakupiona w internecie. Działa, spełnia moje oczekiwania i śmiało mogę polecić. Tarcza jest założona na stabilnej szlifierce do ostrzenia frezów piłkowych i kręci się jak pamiętam około 4000 obr/min. Cena jednej tarczy z dostawą około 100 zł.
-
1
-
-
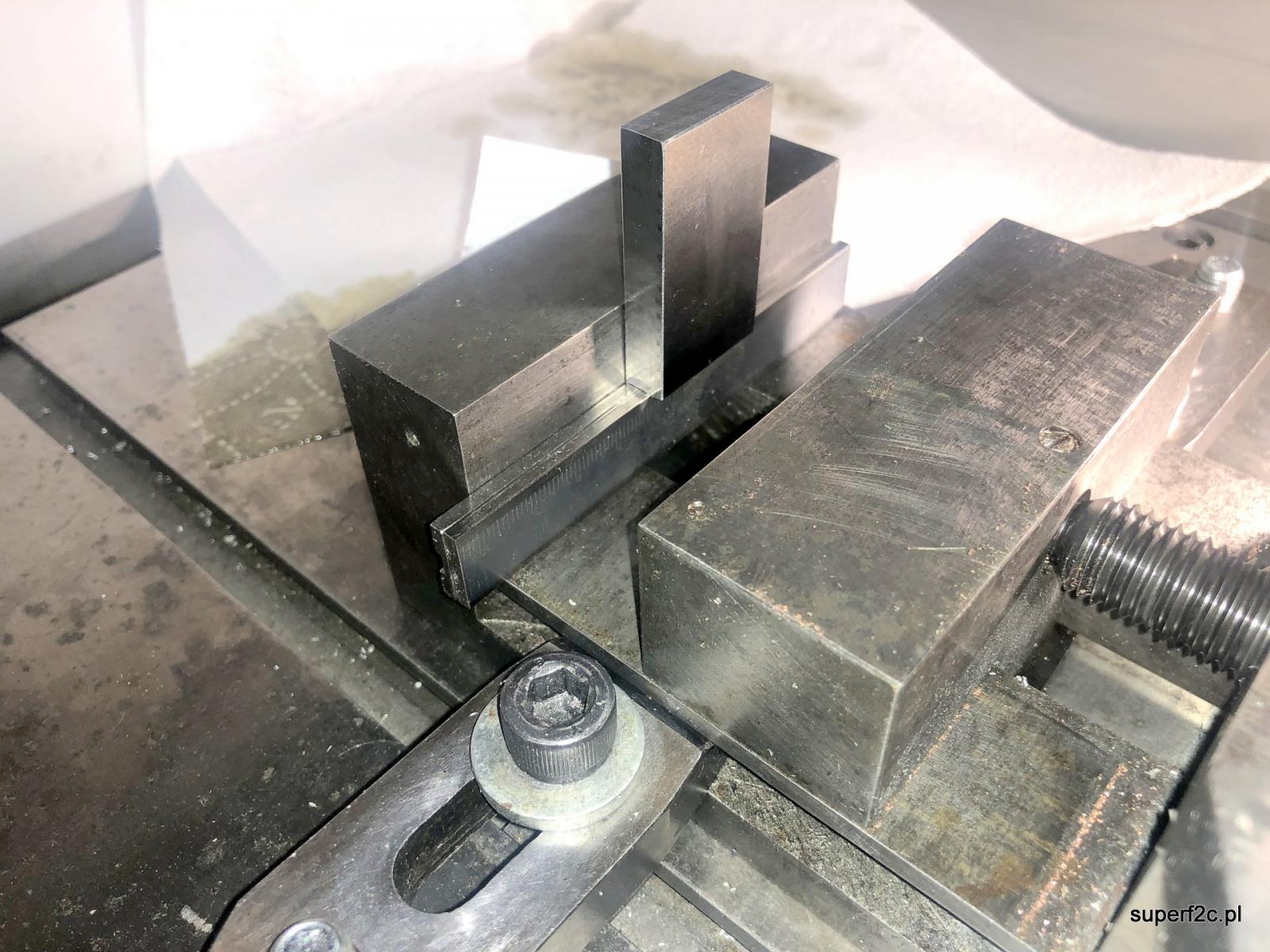
realne zastosowanie suwmiarki. Drugie życie niemieckiej noniuszowej suwmiarki. Tylko niektóre współczesne elektroniczne jednorazówki do tego typu zastosowań będą się także nadawały...
-
podkładka z taśmy stalowej do pakowania przejmuje jak widać siły dociskowe od klemy.
Kulka z łożyska tocznego to idealny materiał na przegub kulisty do mocowania przegubowego na przykład czujnika zegarowego. Relacja nastąpi z postępu prac.
a tu udało mi się w dobrej cenie nabyć precyzyjny mikrometr który posłuży do dalszej pracy przy budowie specjalistycznego przyrządu do ostrzenia czteropiórowego freza widiowego na trzpieniu fi 6 mm.
-
1
-
-
udało się wykonać podebrania pod kołnierze słupów i tulei prowadzących.
Tu zawsze pada pytanie: Po co aż cztery? Dużo więcej pracy... itd. Nie wystarczą dwa kołki? Przecież słupy prowadzące mają za zadanie ustalenie połówek formy i ich prowadzenie podczas zamykania.
Odpowiem krótko. Preferuje zawsze prze-wymiarowy-wanie we wszelakich konstrukcjach. A co do ilości pracy to zrobiło się samo...
-
1
-
-
Kiedyś zajmując się transmisją danych z komputera do komputera po łączu do szeregowej transmisji danych RS-232 wiedziałem że długość kabla co by nie było spadku napięcia
miała krytyczną wielkość. Tutaj komunikacja Mach3 z tokarką czy frezarką odbywa się przez kabel USB i raczej muszę szukać problemu po stronie laptopa. Laptopa a nie stacjonarnego komputera bo mniej miejsca całość zajmuje.
za względu na rozgrzanie kokili aż pojawi się kolor czerwony przed zalaniem aluminium kołki ustalające dwie połówki wykonam ze stali ulepszonej cieplnie 1.2311 i oddam tradycyjnie do azotowania. Dlatego powiększam otwory plus miejsce na kołnierze kołków czy tulejek.
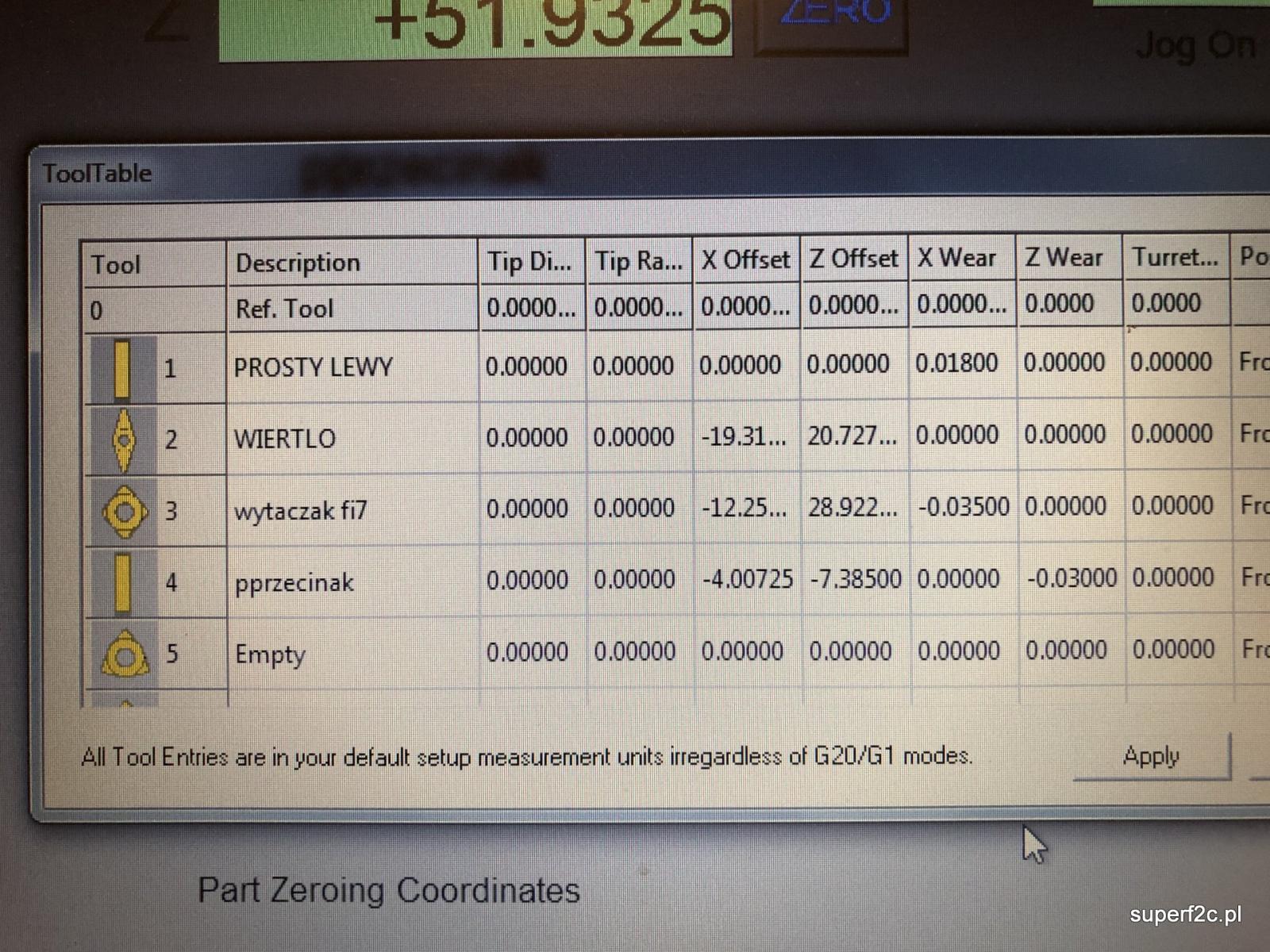
w międzyczasie dalsze oswajanie się z tokarką CNC210. Czyli od początku. Ustawienie czterech narzędzi plus wbicie zer każdego narzędzia w odpowiednią rubrykę tabeli narzędzi a na końcu korekcje po przez wpisanie stosownej wartości w odpowiednią rubrykę.
Myli się mi jeszcze czy z plusem czy z minusem mam wpisać stosowną wartość...
i to sprzątanie po skończonej pracy. Nie zawsze sprężone powietrze jest rozwiązaniem...
-
1
-
-
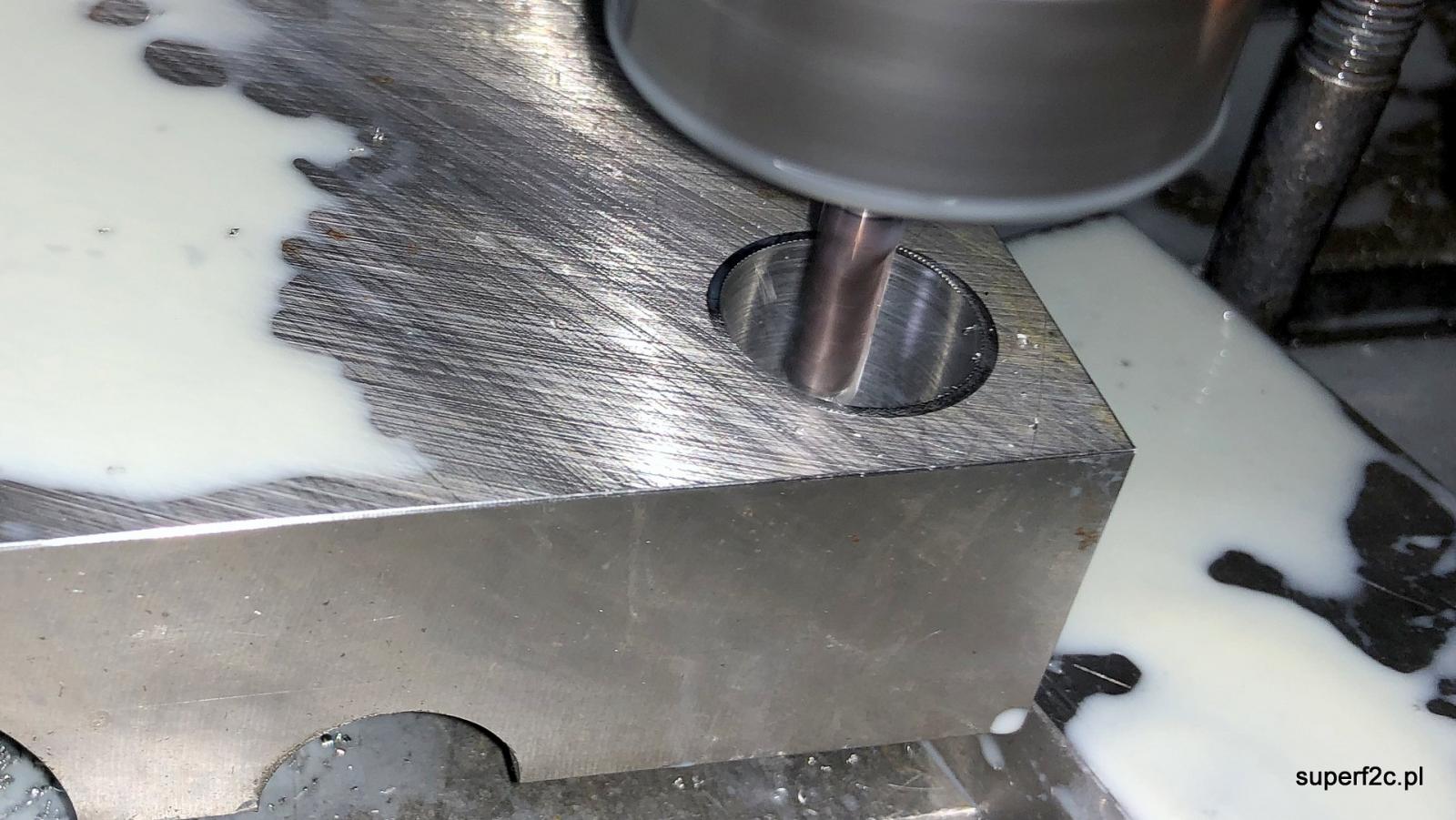
każde wyłączenie cyklu toczenia w trakcje toczenia powoduje powstanie błędu jak na fotografii
objawia się to tym że po poprawieniu programu w pliku tekstowym i załączeniu ponownie cyklu wszystko jest OK do momentu włączenia obrotów wrzeciona. Nie załączają się obroty na żaden sposób ( Mam tu na myśli ręczny z ikonki czy z MDI). Dopiero restart całego systemu powoduje powrót do normalności
Drobny problem software'rowy czy może hardware'rowy powoduje że na nowo potrzeba jest restartować laptop. Zmienię laptopa na komputer i zobaczę.
powtarzalność cyklu jest dla mnie urzekająca i nadaje kierunek dalszych działań, rozwoju.
i zanim więcej natoczę panewek muszę wcześniej zapakować aluminiowe elementy i oddać do anodowania aluminium czy jak kto woli eloksalacji czyli wytworzeniu w sposób elektrochemiczny na powierzchni warstwy tlenku aluminium o dużo większej twardości,szczelności i odporności na korozję niż warstwa tlenku powstała w sposób naturalny.
Po prostu może się podczas tej obróbki elektrochemicznej zmienić wymiar pasowania ciasnego pod panewkę.
-
1
-
-
Jacek model ładny a do nazwy mam sentyment,Jako że miałem motocykl ze SZCZECIŃSKIEJ FABRYKI MOTOCYKLI z 62 roku produkcji zapewne wiesz o jaki chodzi.
wyprawa do Olsztyna na Mistrzostwa Polski Modeli Latających na Uwięzi w 1978 roku. Akurat widać tylko Viktorię 350 i Iża 350. Dwa Junaki nie zmieściły się w kadrze... Niezapomniane wyprawy głównie ze względu na prędkość przelotową... ( Dwa remonty na godzinę.)
-
Centralny Ośrodek Modelarstwa Lotniczego Aeroklubu PRL.
