f2cmariusz
-
Postów
786 -
Rejestracja
-
Ostatnia wizyta
-
Wygrane w rankingu
50
Treść opublikowana przez f2cmariusz
-
chciałem tylko poprawić stwierdzenie że w wyścigu F2C lata się na drutach. Można latać na drutach ale na plecionkach jest co najmniej 0,2 do 0,3 sekundy szybciej na 10 okrążeń na treningu gdy latamy samemu. Co w wyścigu na 10 km może oznaczać trochę więcej niż dwie czy trzy sekundy zysku.
-
Tak dla przypomnienia: Współczesny model kategorii F2A podczas startu. A dokładnie pokazany w chwili opuszczenia wózka startowego. Który się wyczepia automatycznie w chwili pojawienia się stosownej prędkości. A wtedy pojawia się stosowna siła nośna podnosząca model z wózkiem odbezpieczające zamknięcie blokujące model w odpowiedniej pozycji startowej w wózku startowym. Na ten temat zdecydowanie lepiej i więcej Paweł może opowie. A po prawej stronie (modelu) w tym modelu widać silnik a dalej prawe usterzenie poziome ze sterem wysokości.(nie widocznym na tej fotografii). nawiązując do "Rewelacyjnej roboty !". Znalezione niedawno w necie praca wzbudzająca mój podziw. Jakość wykończenia godna naśladowania !!!

-
przyciera i się uruchamia? Tak ma silnik samozapłonowy typu AAC ze zintegrowaną głowicą.
-
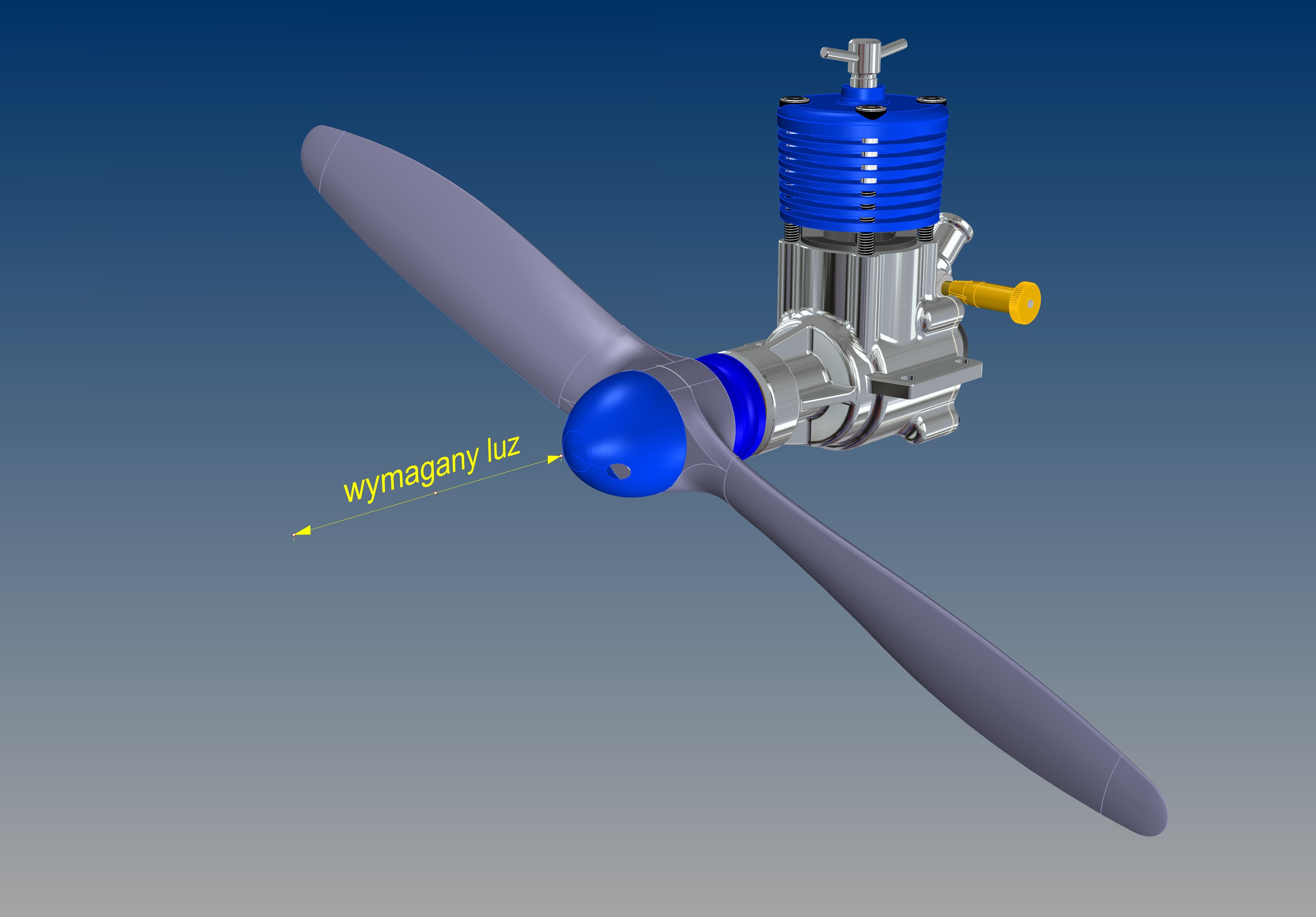
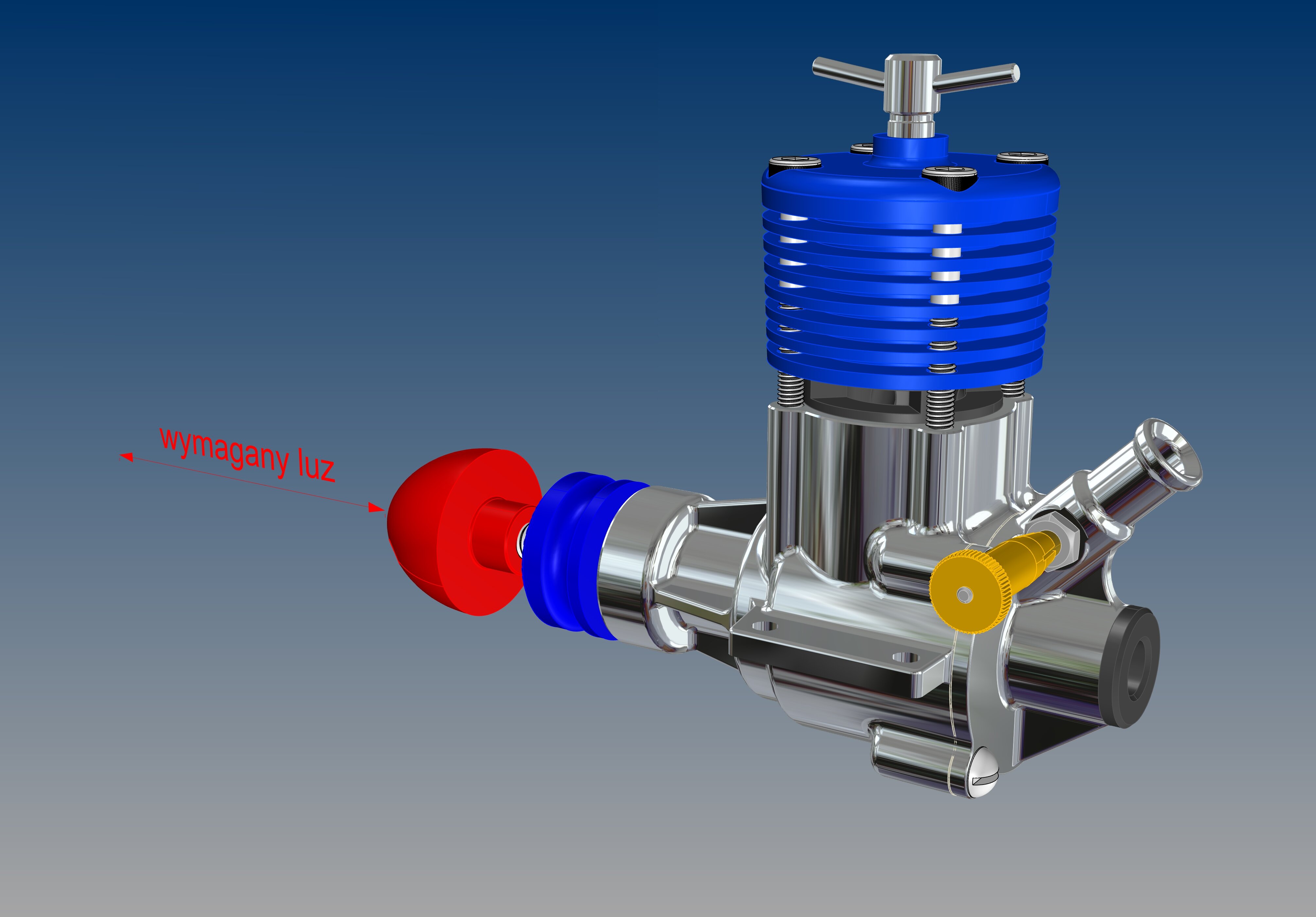
czy wyczyn czy najzwyklejszy silnik modelarski luz wzdłużny na wale jest niezbędny w szczególności jak występują w konstrukcji silnika materiały o różnym współczynniku rozszerzalności. Ile konkretnie? Najprościej odpowiem: taki ma być na zimnym silniku aby bezpośrednio po zakończonej pracy ten luz wzdłużny był dalej wyczuwalny. Wspomnę