f2cmariusz
-
Postów
786 -
Rejestracja
-
Ostatnia wizyta
-
Wygrane w rankingu
50
Treść opublikowana przez f2cmariusz
-

Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
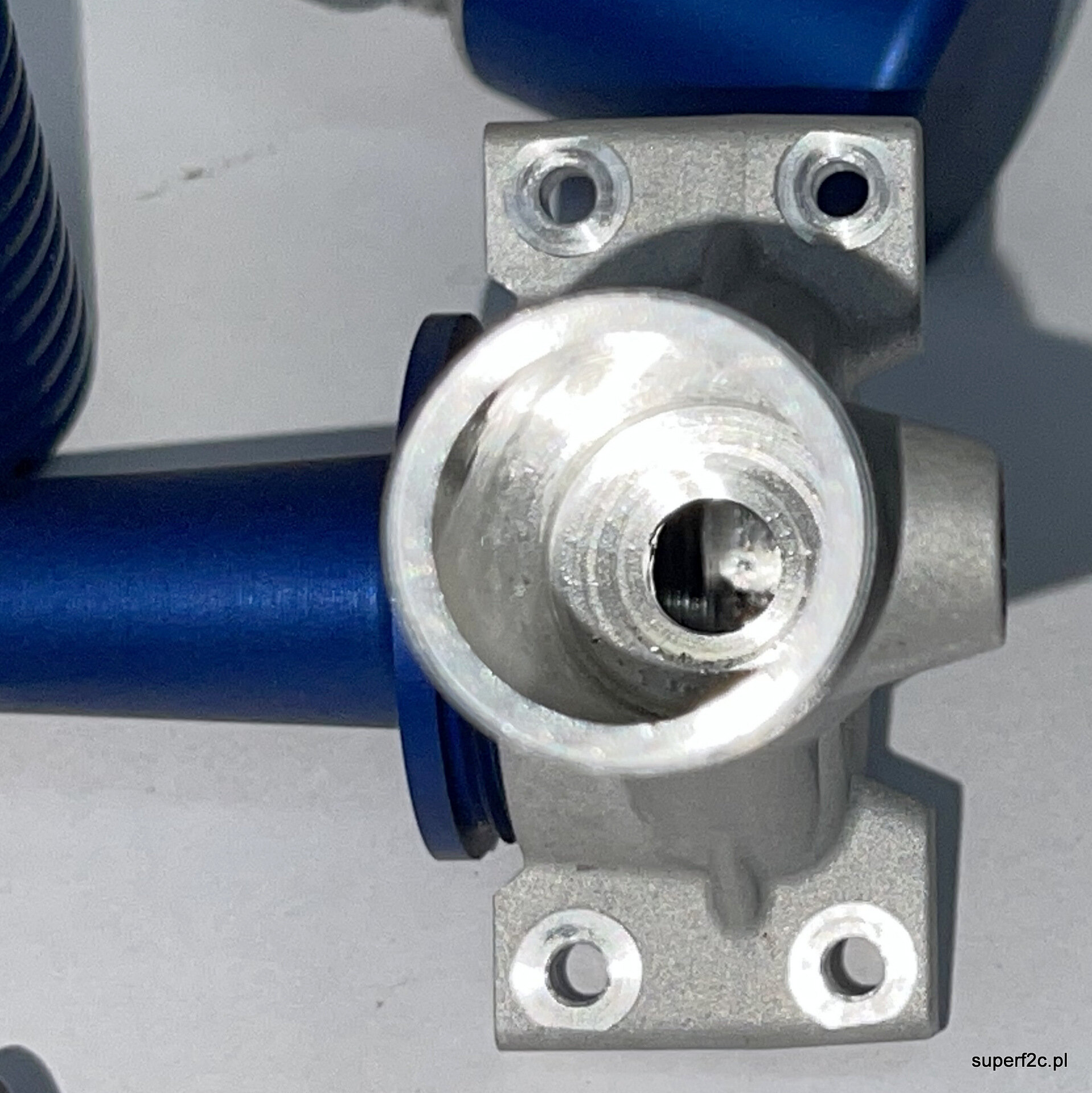
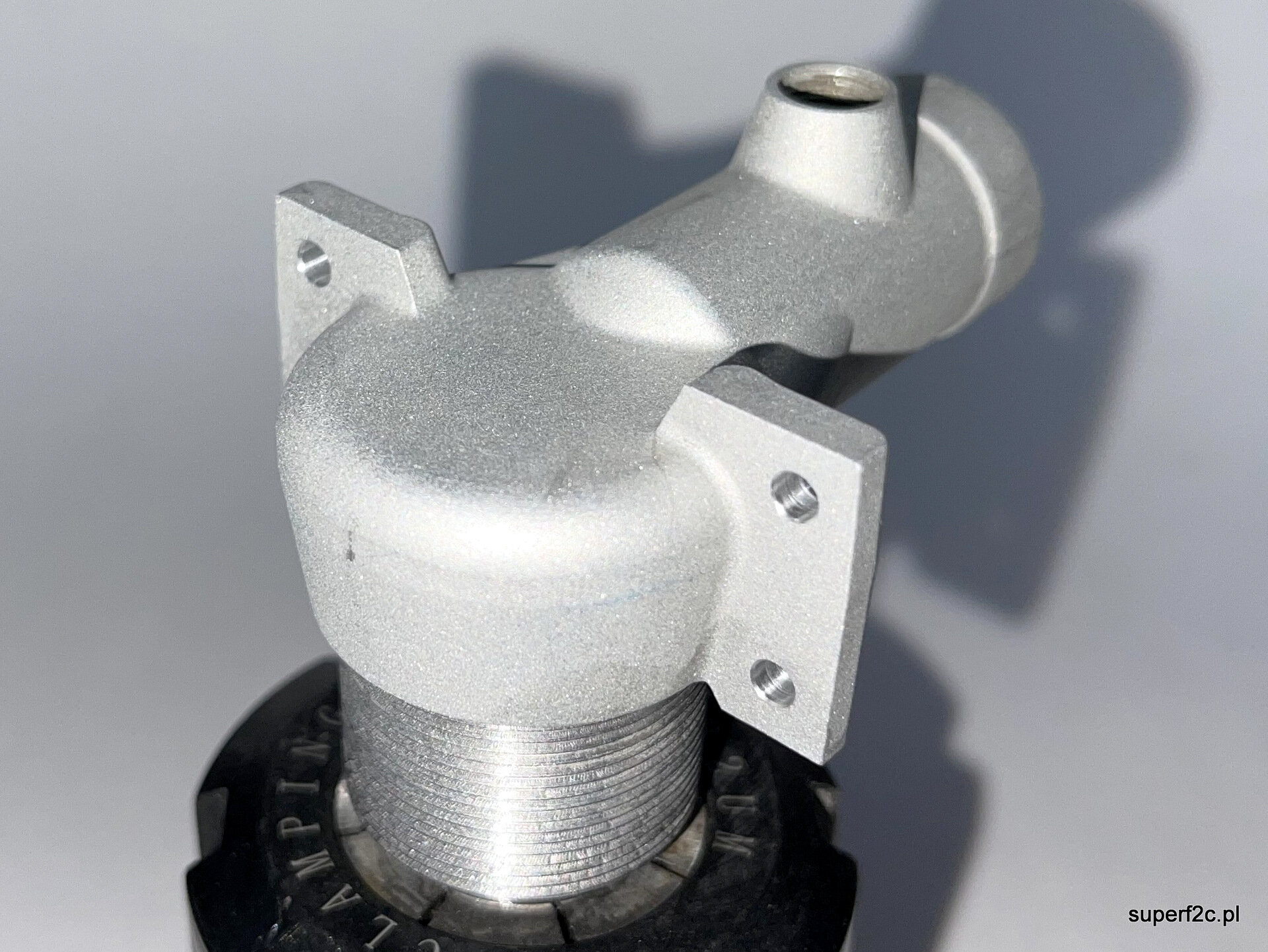
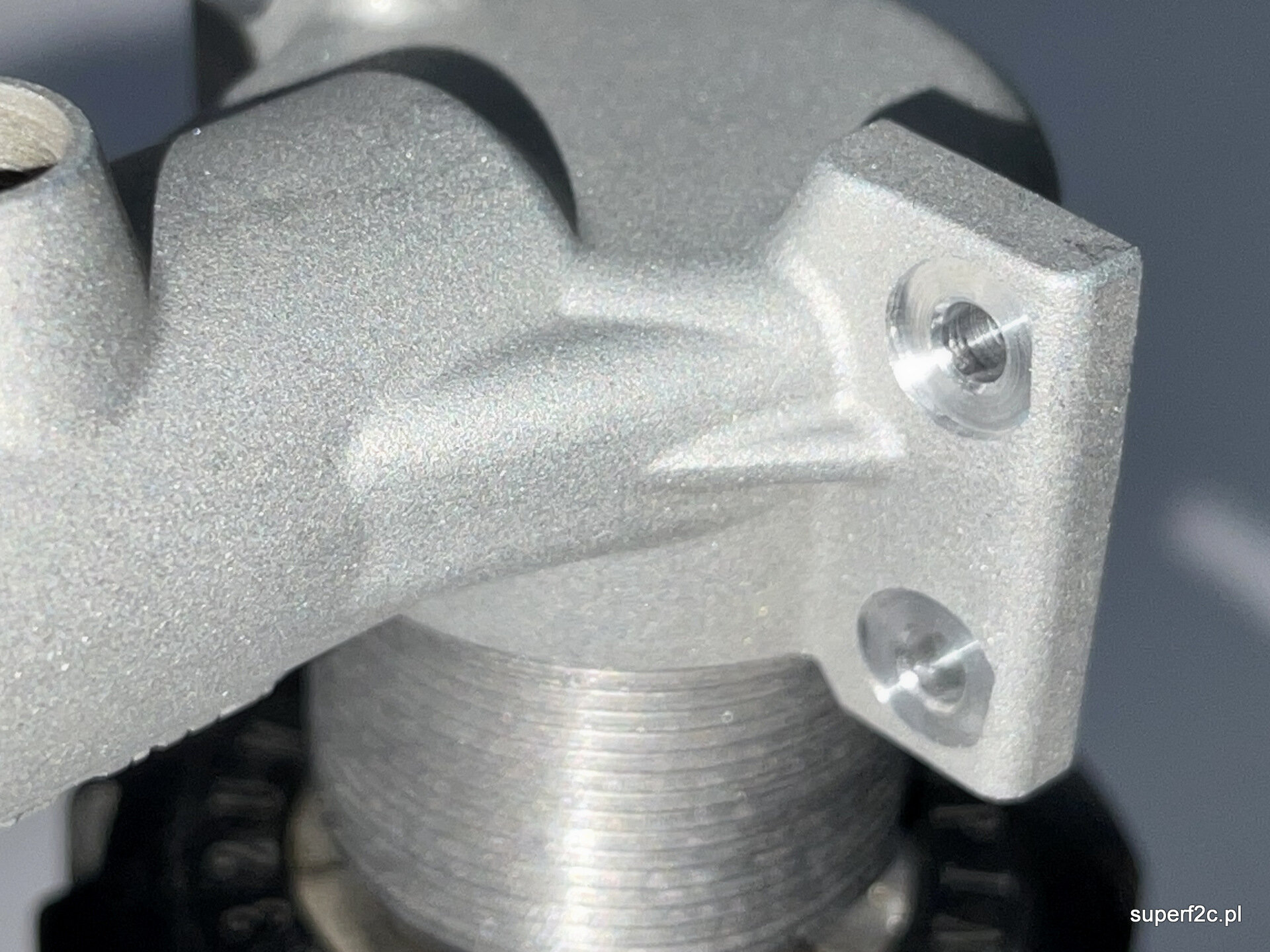
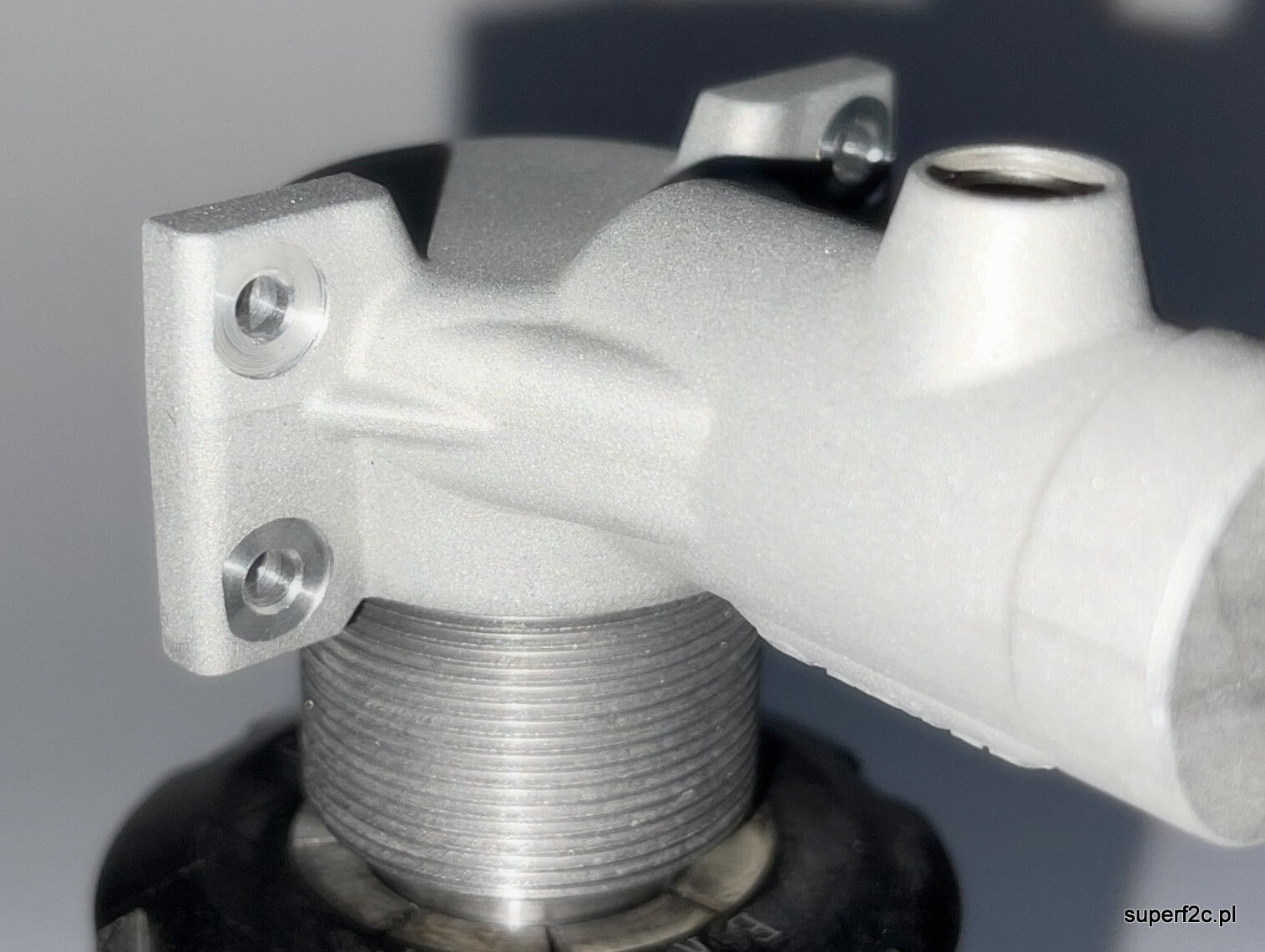
Tak jak wcześniej napisałem wszystkie kartery nie będą rozwiercane tak jak w oryginale. Bo jak widać gwint dokręcenia części karteru toczonego ogranicza się w części frezowanej dokładnie do jednej nitki gwintu. Trochę to słabo wygląda. U mnie widać na ten moment otwarcie skrzyni korbowej średnicą około 6,7 mm. ( Takie wziąłem wstępne wiertło prze wierceniem wiertłem zasadniczym o średnicy chyba 14,75 mm. Żeby powstało miejsce na kręcący się korbowód muszę kupić frez fi6 o długości najlepiej 100 mm. Oczywiście mam ale niestety już używane w stali. Więc się już do duralu AW-2017A nie nadają... Tak to wygląda od strony pasowanego otworu fi16 mm. Widać na konsolkach ślady po dokręcaniu śrub M3? Z tym że także widać że pogłębienia są niepełne i nie problem po skończonej obróbce na samym końcu zabielić ponownie te powierzchnie.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
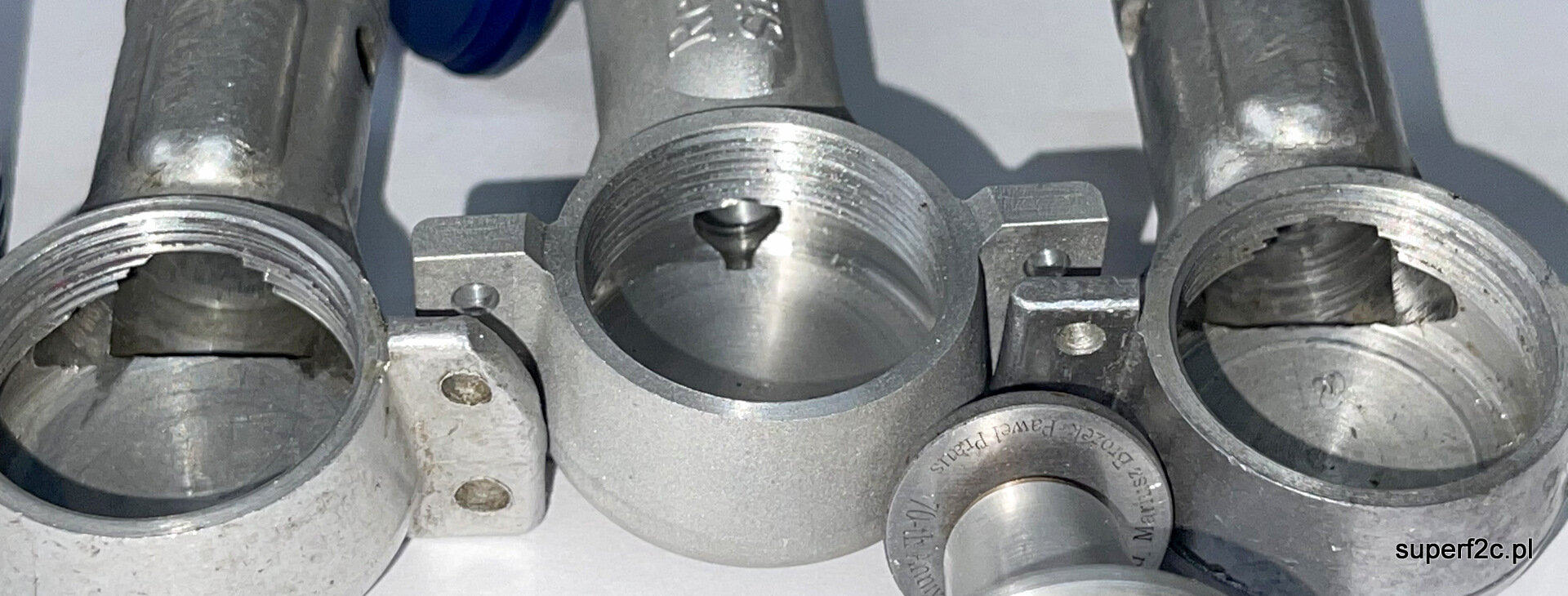
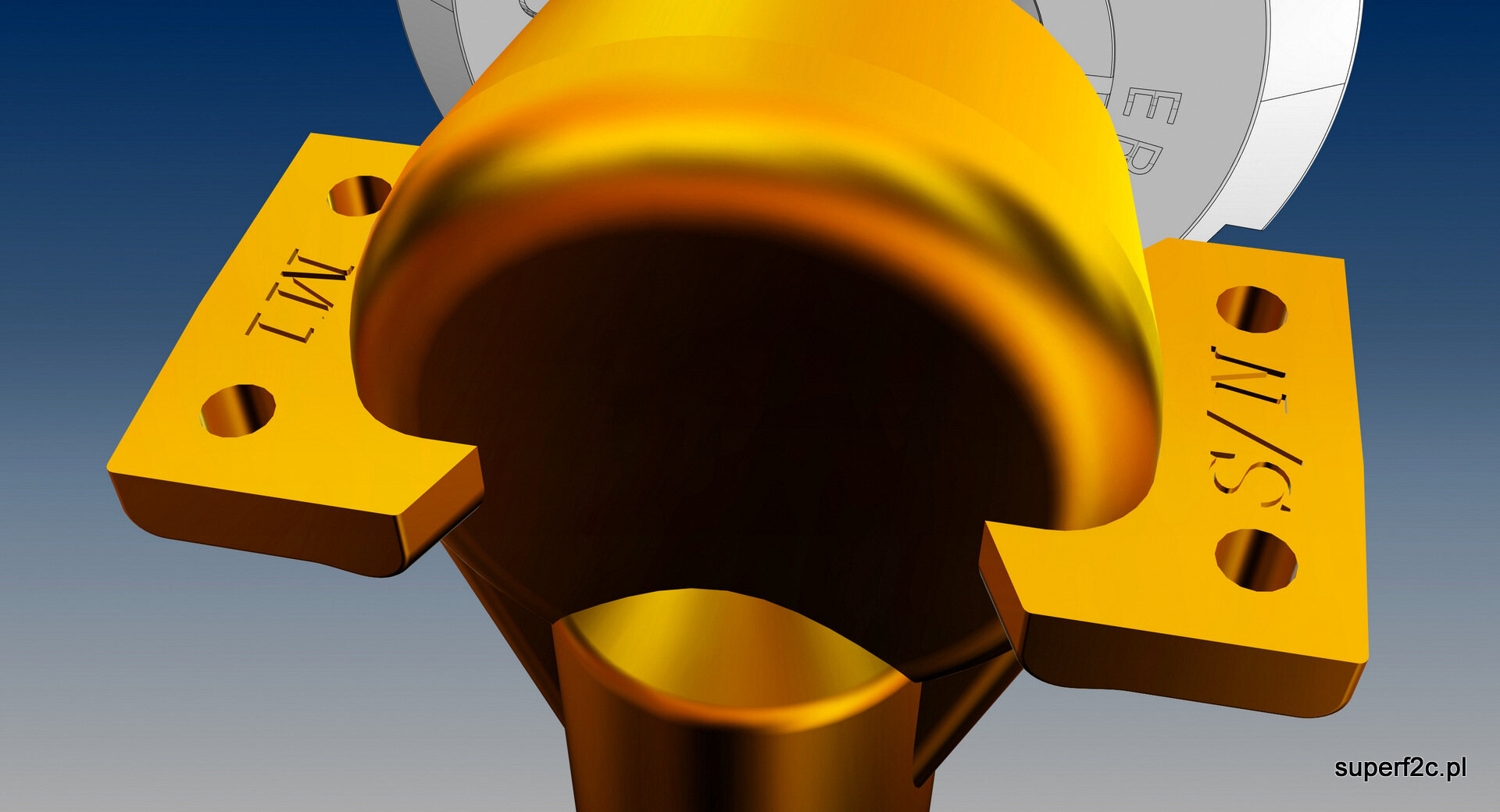
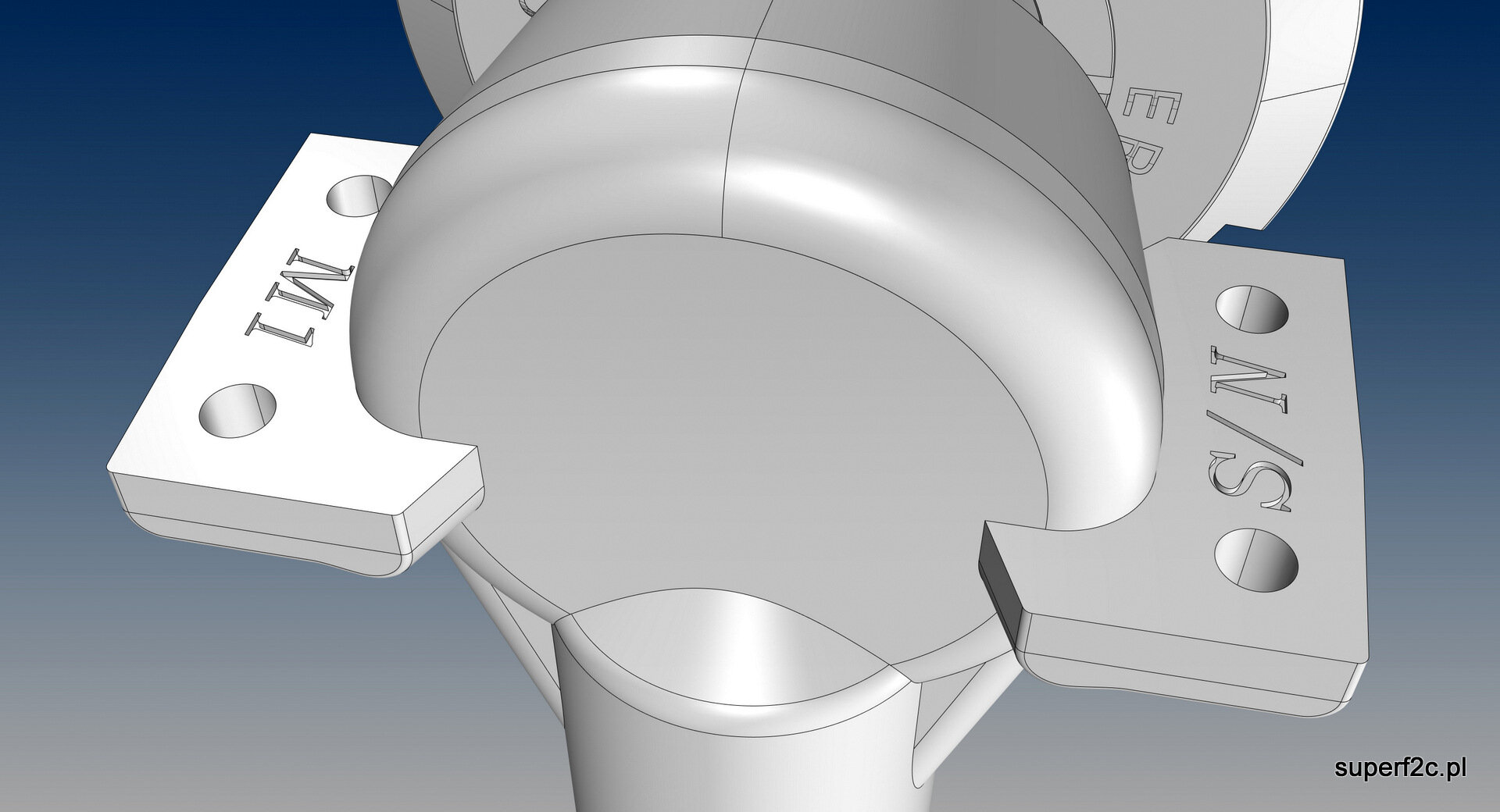
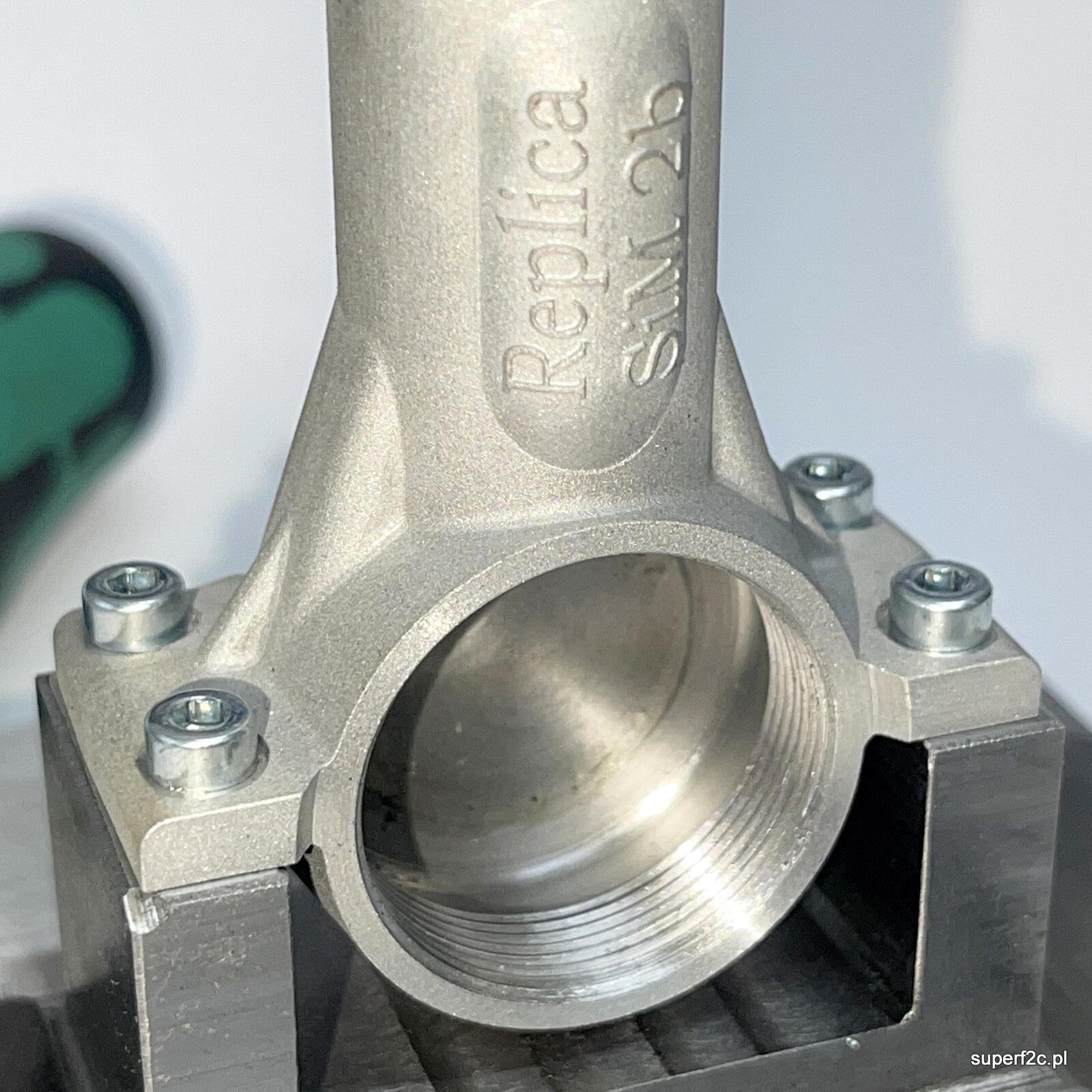
tarcza zabierakowa powinna być mocowana na gwincie wrzeciona M33x2 a nie jak w moim wypadku na stożku Morse'a. Problem przestaje istnieć na tokarce TOS gdzie tarcza jest złapana w uchwycie. TOS.mp4 Czujnik zegarowy pokazuje brak około jednej setki. Wchodzi bez problemu trzpień