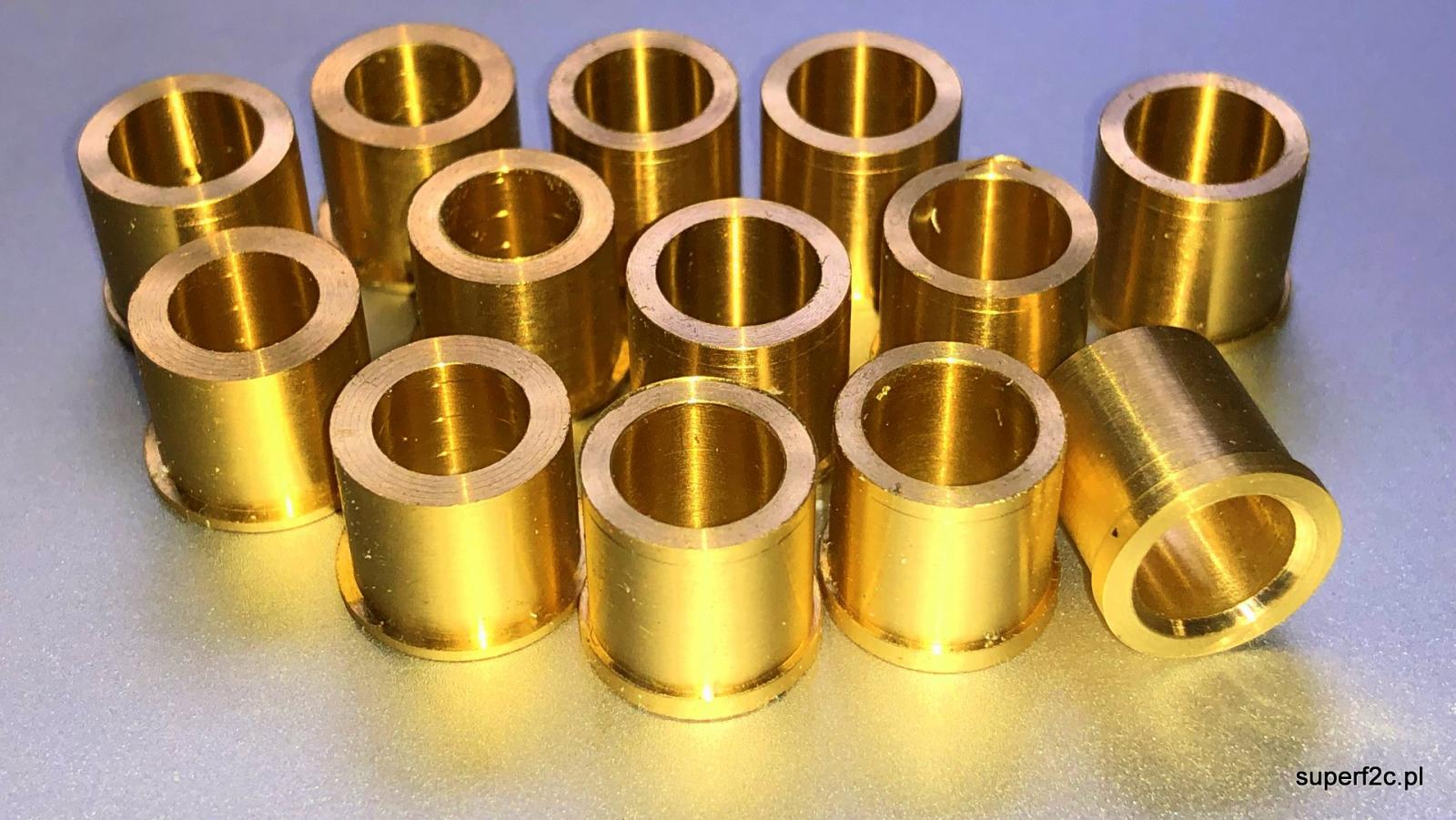
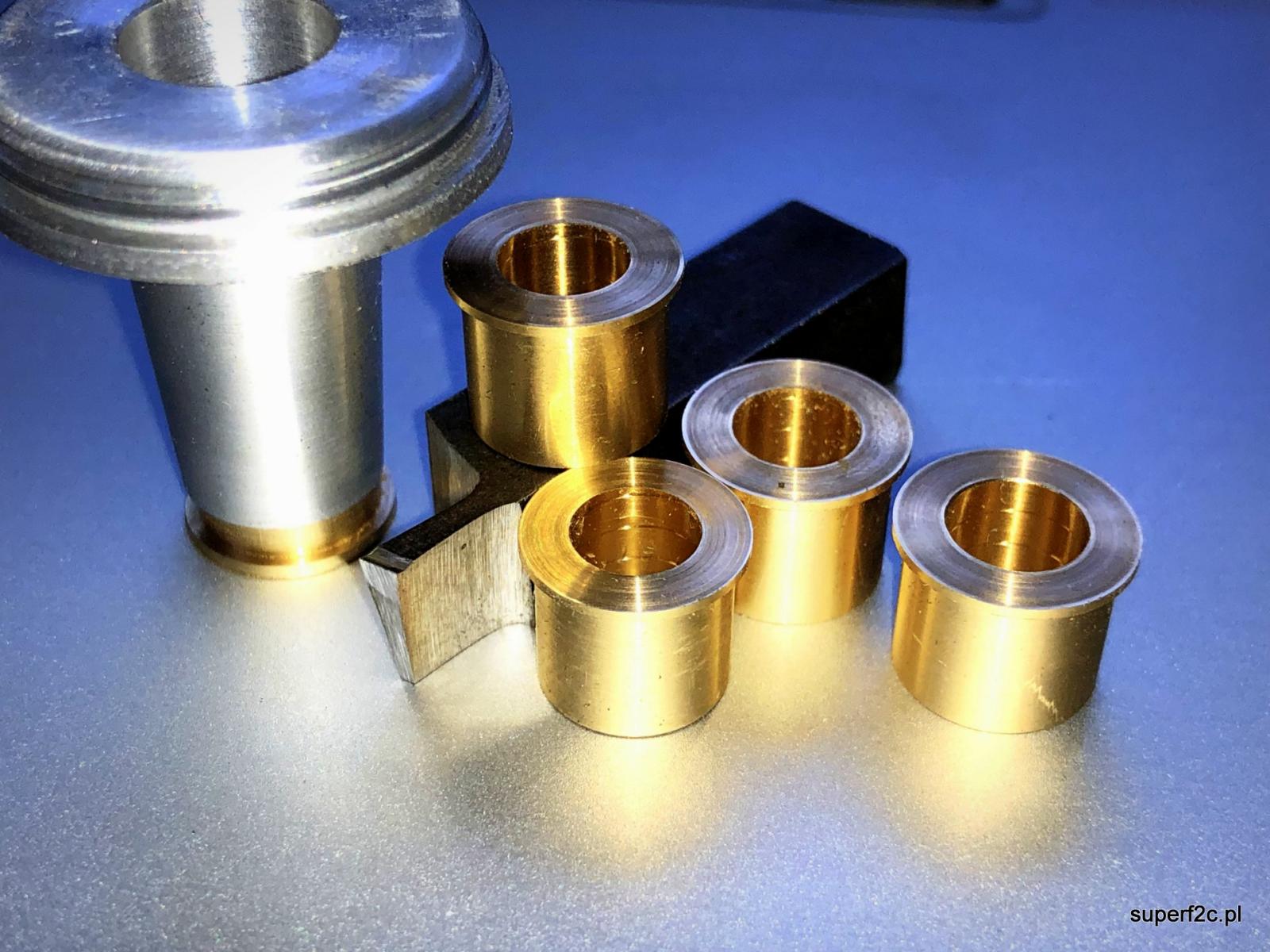
tulejki z MO58 się wykonują same z zadowalającą mnie tolerancją. W tabeli narzędzi jest korekcja każdego narzędzia w "Z" i "X" co do 0,005 mm reguluję a wychodzą powtarzalne zmiany w granicy 0,01 mm.
uskok wprowadzający tulejkę w gniazdo to dokładnie różnica w tym momencie 0,028 mm. Ta różnica zawsze w każdej tulejce jest taka sama niezależnie od średnicy zewnętrznej tulejki.Tak że jeśli tulejka wejdzie suwliwie to dalsze wciskanie panewki zapewni odpowiedni wcisk. Wszystko to dopiero po eloksalacji na bezbarwno aluminium i dotarciu wału plus polerowanie przed azotowaniem.
widać także uskok na części czołowej tulejki. to tylko wina złego ustawienia zera w "Z" noża wytaczaka który robi także promień- fazę do środka tulei.
faza zrobiona na raz (od środka w otworze) drży bo to wszystko jest delikatne ale jak na parę razy nóż przejdzie przybierając parę setek to będzie estetycznie. Plus widok ostrzonej teraz przygotówki lutowanej kiedyś tam. Stary trzonek noża twardy niepognieciony śrubami imaka plus kupiona wcześniej na Allegro płytka H10.
teraz nóż tnący to SW18 i zostaje minimalny grad czy raczej ostra krawędź. Będzie jeszcze toczona faza na zewnątrz bo teraz to podczas odcinania krawędź dotknąłem papierem ściernym który był pod ręką...
-
pozwolę sobie na uzupełnienie informacji i przekierowanie na:
https://pfmrc.eu/index.php/topic/76502-replika-polskiego-silniczka-sim-2b-ambitny-projekt/page-14
gdzie od postu 262 temat paliwa jest dokładnie pokazany przeze mnie. Od 1976 roku brałem i biorę udział w zawodach modeli wyścigowych z silnikiem 2,5 cm3 samozapłonowym. A paliwo i wiele innych czynników pozwoliło mi zostać drużynowo razem ze wspaniałymi kolegami trzecie miejsce w Mistrzostwach Europy 2017 (Bekescsaba) jak i w zeszłym roku drugie miejsce na Mistrzostwach Świata Modeli Latających na Uwięzi (Landres).
Dla przypomnienia:
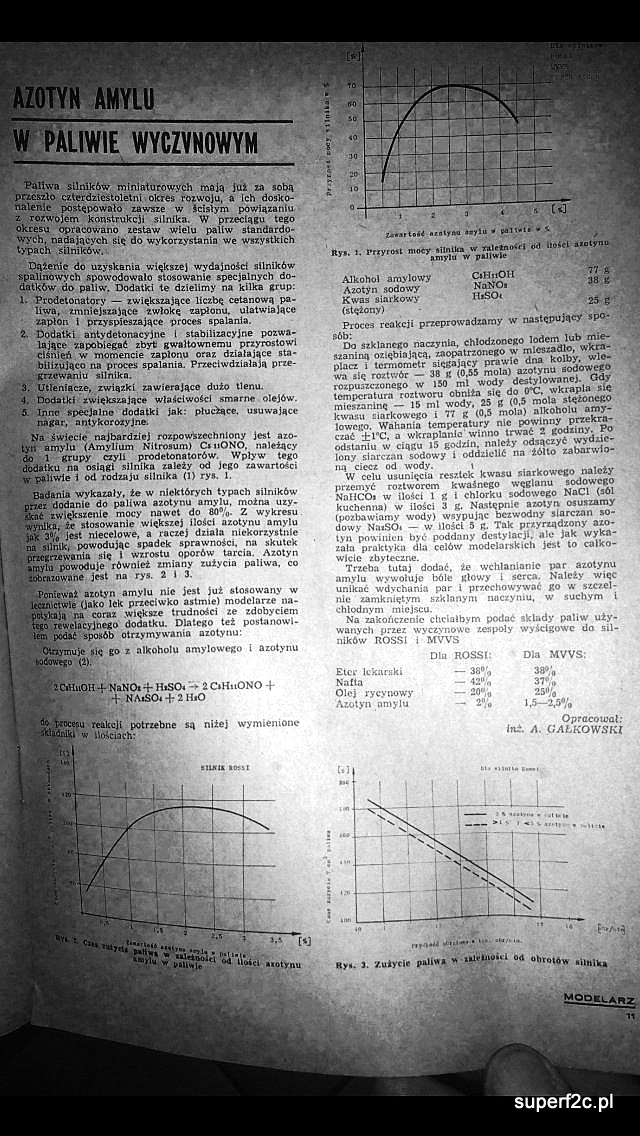
zdecydowanie nie polecam bo to po prostu jest dla zdrowia szkodliwe. Kolega inżynier Olek Gałkowski produkujący ten zajzajer nie żyje...
w Modelarzu Olek zamieścił artykuł o właściwościach azotynu amylu i sposobie jego wytworzenia.
aktualny współczesny dodatek produkowany w Polsce bez problemu do nabycia w Krupskim Młynie. Problem tylko w tym że należy kupić cysternę... Ale od czego są koledzy modelarze. Oni są wszędzie...
-
1
-
-
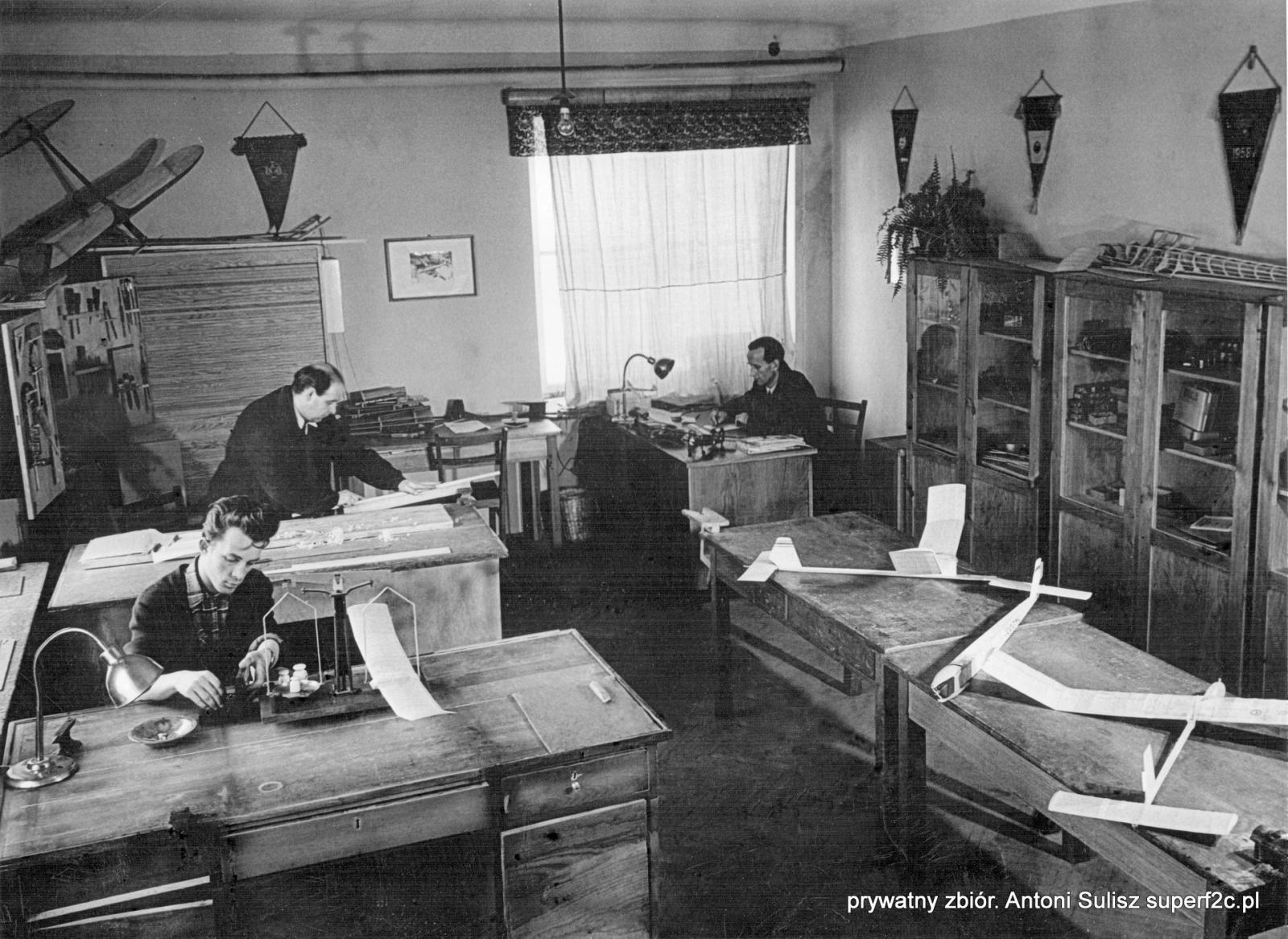
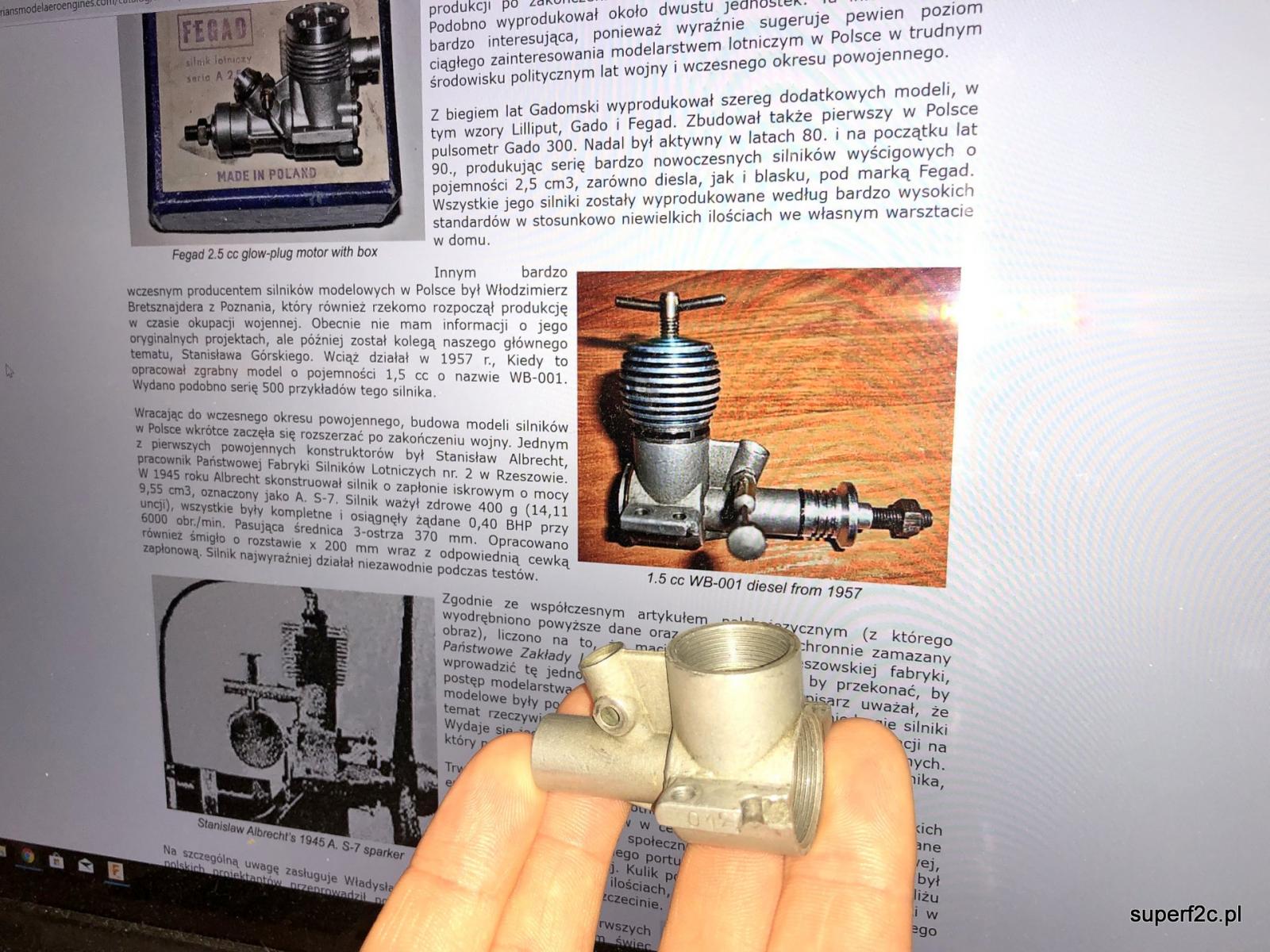
Wizyta w Szczecinie zaowocowała dużą ilością nowego dla mnie materiału.