jeszcze o pasowaniach i bieżni wewnętrznych do wału jak i bieżni zewnętrznych do korpusu z aluminium. Musi być ciasno. Musi bo zapobiega to obracaniu się bieżni w obudowie czy na wale a to oznacza mniejsze grzanie się samego silnika podczas pracy czy wyczynowej zawodniczej czy czysto rekreacyjnej. Po prostu można wyjąć podkładki zwiększając kompresję czy dokręcić śrubę kompresyjną w samozapłonie jak na moim rysunku.
-
ja tylko zamieszczę jeden film z bardzo charakterystycznymi odgłosami świeżo zmontowanego silnika (Pary AAC) wymagającego pierwszego uruchomienia przed lotem. Wojtek pierwsze uruchomienie.mp4
-
tego typu rozwiązania są najprostsze i czasami najskuteczniejsze. I jak jeszcze nie zostaje ślad na detalu to nic innego lepszego nie ma. Niemniej ja z racji częstych i na dodatek pilnych napraw przy samochodach mam zakupione wcześniej urządzenia pomagające w demontażach. to akurat zdjęcie z netu. Ale występują trzy wielkości które ułatwiają pracę. w lekkim zbliżeniu. Szczęki były dopasowane do fazy-promienia na zewnętrznej bieżni łożyska. Ale po wstępnym napięciu ściągacza nawet śladu nie widzę aby ten ściągacz pracował. Obok tuleje cylindrowe do Repliki Silnika SiM 2b świeżo po frezowaniu kanałów płuczących na tle odpadu po wycięciu aluminiowego trzymacza żeliwnego czy mosiężnego docieraka do tłoków Repliki Silnika SiM 2b.
-
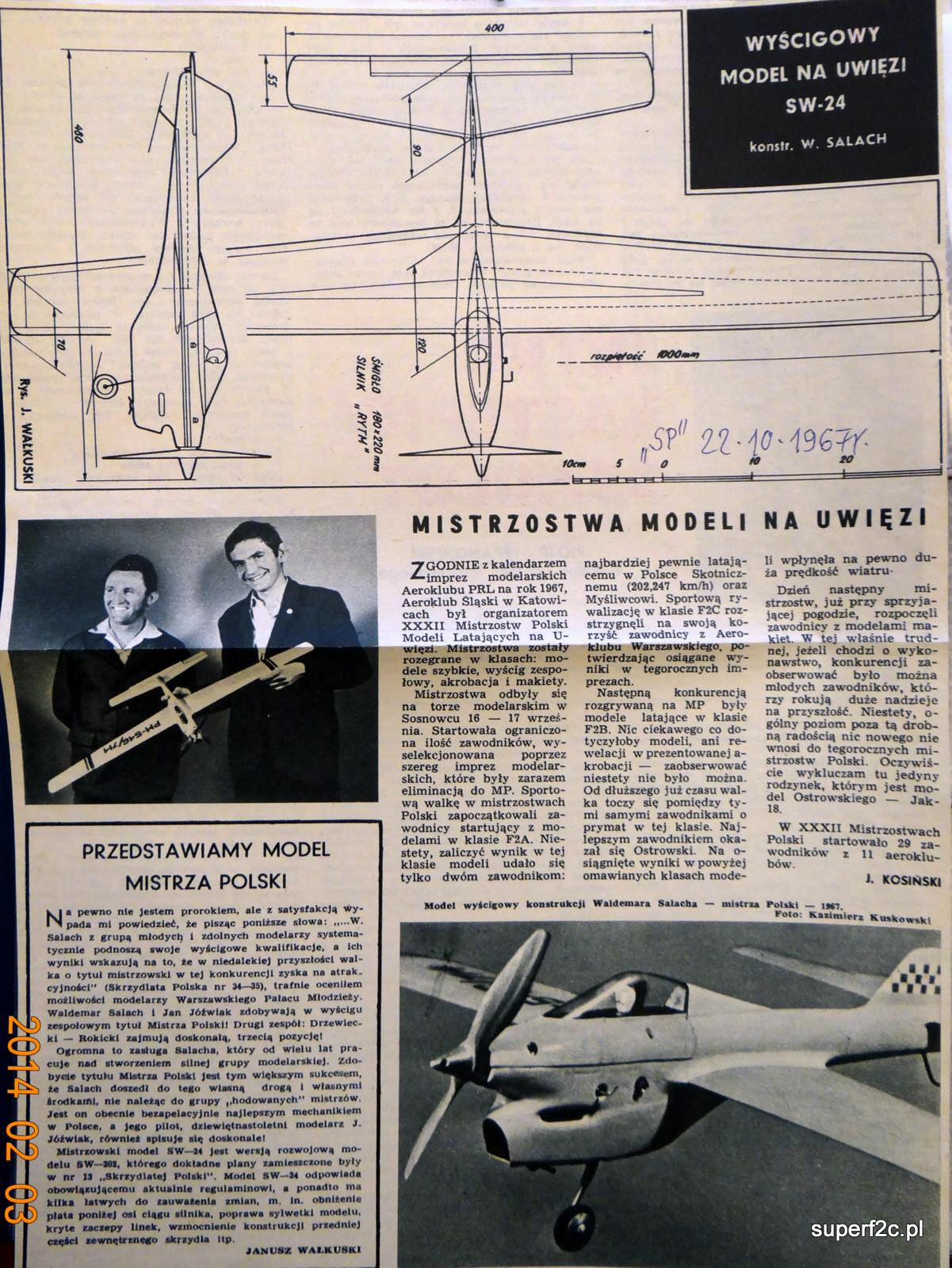
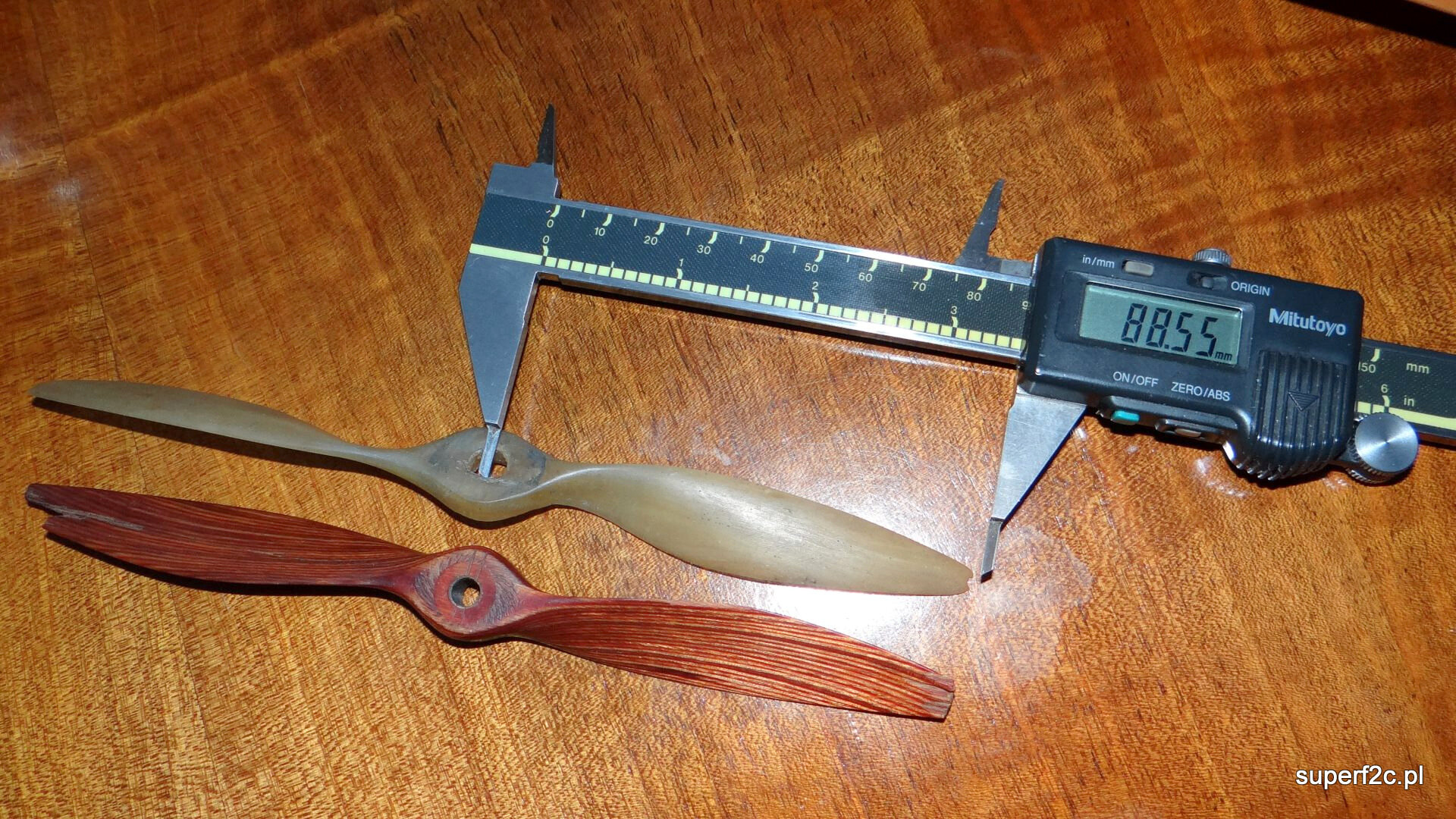