kontrolny będący na minusie prawie dwie setki. (Stary socjalistyczny frez z uchwytem cylindrycznym o średnicy 16 mm do dwóch setek na minusie. Powierzchnia po toczeniu jest gładka a dotarcie do wymiaru to tylko kwestia zielonej albo i żółtej pasty diamentowej. Generalnie skończyłem otwór wcześniej niż w oryginale. Dzięki temu gwint jest nie wycięty. Pozostaje tylko 1. frezować owalny otwór pod miejsce na swobodny ruch korbowodu w skrzyni korbowej. Pokażę w trakcie dalszej pracy. 2. frezować albo drążyć kanał zasilający świeżą mieszanką ze skrzyni korbowej do cylindra. 3. także frezować okna wydechowe na wysokości okien wydechowych w cylindrze. 4. S/N M1 I chyba pierwszy karter Repliki Silnika SiM 2b będzie wreszcie gotowy. A to tylko dzięki deszczowemu weekendowi.? Przyrządy powstające do obróbki tego karteru idealnie nadadzą się do dalszej obróbki frezowanych jak i odlewanych karterów. -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
Zamieszczony film pokazuje że nie do wszystkich operacji toczenia nadaje się ta konfiguracja tokarki OUS-1. OUS-1.mp4 -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
Obowiązkowo musi być numer seryjny każdej Repliki Silnika SiM 2b. długo się zastanawiałem gdzie ten napis umieścić. I tu przyszła z pomocą opowieść Andrzeja Rachwała potwierdzona przez Pawła. Okradli modelarnię Andrzeja i po jakimś czasie przyszedł łepek z silnikiem do sprzedaży. Andrzej rozpoznaje że to jego silnik, łepek twierdzi co innego na to Andrzej zdejmuje model z półki i pokazuje odcisk zostawiony na łożu przez silnik przyniesiony przez łepka... S/N wiadomo, dalsze oznaczenia. Karter frezowany M1... karter odlewany C1...