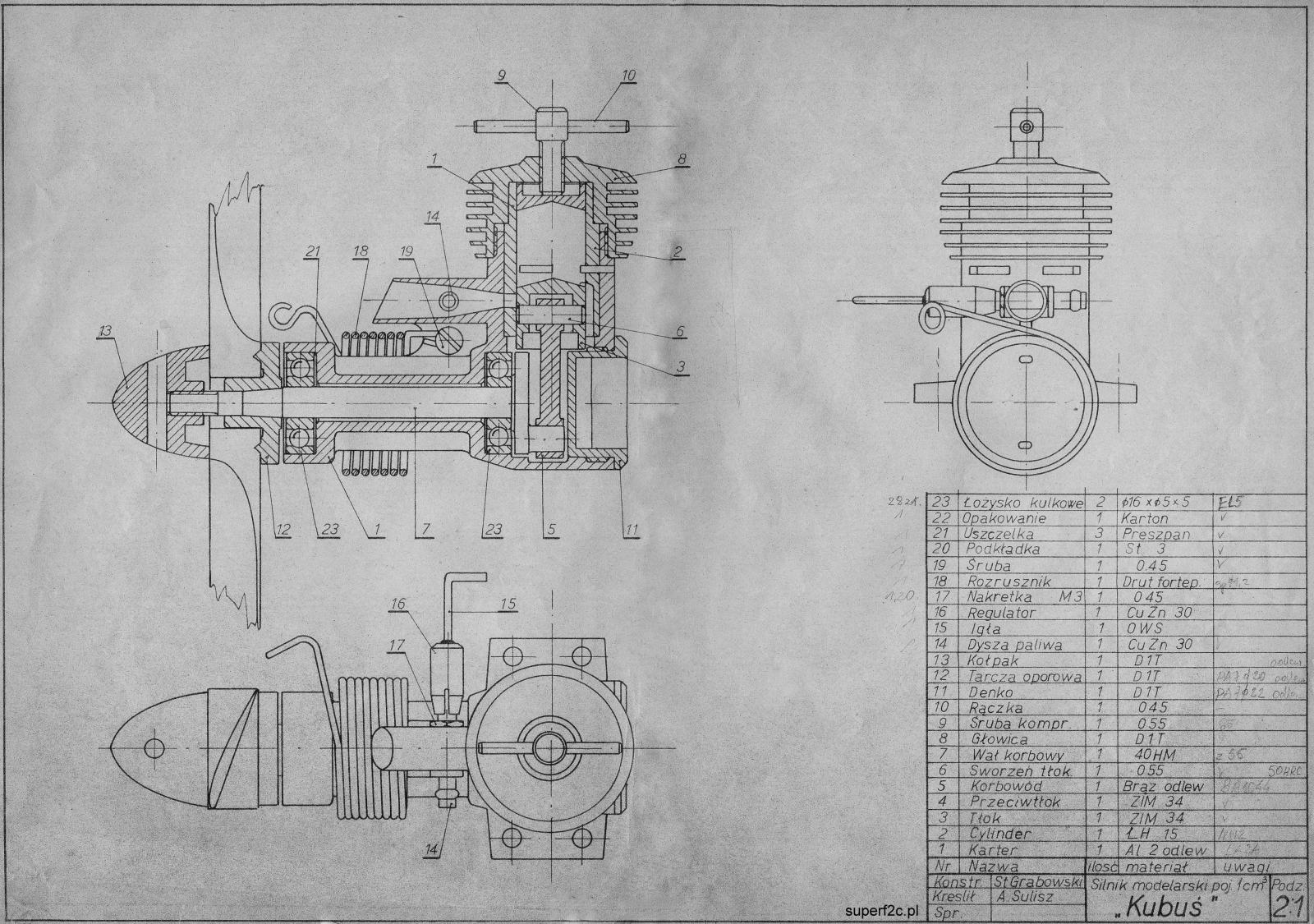
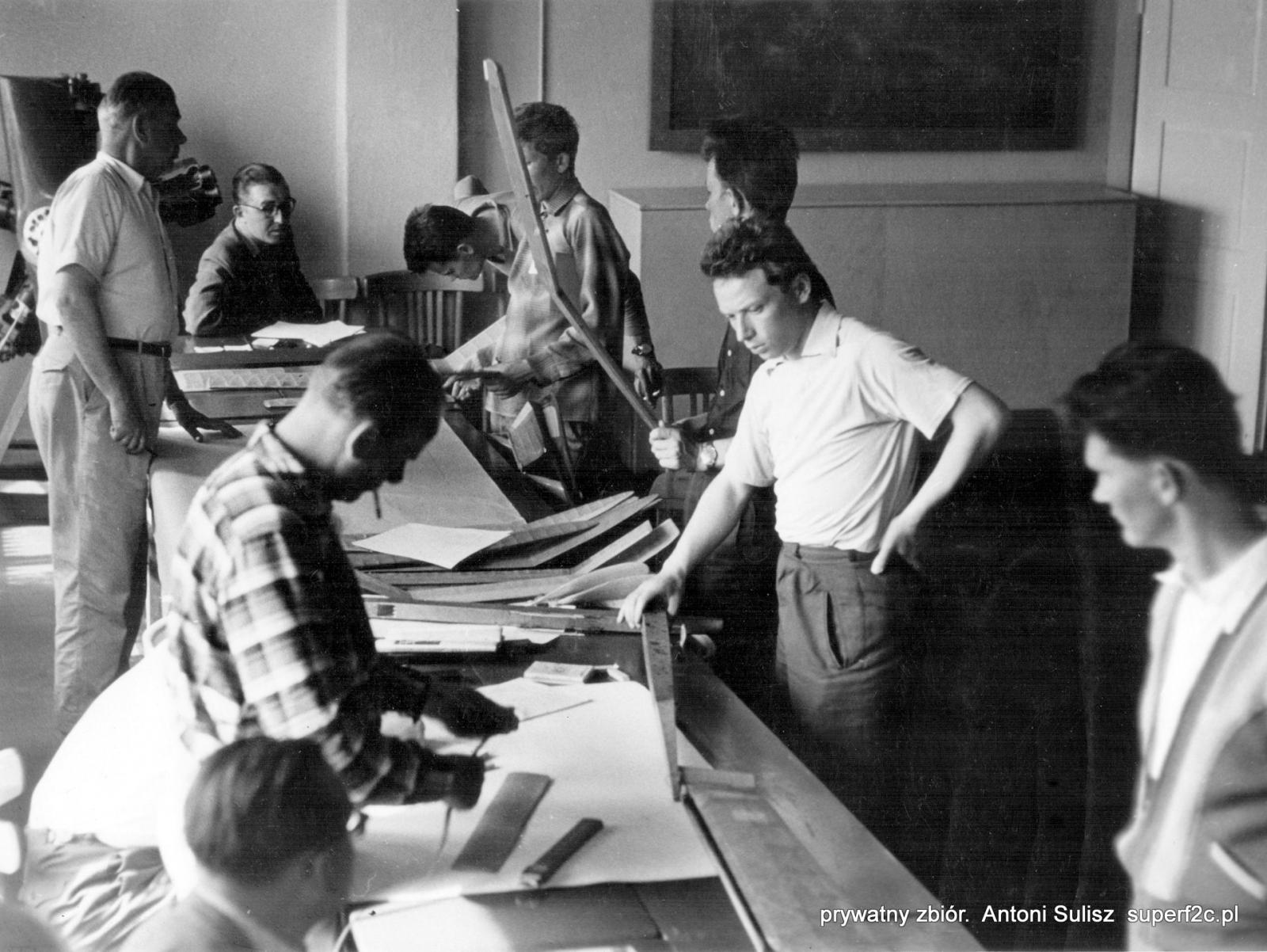
"KUBUŚ" kreślił A. Sulisz. A ponieważ Centralny Ośrodek Modelarstwa Lotniczego odwiedzali dziennikarze czy fotografowie z gazet to powstało trochę fotografii bardzo dobrej jakości tego ośrodka podczas normalnej działalności.
widać dokładnie że na desce kreślarskiej jest rysunek silnika w dwóch rzutach. Jakiego? Mistrz nie pamięta...
w centrum w białej koszulce z krótkim rękawem Jurek
i wspomnienie o Jerzym.
co do SiM a 2b to ponownie zabieram się do pracy z racji wziętego w tym celu urlopu. Zamiast na Mistrzostwach Europy Modeli Latających na Uwięzi w Pazardziku-Bułgaria zrobię w lipcu i sierpniu coś konkretnego.
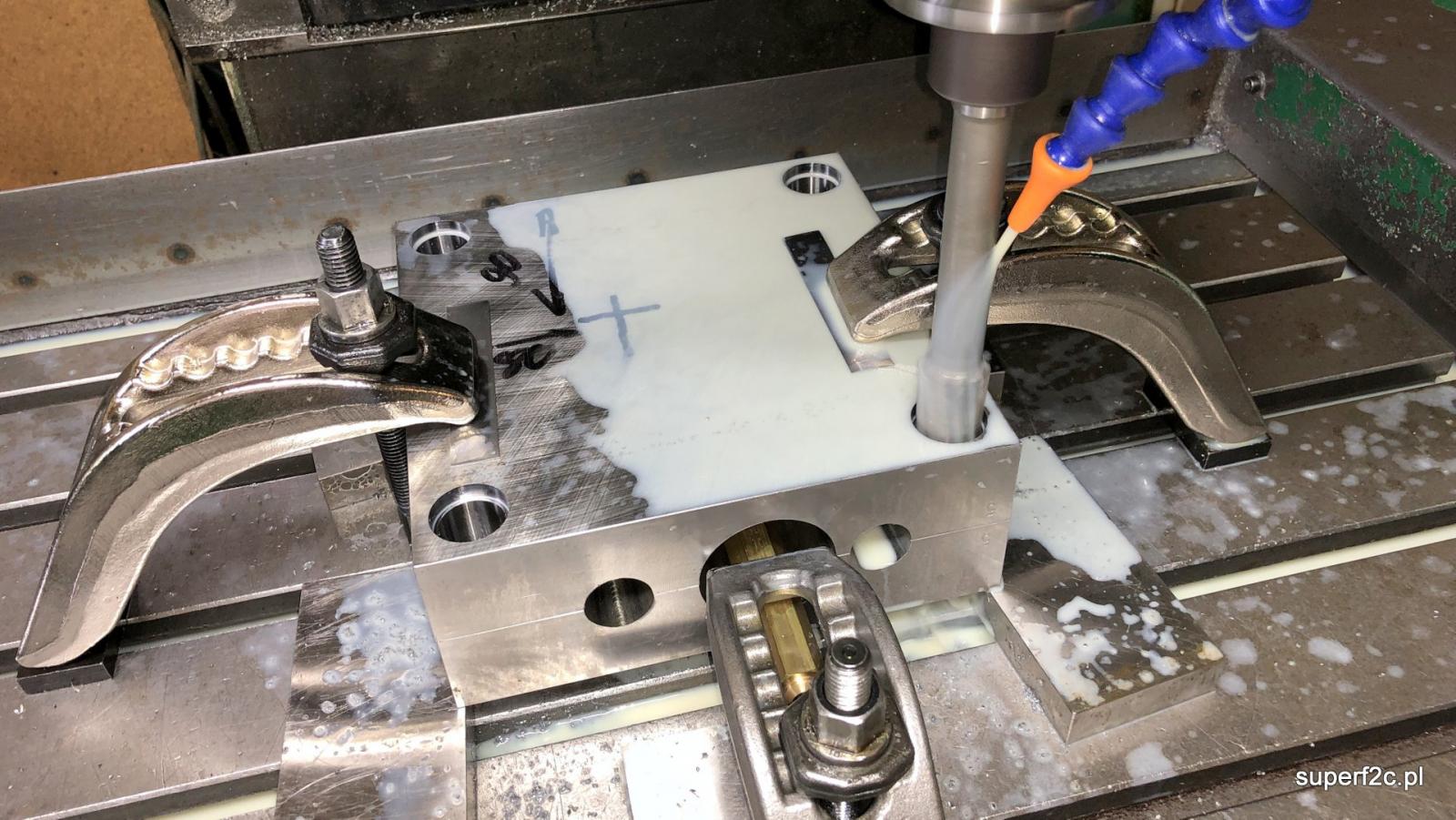
gotowy uchwyt do wykonywania kanałów płuczących w cylindrze. Zakupiony uchwyt kwadratowy z ER32 wykazał do 0,15 mm braku osi względem kwadratu.
proste szlifowanie po przez obracanie detali w wysokim imadle szlifierskim a nie zmienianie wysokości dało dokładność do 0,01 mm.
