f2cmariusz
-
Postów
786 -
Rejestracja
-
Ostatnia wizyta
-
Wygrane w rankingu
50
Treść opublikowana przez f2cmariusz
-

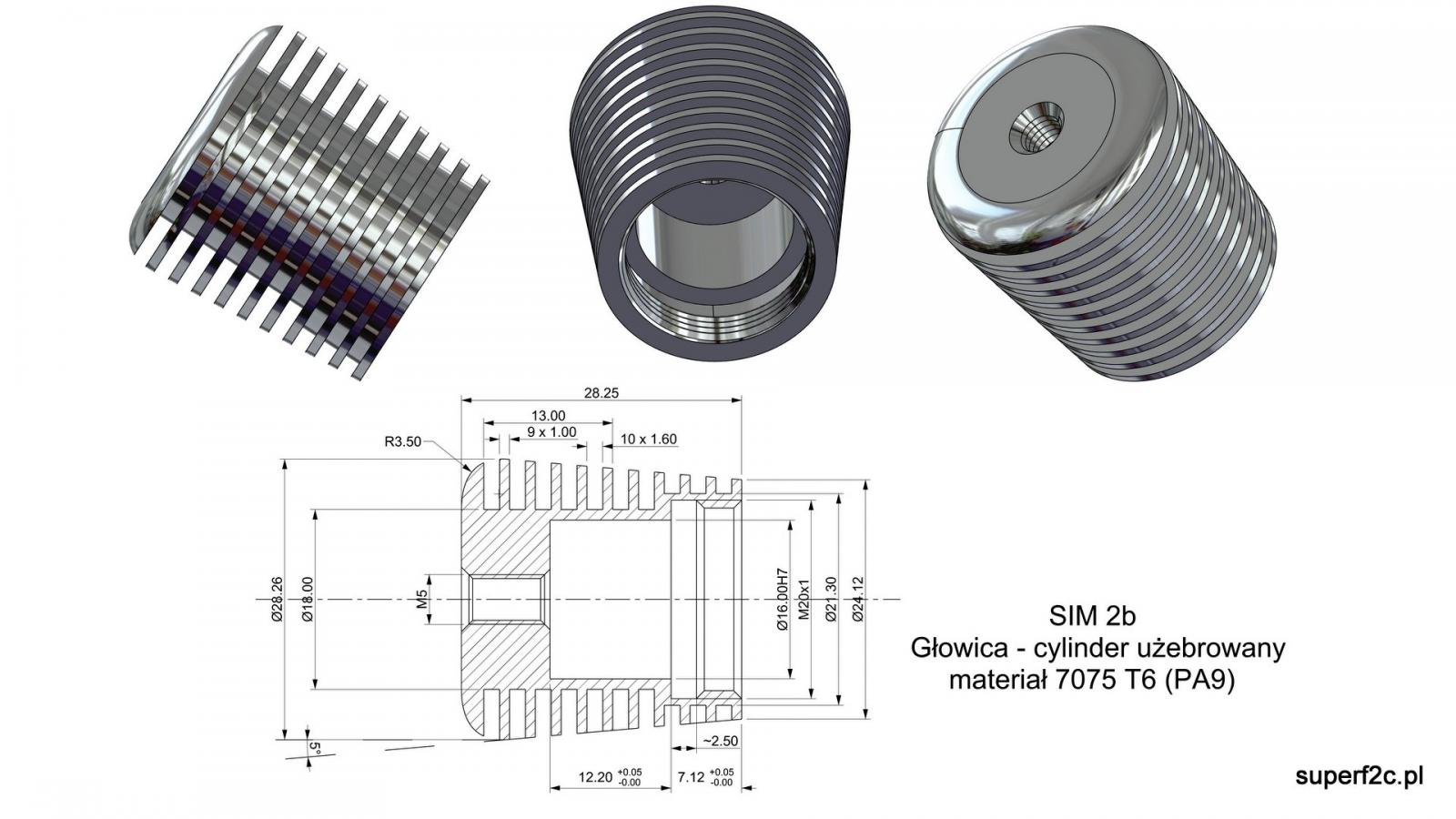
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
zawsze polecałem i polecam książeczki Stefana Sękowskiego. Tam wszystko jasno i konkretnie jest pokazane. A że nie ma dzisiaj żadnego problemu z odczynnikami to i zdecydowanie łatwiej było by mi dzisiaj wrócić do anodowania. Tylko z drugiej strony na głowie mam wykonanie kokili i... przygotowanie paczek do