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
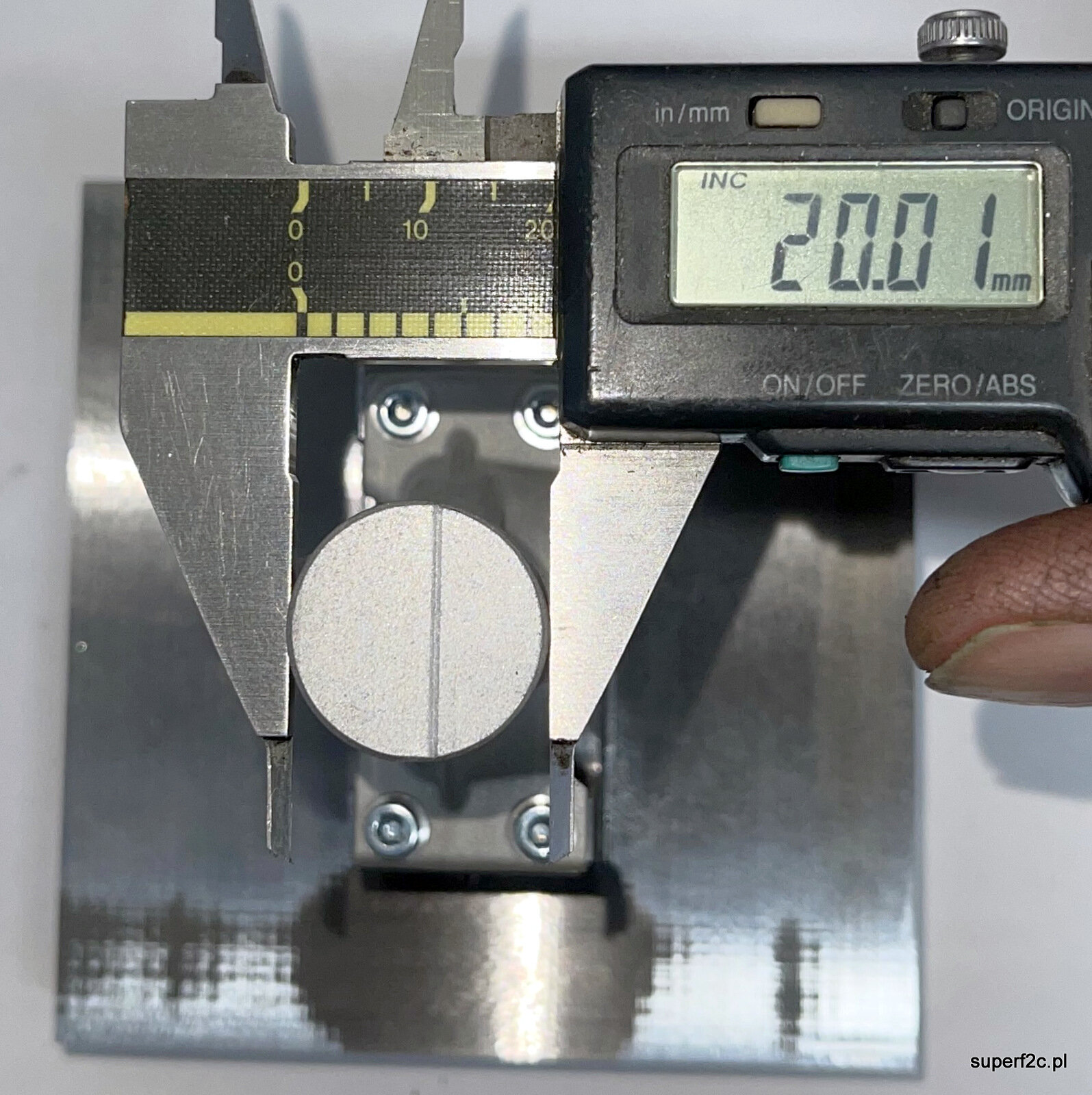
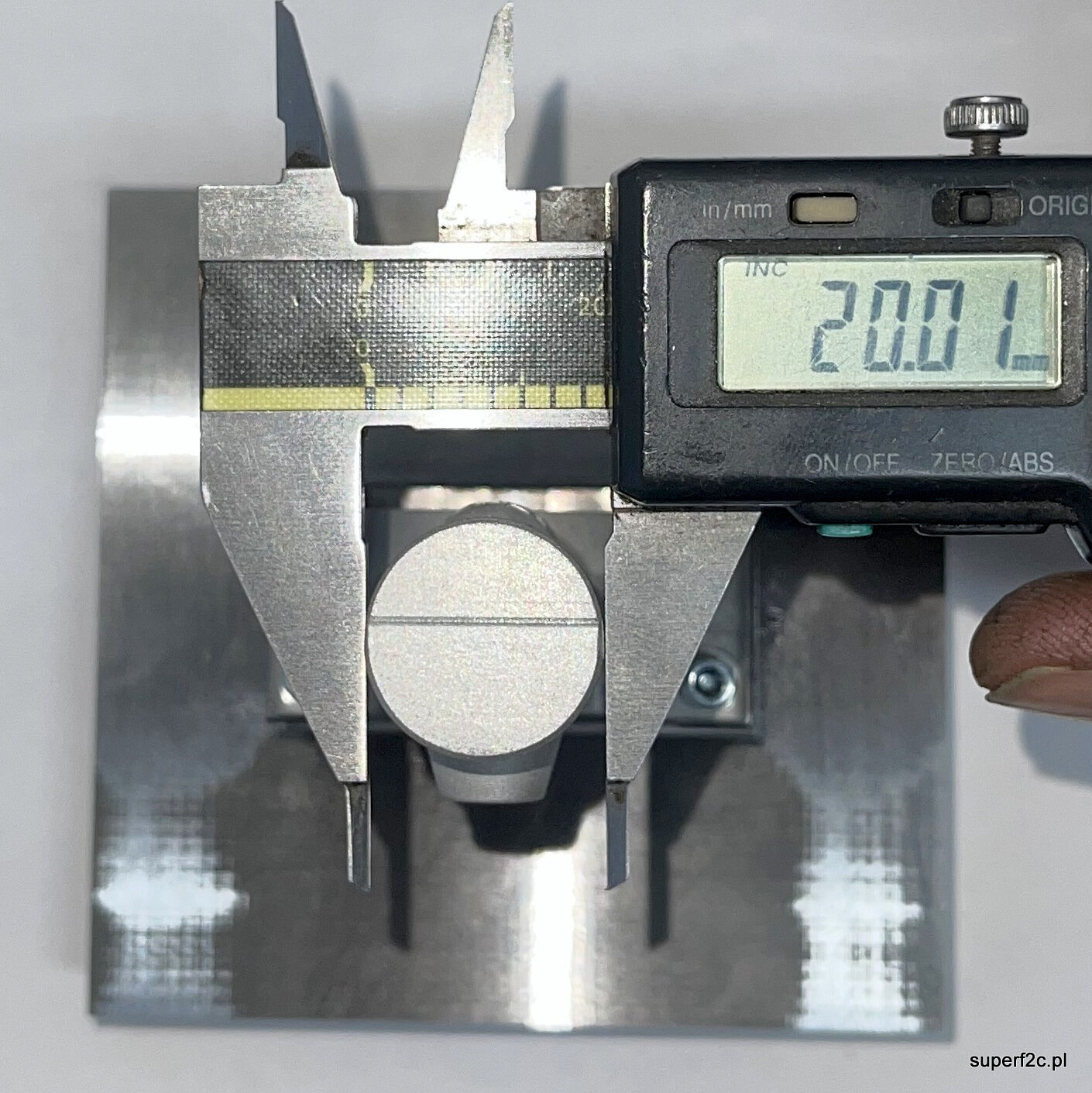
w pełni popieram Twój wniosek. Na pewno prawidłowy czyli wiarygodny wymiar średnicy zewnętrznej otrzymamy mierząc mikrometrem niż suwmiarką. To nie ulega dla mnie wątpliwości. Z prostej przyczyny. W mikrometrze mamy docisk realizowany sprzęgiełkiem a w suwmiarce docisk realizuję własnym palcem jak widać na załączonych fotografiach publikowanych wcześniej. Tak więc realna owalność frezowanego miejsca może ale i nie musi różnić.? Na pewno to sprawdzę w dniu dzisiejszym. -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
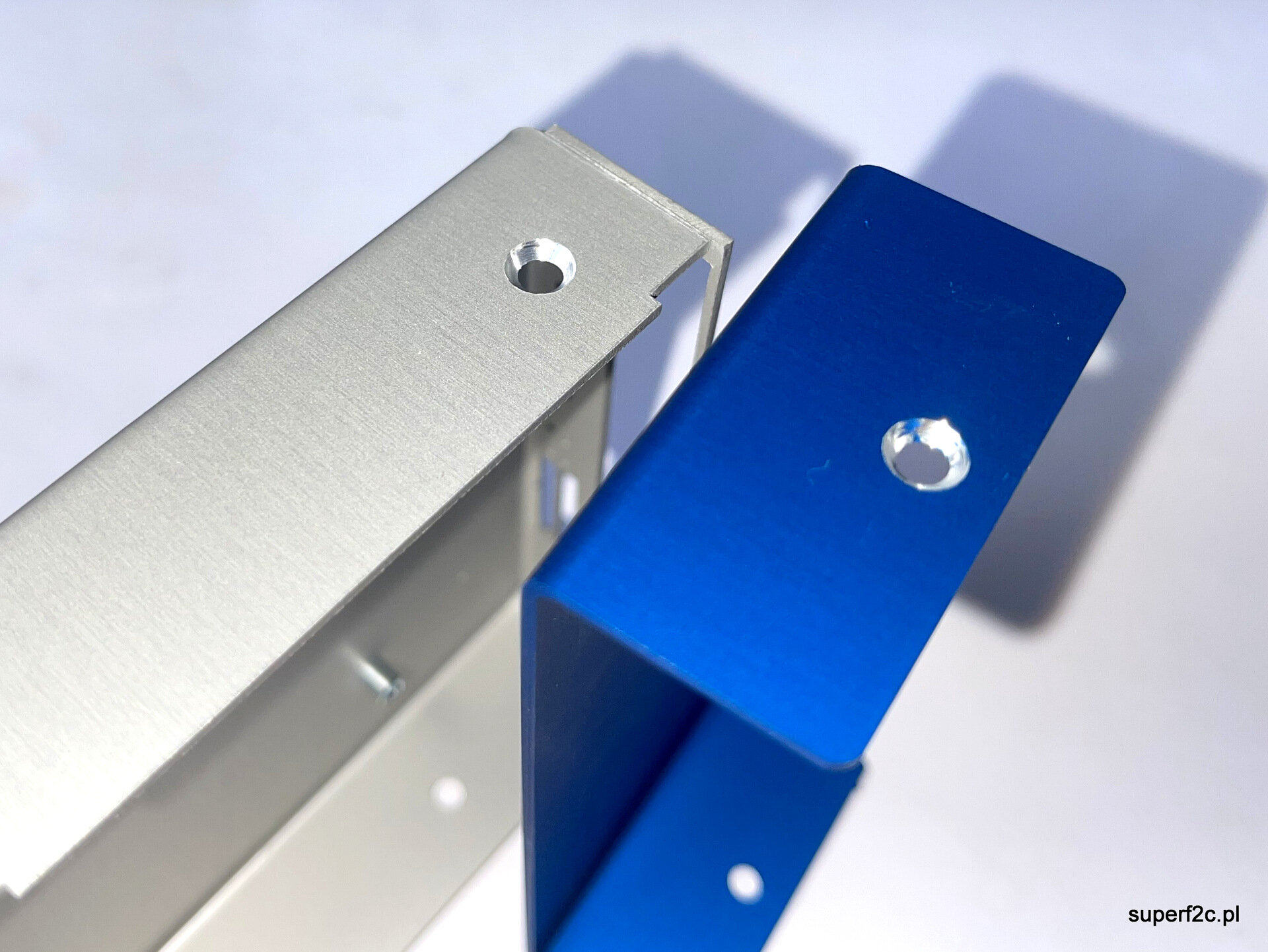
Niestety jest to największy problem. Sprzątanie po sobie w szczególności jak się dużo pracuje a nie ma czasu na drobiazgi. Ja zasadniczo sprzątam bo mam za dużo wizyt niezapowiedzianych gości i zasadniczo nie mogę się wstydzić mojego stanowiska pracy... Przyrząd narysowany wreszcie powstał na konwencjonalnej frezarce. Jedynie rozstaw M3 był rozstawiony cyfrowo. to będzie w dniu jutrzejszym dla mnie baza do ustawienia zera cylindra. A wynika ona z tego że tak został narysowany detal a maszyna CNC dokładnie tak zrobiła. Z tym że jak widać za dużą korekcję freza zrobiłem i dlatego jest jedna setka na plusie.?
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
Niestety mam bardzo złe nabyte własne doświadczenie na temat archiwizowania dokumentacji drukowanej. Pożary były, są i będą. Niestety. Zdecydowanie lepiej wystrzelić "samolocikiem" w kosmos jak to zrobili w misji Voyager ponad 40 lat temu. Voyager golden Record - złota płyta, którą NASA wysłała "do obcych". Aktualnie jest w przestrzeni międzygwiezdnej. Daleko bo już w 2012 roku Voyager 1 przekroczył heliopauzę. A łączność z Ziemią ma zapewnioną do 2025 roku. Na tyle starczy energii elektrycznej.? A wracając na Ziemię, Jacku na szybko znowu zmiana planu i w efekcie powstanie taka przesuwna, dająca się regulować wersja przyrządu do roztoczenia średnicy 16H7 pod cylinder a później nacięcia nożem tokarskim czy "grzebieniem" gwintu zewnętrznego M20x1. tu mam dzięki temu i możliwość pracy na OUS-1 jak i na Tosie. A to ułatwia pracę.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
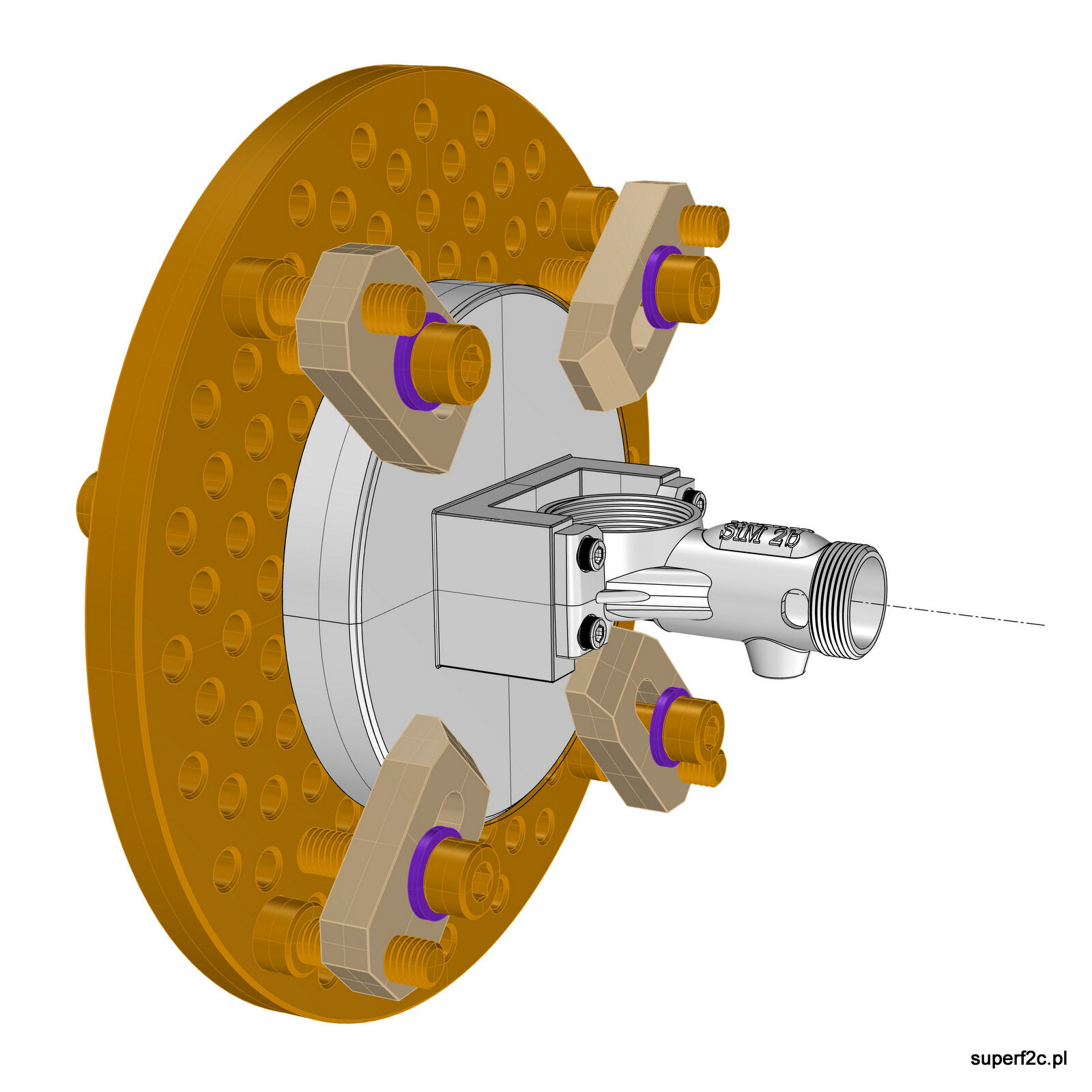
Po prostu bym to wykonał bez problemu na swojej OUS-1 a wyjdzie za namową Jacka do powrotu do starej koncepcji czyli na Tosie ( TOS SV18 RA). Jak widać trochę to duże i mało poręczne ale nie pierwszy raz korzystam z tego przyrządu ( poprawionego przeze mnie gdzie jest zapewniona równoległość i prostopadłość). Jak widać nie zdejmowałem jeszcze z pomocniczego trzpienia M26x1/fi19 tak że stanowisko jest prawie gotowe a że i gitara ma nastawiony ciągle skok 1mm to i tu problemu nie będzie. Tak że Jacku znowu pomagasz realnie w powstaniu Repliki Silnika SiM 2b Bo baza będzie ciągle ta sama a czujnik zegarowy pomoże skontrolować dokładność ustawień do 0,01 mm.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