silnik Rytm z poprawionymi także łożyskami. Z przodu pierścień stalowy gwarantujący ciasne osadzenie przedniego łożyska. A nie jak ktoś sugerował że suwliwie osadzamy łóżyska. spiłowana częściowo głowica bo silnik się przechładzał w locie. Jurek Kosiński napisał do Skrzydlatej Polski artykuł. a tak wyglądają mistrzowskie śmigła z tego modelu. Przy czym to na dole wykonana no ze sklejki "DELTA" a to wyżej to już technologia na bazie Epidianu 5 !!! Plus samemu dodawane plastyfikatory. Różne w zależności co kto skombinował i co było modne czy na Topie !!!
-
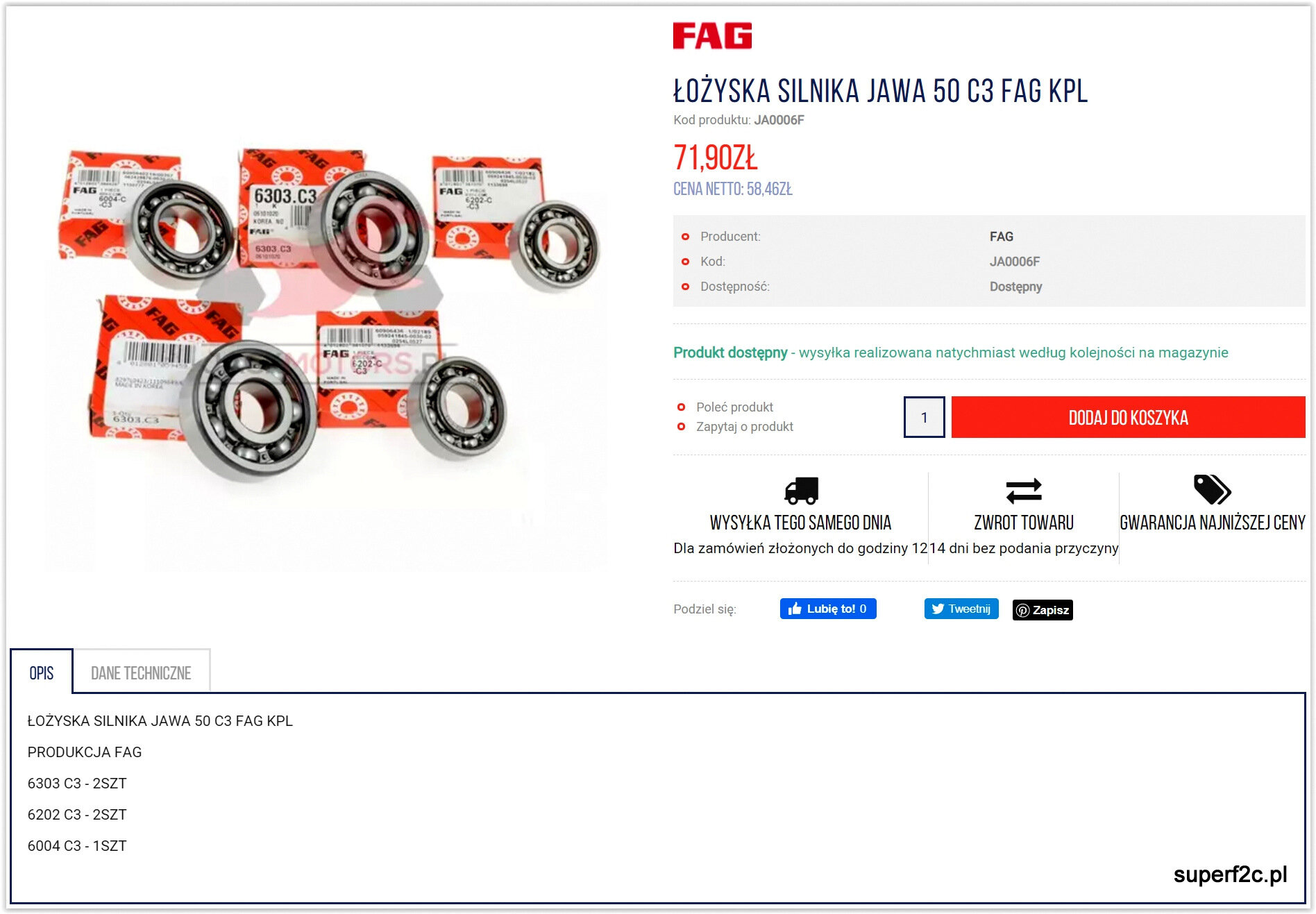
Pierwszy raz z łożyskami o luzie C3 miałem do czynienia jak dużo starsi koledzy składali silnik Jawa 50. Jak sprawdzam w necie dalej bez problemu można kupić tego typu łożyska: Czy to jest wyczyn? Drugi raz utrwalił i przede wszystkim powiedział co to są łożyska z powiększonym luzem o oznaczeniu C3 był Waldemar Salach i Jan Rosiński. Popularny wtedy i dzisiaj Silnik Rytm modernizowany przez Waldemara Salacha polegał na dobraniu luzu łożyskowego na wale korbowym na zimno jak i na ciepło. Na ciepło i na zimno przy karterze aluminiowym i stalowym wale luz nominalny łożysk bez oznaczenia C3 wychodzi poza zakres różnicy rozszerzalności stali i aluminium. Stąd potrzeba łożysk z powiększonym luzem wzdłużnym. To rzeczywiście był już wyczyn bo moi starsi koledzy tym silnikiem zdobyli Mistrzostwo Polski
-
Cięcie Biax-em w mojej praktyce samochodowej to najnormalniejsza, normalna praktyka demontażu nie tylko łożysk. Bo przeważnie jest zużyte albo już dostaliśmy się tam i po prostu wymieniamy bo koszt łożyska nijak się ma do robocizny jak by przyszło specjalnie to robić. W tym przypadku mam pytanie czy nowe łożysko będące zabudowane w aluminiowej obudowie to: - Łożyska z powiększonymi luzami C3, C4, C5 - Łożyska o lepszej konstrukcji