wysyłki z równo poustawianymi elementami aluminiowymi silnika SiM 2b. A ostatnio doszły jeszcze aluminiowe podkładki na śmigło. Gołego aluminium nie zostawię bo widzę jak elegancka powierzchnia po toczeniu CNC rysuje się podczas przypadkowego kontaktu podkładki z podkładką. trzy strony literatury. a i na forum z tego co pamiętam temat anodowania jest dostępny. https://pfmrc.eu/index.php/topic/65650-piper-j3c-konstrukcja-z-rurek/?p=664931
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
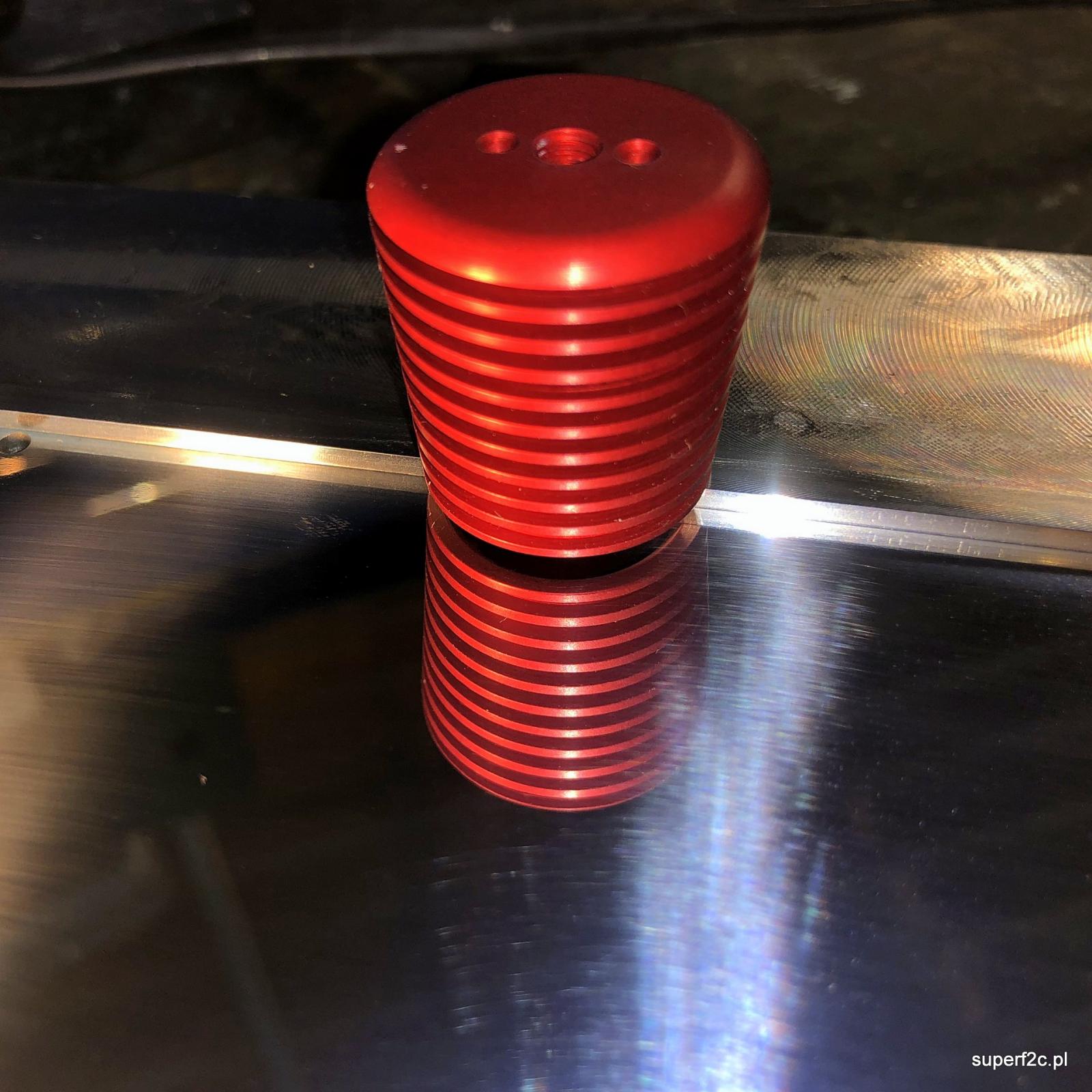