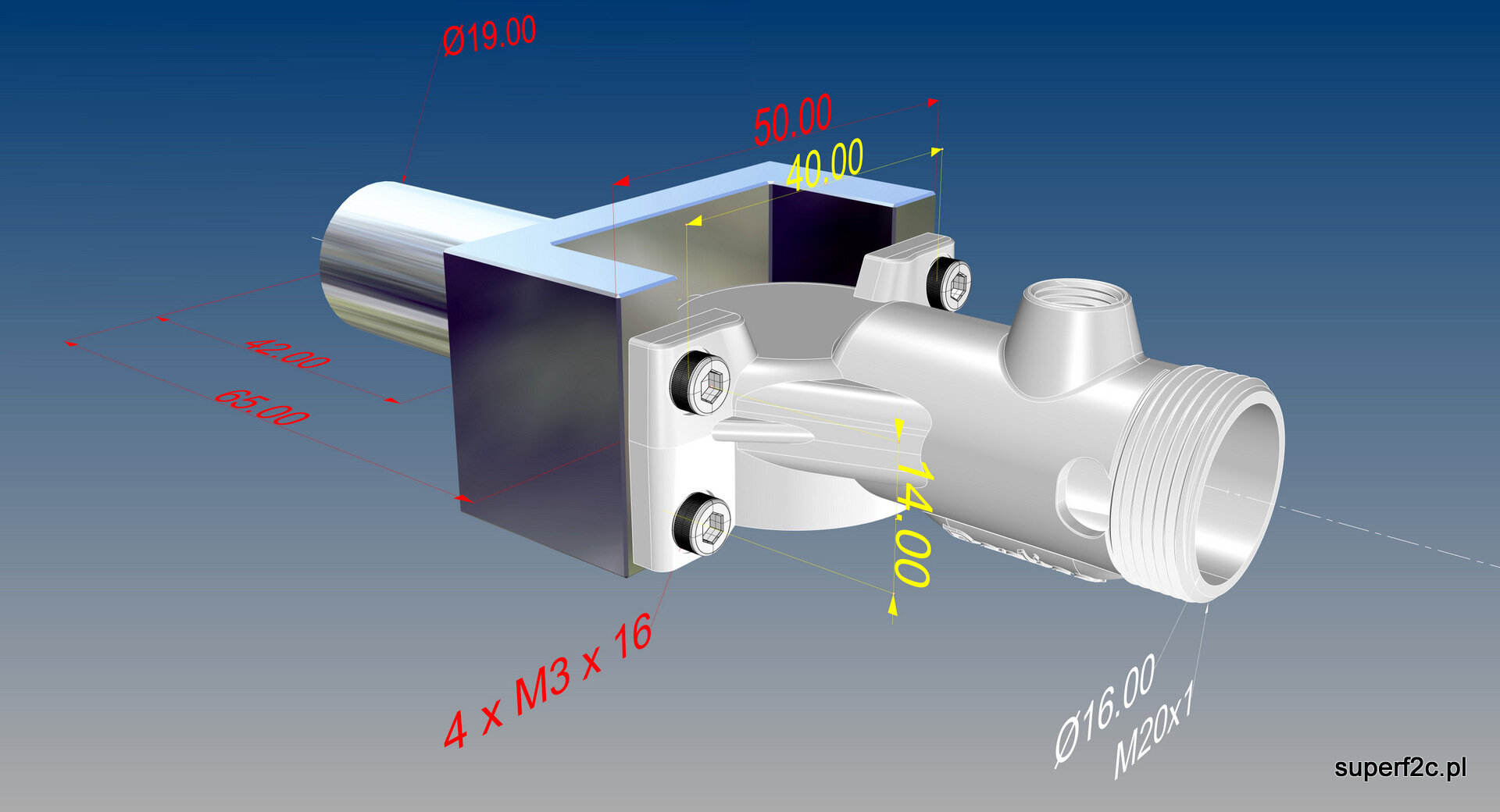
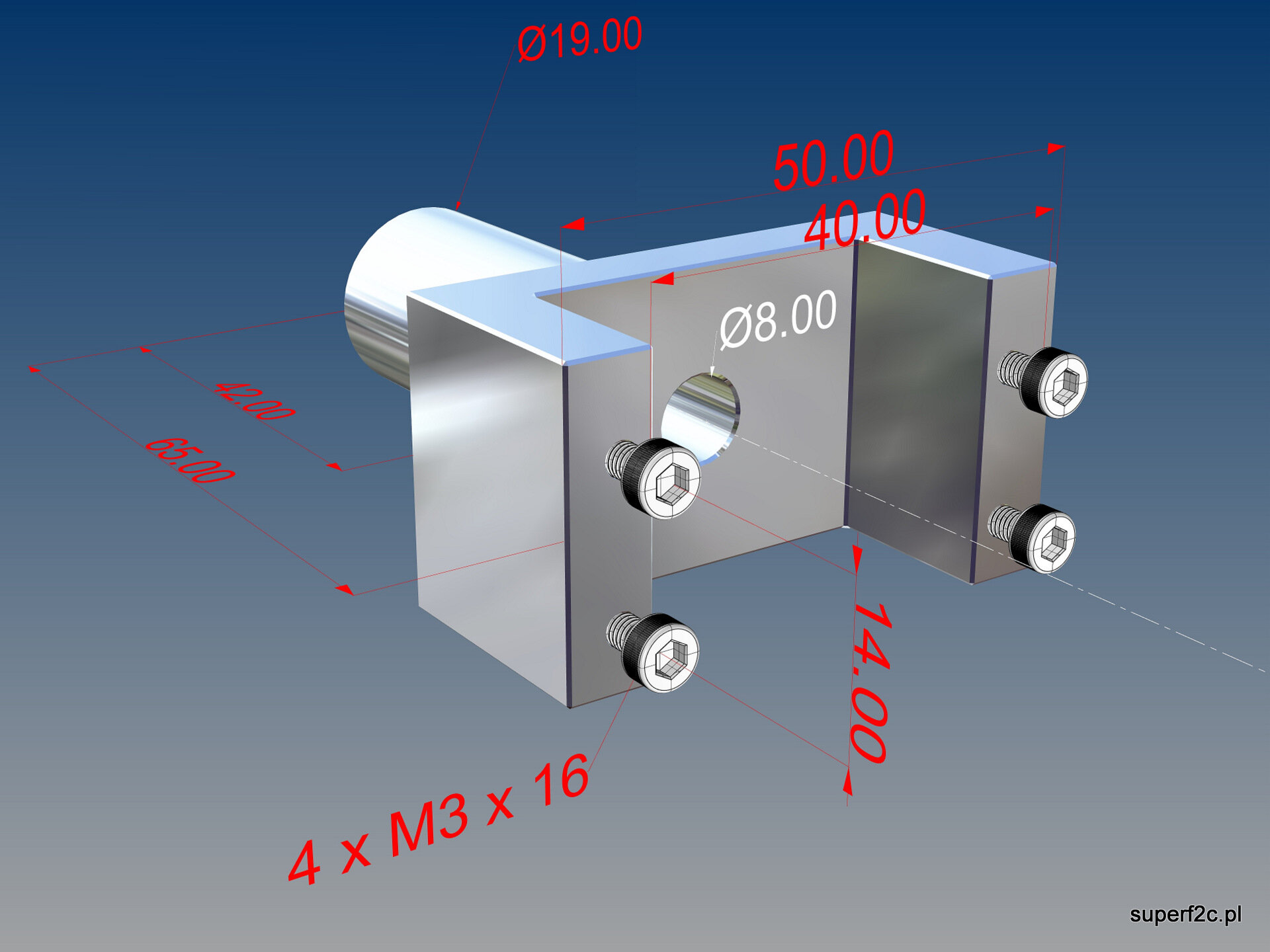
Muszę wykonać kolejny przyrząd co by móc wykonać gwint M20 x 1 oraz otwór fi16 w tolerancji H7. Tuleja cylindra musi ciasno wchodzić w karter. Na frezarce powstanie kształt plus otwory fi8 plus otwory pod M3 a dalej na kłach w tokarce wykonam średnicę 19 mm. Co by mieć jak złapać w zacisku na tokarce i wykonać M20x1 plus roztoczoną średnicę 16 H7 mm.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
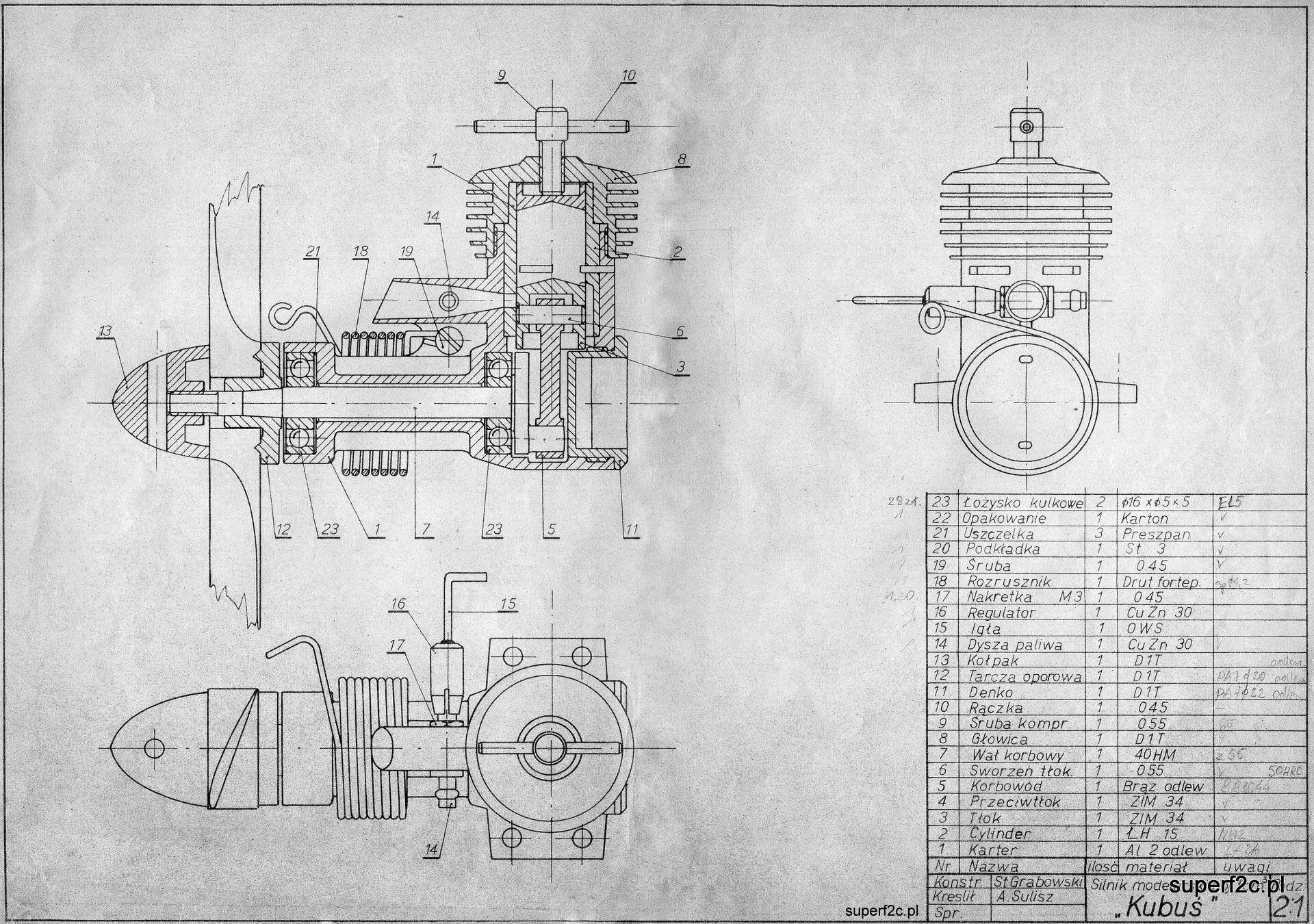
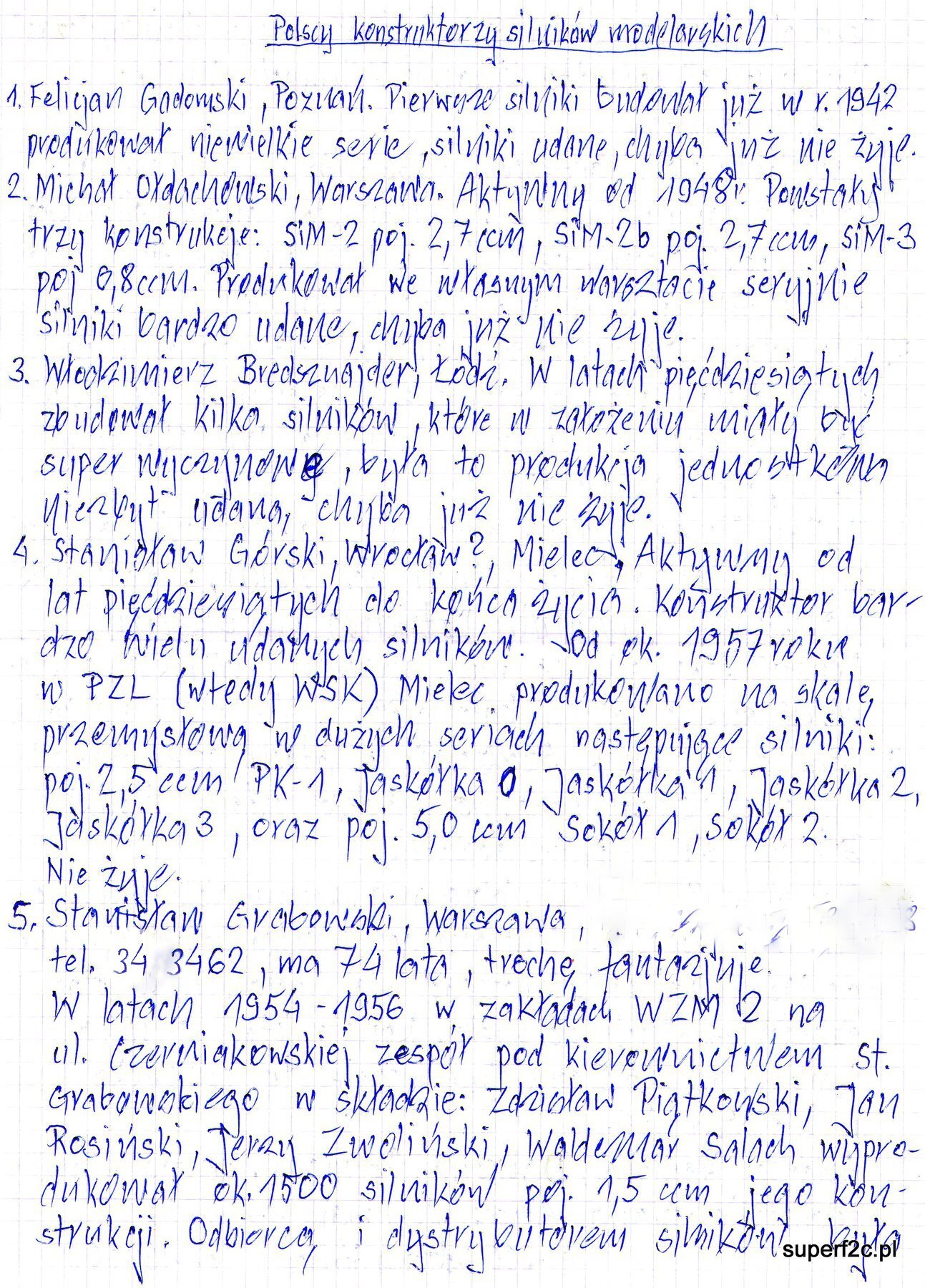
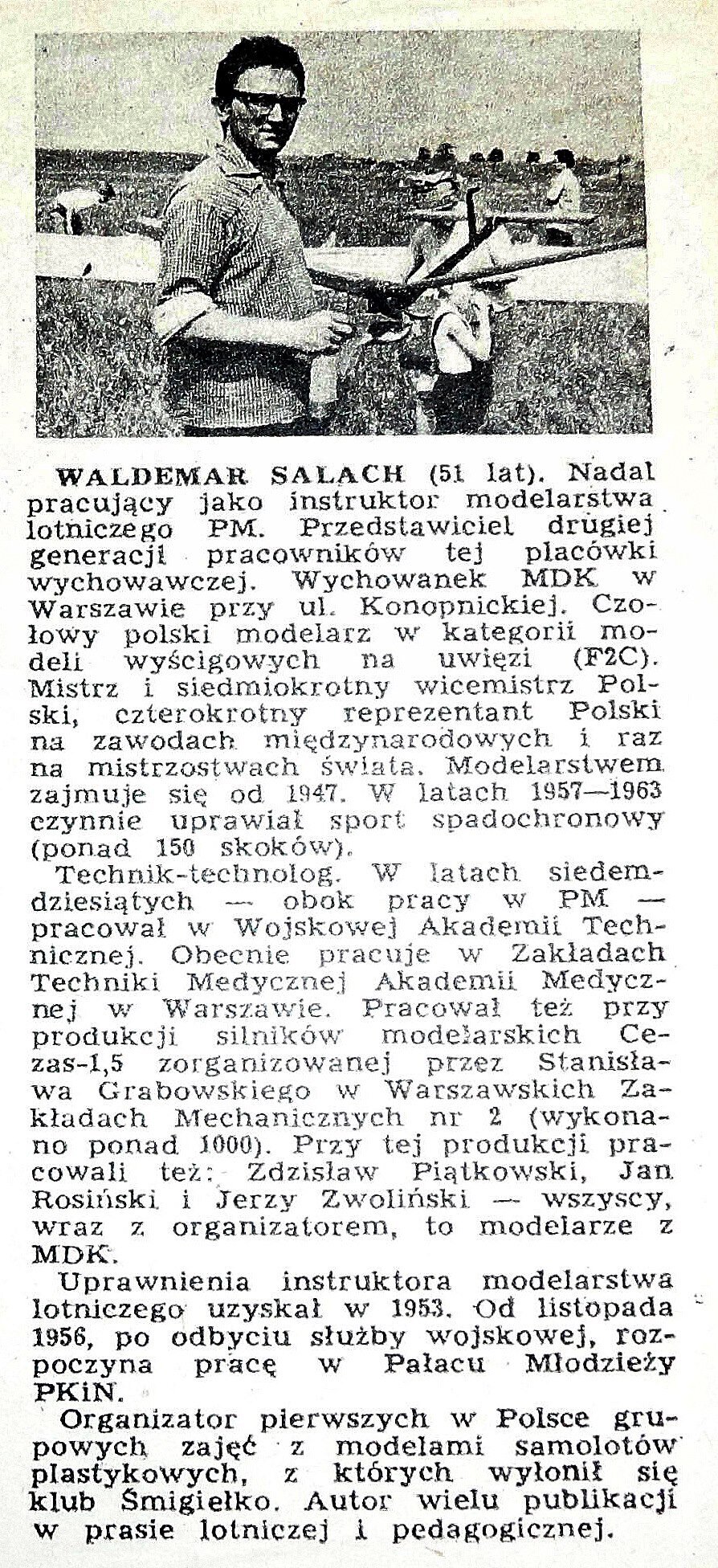
W samo południe taka miła niespodzianka mnie spotkała. Wylicytowany "Cezas" na Ebay-u pod nazwą KUBUS wrócił do kraju czyli do moich rąk. A dla mnie kolejna wielka satysfakcja ze względu na sentyment do starszych modelarzy którzy mnie wprowadzali w świat modelarstwa a Janek miał dwa wiadra dziesięciolitrowe pozostałości po produkcji "Cezasów" i nie tylko... ale ja zdecydowanie wolałem iść z nim do Składnicy Harcerskiej na Marszałkowskiej i jak tyło-klient kupować rzeczy ogólnie trudno dostępne. Ta fotografia jest z prywatnego archiwum Waldemara Salacha. Na zdjęciu Janek Rosiński, Stanisław Grabowski i Jerzy Zwoliński. W zakładach WZM 2 na Czerniakowskiej w latach 1954-1956 zespół pod kierownictwem St. Grabowskiego w składzie: Zdzisław Piątkowski, Jan Rosiński, Jerzy Zwoliński, Waldemar Salach wyprodukował ok. 1500 silników poj. 1,5 ccm jego konstrukcji. Odbiorcą i dystrybutorem silników była firma "CEZAS". A KUBUS? Nazwa do rozwikłania bo tu widać projekt Stanisława Grabowskiego o nazwie "Kubuś" z tym że to 1 ccm a nie 1,5 ccm. i dzisiejsza niespodzianka na tle karteru Repliki Silnika SiM 2b w trakcie obróbki a właściwie budowy oprzyrządowania do wykonania serii.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
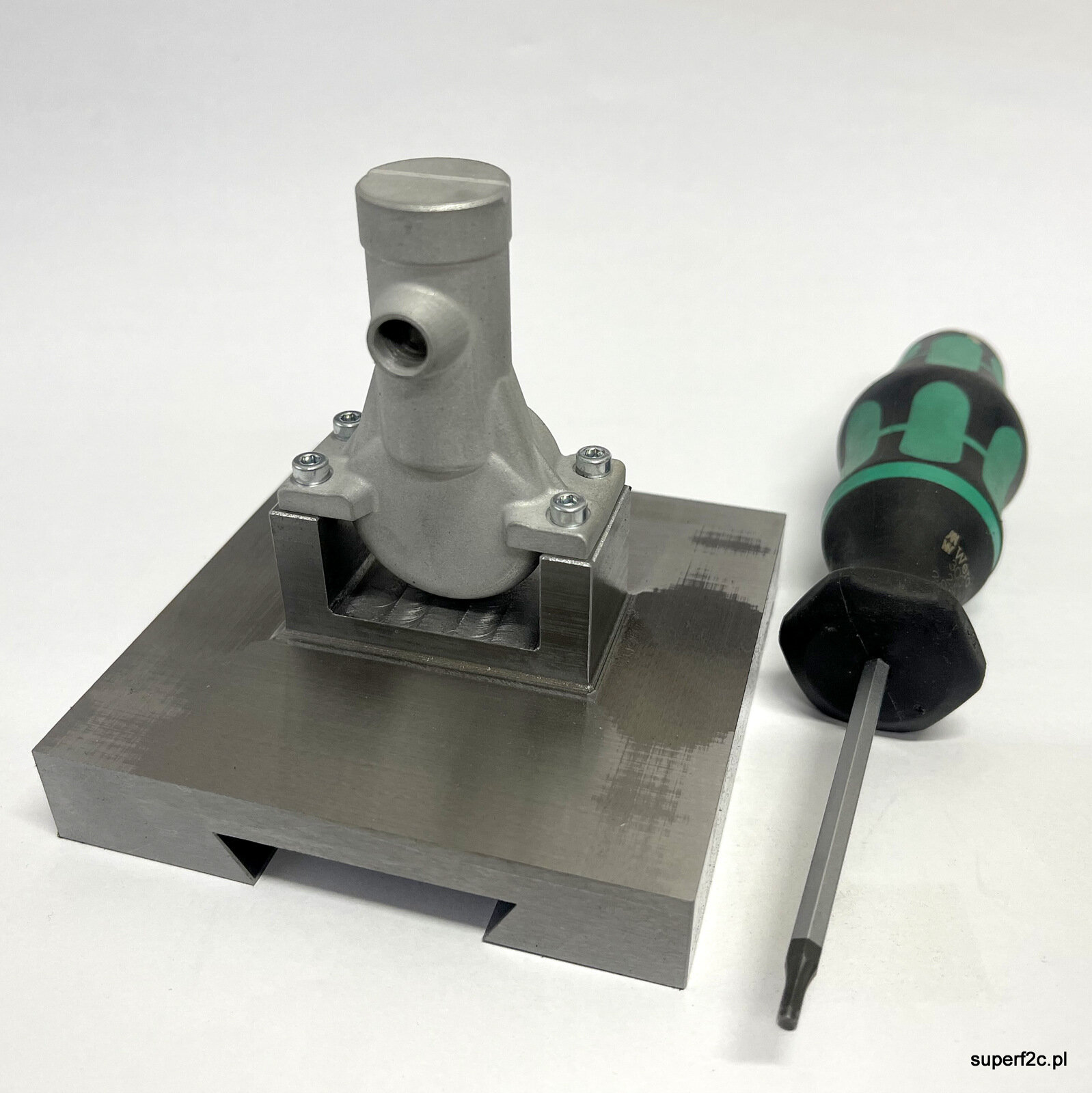
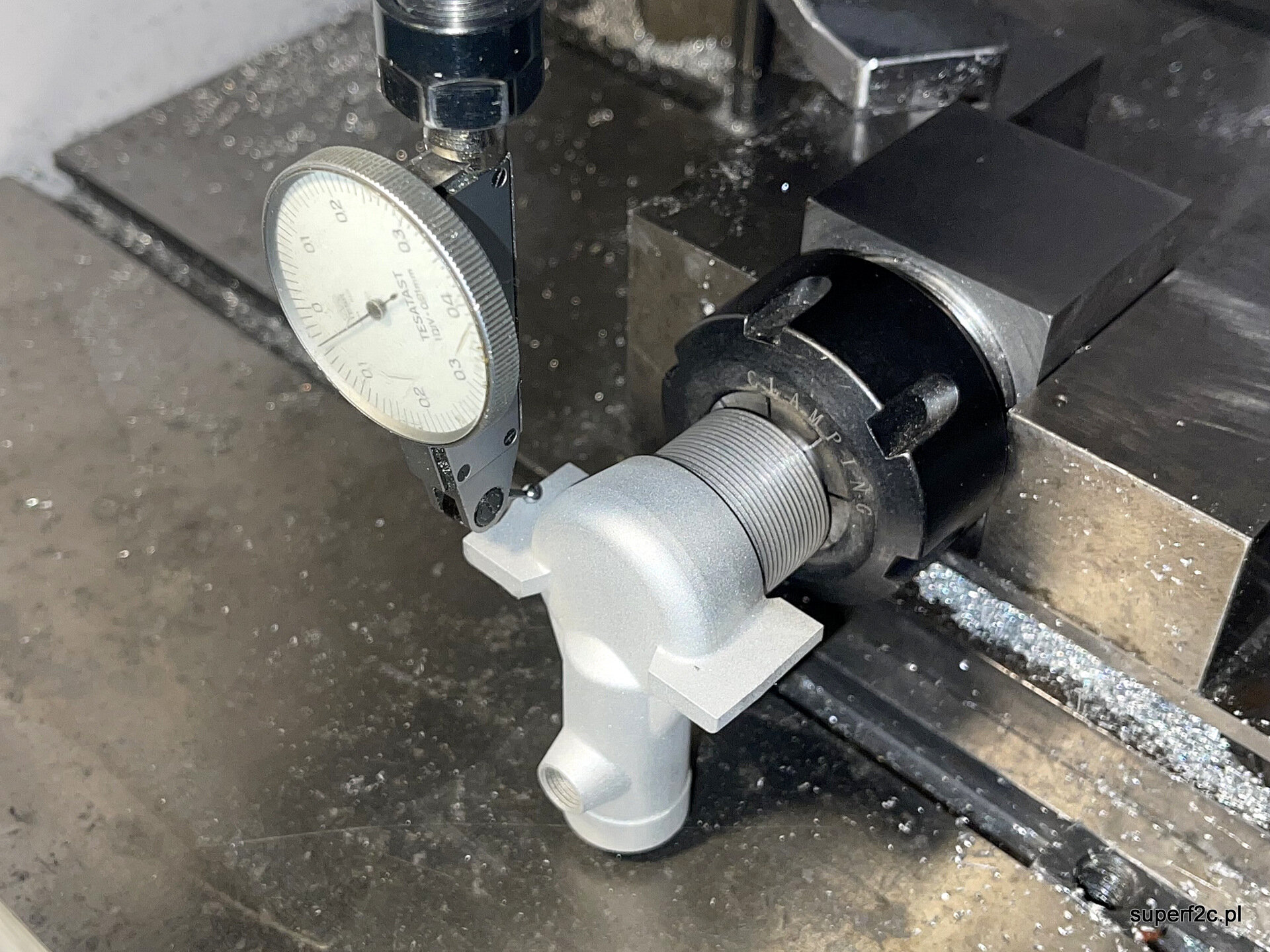
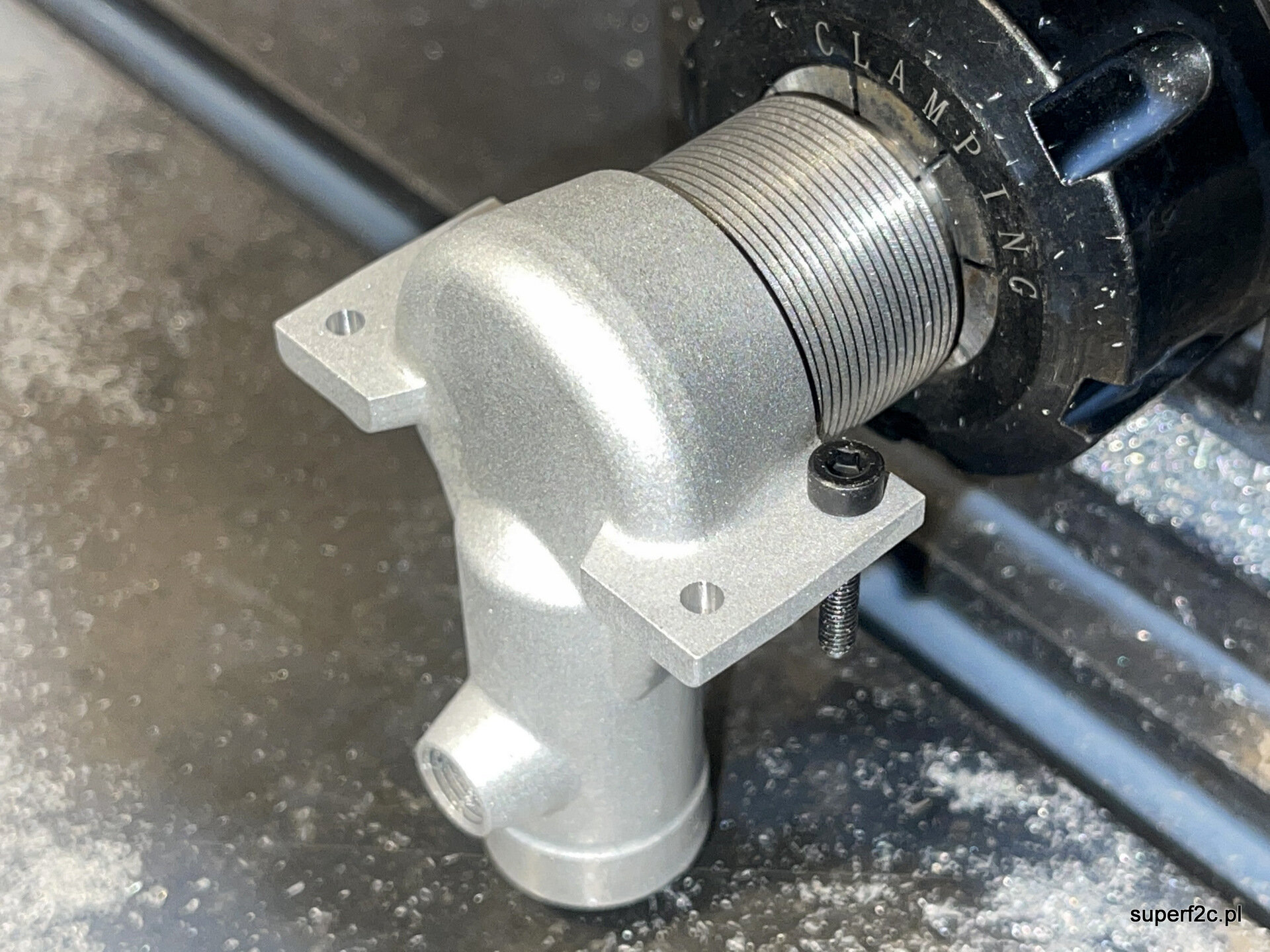
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
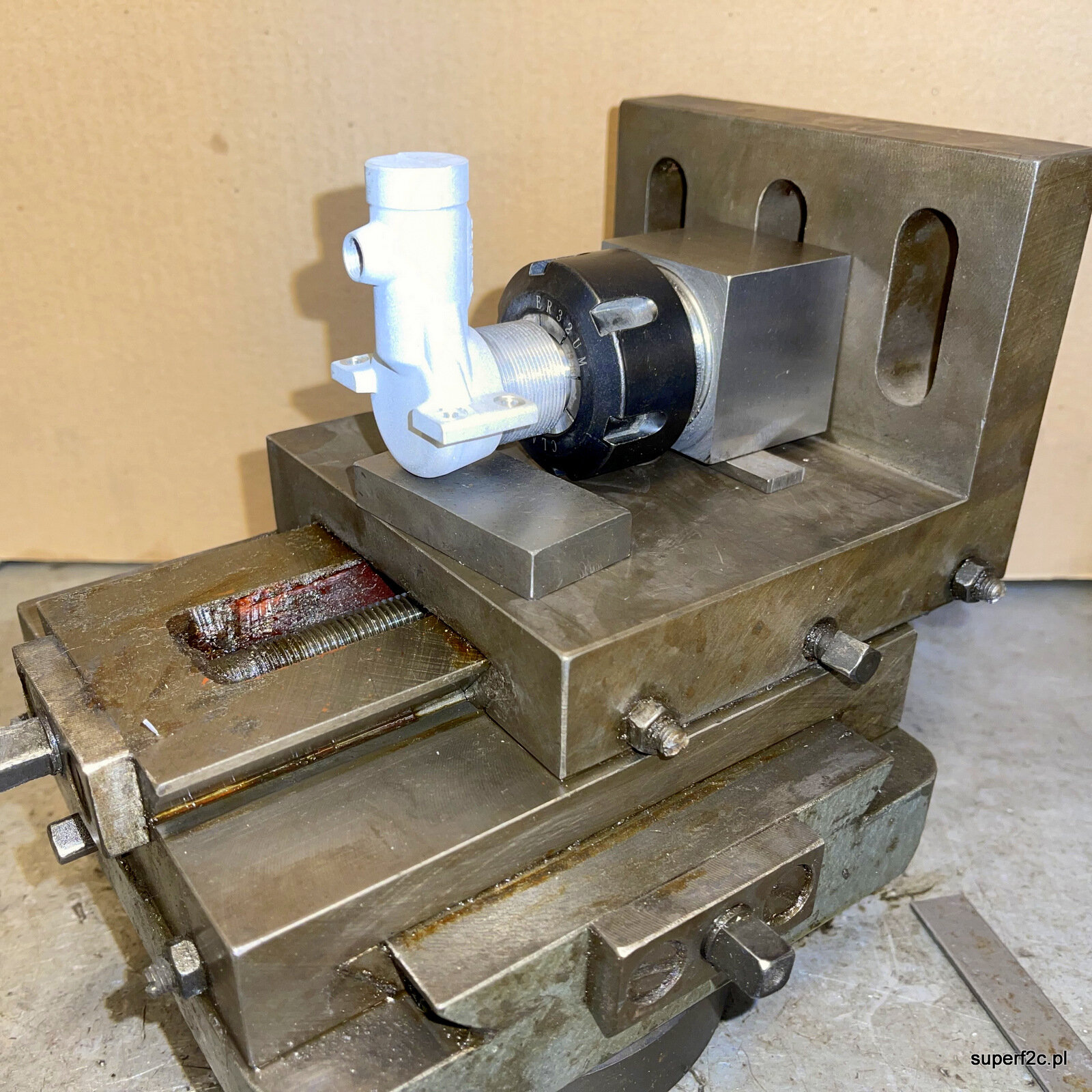
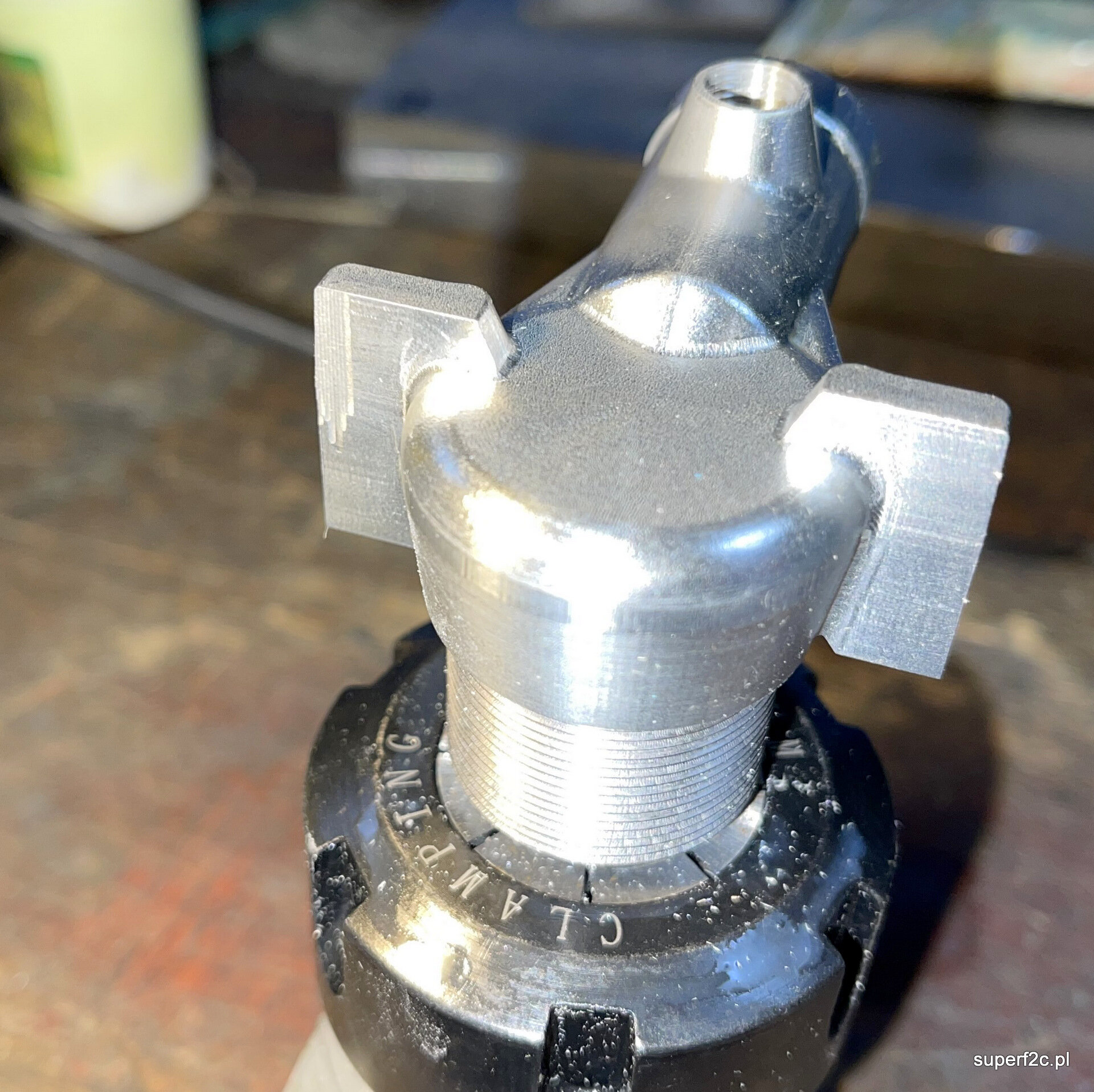