koszyków - Wyższe dokładności wykonania łożysk P0 (normalna) dalej P6, P5, P4 Może to specjalnie w popularnym silniczku nie ma za dużego znaczenia ale warto wiedzieć, choćby co to jest powiększony luz na przykład C3 i dlaczego jest to istotne w zabudowie w aluminiowy karter.
-

Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
Ale nikt nie powiedział że nie będzie Twoich inicjałów na gotowej Replice Silnika SiM 2b.? W dobie znakowarki laserowej naprawdę to parę minut głównie przy opracowaniu graficznego projektu w wersji wektorowej a nie rastrowej bo to przeważnie słabo wychodzi. Przynajmniej mi. ? cięcie 3.mp4 Więcej elementów do docieraka z aluminium nie będę wycinał bo mając trzy muszę sprawdzić działanie ich w praktyce. -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
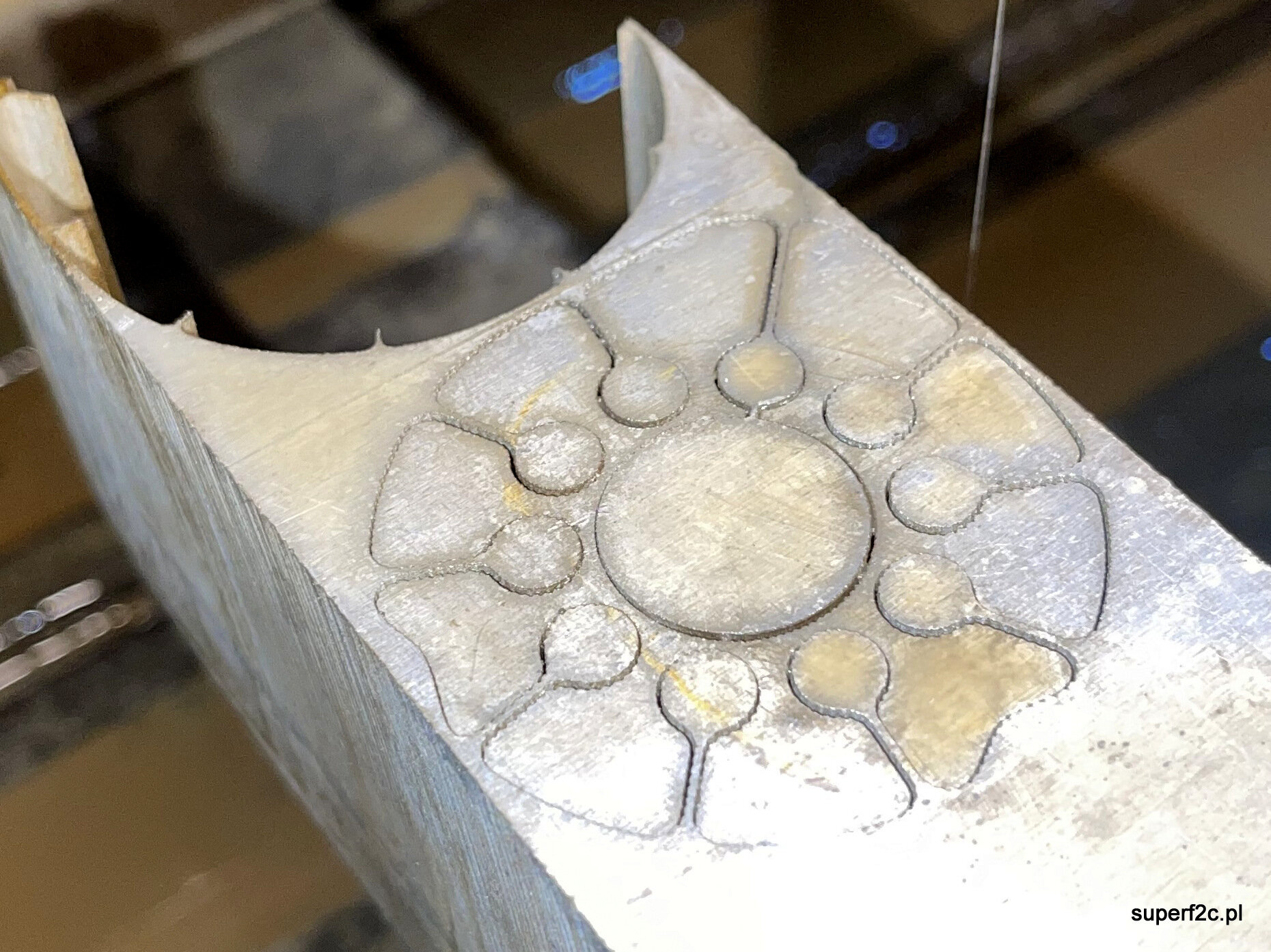
przebudowa i nowa zabudowa idzie w najlepsze. Jest to czas na zrobienie porządku. Czyli pogrupowania wykonanych detali i elementów do Repliki Silnika SiM 2b. Inwentaryzacja z natury. I widzę że jeszcze trochę do sukcesu zostało... Niemniej samo się wycięło i powstała następna obudowa aluminiowa do docieraka. Docierak do obróbki wykańczającej tłoka gdzie musi być parę sztuk docieraków pobrudzonych różnymi gradacjami pasty do docierania. Niekoniecznie diamentowej. widać dość duże parametry obróbki. Ale to cel zamierzony co by lepiej w ręku "leżał" porównanie dwóch. widać większą szczelinę co by odpad sam siebie trzymał i nie powodował problemów podczas wycinania. Typowy odpad w jednym kawałku po wycinaniu drutem na elektroerozyjnej wycinarce drutowej molibdenowym o grubości 0,18 mm.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