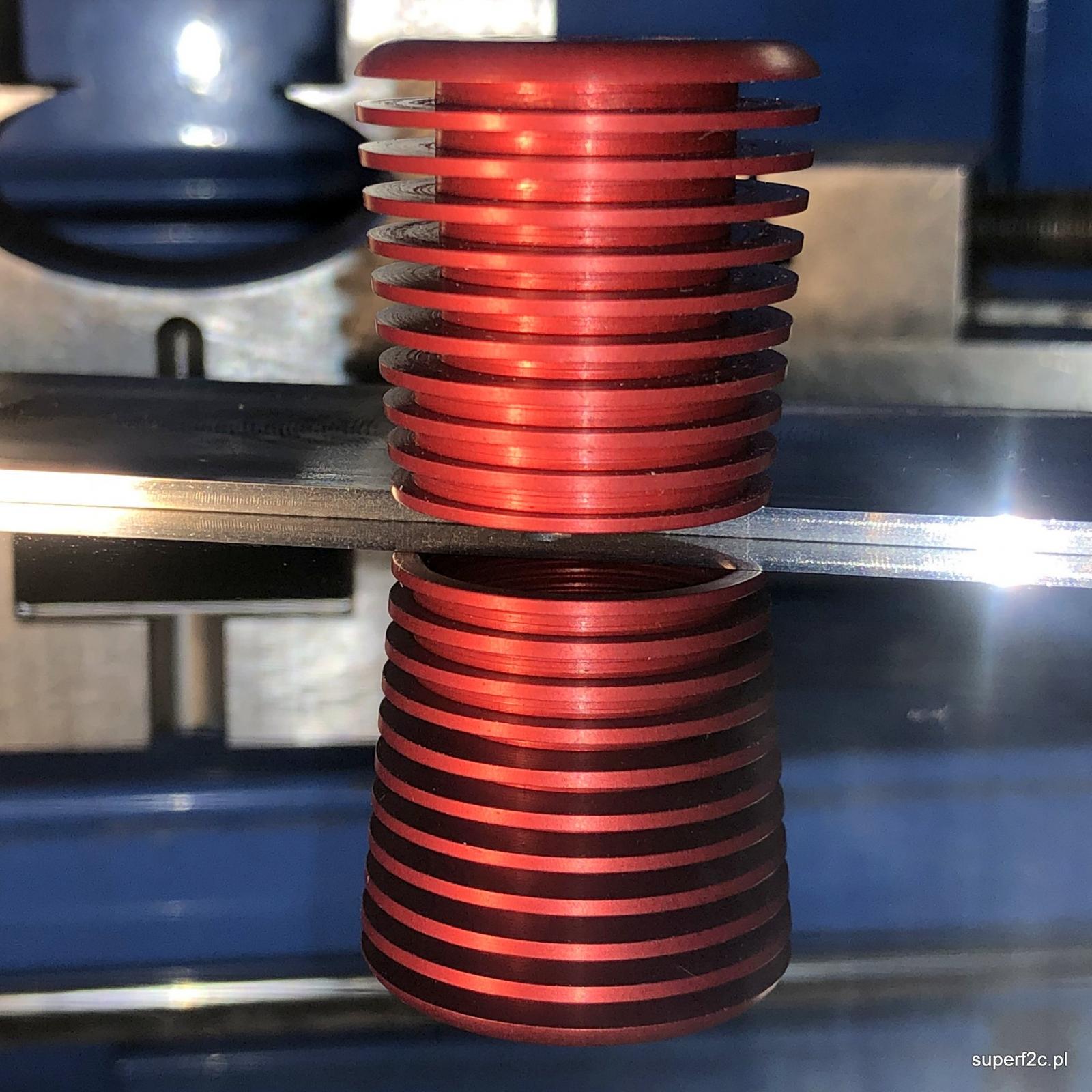
i zamiast zająć się czymś pożytecznym wypada mi roboty w pracy pilnować. Ale dzięki zasobom z dawnych lat mam czym polerować i dna w tubce z ciemnozieloną pastą diamentową jeszcze nie widać i wreszcie refleksyjność powierzchni w pełni zadowalająca mnie. co widać na ostatniej zamieszczonej tutaj fotografii. w tego typu tubkach poszukuję pasty w kolorze samej pasty: szarym i ciemno zielonym. Oznaczeń w tym momencie nie podam bo się karteczka na tubie rozpadła...