nic nie skomentuję. Fotografie wszystko tłumaczą: Tradycyjnie objechanie kontrolne czy stoi w zerze. I stoi. Baza w postaci przyrządu z oprawką ER32 i zaciskiem19 zdaje egzamin. Dlaczego zacisk 19 mm? Bo nigdy nie był używany. To pora go wykorzystać ? ciasna śruba M3 o wymiarze fi2,95 bez problemu wchodzi. Wsuwa się także frez palcowy fi3. Na pewno inny rodzaj obróbki luźnym ścierniwem poprawi wygląd. Plus oczywiście trawienie podczas procesu anodowania także nada powierzchni dużo lepszy wygląd niż ta prezentowana na fotografiach. Jeszcze do zrobienia przyrząd mocujący karter w pozycji do roztoczenia otworu fi 16 H7 pod cylinder z jednoczesnym nacięciem gwintu zewnętrznego M20x1. I oprzyrządowanie do produkcji karterów Repliki Silnika SiM 2b będzie gotowe. Zapomniałem o napisie S/N 1 do chyba 67... Na konsolkach od spodu. Pomysł już jest ale dzisiaj zabrakło czasu.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
a ja na tym etapie to pojęcia nie mam. Myślę a właściwie jestem pewien że o gustach się nie dyskutuje.? W obudowach które projektuję i wykonuję z aluminium po anodowaniu poprawiłem czyli pogłębiłem stożkowe otwory na łeb śruby stożkowej. Idzie bez problemu i nie ma żadnych przeciwskazań do poprawienia wcześniej zrobionego na gotowo anodowanego karteru. Możemy poprawiać albo nie poprawiać. Jak poprawimy zostanie czyste na wierzchu aluminium dużo mniej odporne. I mechanicznie i chemicznie. A na koniec uwaga. Kartery odlane z aluminium nie będą anodowane bo zasadniczo takiego odlewniczego aluminium się nie anoduje. Próbowałem to słaby efekt na końcu wyszedł.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
dzięki Jackowi, bo po prostu powstał w międzyczasie pogłębiacz z wiertła o średnicy 6,6 mm. 6,6 tylko dlatego że jest miejsce na taką średnicę na konsolkach Repliki Silnika SiM 2b. jak widać, działa a dzięki że to wiertło ze starych zapasów o oznaczeniu HSS to na całą produkcję bez problemu mi wystarczy. pogłębiacz .mp4 -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
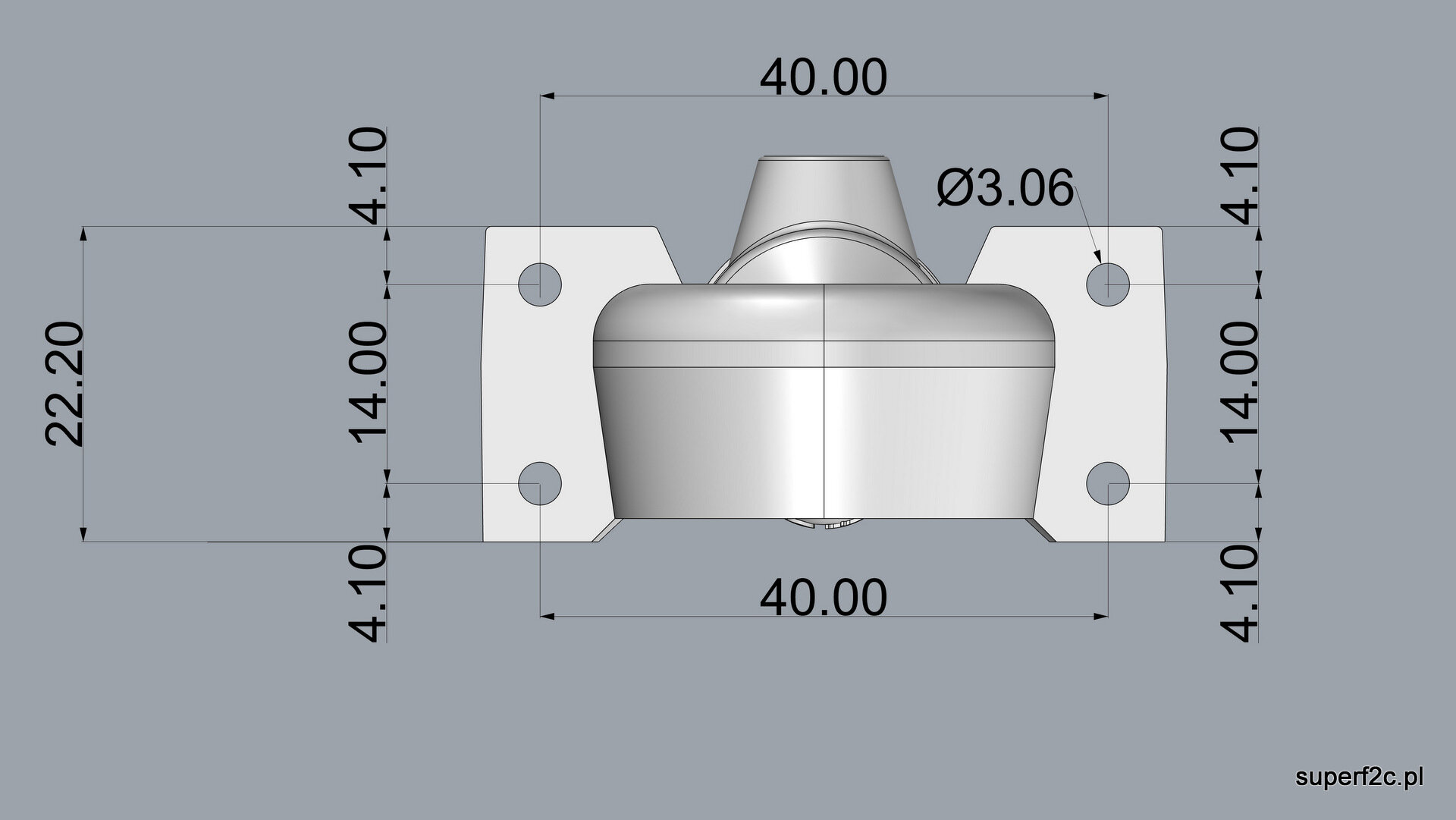
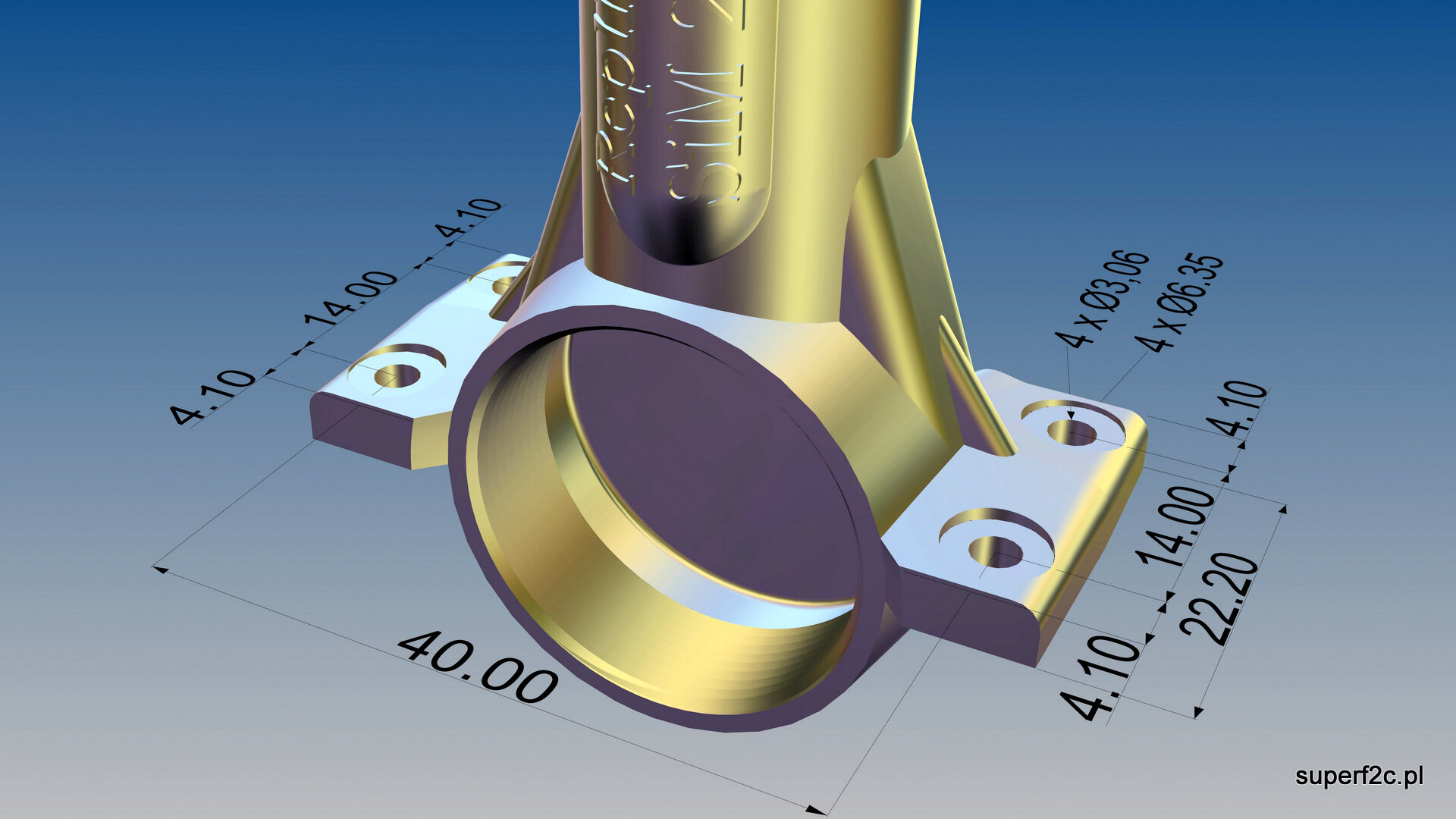
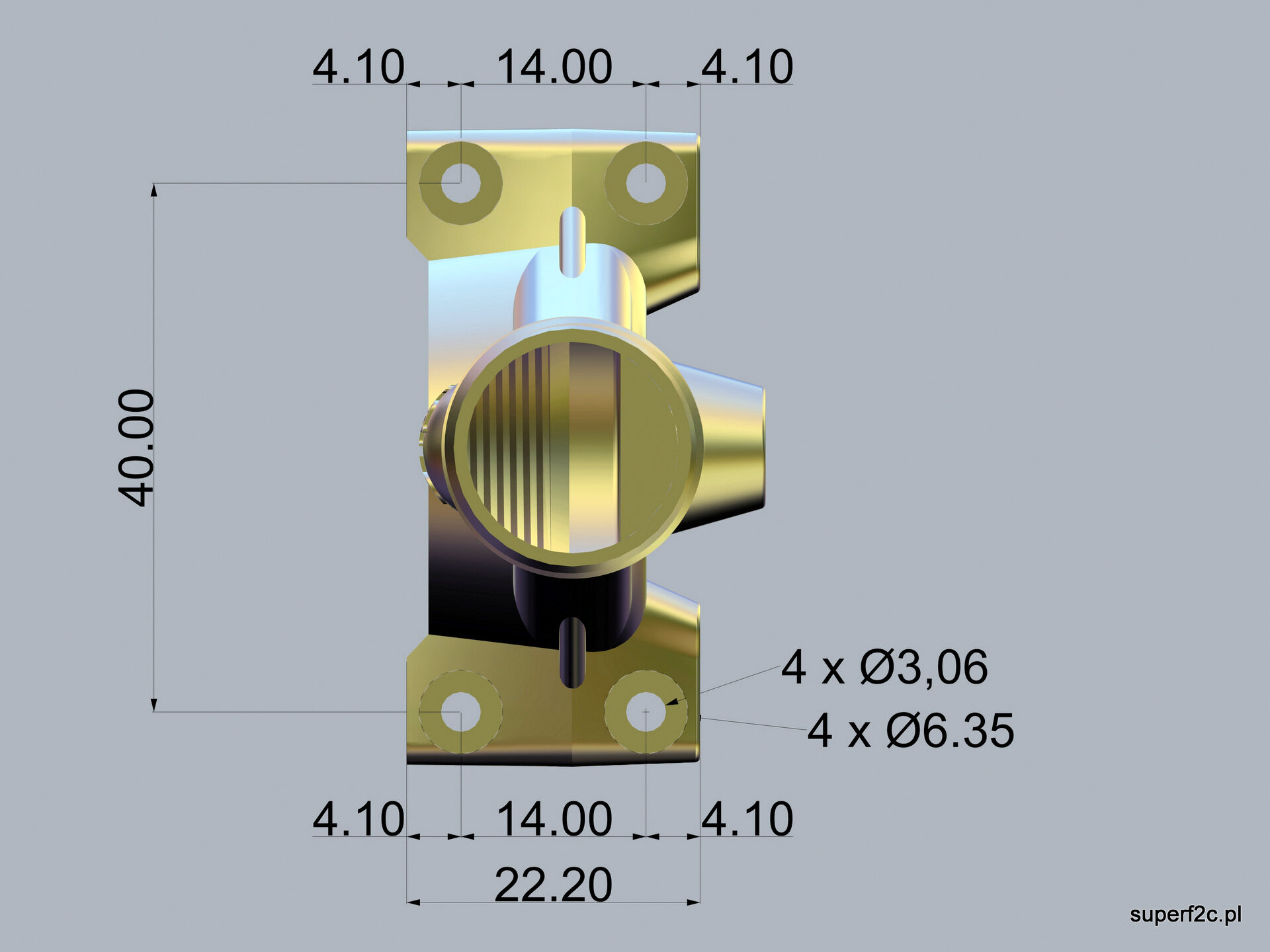
Ten silnik długo powstaje... I nic w tej sprawie zasadniczo niestety się nie zmieni. Choć, będąc złośliwym czekam na wiarygodne źródła ile powstaje... Na razie to dzięki Jackowi wiem co mam wykonać.? Rozstaw otworów fi 3,06 w konsolkach budzi moje zaufanie. oczywiście pogłębiacz średnicy 6,35 muszę albo kupić albo samemu wykonać co by docisk śruby był prawidłowy.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
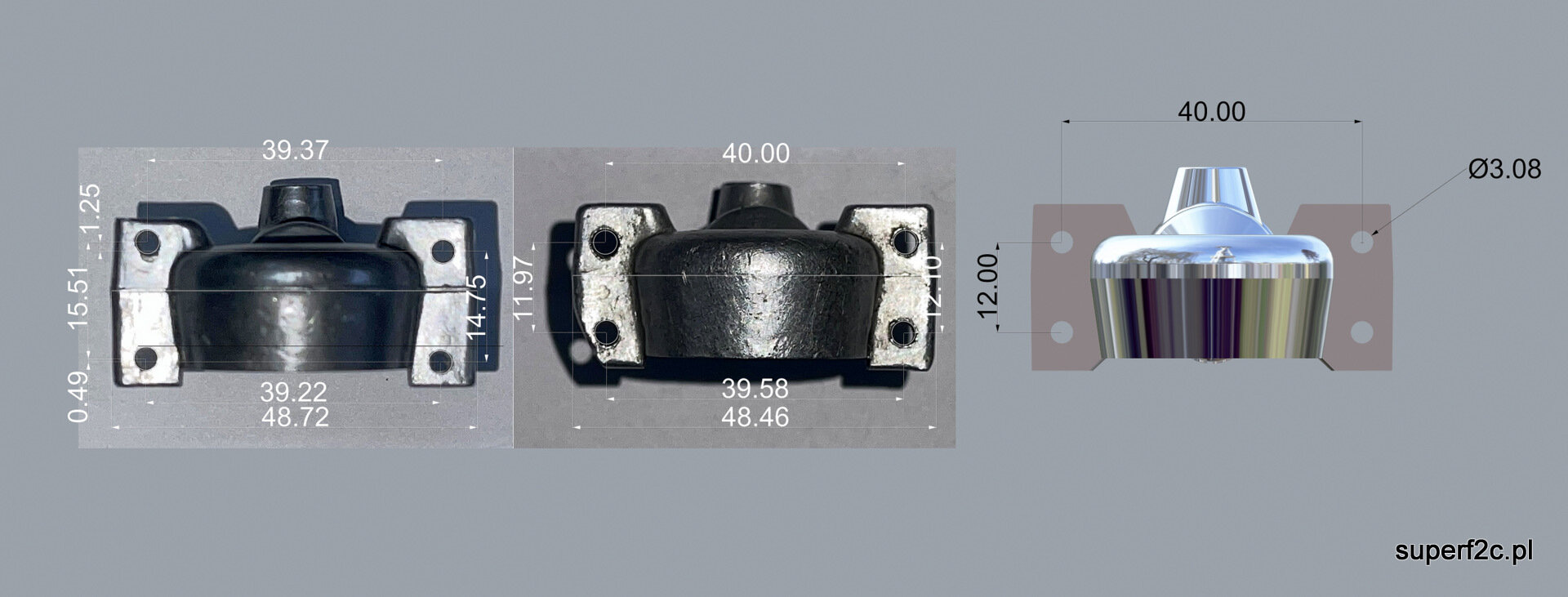
Oni mieli ewidentnie jedną kokilę a ja zrobiłem błąd w pomiarach i tyle.? Tak że jeszcze raz dziękuję Jacku za mobilizację do sprawdzenia o co chodzi. Aktualny rozstaw według projektu z przed trzech lat to 40 x 12 mm otworów fi 3,08 mm. Podobnie jak i konstruktor silnika SiM 2b (Michał Oldachowski) zmienię od razu na rozstaw 40 x 14 mm. Bo można i jest miejsce a przy trochę grubszych konsolkach przynajmniej na końcach plus płaski spód konsolki poprawi to stabilność mocowania silnika w modelu.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