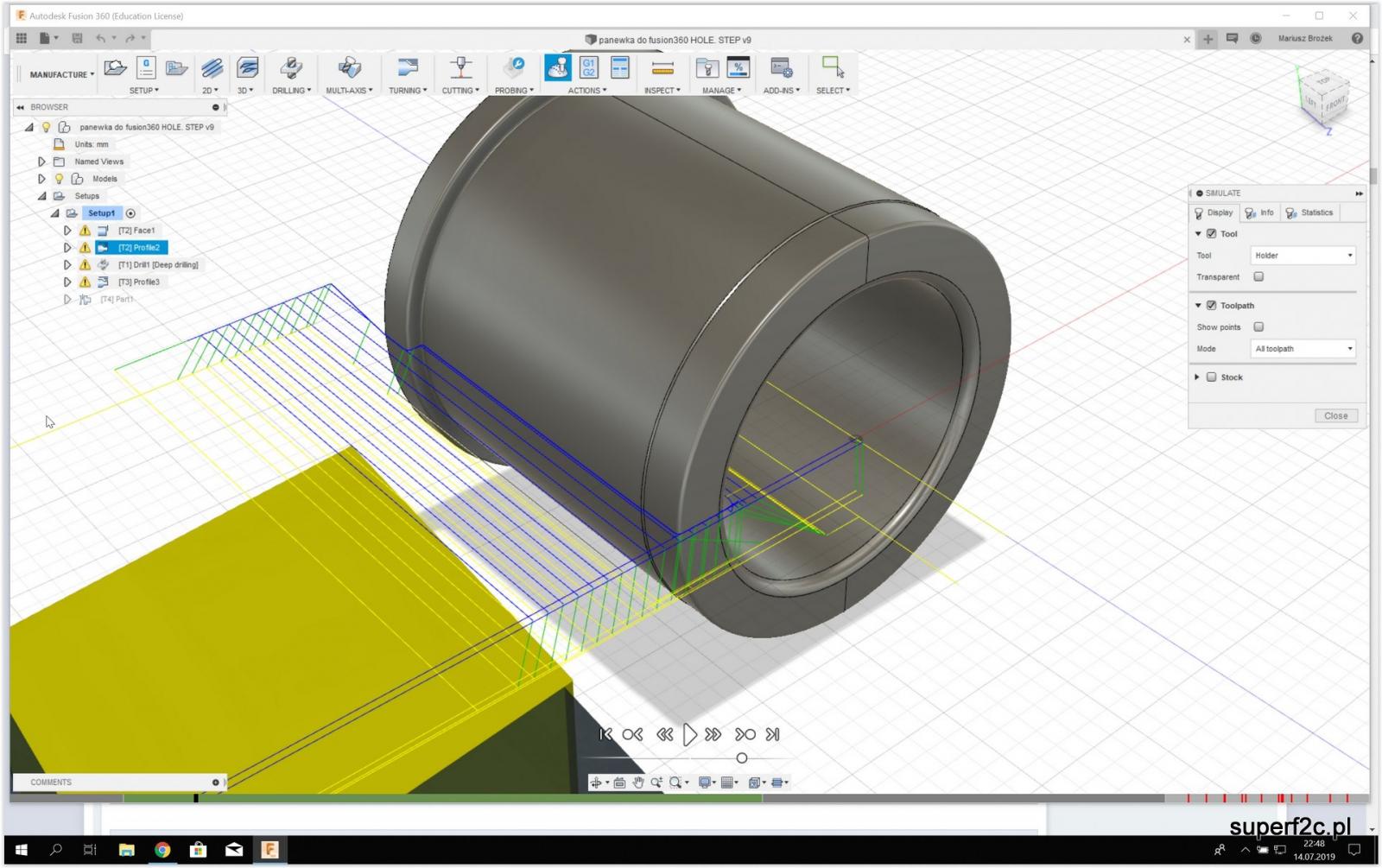
najważniejsze bo napisałem ścieżkę narzędzi w Fusion360 i tylko niewiele modyfikowałem wygenerowany kod ISO przez postprocesor FANUC turning.
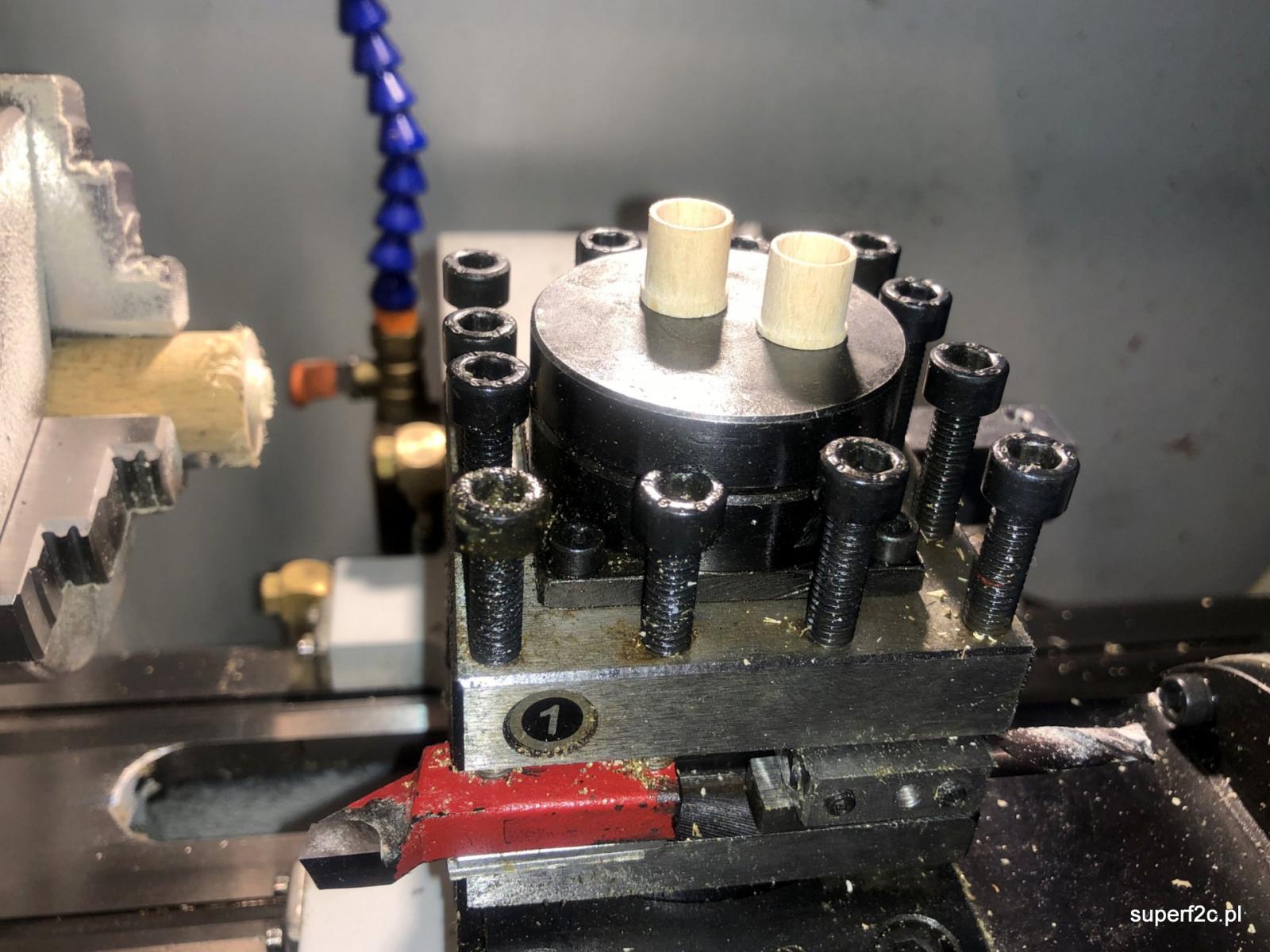
tak w drewnie bo to tylko próby a kij od szczotki był pod ręką...
jak na razie to potrzeba czterech minut aby tulejka drewniana spadła...(Parametry prędkości skrawania jak wcześniej dla brązu)
Kokila. Dużo do skończenia ale idzie. Bo szczegóły zajmują najwięcej czasu... Muszę powiększyć otwory pod słupy bo okazuje się że tylko większe mam i to tylko dwa komplety to pewnie po środku wykonam nowe tylko dwa otwory.
-
1
-
-
-
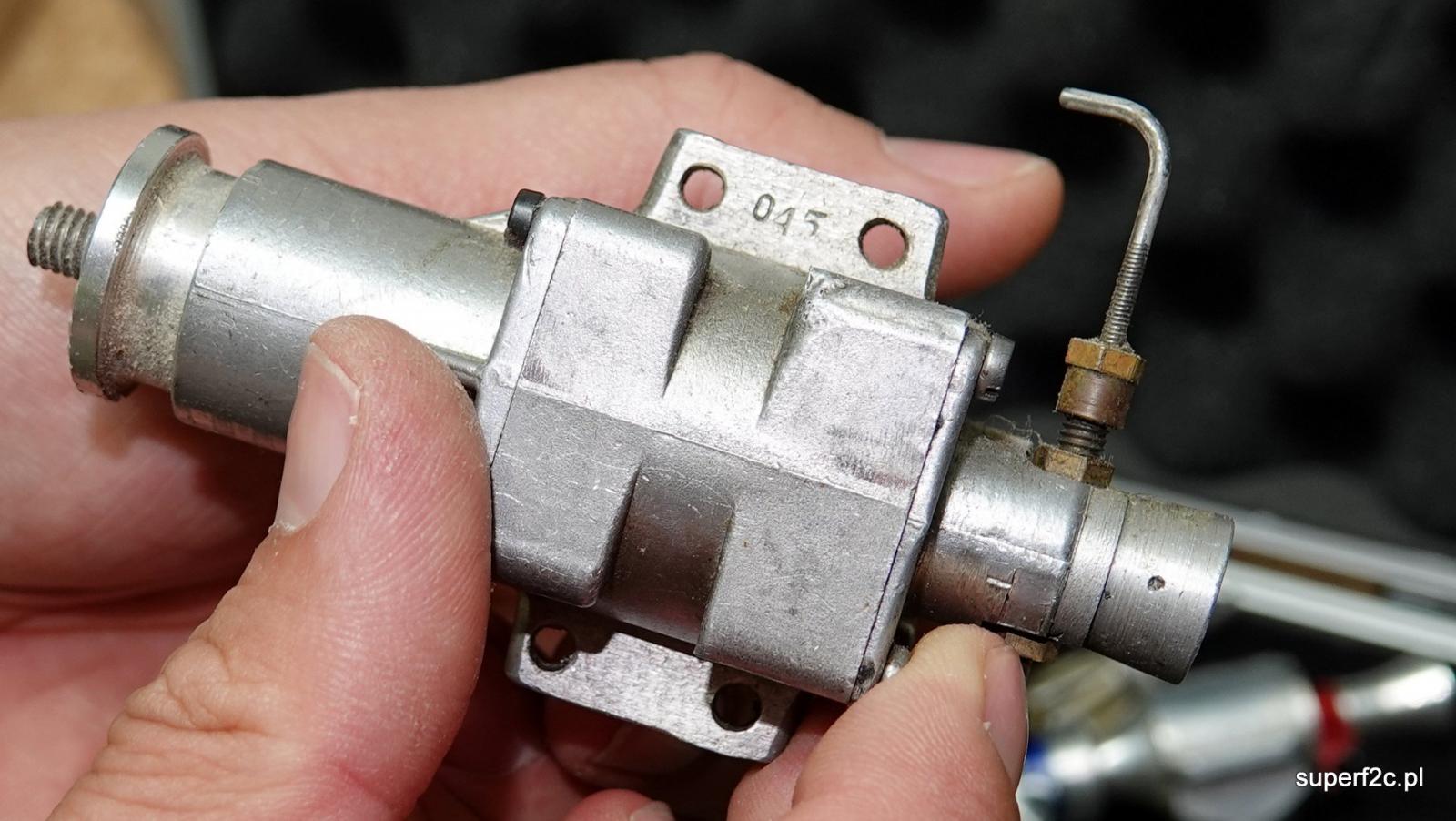
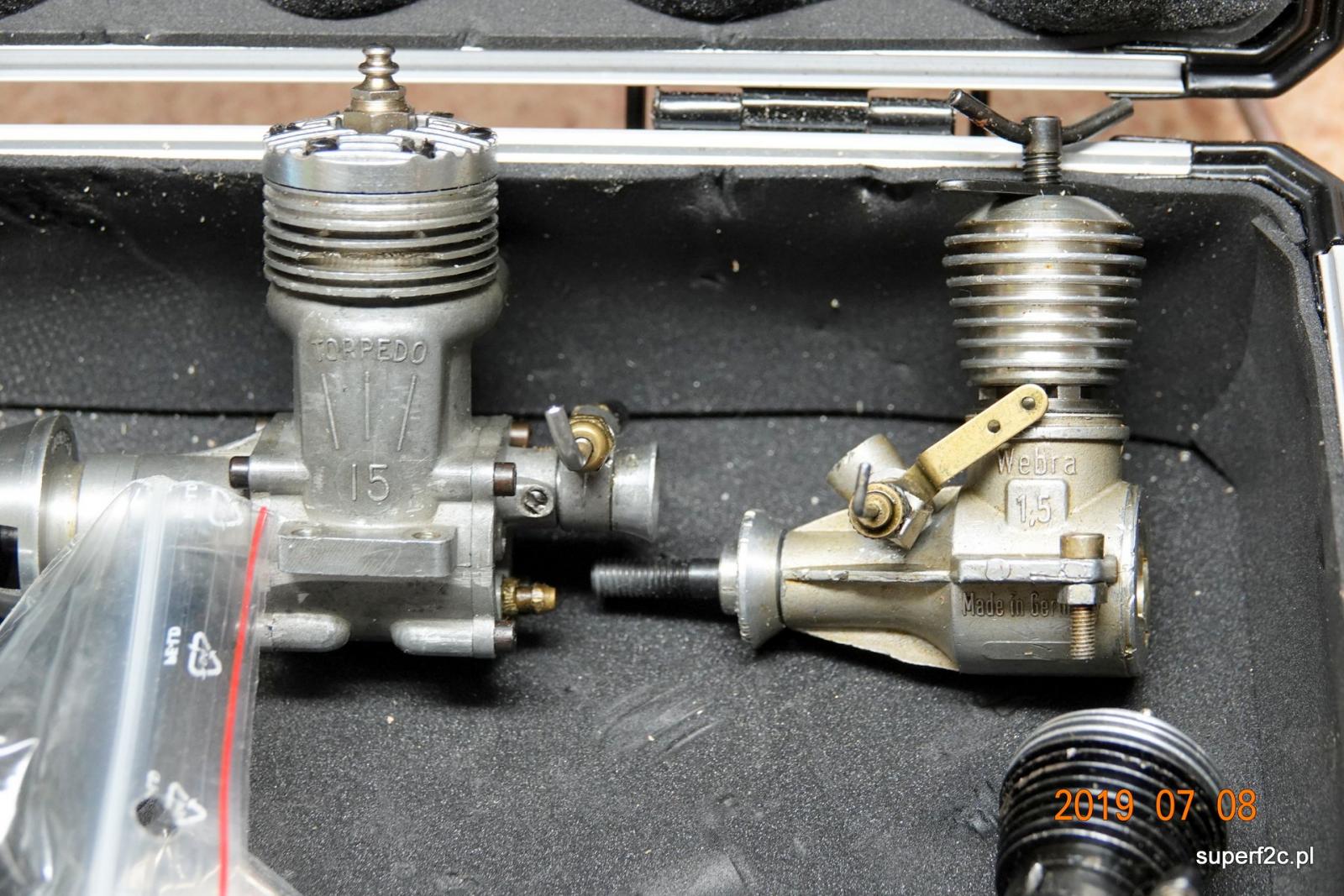
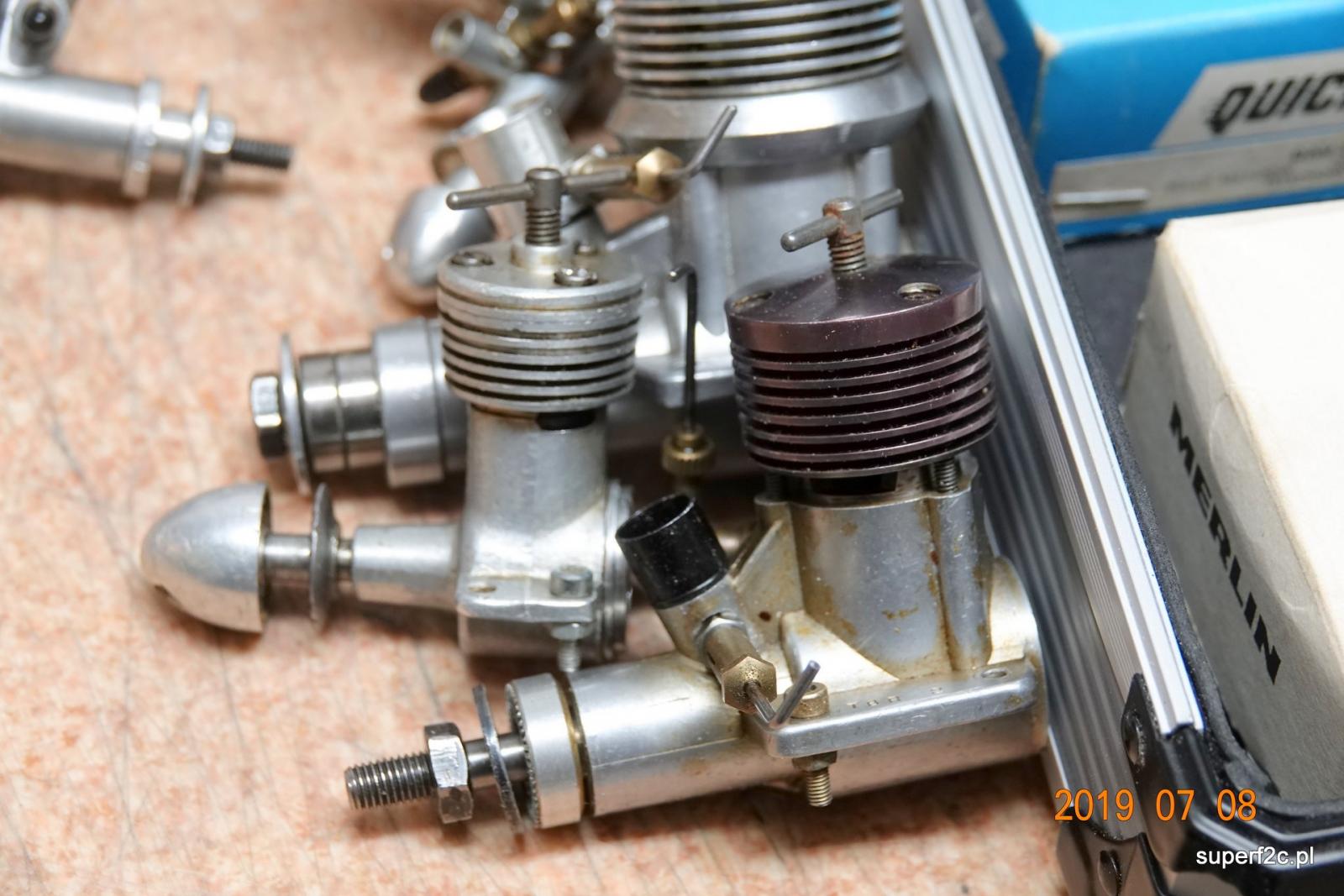
Ja z Pawłem wybraliśmy się do Szczecina co by porozmawiać z Antonim Suliszem. A ugościł i pokazał swoje zbiory Zbyszek.