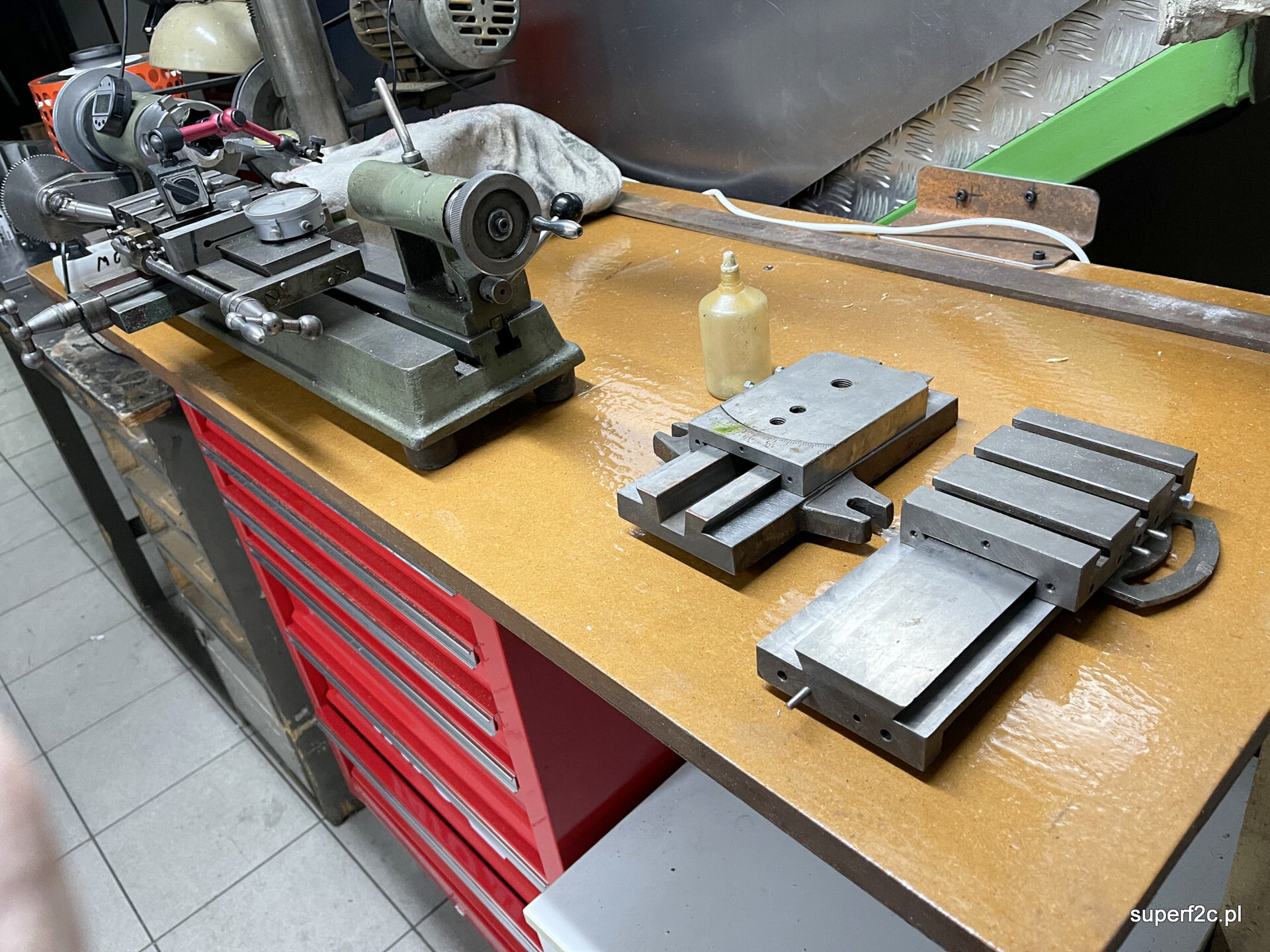
coraz więcej "gratów" związanych z budową Repliki Silnika SiM 2b wymusiło wreszcie zakup gotowego wózka-stolika z szufladami. Poprzestawianiem i docelowo zabudową orginalnego stolika OUS-1. Będą a właściwie już są szuflady na prowadnicach kulkowych. Co z orginalnymi szufladami? Jeszcze nie wiem ale raczej ich tak nie zostawię. Sam stolik krzyżowy jak widać już jest regenerowany i będzie dalej modernizowany co by na dłużej starczył. Na dłużej to znaczy że będzie dołożone smarowanie po przez nawiercenie niewielkich otworów w odpowiednich miejscach i zatkaniu w odpowiedni sposób filcem. Tak aby móc podać od czasu do czasu ze strzykawki czy małej buteleczki kroplę oleju. Wszystkie "jaskółcze ogony" odnowione frezem 60 stopni. Tu uwaga, bo aby zabielić zużycie i chyba błędy wykonawcze producenta musiałem przybrać 0,4 mm aby był ten sam poziom w odpowiednich parach prowadnic. Samo zużycie czyli nierównoległość to błąd 0,14 mm. tyle najwięcej zwęziłem prowadnice co by zabielić starą powierzchnię. Nie dziwota że tylko w niewielkim zakresie ruchu, śruby pociągowe kręcić można było luźno.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
w sobotni ranek miła niespodzianka spotkała mnie. Razem z Jackiem pojawił się kolega z Wrocławia pokazując mi swoją dotychczasową pracę. Z mojego doświadczenia mogę śmiało powiedzieć że projekt jest w normalnej fazie produkcji i nie ma żadnych przesłanek aby nie był z sukcesem ukończony. Parę fotografii pozwoli przybliżyć temat: mało to reprezentacyjne... A Kamil także parę fotografii zrobił u mnie...