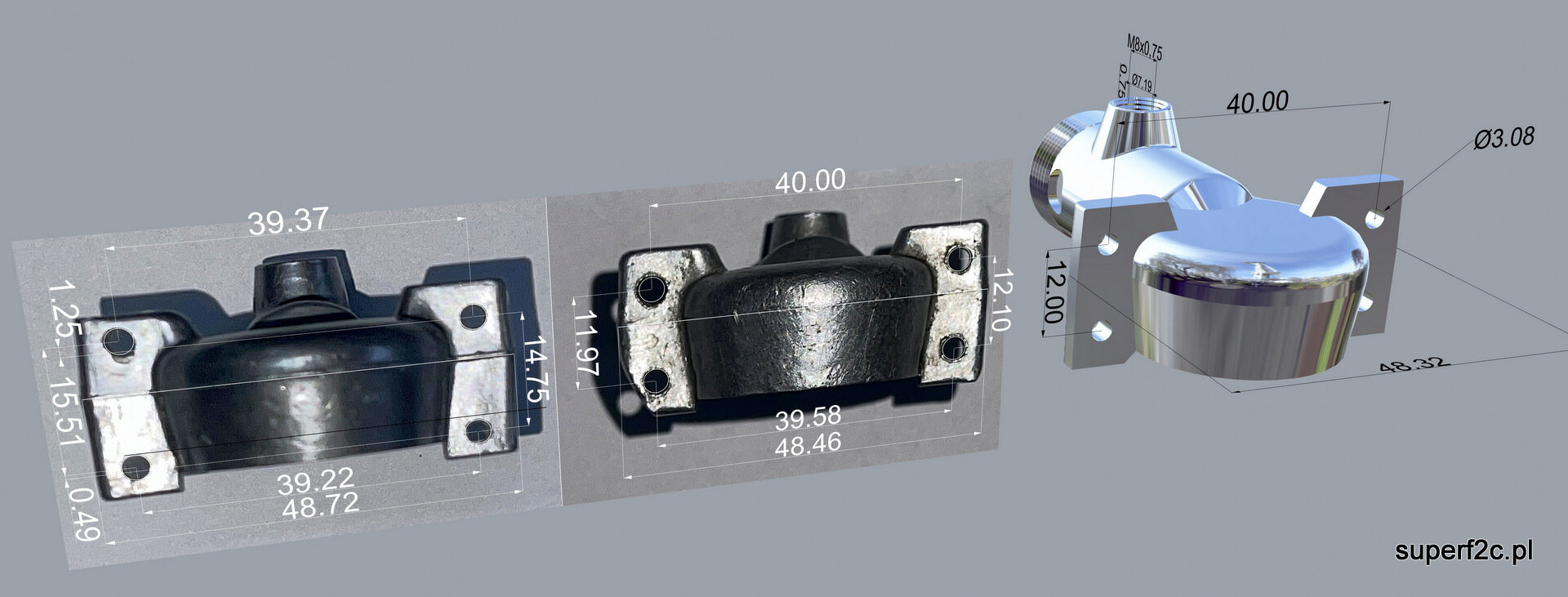
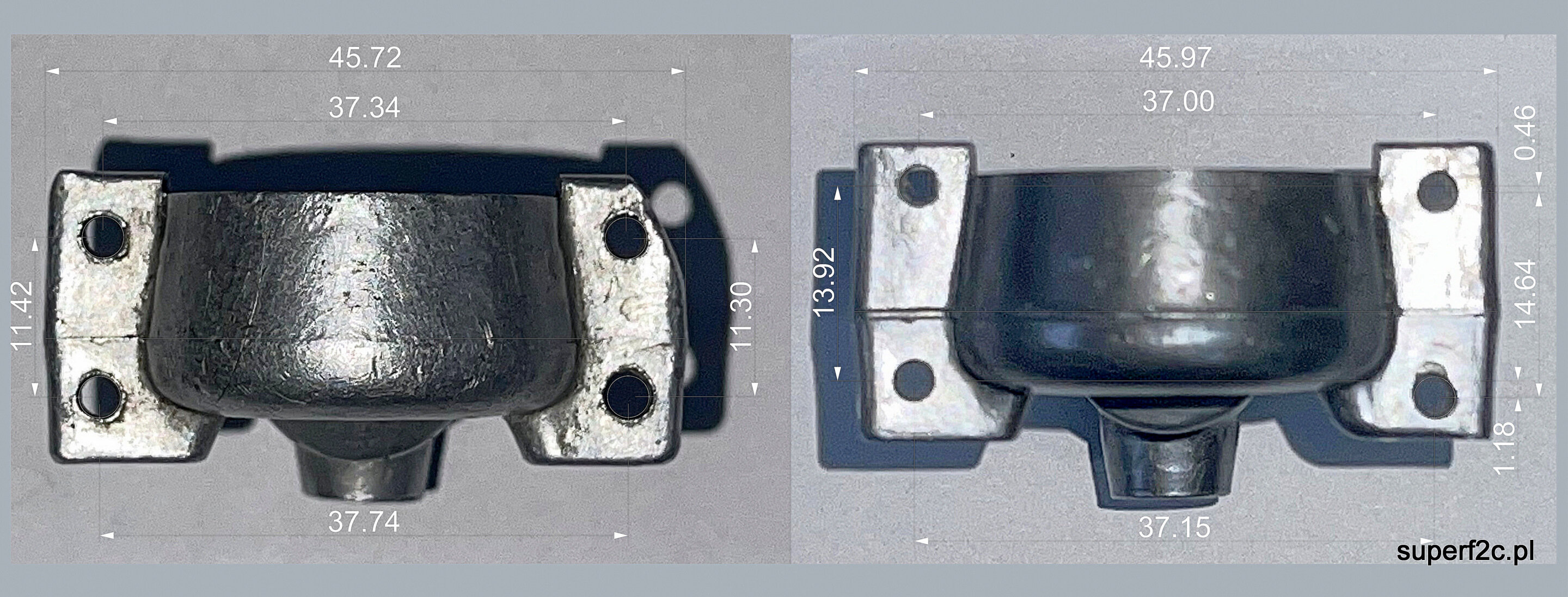
i tu kolejny drobny problem. Mam dwa egzemplarze silników SiM 2b o zmierzonym rozstawie otworów w konsolkach: na dzień dzisiejszy mój rozstaw otworów o średnicy ~3,08 mm będzie 37x 14 w osi konsolek.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
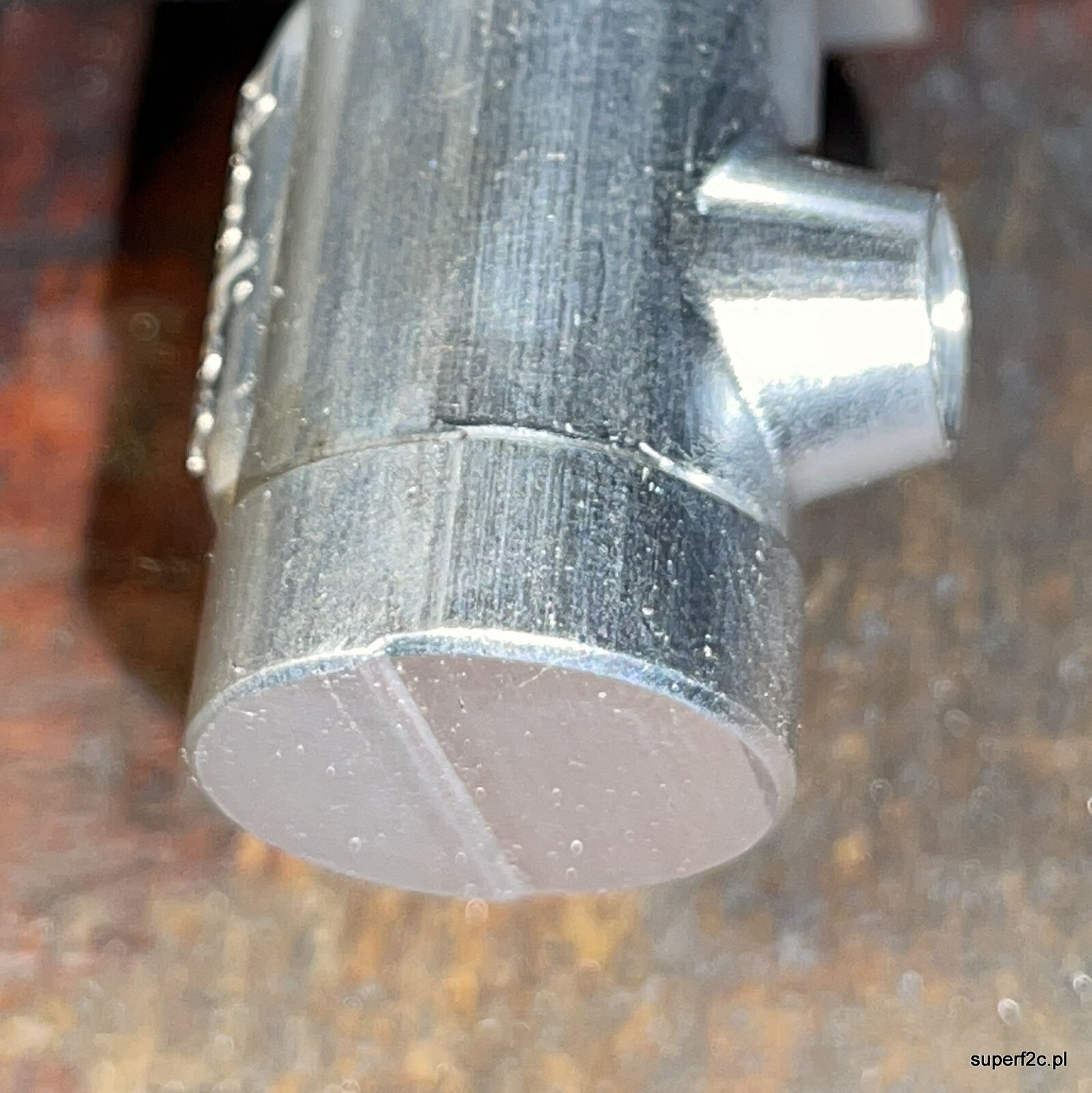
obróbka luźnym ścierniwem. W tym wypadku kulki szklane. Ale że nie mam czystych nowych tylko trochę zmieszanych z korundem to właśnie trochę za gruba widoczna faktura. Zamówię nowe to i efekt będzie zdecydowanie lepszy. Niemniej ten egzemplarz to cały czas oznaczony będzie numerem jeden. Na płaskiej części konsolek między otworami fi 3,08 mm na śruby do mocowania idealne miejsce na kolejną numerację każdego silnika.? na pewno miejsce pod podkładkę z glejowanej miedzi będzie podczas obróbki luźnym ścierniwem osłonięte. Teraz nie odkręcałem ze sztyfta technologicznego bo muszę wykonać na tej bazie cztery otwory w konsolkach. i na takim zbliżeniu widać dokładnie, że korund narozrabiał w jakości powierzchni.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
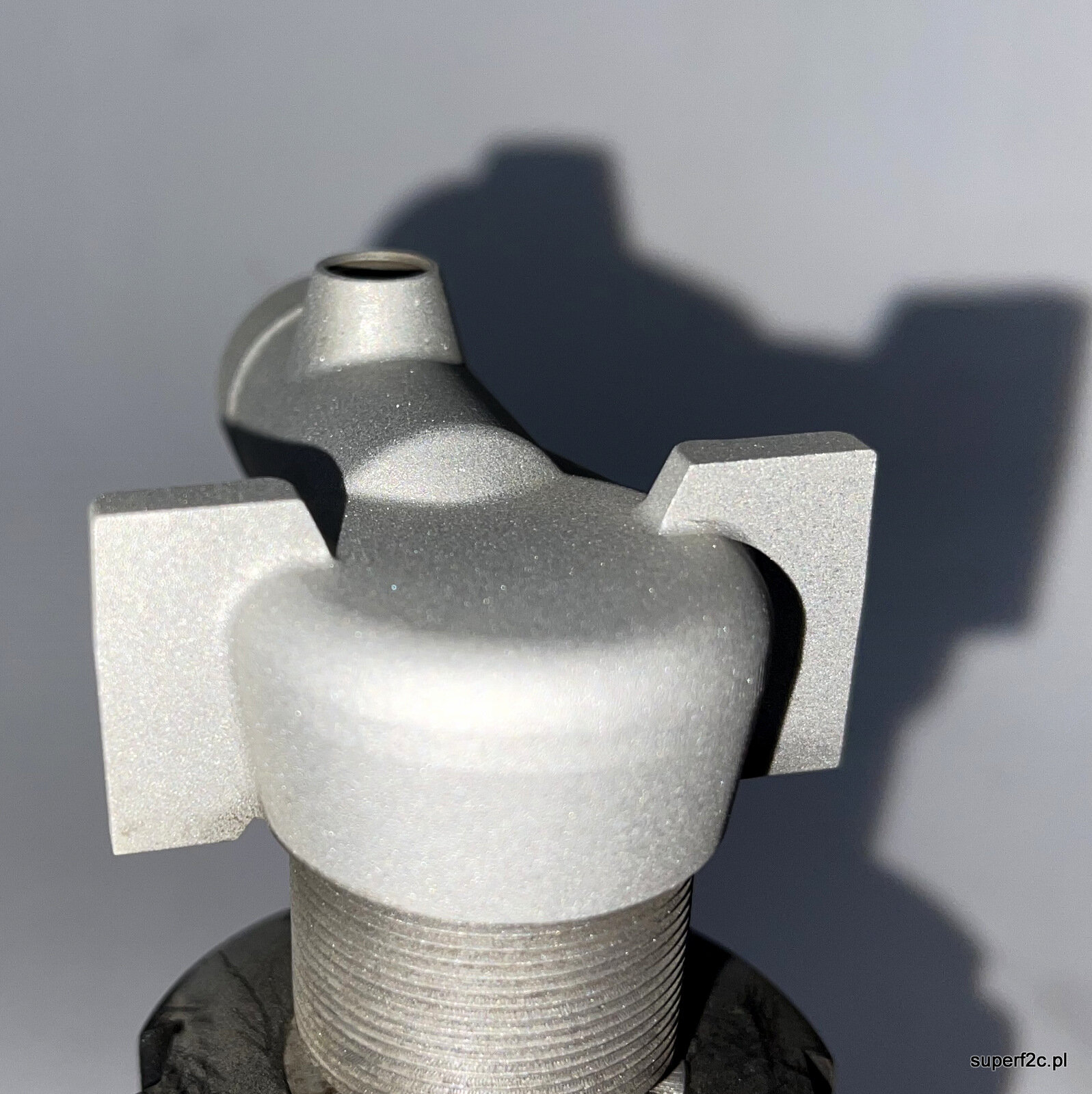
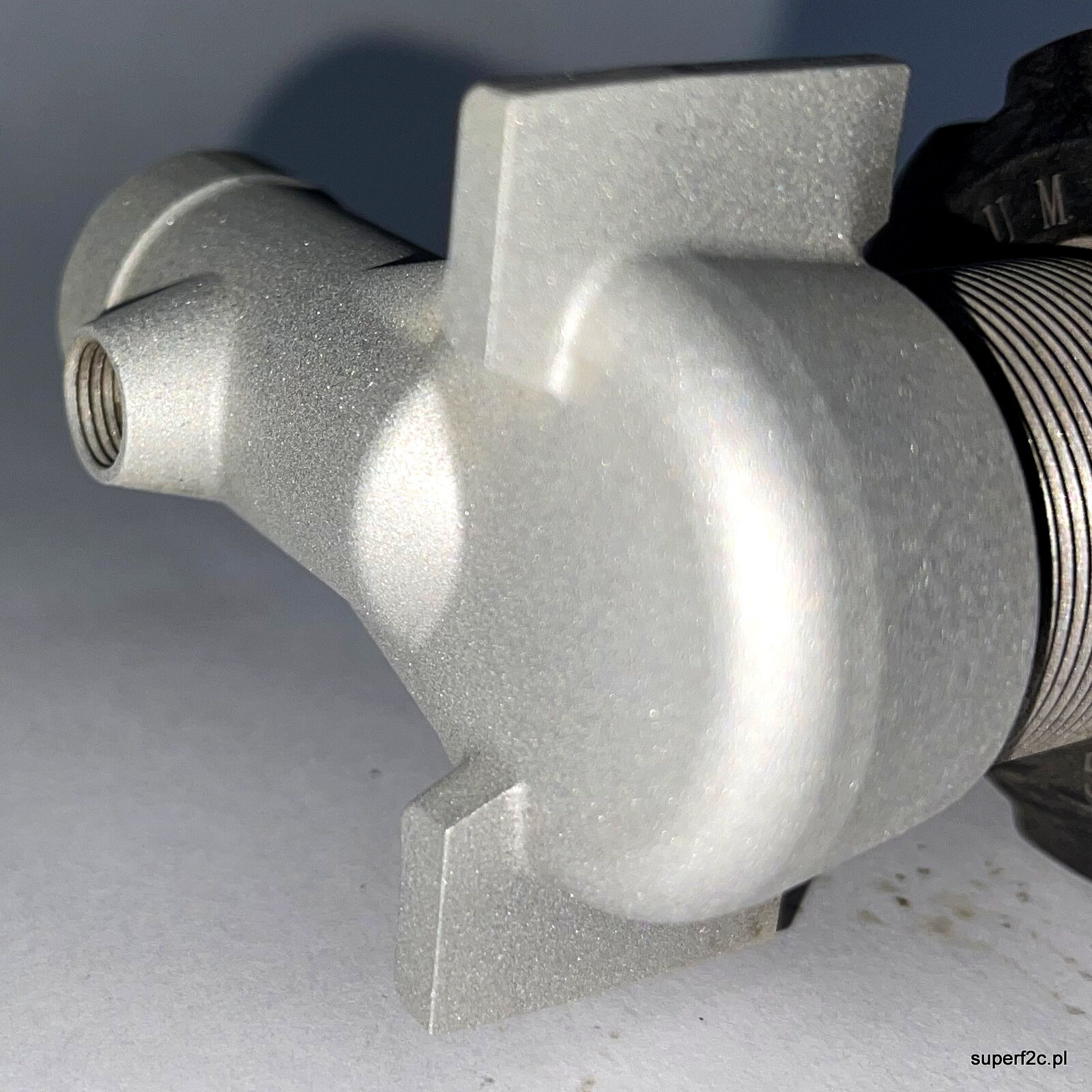
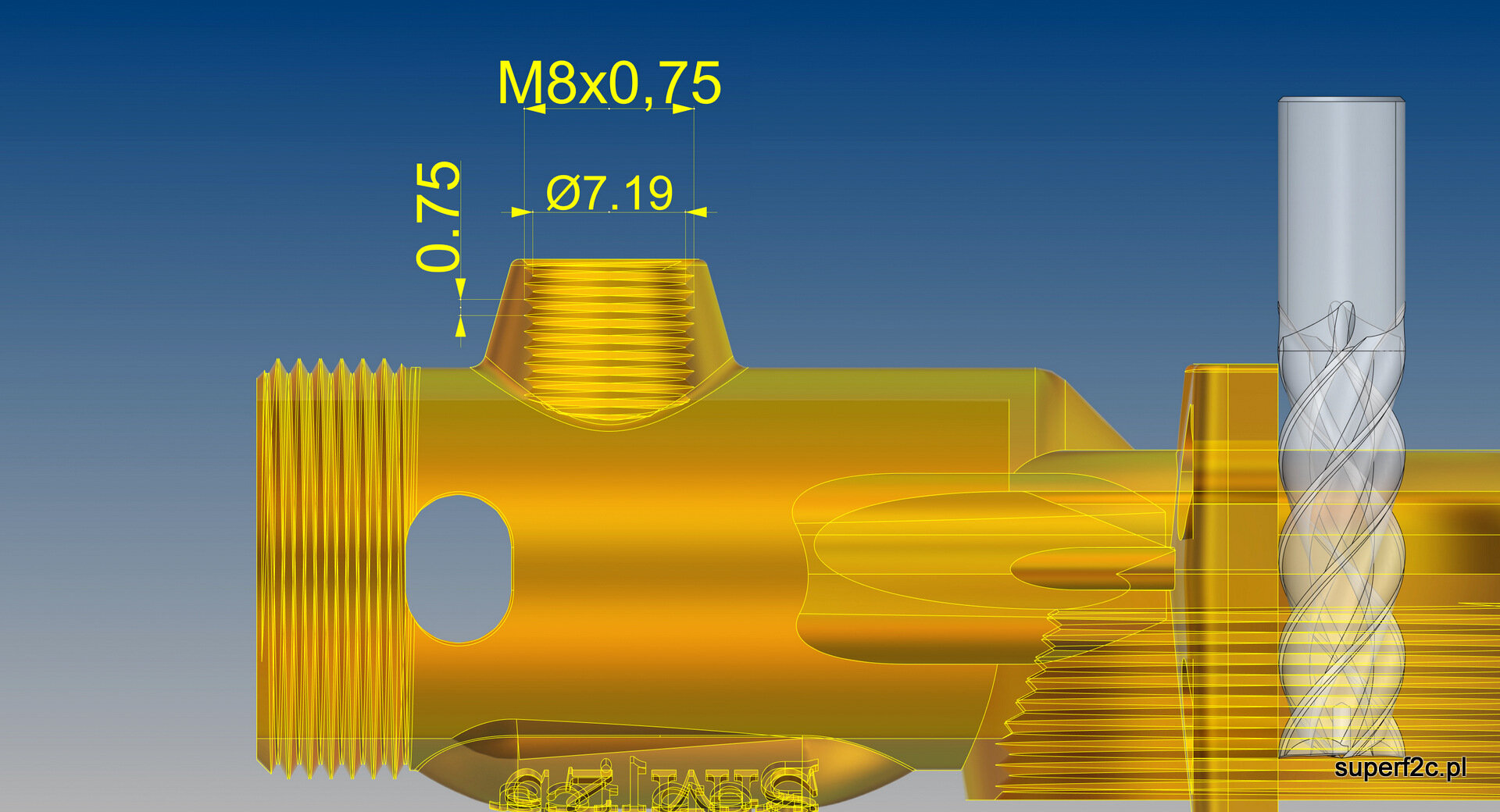
jeszcze jak widać daleko do pierwszej sztuki karteru Repliki Silnika SiM 2b na gotowo ale po dzisiejszym dniu jest coraz bliżej. Brakuje: 1 otwory w konsolkach. Tutaj mam jakieś nie pełne w milimetrach wymiary. Muszę to ponownie sprawdzić. 2 M20x1 3 otwór pasowany pod cylinder na odpowiednią głębokość inną niż w oryginale. Chyba inną, też to do sprawdzenia. 4 frezowany ale raczej drążony kanał płuczący. 5 obróbka powierzchni aluminium jakim jest anodowanie czy jak kto woli eloksalacja w celu utwardzenia powierzchni. Próbkę okazała się dobrze zrobiona i tam będę zlecał anodowanie. Replika SiM 2b karter.mp4 Gwint M8x0,75 powstał z rosyjskiego gwintownika. Stara dobra produkcja. Są pełne zwoje i jestem zadowolony z jakości tego gwintu. Oryginalny gwint na gaźniku o zewnętrznej średnicy gwintu 7,95 wkręca się bezluzowo. Oczywiście gwint na razie nie jest zrobiony do końca. Kończy się 0,6 mm przed otworem fi 16 pod cylinder. Ma to na celu zachowania ciągłości wióra przy roztaczaniu średnicy fi16 w tolerancji H7. na lewej konsolce widać dotykanie freza na powierzchni wykonanej w pierwszej operacji. Nie były większe niż drgania freza podczas zmiany kierunku pracy widoczne dokładnie na drugiej konsolce. Szukając bazy w niesymetrycznej części detalu konsolka obrobiona na gotowo jest dobrą bazą do dalszej pracy. to natomiast minięcie wynika tylko z tego że narysowałem różne naddatki na obróbkę przy wykonywaniu otworu fi16 H7 i gwintu M20x1. Po prostu będzie splanowane na rysunkową wysokość na tokarce OUS-1 gdzie mam drugą gitarę od dawna "nastrojoną", nastawioną na skok 1 mm.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