Imponująca kolekcja. Zostały jeszcze te większe do pokazania. Czterotaktowe.
przy okazji
znalezione w necie: "Historic RC model engines and planes"
-
1
-
-
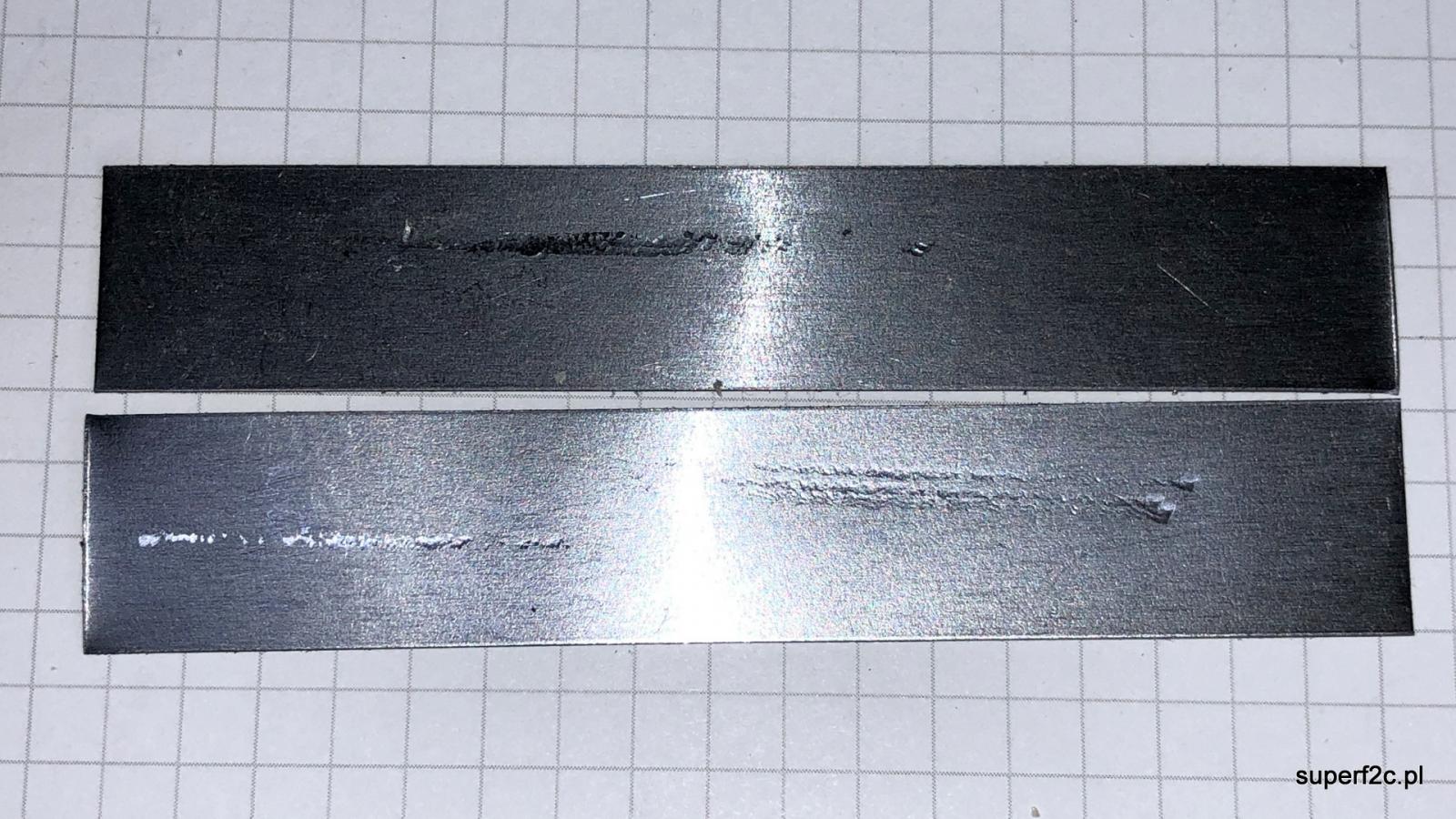
spawamy a przynajmniej spróbujemy pospawać laserem. CDN...
gdzieś kiedyś a dzisiaj widzę po wciśnięciu ctrl F "Praus" pojawia się 6 x Praus. Brawo !!!
http://adriansmodelaeroengines.com/catalog/main.php?cat_id=173
-
Ciekawe jak dają radę je jednocześnie odpalić, i co się dzieje jak się jeden po drugim wyłączają w losowej kolejności.
-
1
-
-
-
i jak najbardzej aktualną ofertę na parę AAC czy ABC.
-
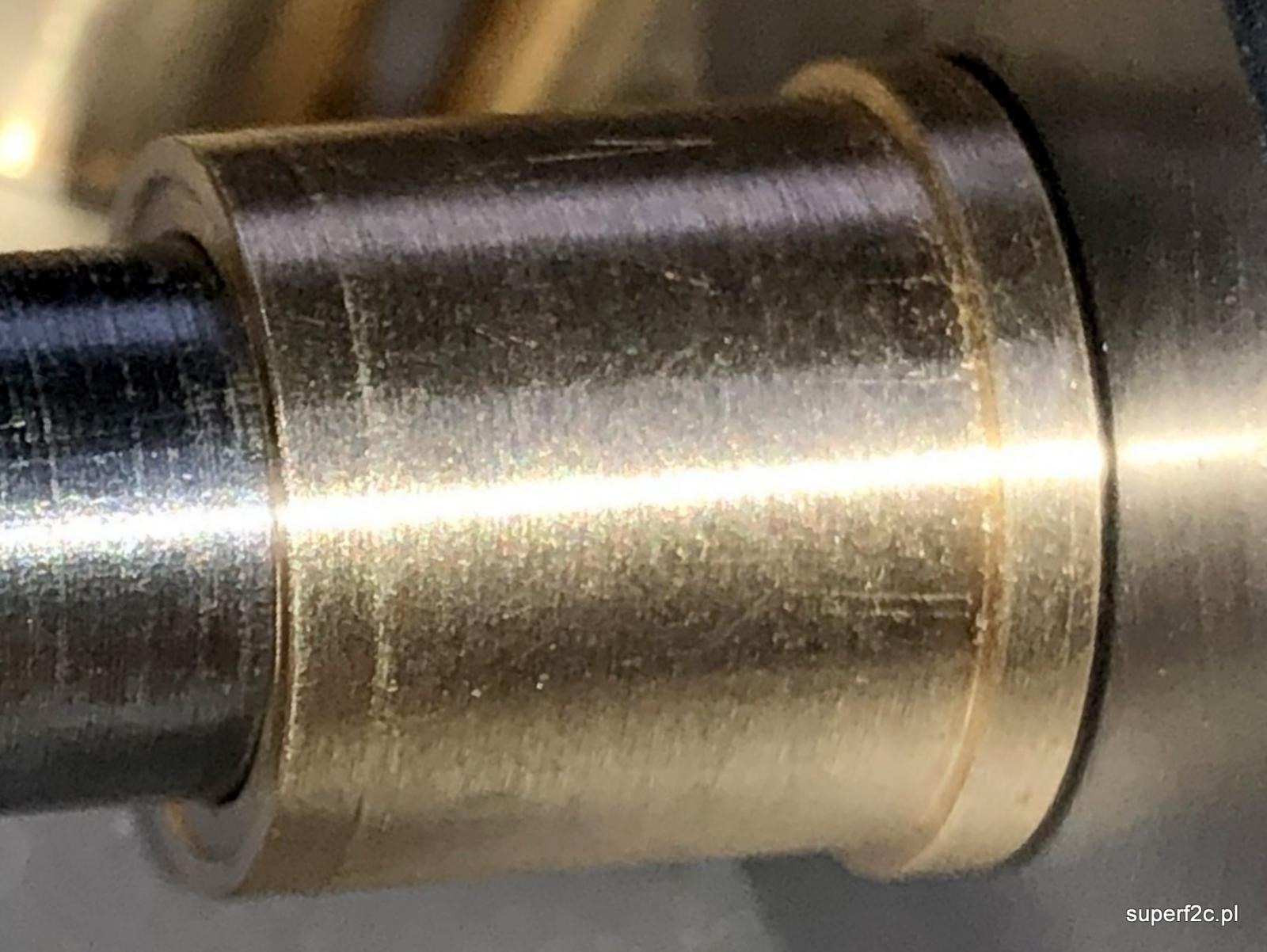
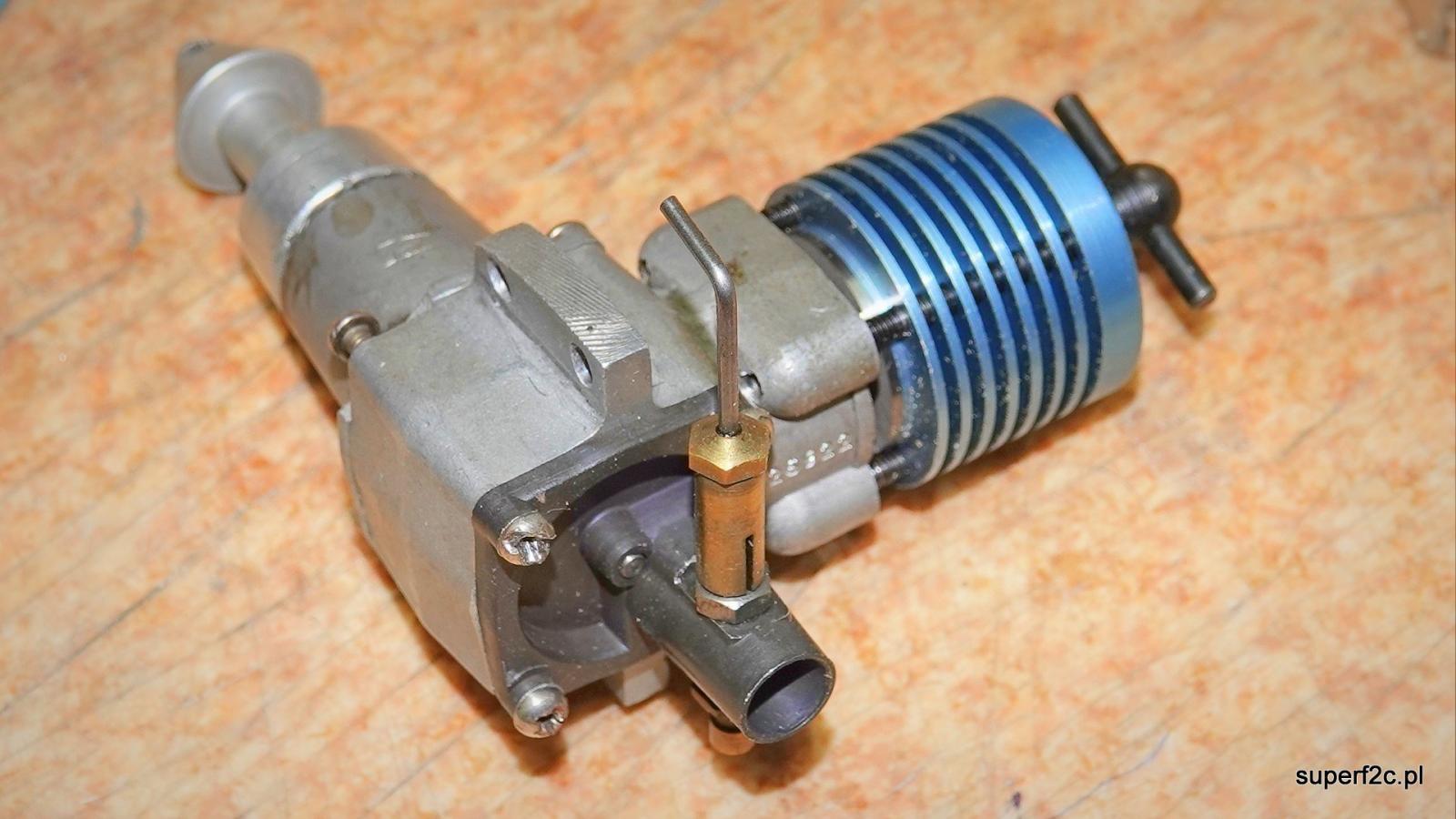
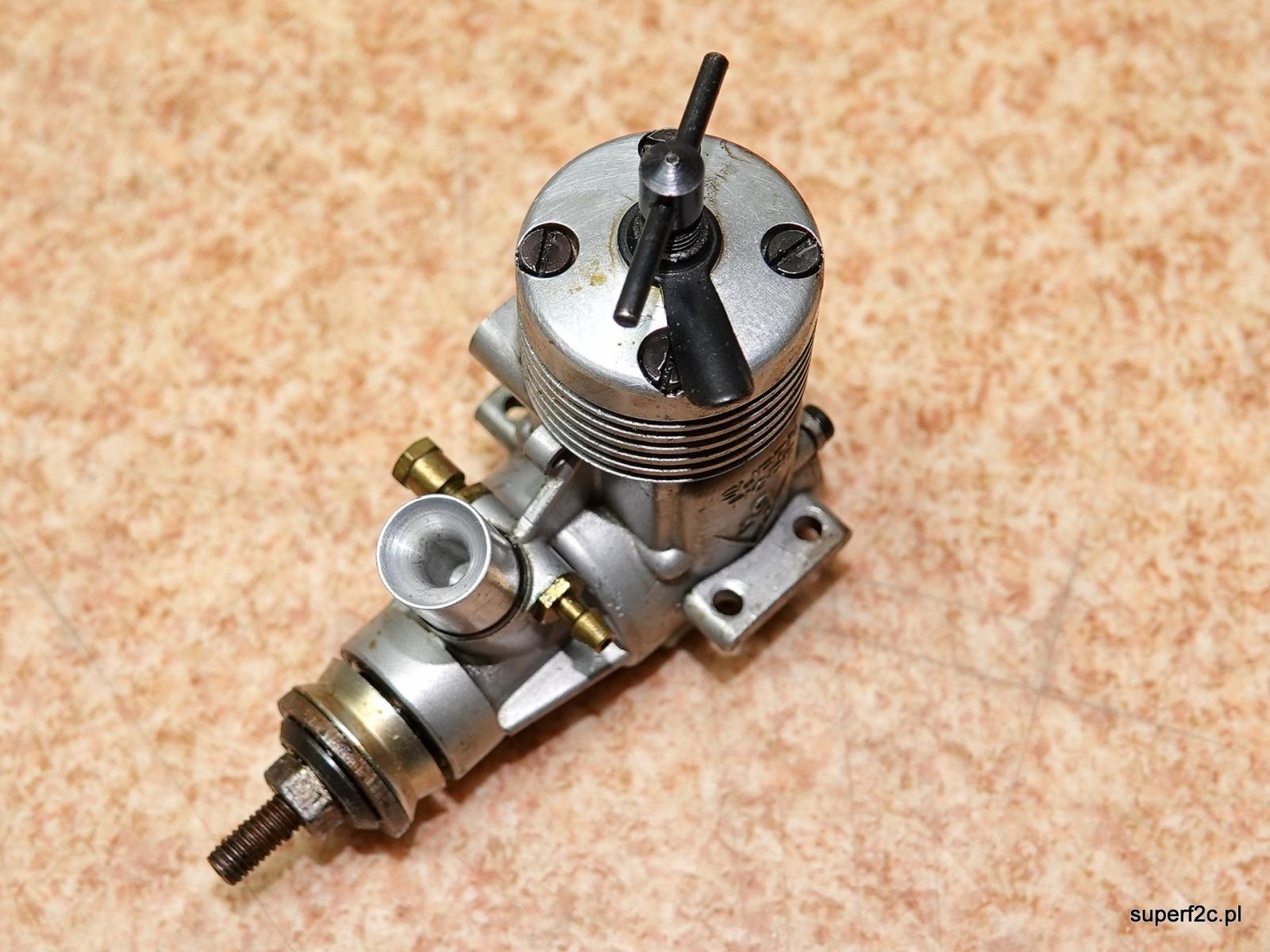
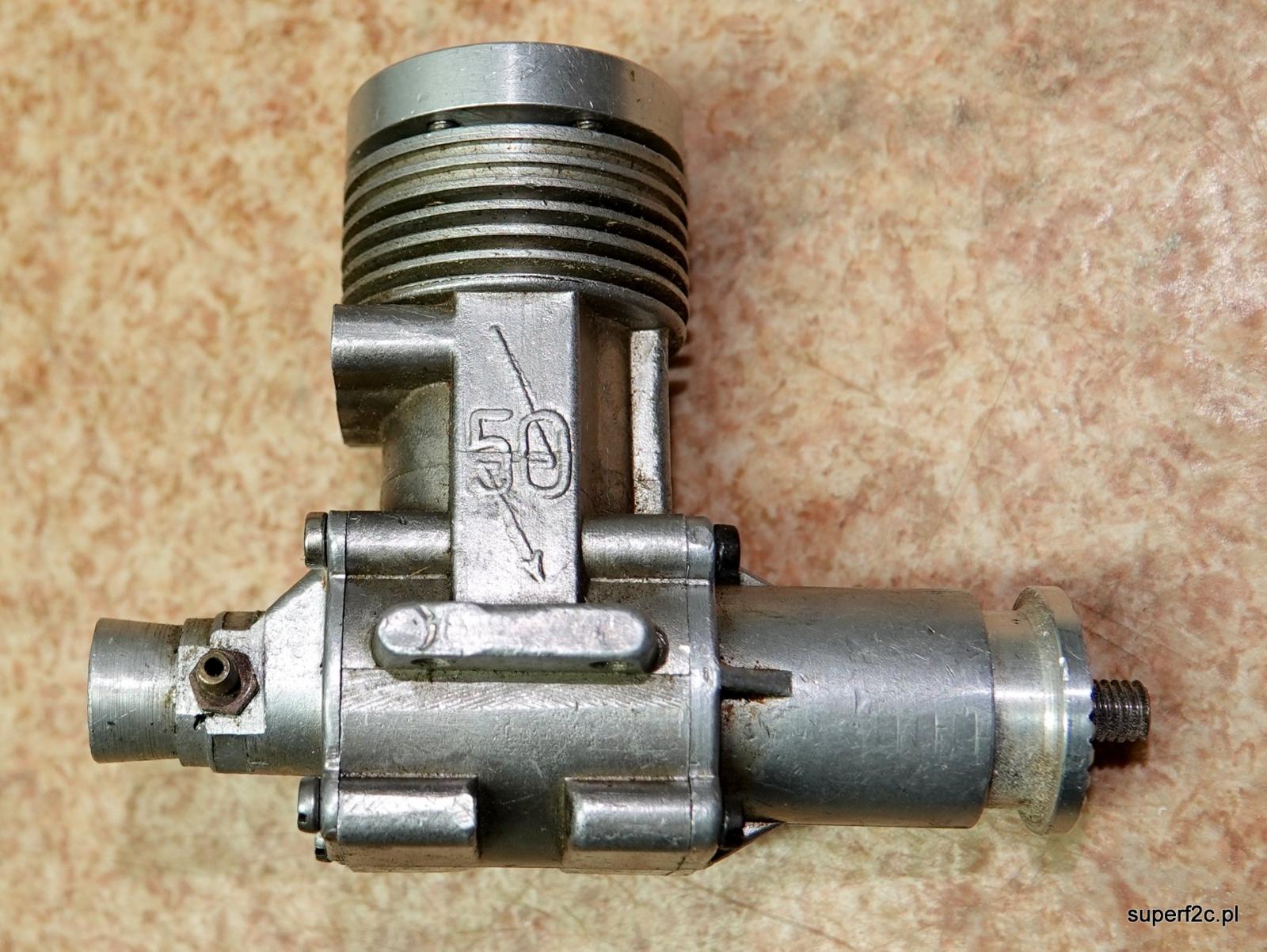
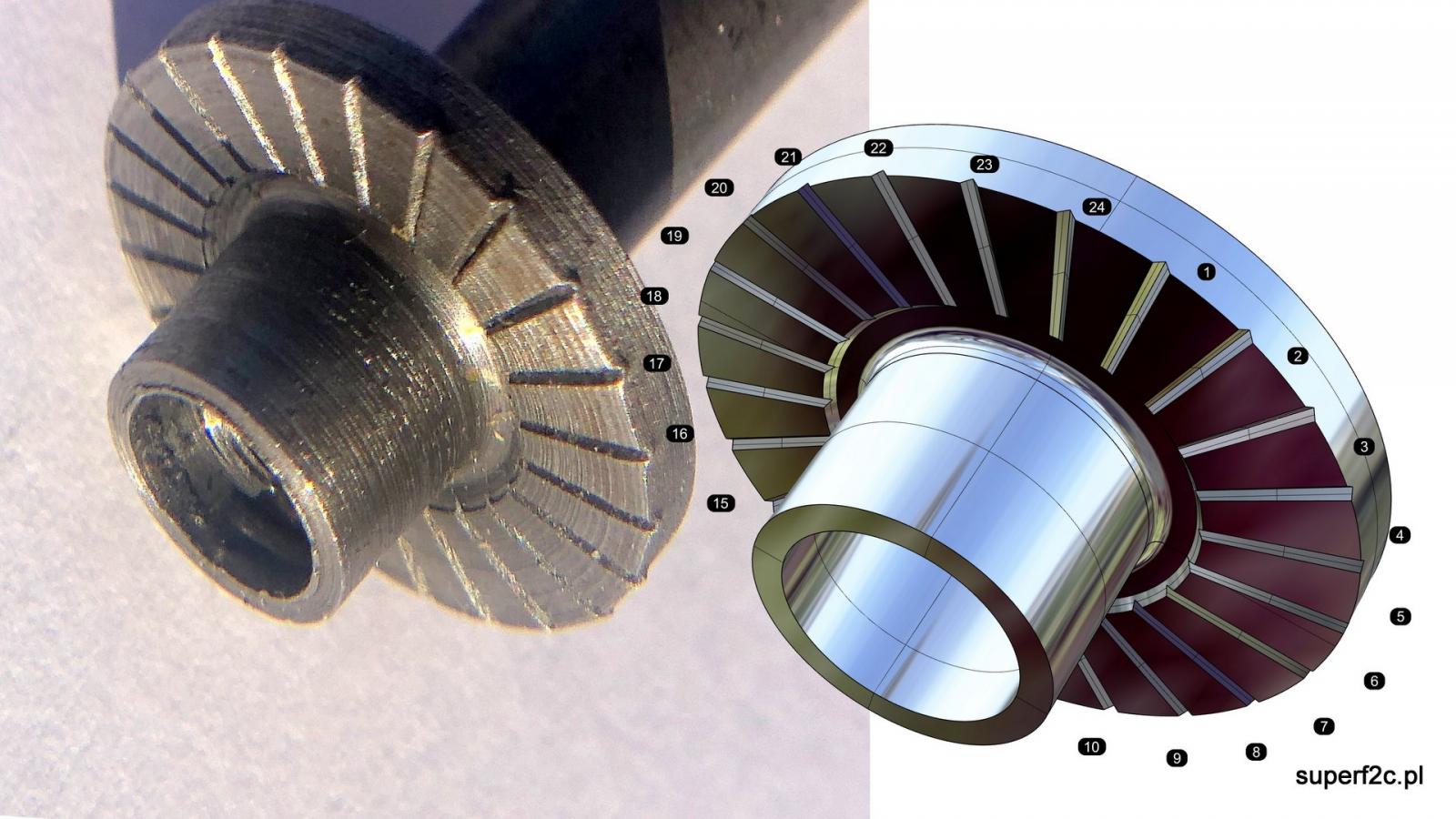
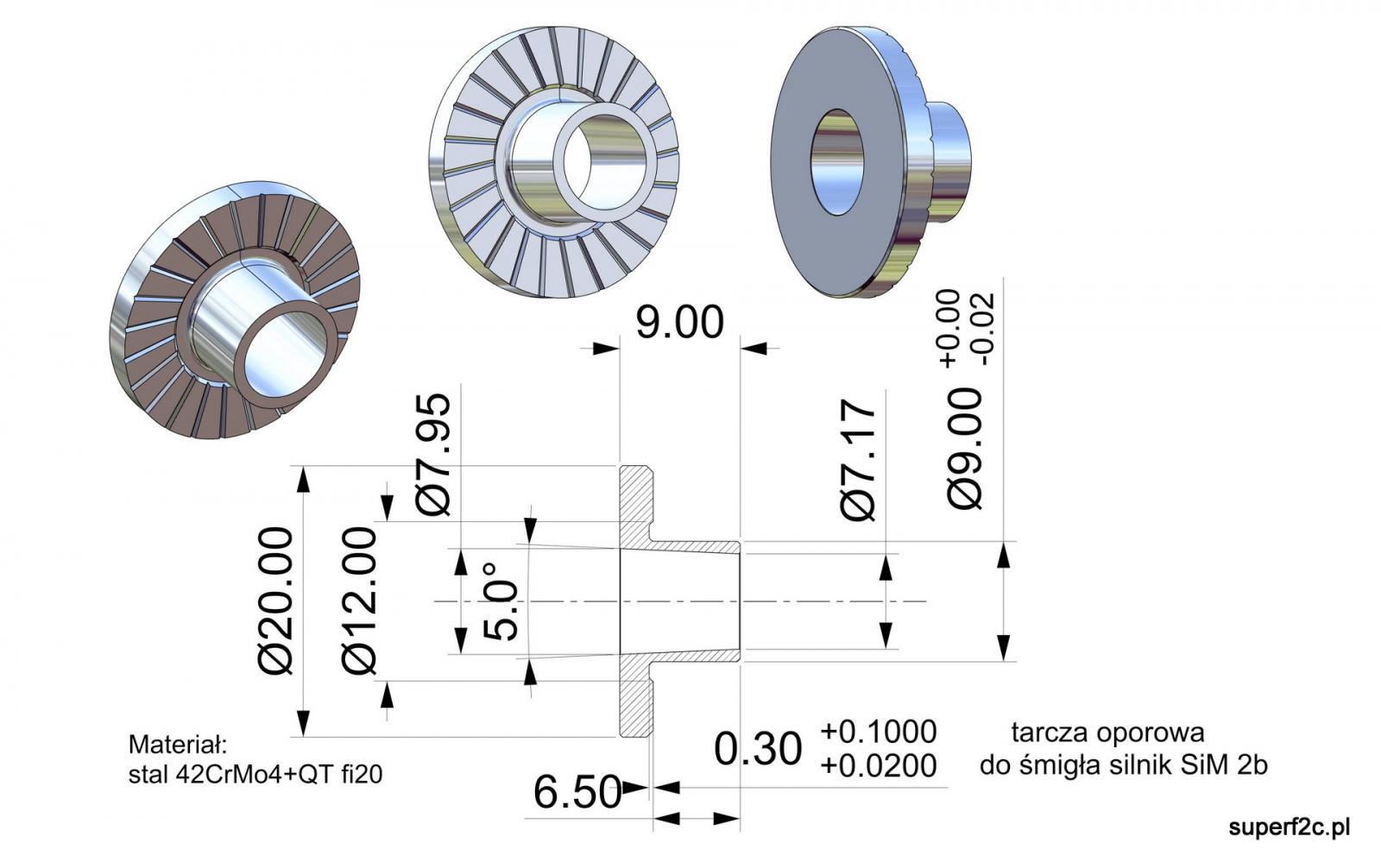
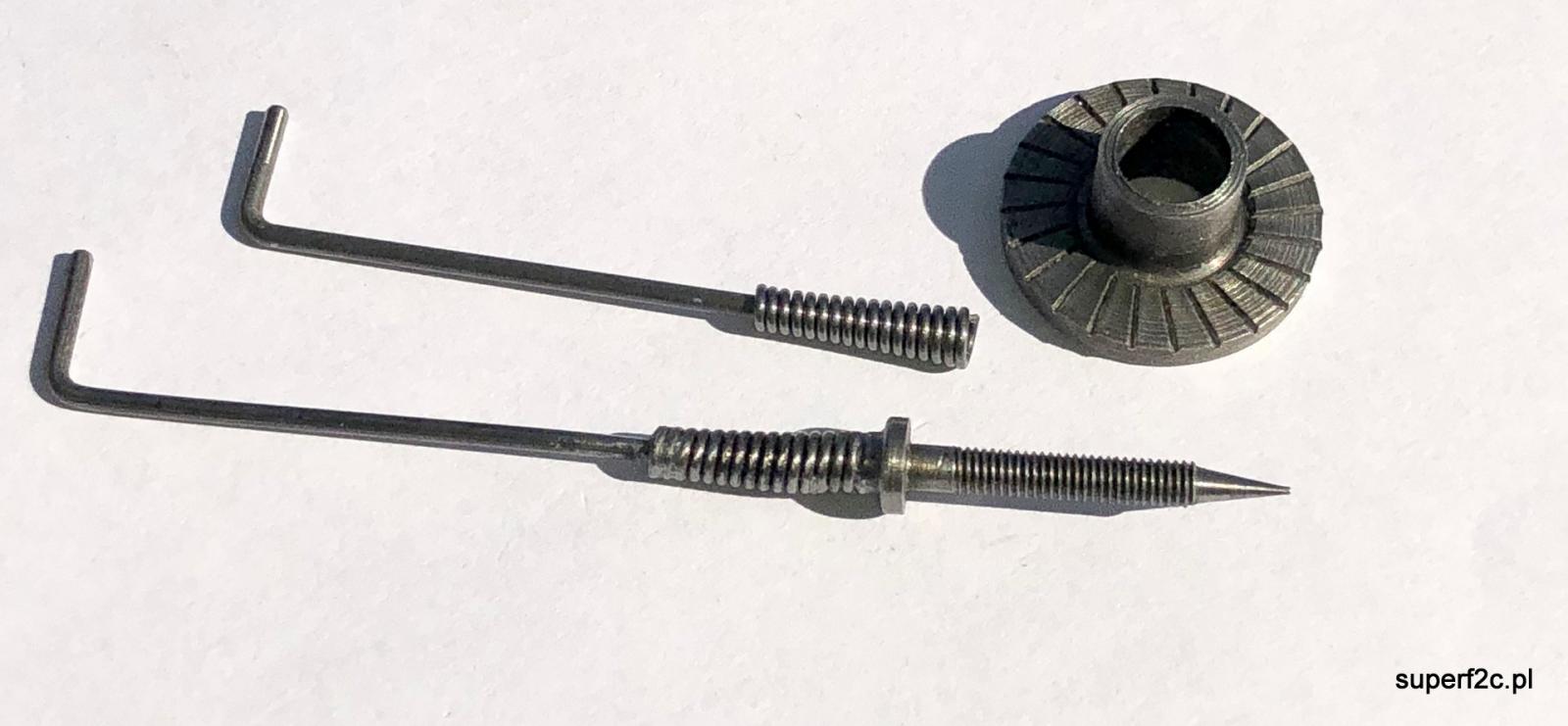
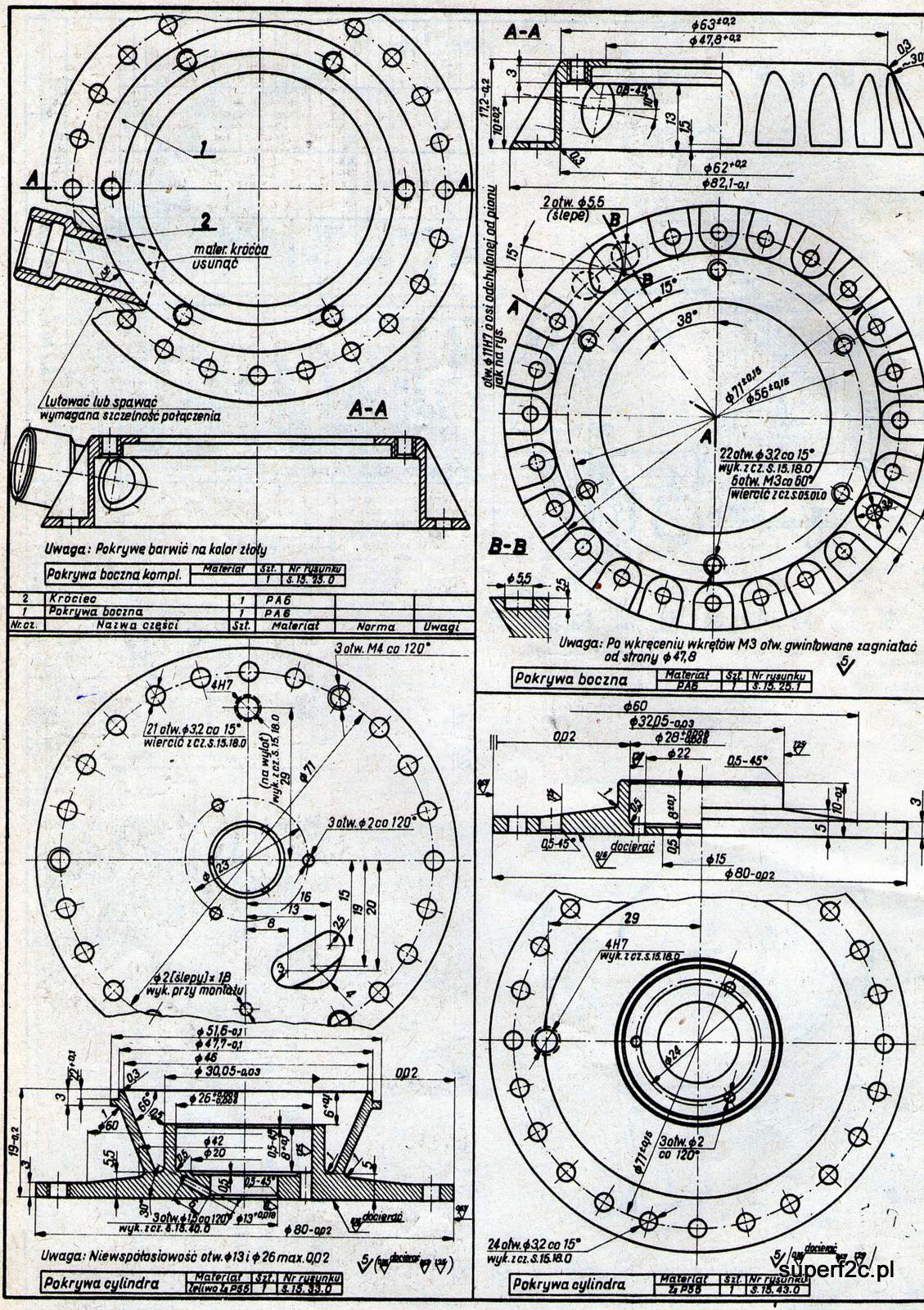
to oryginalna tarcza oporowa śmigła silnika SiM 2b gnieciona a przez to co na zamieszczonej fotografii specjalnie nie widać ale wypływka metalu stanowi ostrą krawędz skutecznie wcinającą się w śmigło i zapobiegającą niekontrolowanej zmianie położenia śmigła względem przeskoku przez kompresję podczas uruchamiania.
we współczesnych dzisiaj produkowanych silnikach nie ma powierzchni płaskiej w miejscu styku ze śmigłem tylko jak widać jest ostra frezowana krawędź skutecznie się wbijająca w powierzchnię śmigła nawet wykonanego z kompozytu (Epolan 2025) węglowego wygrzewanego w formie aluminiowej w temperaturze 120 stopni C.