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
konkretne gotowe, łącznie z umyciem do zawiezienia do hartowni. Dopiero we wtorek najszybciej będzie zrobione. Ale to szybko minie i będzie gotowe do szlifowania. jak na razie to widzę mały problem ze znalezieniem szlifierza na okrągło. Ale myślę że znajdę bez problemu stosowne stanowisko pracy na którym sam obrobię 17 sztuk cylindrów do Repliki Silnika SiM 2b.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
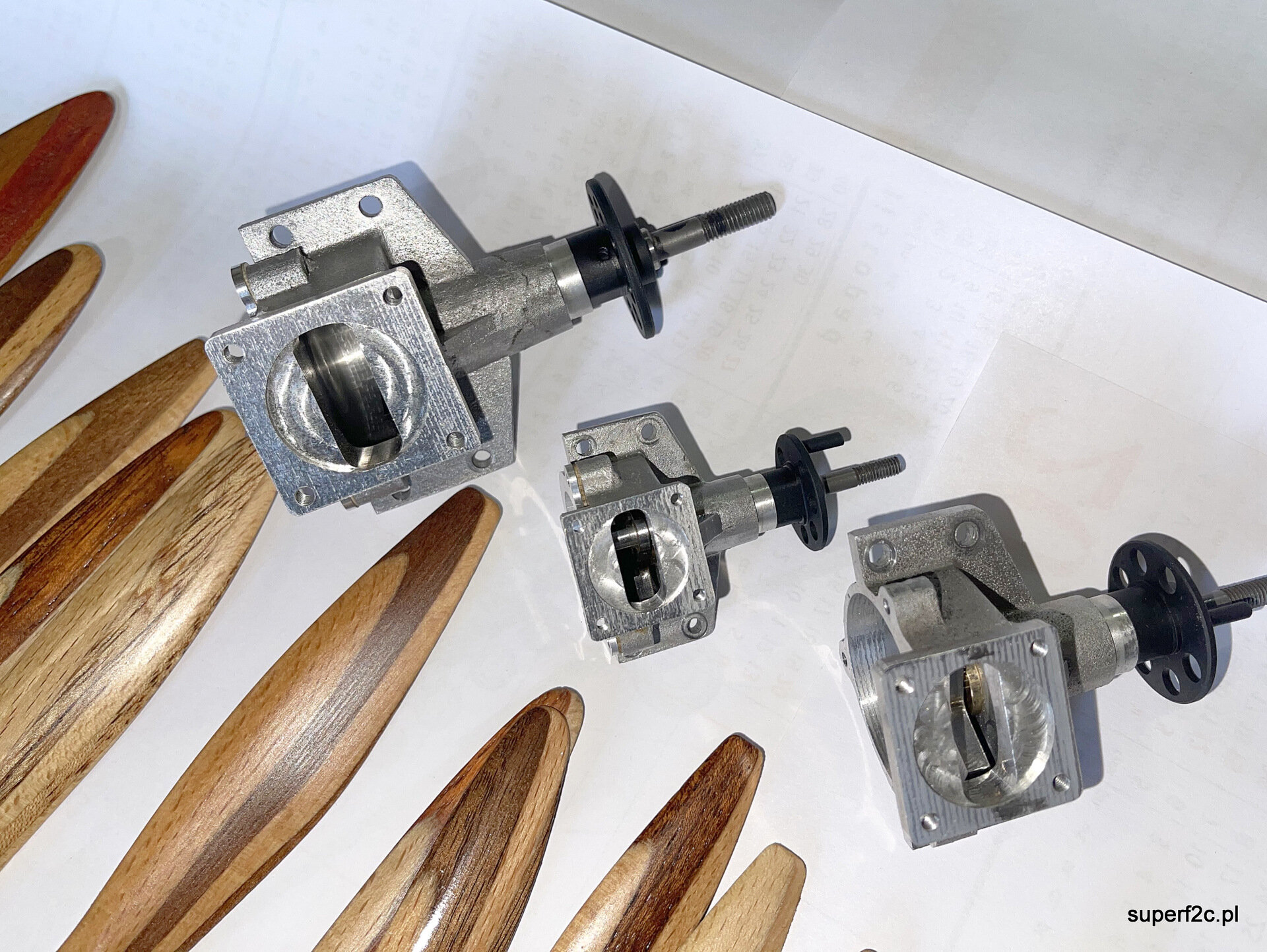
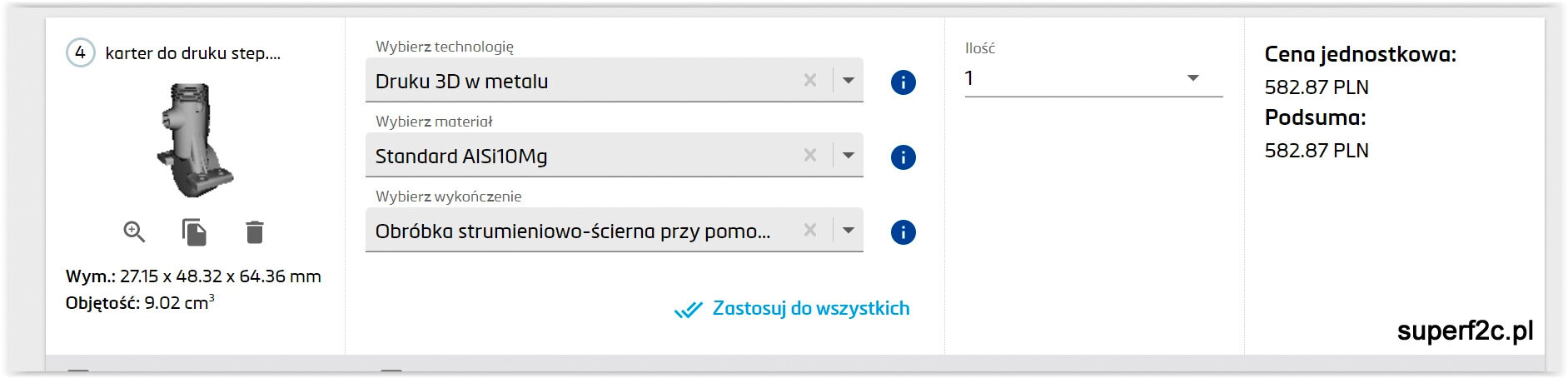
ponieważ technologia ogólnie mówiąc druku 3D stała się dostępna a przeze mnie jest coraz częściej wykorzystywana do wyczynu to pozwoliłem sobie na wycenę wydruku karteru Repliki Silnika SiM 2b Materiał AlSi10Mg to typowy stop aluminium-krzem, dostarczony w postaci proszku. Trochę drogo ale można mieć parę sztuk jutro o tej porze bez problemu w ręku.?
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
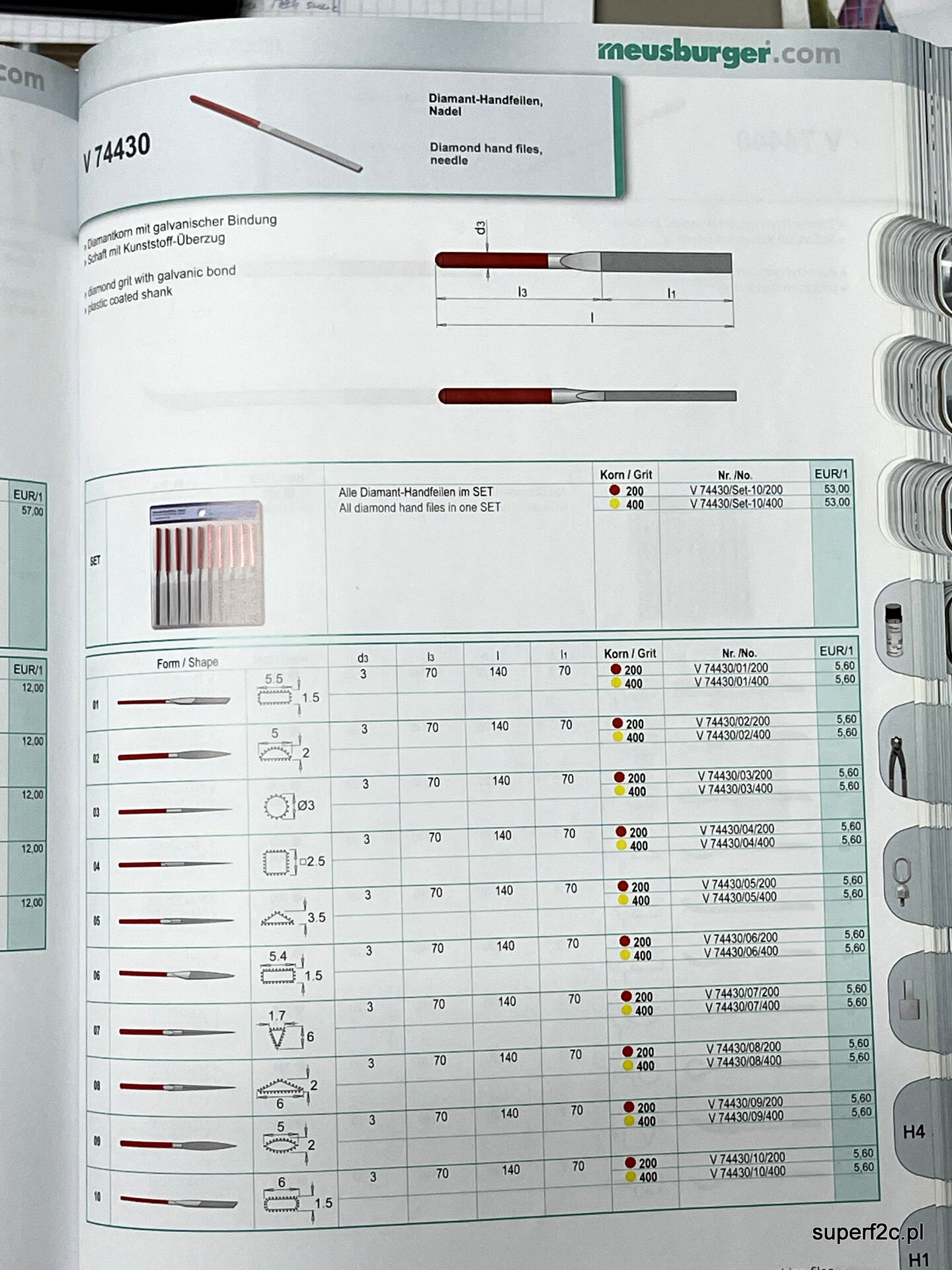
pora pojechać do hartowni. Bo mam z czym a więcej nie zrobię bo inne detale w kolejce czekają. Więcej też nie zrobię choćby dlatego że do końca nie wiem czy orginalne tuleje mają na prawidłowej wysokości zrobione kanały. Na pewno są zrobione w paro-setkowej tolerancji położenia względem orginalnych tulei. A mam dwie tuleje i wiem że starałem się po środku narysować swoje położenia kanałów w cylindrze. ( Trzy lata temu !!! ). z bliska zrobione fotografie to i trochę leci perspektywa. i samo istotne co dwa cylindry frez był traktowany bardzo drobnym iglakiem. Drobnym czyli oznaczenie 400 dowolnej firmy aby nie typowy z Bazaru... Ja mam parę katalogów a pod ręką ten: i tym trójkątnym diamentowym iglakiem o gradacji 400 jestem w stanie do jakiegoś momentu skutecznie poprawić geometrię ostrza.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
Dostałem wiadomość od Ciebie na priv a to wymaga pokazania moich początków wyczynowego modelarstwa w modelarni na Sadybie przy ulicy Sobieskiego 64. Dlaczego o tym wspominam? Bo to czas gdzie przy braku dostępu do wyczynowych silników sami postanowiliśmy zbudować wyczynowe silniki do wyścigu F2C. Całe szczęście zachowały się te wszystkie prace i jak pojadę do kolegi Leszka to będzie to dość duży materiał do publikacji. Jak wyglądał w tamtych czasach zbudowany silnik AAC gdzie sami opracowaliśmy chromowanie aluminium itd...
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