Modelarnia w Aninie otwarta jest dla każdego. Bo tego typu spotkania tylko rozwijają a na pewno inspirują do rozwijania swoich zainteresowań i realizacji marzeń nawet tych z dzieciństwa a w między czasie wykrystalizowanych do konkretnych działań. I często wizyta u kolegi w jego modelarni napędza do realnych działań. O niedoszłych teoretycznych mistrzach świata już kiedyś napisałem w poście z dnia 20181105. I jak widzę był i jest jak najbardziej to stwierdzenie aktualne... A frezarka robi swoją pracę dzięki czemu mogę spokojnie zająć się obcinaniem wypychaczy na stosowną długość w kokili do odlewania karteru Repliki Silnika SiM 2b VZUZ0265.MOV Tu pozwoliłem sobie wrzucić film z pełnej dostępnej dla mnie rozdzielczości czyli 4K 60 klatek na sekundę. Jak by były kłopoty z odtwarzaniem to na pewno wrócę do telewizyjnej rozdzielczości. -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
Rozumiem, że u Kolegi Leszka wreszcie etat dostanę co by jak 80 lat temu bez problemu czyli 24 godziny na dobę móc zając się budową replik modelarskich silników polskiej produkcji. Znałem osobiście wielu konstruktorów silników modelarskich i wiem na pewno co i jak się w tamtych czasach produkowało. W każdym przypadku mi znanym była to uboczna produkcja w zakładzie przemysłowym gdzie byli oddelegowani zaufani pracownicy na normalnym etacie. Rzeczy typowe były po prostu zlecane i czasami dzięki temu jak choćby partia wałów z wyglądu bardzo ładne po prostu przy czopie pękały bo powstały ze złego materiału. Kokila do wtrysku karteru? Sam widziałem w Pałacu Młodzieży w magazynie 307 gdzie kawał mela robił za kowadło. A stało to na stole, taborecie aż zniknęło. Co do komputerów i CNC. To tylko ułatwia pracę w moim przypadku gdzie trzeba wykonać kilkadziesiąt sztuk na raz. Jak chyba na wielu fotografiach widać używam także konwencjonalnych maszyn jak wielu innych modelarzy. Jak wielu innych modelarzy i ja wprowadziłem technologie CAD/CAM do swojej pracy. Bo inaczej się nie da myśląc o bardziej masowej produkcji. "80 lat temu robiono to szybciej bez komputerow i cnc" jakieś konkrety? Ja służę: chyba jasno i konkretnie opisane gdzie i co produkowano a choćby PZL (wtedy WSK) Mielec trochę są większe od parometrowej mojej prywatnej modelarni w Aninie... silniki "CEZAS" powstawały w Warszawskich Zakładach Mechanicznych numer 2 w grupie modelarzy czynnych których każdego znałem osobiście. wtedy miałem w ręku trzymany przez Janka silniczek ale