jestem pewien że będę w stanie wygrawerować narysowane rowki takie albo trochę głębsze do 0,4 mm. Bo jest 1,47 mm na wybieg freza grawerskiego bliżej osi. Oryginał gnieciony od 0,25 do 0,29 mm. Ale co i jak to dopiero jak będzie 60 sztuk utoczonych.
Osobiście bardzo często wykorzystywałem z kół zębatych do napędu gitary w tokarce OUS-1 czy TSB20 do dzielenia toczonych elementów. Po utoczeniu czegoś wrzeciono z zamocowanym przedmiotem bez silnika plus konik przenosiłem na stół dużej frezarki pionowej. W dobie jak mam do czynienia ze stołem obrotowym czy aparatem podziałowym tego typu operacje poszły do lamusa. Ale i to poszło do lamusa jak nauczyłem się korzystać z technologii CAD/CAM.
-
1
-
-
przy okazji wreszcie kupiłem materiał na igłu do gaźnika jak i tarczę oporowe do silnika SiM 2b.
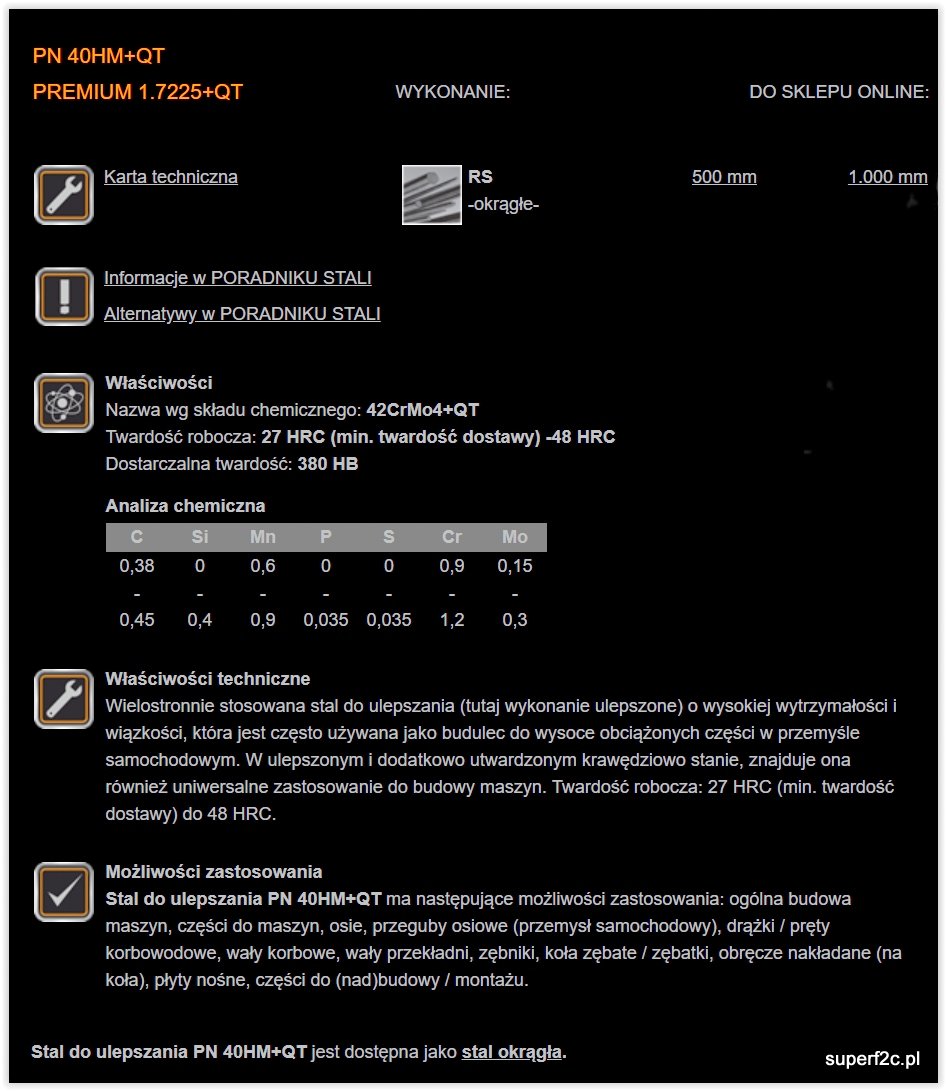
stal na tarcze oporowe to sprawdzony już przeze mnie materiał o dodatkowym oznaczeniu QT. Skrawa się bez problemu i mam nadzieję że i bez problemu uda mi się wygnieść jak w oryginale molet.
jak widać osiemdziesiąt lat temu po prostu moletka została wygnieciona w celu samoistnego blokowania się śmigła na wale.
-
1
-
-
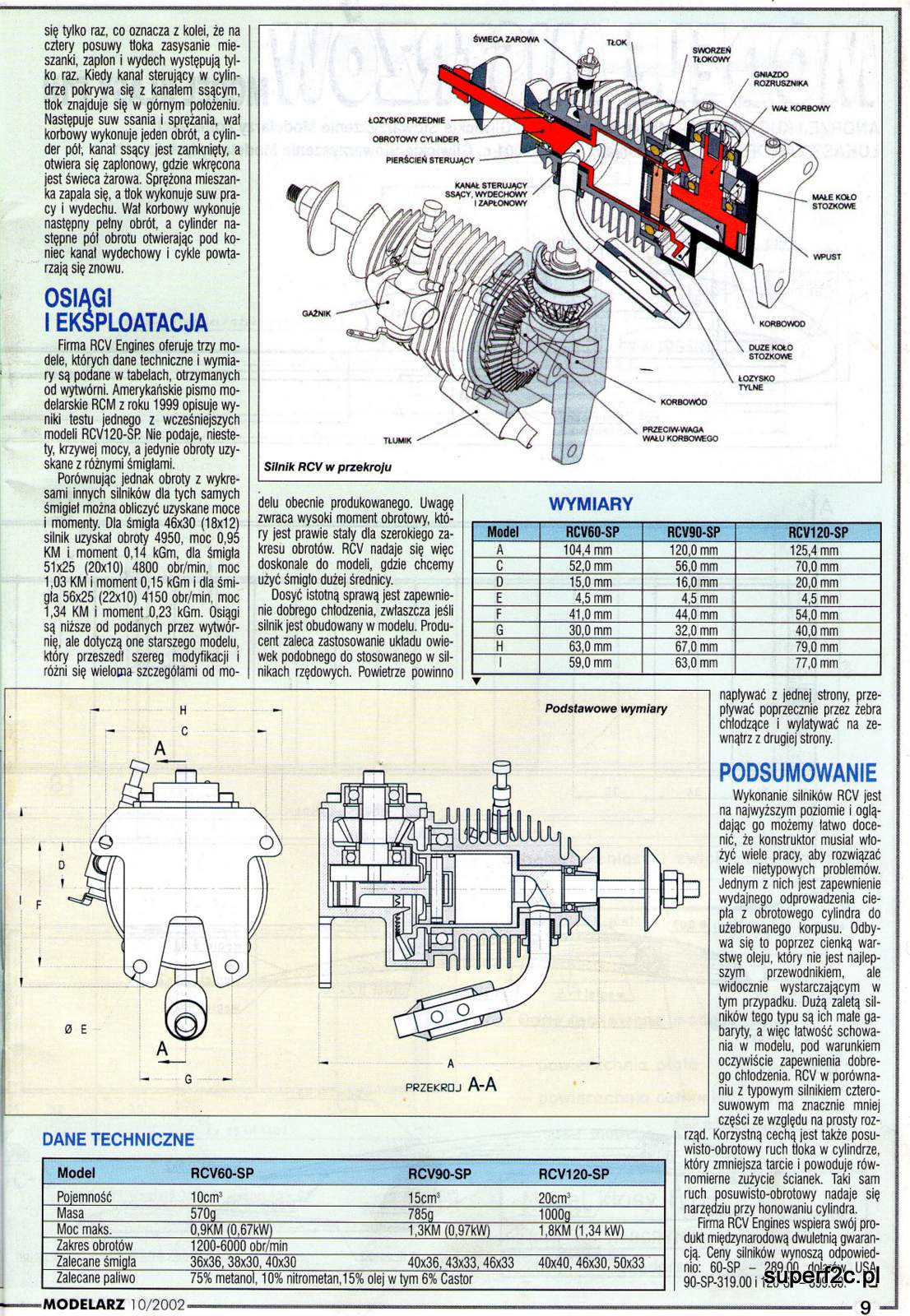
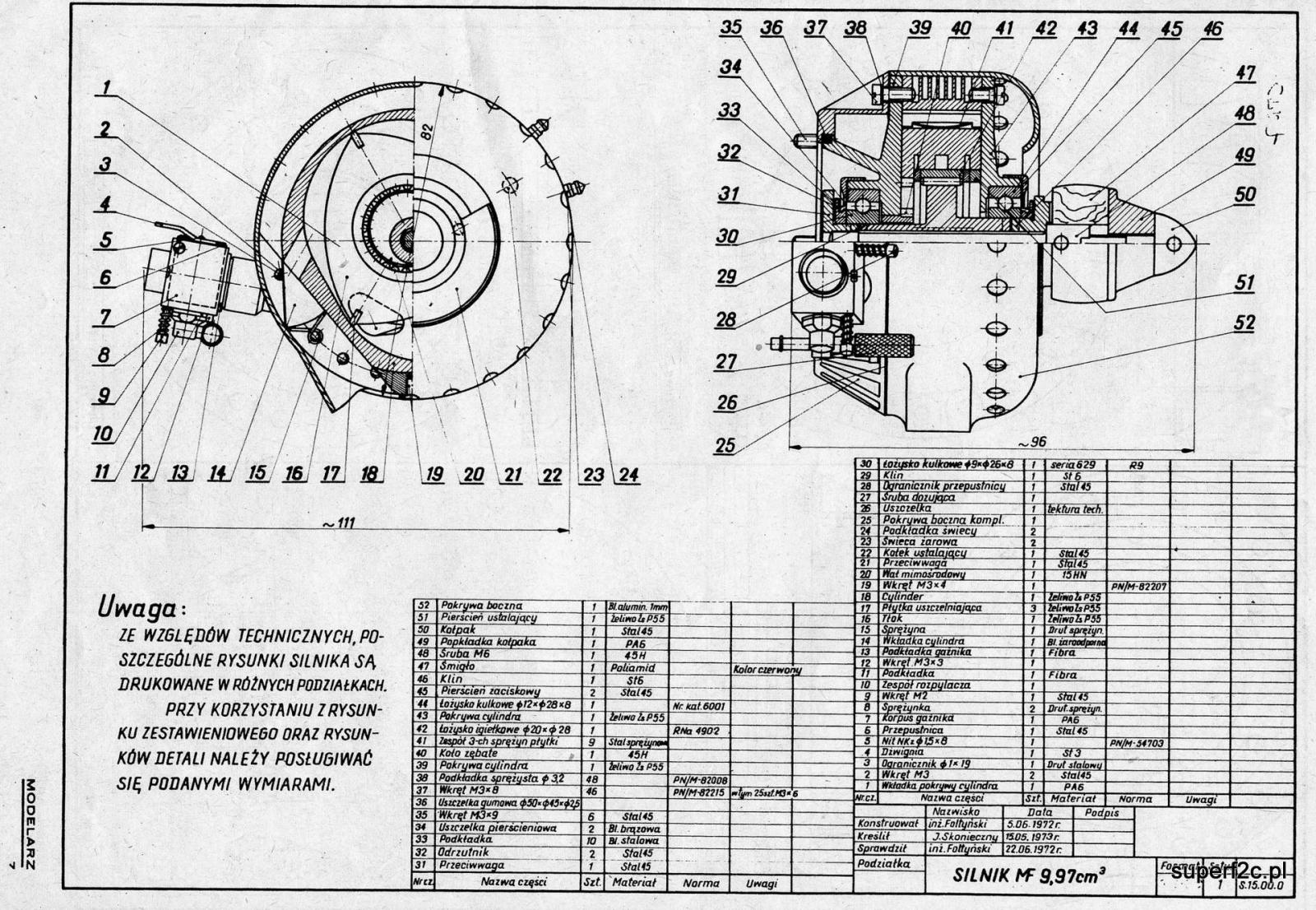
moja domowa biblioteka a tam znalazłem opis niekonwencjonalnego silnika tłokowego:
oraz jak na zamieszczonych fotografiach
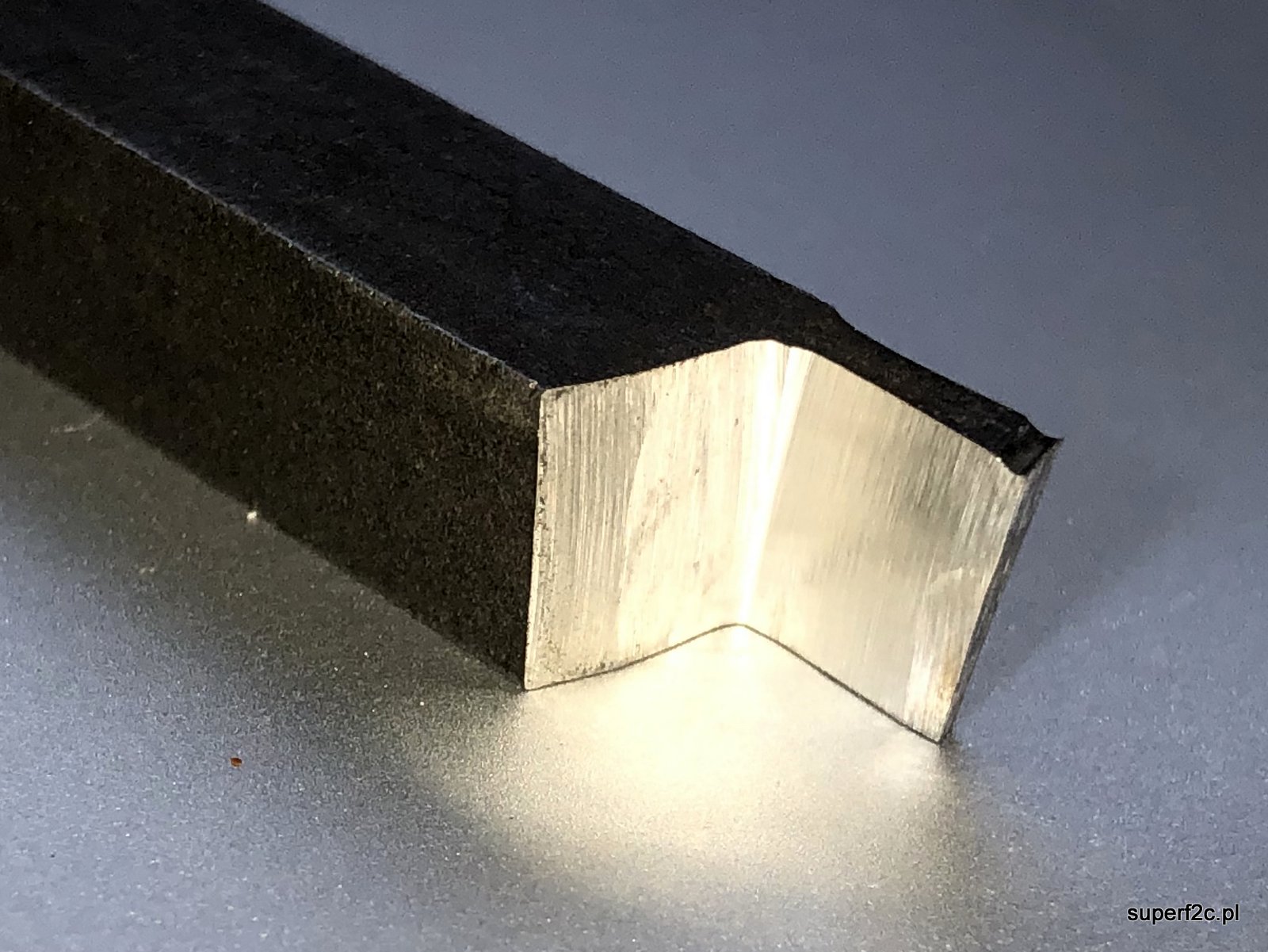
a to mój nożyk 9,8 x 9,8 ze "słynnym promieniem na ostrzu w kierunku toczenia.