Tak to wygląda na tym etapie przygotowania oprzyrządowania jakim będzie docierak. Jak będzie wolna maszyna to powstaną następne bo na pewno parę podwymiarów będzie mi niezbędne do produkcji. Powstał prototyp i do pierwszych paru sztuk wystarczy a że już widzę niedoskonałości to następna obudowa docieraka będzie delikatnie zmodyfikowana. Czy w dobrym kierunku? To dopiero jego użycie podpowie mi. Na pewno wnioskami i kolejnymi ewolucjami się tutaj na forum podzielę.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
Dzisiaj postawienie PDF-a na stronie superf2c.pl to tylko kwestia czasu. Tym bardziej że jest źródło dożywotniego finansowania w postaci kanału na YouTube/user/f2c Pierwszy 1 000 000 zaliczony. Także dzięki "Ozzy Man Reviews" !!! oraz źródło sukcesu zwiększenia popularności kanały f2c: -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
u mnie na pewno każdy cylinder będzie szlifowany do zabielenia powierzchni wcześniej toczonej. Tak że rozbieżności wymiarowe będą występowały. I dopiero po pomiarze zacznę od tych najciaśniejszych docieranie docierakiem z odpowiednimi pastami pewnie diamentowymi. bo takie mam na stanie. Po ponownym pomiarze geometrii średnicówką dwupunktową zacznę dobierać tłok do danej pary. Tłok oczywiście będzie utoczony na mojej CNC tokarce. Przy odrobinie nabranej wprawy będę mógł zostawić minimalne naddatki na dotarcie samego tłoka. Sam docierak do tłoków już został narysowany i jest w trakcie wykonywania. Kiedyś na bazie swoich wcześniejszych doświadczeń, mając dodatkowo możliwości wykorzystania posiadanych maszyn wykonałem już obudowę aluminiową docieraka. Fotografia wykonanego detalu później bo przy sobie nie mam dysku. a sam docierak wykonany będzie z żeliwa. Także wymaga przygotowania jeśli chodzi o wymiar dostosowany do wymiaru obrabianego tłoka. Bo na razie to się sezonują tylko przygotówki...
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
To już trzy lata? Czy tylko trzy lata? Ja nie zapomniałem. Ale tak naprawdę to jeszcze pojęcia nie mam, gdzie umieścić " Made in Poland". Jutro pewnie w tych dwóch frezowanych przygotówkach natnę gwint a w następnej kolejności o frezuję resztę nie zapominając o dodatkowych napisach. W wersji frezowanego karteru wszystkie napisy, podobnie jak i pierwszy są możliwe. Gorzej będzie znaleźć technologiczne miejsca w formie odlewniczej do odlewania karteru Repliki silnika SiM 2b. A tak wyglądają cylindry do Repliki Silnika SiM 2b umyte i gotowe do zawiezienia do hartowni. Do wtorku mam nadzieję że będzie więcej. Znaczy musi być więcej...