mnie fascynowały Super Tigre czy MVVS a nie panewkowy silniczek. Dzisiaj właśnie czekam na zakupiony na Ebay-u: w cenie? Rynkowej. Wylicytowanej na aukcji.? Kolega Leszek zadał pytanie: "Czemu ten post sluzy? Promocji twojej firmy?" Jeśli już to marki którą się buduje latami solidnej pracy. Oczywiście życzę Ci miłej pogodnej niedzieli którą ja jak zwykle od trzech lat spędzam przy budowie Repliki Silnika SiM 2b.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
żaden opis nie zastąpi zwyczajnych fotografii a tym bardziej filmu: druga strona.mp4 -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
Zdążyłem ustawić równoległości akceptowalne w tym przypadku dla mnie. Tak to wygląda jak na zamieszczonym filmie. W solidnym imadle zacisnąłem ER32 a następnie dokręciłem kluczem 50 gwint M26x1. Luzuję ER32 i przeniosłem to wszystko na swoją frezarkę gdzie dokonałem ustawień równoległości. Podparłem się dodatkowo szczelinomierzem grubości 0,02 mm co by zachować równoległość. Całkiem nieźle udało się ustawić.? ustawianie zera.mp4 -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
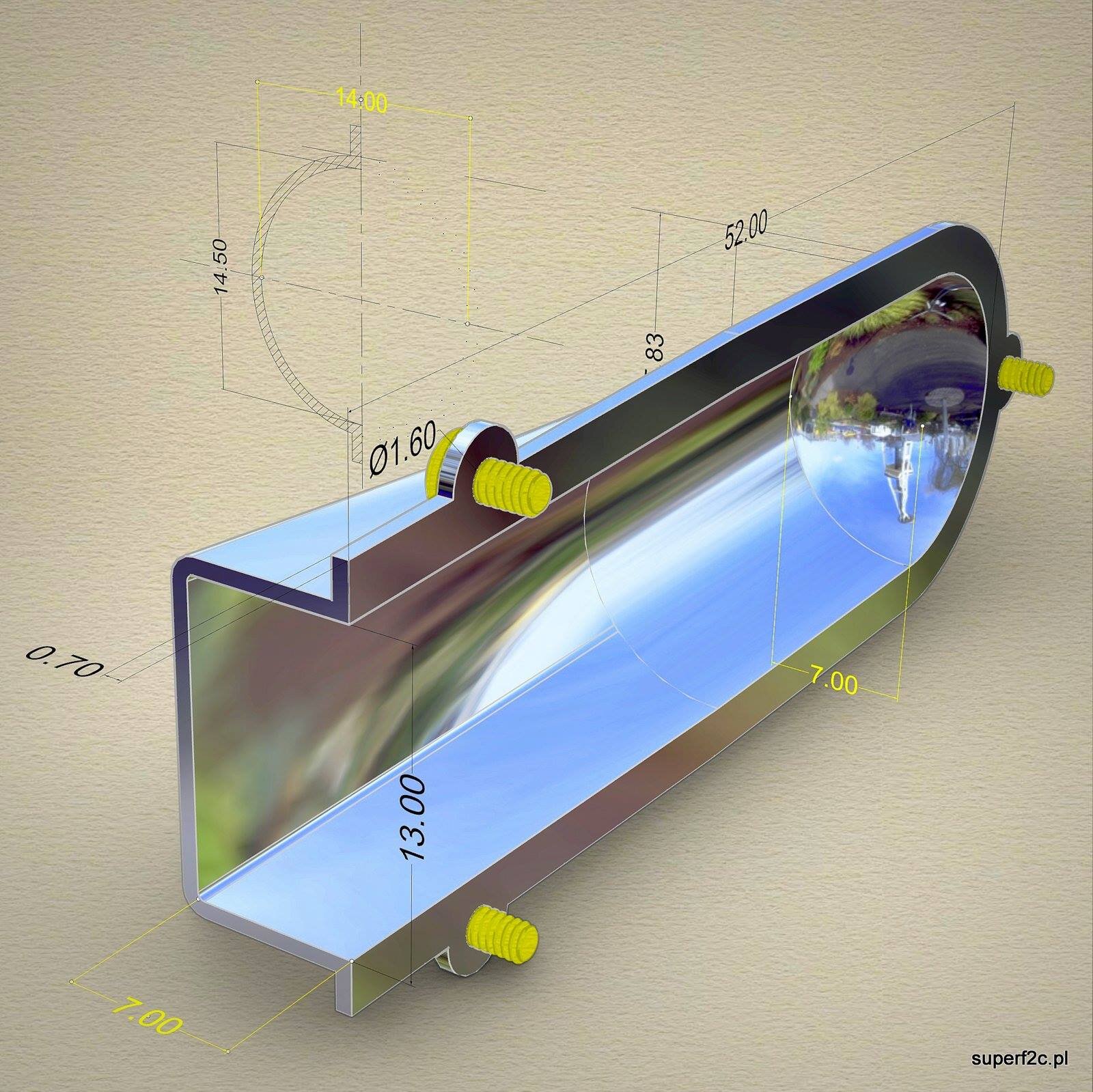
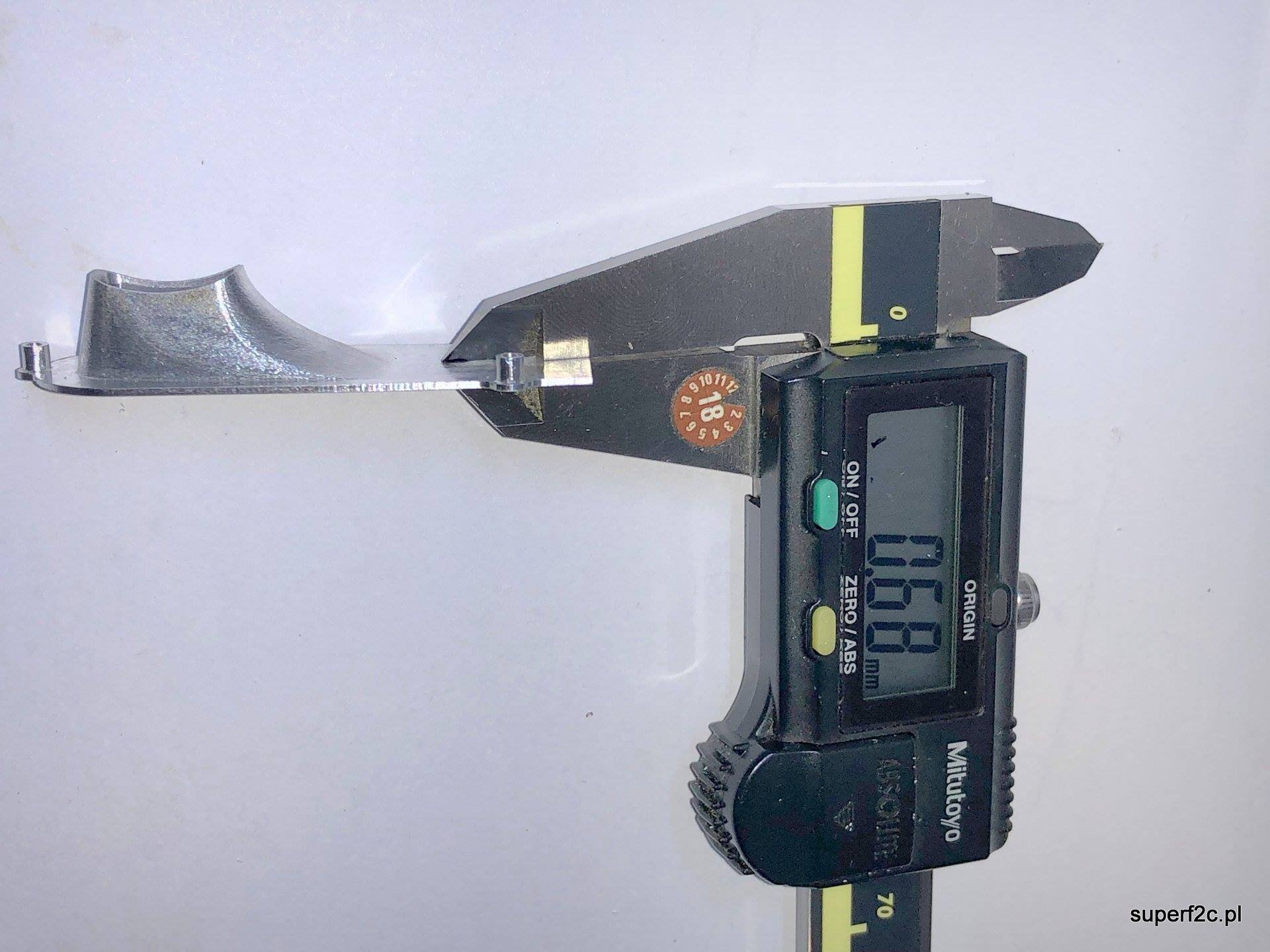
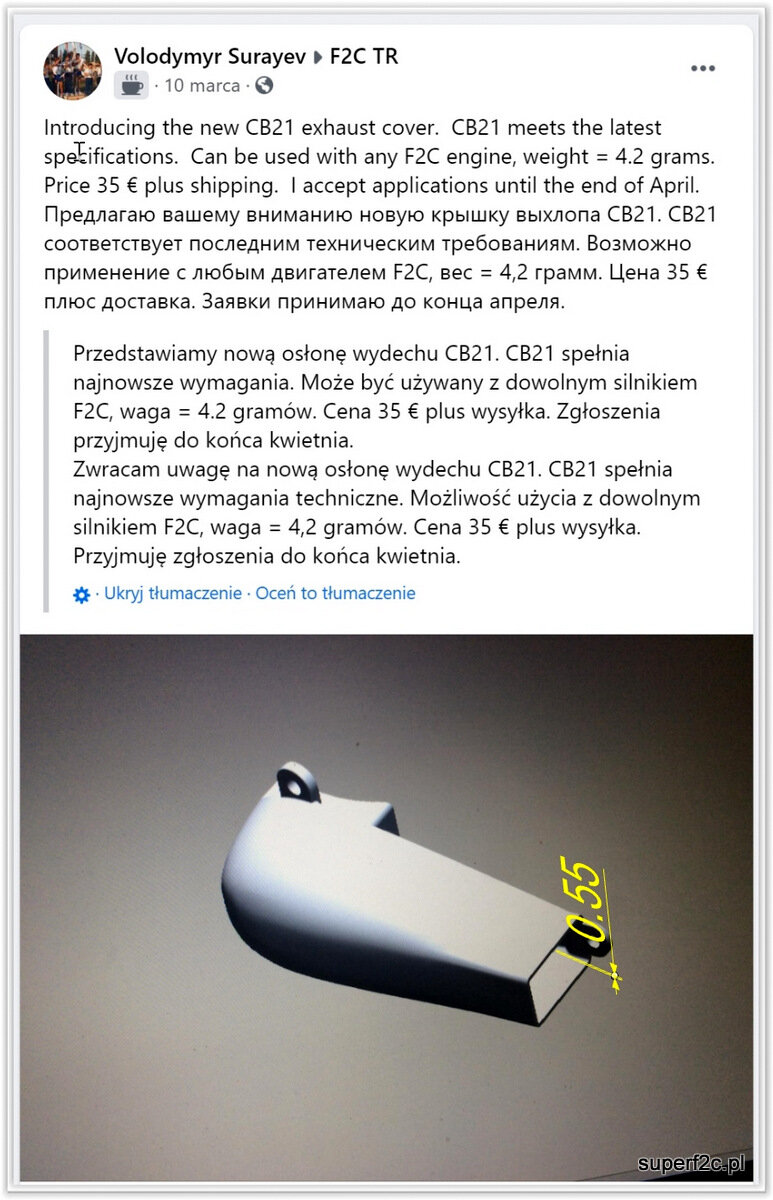
Odlewy piaskowe, bardziej dokładne w masie formierskiej przy-modelowej czy ceramicznej na bazie traconego wosku były, są i na pewno będą. Ja zdecydowanie namawiam do po prostu realizacji swoich marzeń. I na pewno bardzo dużo rzeczy modelarze kiedyś odlewali ale zawsze jest bariera wytrzymałości ze względu na grubość czyli lekkość konstrukcji. Moje aktualne przykłady cienkościennych produkcji: od projektu grubość różni się o 0,02 mm ale po stwierdzeniu że i tak jest mocne, "0" ustawiałem jeszcze niżej robiąc ostatecznie grubość około 0,62-0,64 mm. Kontrola jakości ? i najbardziej realna ogólnodostępna już technologia. Jeden element. U mnie były dwa plus trzy łączące śrubki M1,6 i grubość zgodna z projektem. 0,55 mm. Wszystko w opisie do zdjęcia. Inne elementy do F2C także powstają w tej technologii co powoduje o kolejne gramy zmniejszenie masy modelu !!!
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
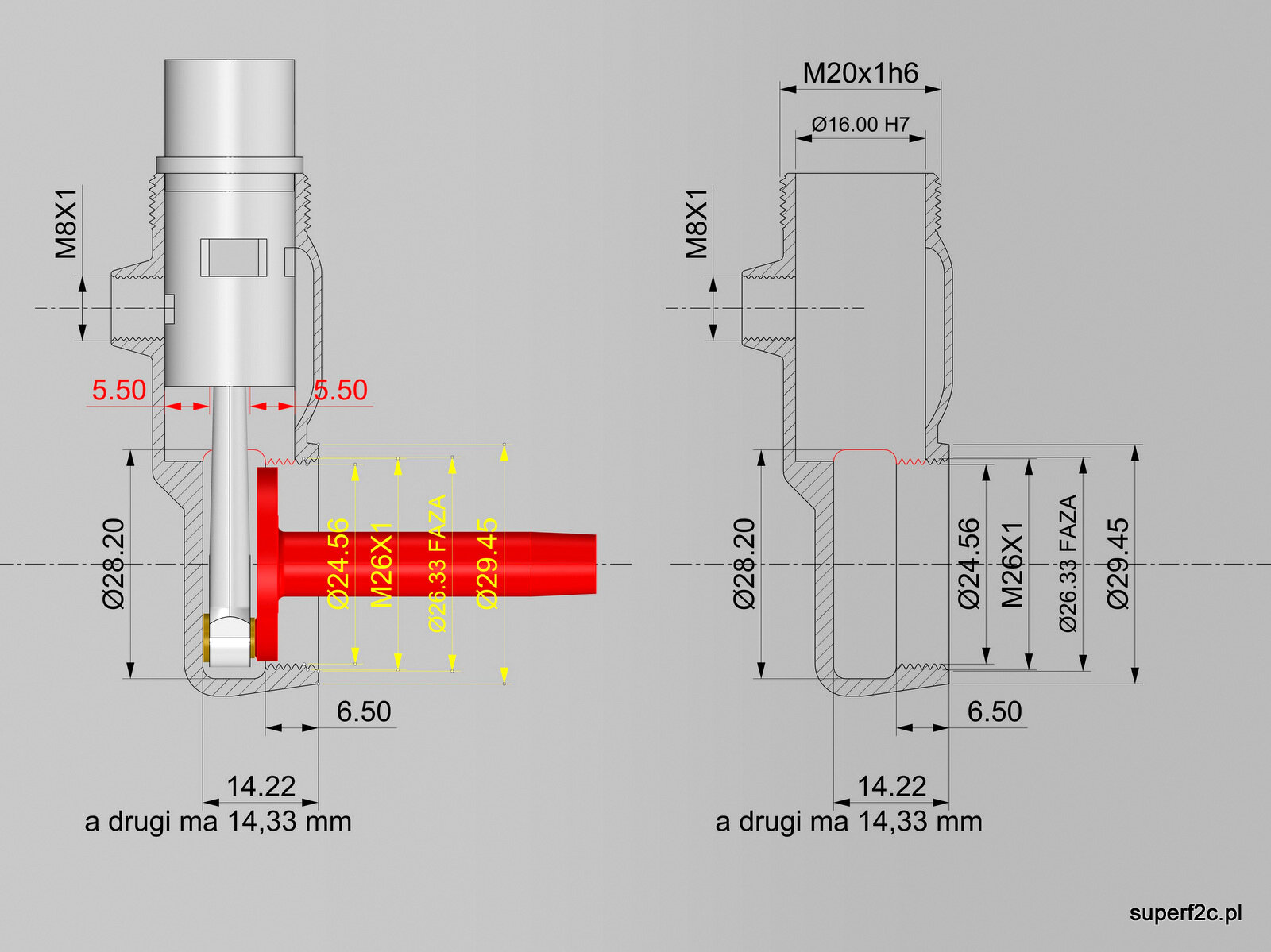
Kolejna modyfikacja dokumentacji po wykonaniu dwóch karterów według oryginału, ale... przy tuningu (a teraz przy budowie Repliki Silnika SiM 2b) należało zmniejszyć szkodliwą pojemność skrzyni korbowej. Po prostu chodzi o wielkość ciśnienia przetłaczającej mieszankę paliwowo-powietrzną ze skrzyni korbowej do cylindra. I to ciśnienie jest tym większe, im mniejsza jest proporcja między pojemnością (szkodliwą) skrzyni korbowej do pojemności silnika. I chyba to już ostateczne częściowe rysunki wykonawcze do pełnej dokumentacji Repliki Silnika SiM 2b.