idzie samo reaguje na korekty narzędzia i widzę dokładność czy powtarzalność wykonania średnicy tulejki do 0,012 mm. Jestem pewien że w miarę dopasowywania się blokady narzędzia po obrocie uzyskam lepszą jeszcze powtarzalność wymiarową. Zresztą ocenię to dopiero jak rzeczywiście będzie pełny cykl a nie postój tokarki bo zajęty jestem czymś innym
złapanie zera polega na zatoczeniu dowolnej średnicy. Zmierzeniu i wstukaniu z palca w odpowiednią rubryczkę. A później z programu wyszedł narysowany wymiar.
po wprowadzeniu poprawki 0.01800 wyszedł wymiar gdzie już palcem nie udało mi się wcisnąć w wytoczony karter.
Na bardzo delikatnych parametrach czas z odcięciem tej tulejki jak na razie to cztery minuty... A rezerwy jak słyszę są jeszcze duże.
-
1
-
-
Yyyy straszne, takiego stopu nie pospawa, Adam testuj dalej, jak już mówiłem też mam ochote na ten silnik.
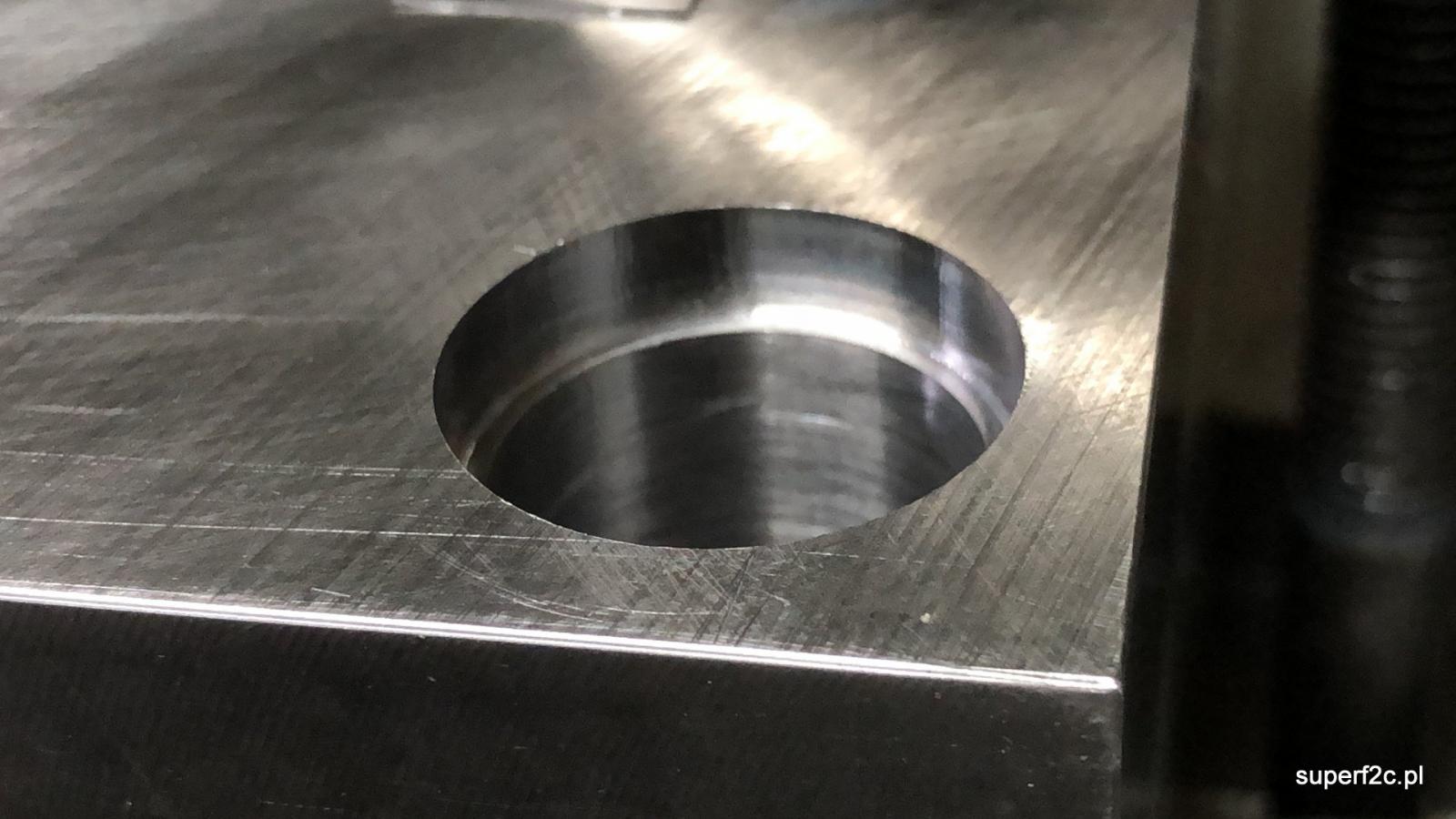
po raz trzeci na tym forum zamieszczam podobne fotografie pospawanego laserem impulsowym otworu w celu zobaczenia co i jak.
w sumie nie widzę problemu zrobić wiertłem otwór w starym odlewanym karterze i ponownie go pospawać laserem impulsowym w ochronnym gazie i pokazać na forum że się da i jak na fotografii nie widać oddziaływania procesu spawania na detal wokół spawu.
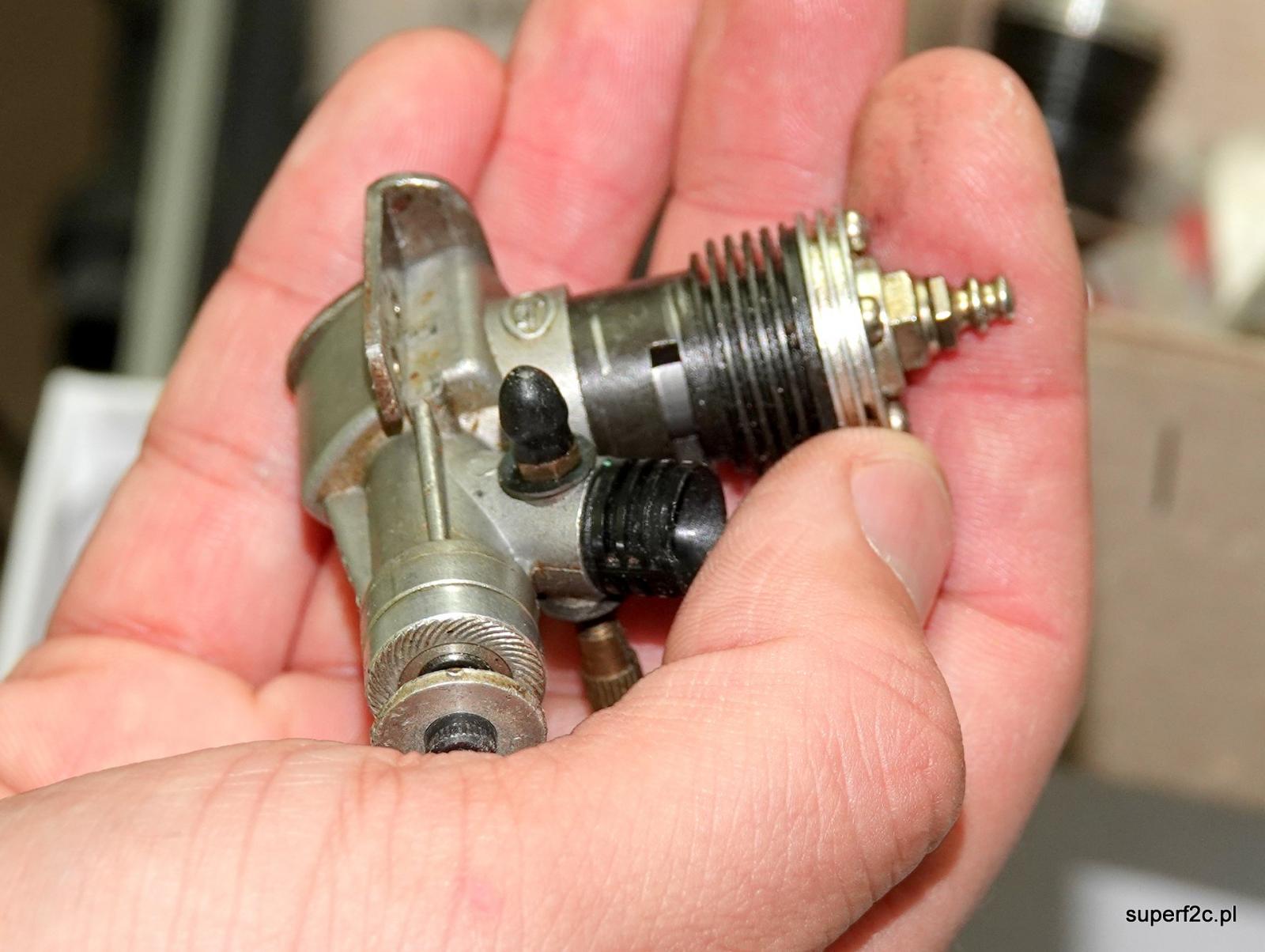
Kolega Paweł obiecał ze swojej ponad 500 sztuk-owej kolekcji przywieść do mnie na początek jeden uszkodzony egzemplarz SiM-a 2b. Postaram się naprawić a dokładną relację zamieszczę w swoim głównym wątku a także na swojej stronie.