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
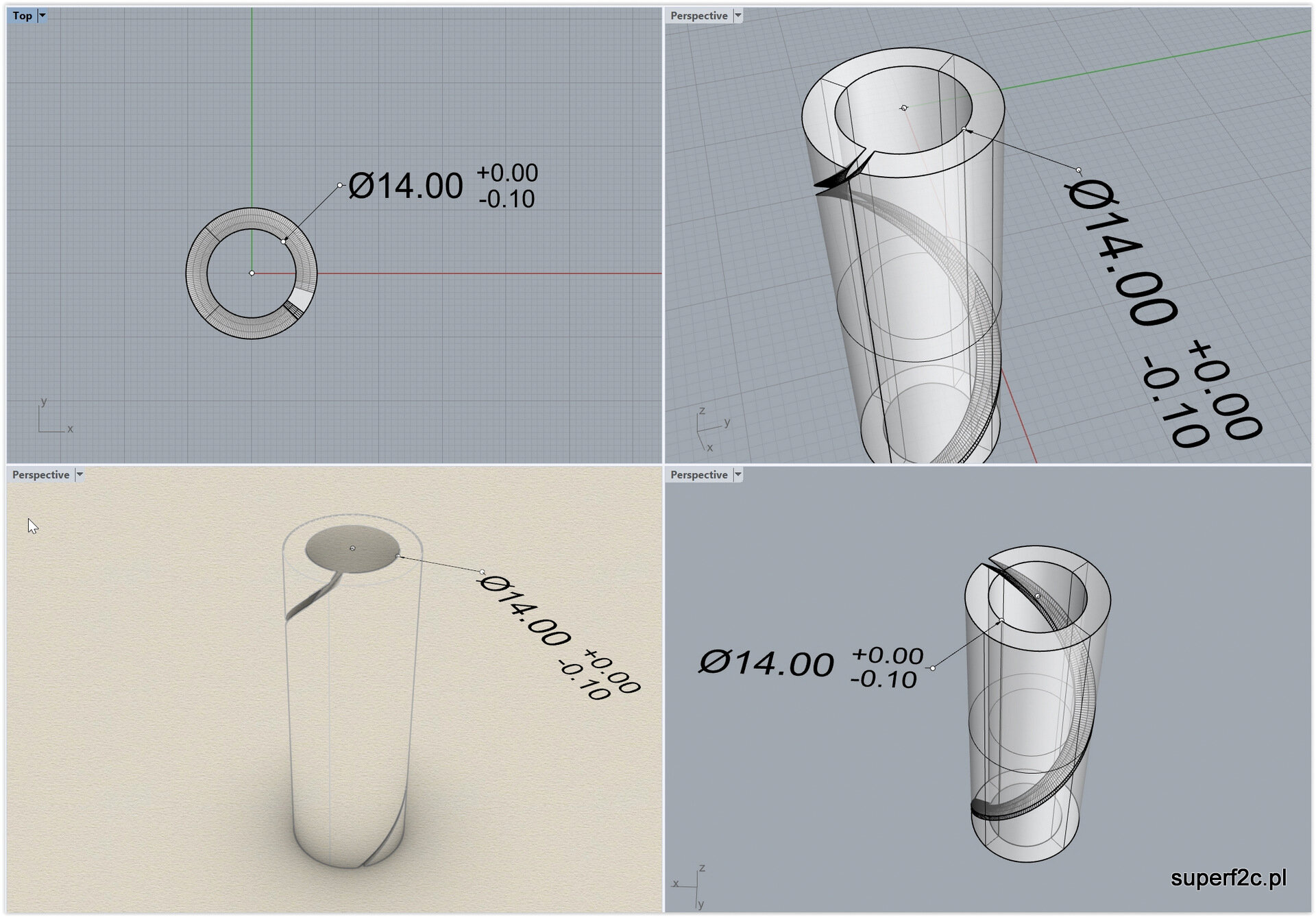
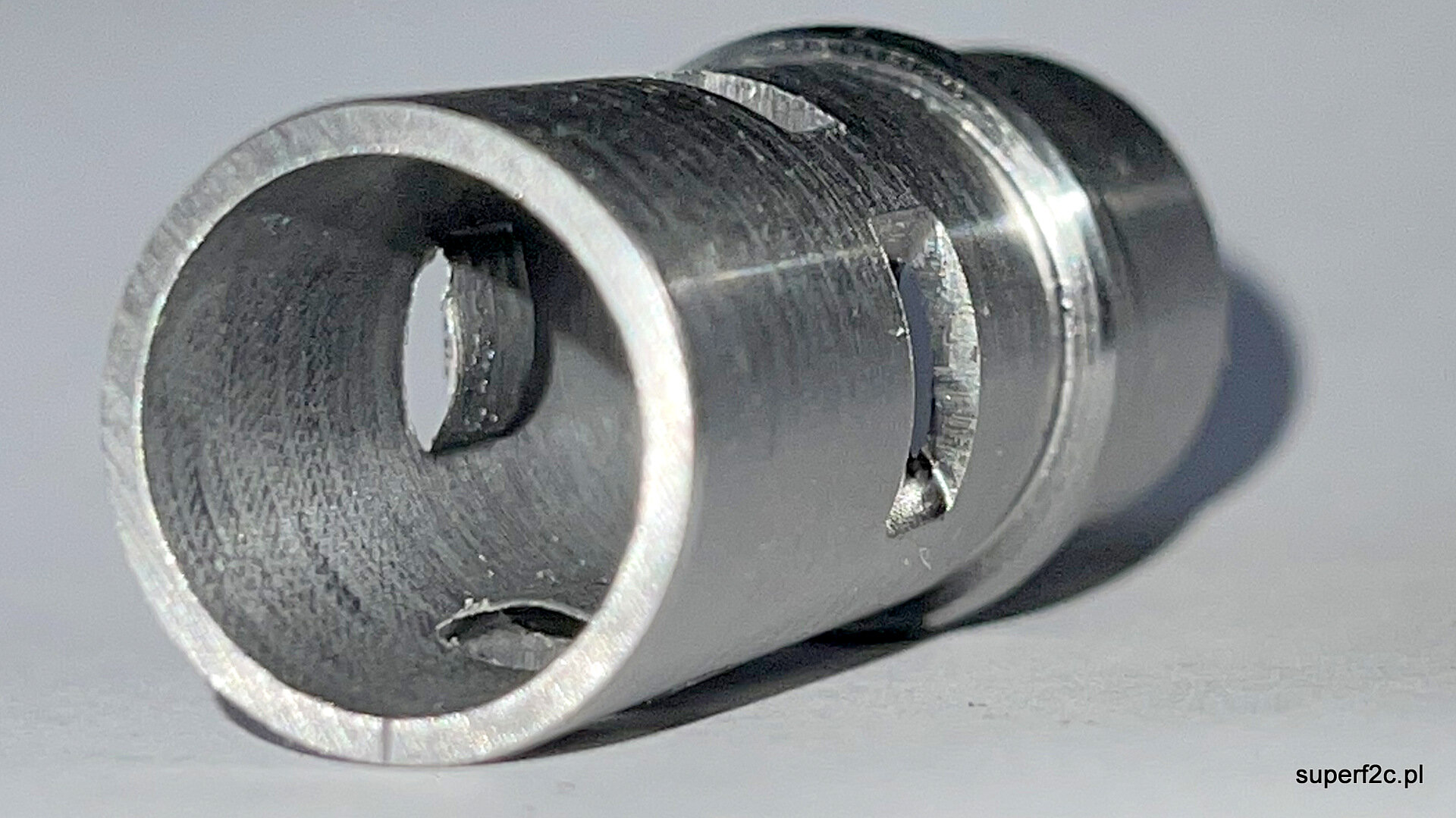
niby siedzę w obróbce stali gatunkowych od wielu lat i niby nic nie jest w stanie mnie zdziwić a jednak: przyśpieszając obróbkę zmniejszyłem głębokość obróbki minimalnie poniżej (-0,1mm) poziomu kontaktu freza z materiałem co zaowocowało wypływkami jak na fotografiach. Odpada toto praktycznie paznokciem ale że w środku jest średnica poniżej 13,7 mm to patyczkiem bambusowym od rożna usuwam. Dalej to wolno idzie ale... Samo się robi i jest każda sztuka taka sama !!!
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
całkiem nieźle to wygląda. Kwestia tylko czasu na zrobienie kilkunastu sztuk co by w poniedziałek zawieść do zahartowania. ten po prawej to orginalny cylinder.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
proza życia czyli co kilkanaście minut przekładanie na aparacie podziałowym zrobionym z wrzeciona OUS 1 co 90 stopni zgodnie z przypominającym minutnikiem telefonu komórkowego. video-1611938729.mp4 i tak będzie kilkaset razy w najbliższym razie. Choć pewnie w poniedziałek wszystko to co zrobię wywiozę do hartowni w Instytucie Mechaniki Precyzyjnej na Duchnickiej 3 -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
wykonałem odbitkę z wczoraj drążonego małym prądem napisu i mimo problemów z żywicą uzyskałem odbitkę pokazującą realny kształt części przedniej karteru gdzie jest wybrzuszenie na kanał napełniający z napisem. napis odlałem z dwuskładnikowej czterominutówki o zapachu Devcon. Zapach charakterystyczny już zwiastował mi elastyczność i problemy z napełnieniem żywicą cienkich liter. I mimo podgrzania formy do 60 stopni to na przykład ogonek w literce A zapowietrzył się skutecznie. Generalnie wyszedł konkretny napis. Subtelny i nie za wysoki. Jestem zadowolony bo detal zostanie trwale oznaczony. Na górze odlew z żywicy czterominutowej o handlowej nazwie "COLD WELDING COMPOUND 4 MIN MIESZANKA DO SPAWANIA NA ZIMNO" A na dole wersja frezowana. Co by zobaczyć zgodność z rysunkiem 3D a także do wykonania elektrody do elektrodrążenia.