Spawarek laserowych i spawaczy co mają pojęcie co obsługują te maszyny jest w Polsce coraz więcej i coraz bardziej jest to dostępny proces dla nas.
-
1
-



















































































Replika Polskiego silniczka SiM 2b - ambitny projekt
w 2-takty
Opublikowano
dla mnie nie ma problemu po przez internet zamówić stosowne pręty czy śruby M5x40 czy samemu podjechać do hurtowni śrub
tak że dziękuję bardzo za pomoc Kolego Andrzeju.
Asortyment przynajmniej w ofercie konkretny. To samo dotyczy śrub M5x40. Jest duża oferta tylko nie wiem jak z dostępnością. Ale ponieważ zawsze tam są kupowane śruby to myślę że nie będzie i tym razem żadnego problemu.
Po prostu pierwszy zakup pręta M5 w budowlanym sklepie jest nietrafiony.
Co do kanału smarującego to wiem że dla mnie jest prościej nie wykonywać go w panewkach. I pewnie luz technologiczny pasowania panewek wystarczy.
Musi wystarczyć. Czyli ujmując to w zapis będzie Ø8H7/h6 może Ø8H7/h7 czyli powinien być luz mierzony na średnicy od 0,02 do 0,03 mm na wale zamontowanym w karterze.
Czyli ujmując to w zapis będzie Ø8H7/h6 może Ø8H7/h7 czyli powinien być luz mierzony na średnicy od 0,02 do 0,03 mm na wale zamontowanym w karterze.
Bo o drugim luzie po-osiowym to nawet nie wspominam. Ten po przykręceniu śmigła na tarczy oporowej będzie w dziesiątkach części milimetra.
Pora skończyć docieraki do wału i przetrzeć wały i wypolerować miejsca współpracy wału z panewką przed azotowaniem wałów korbowych.