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
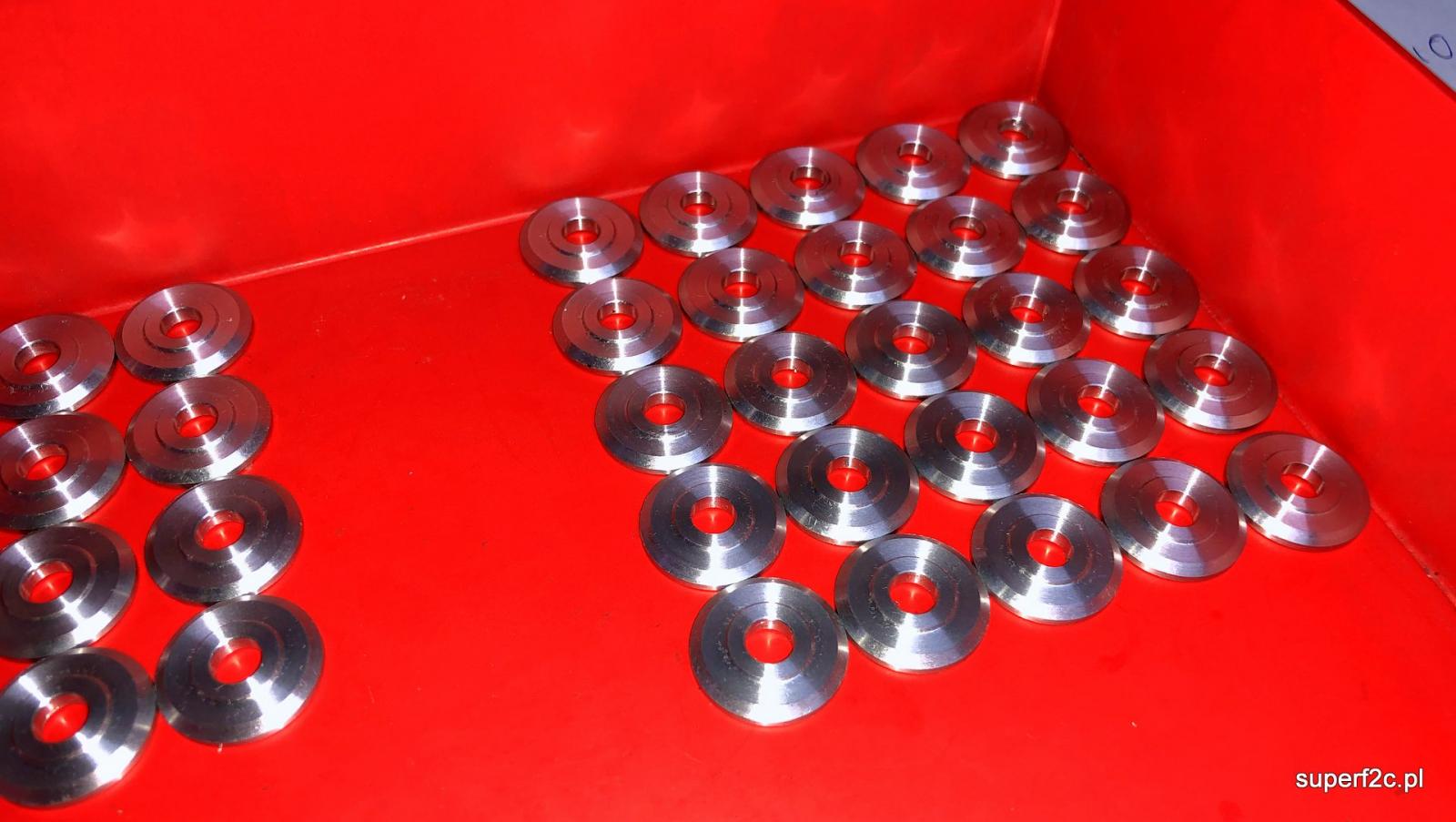
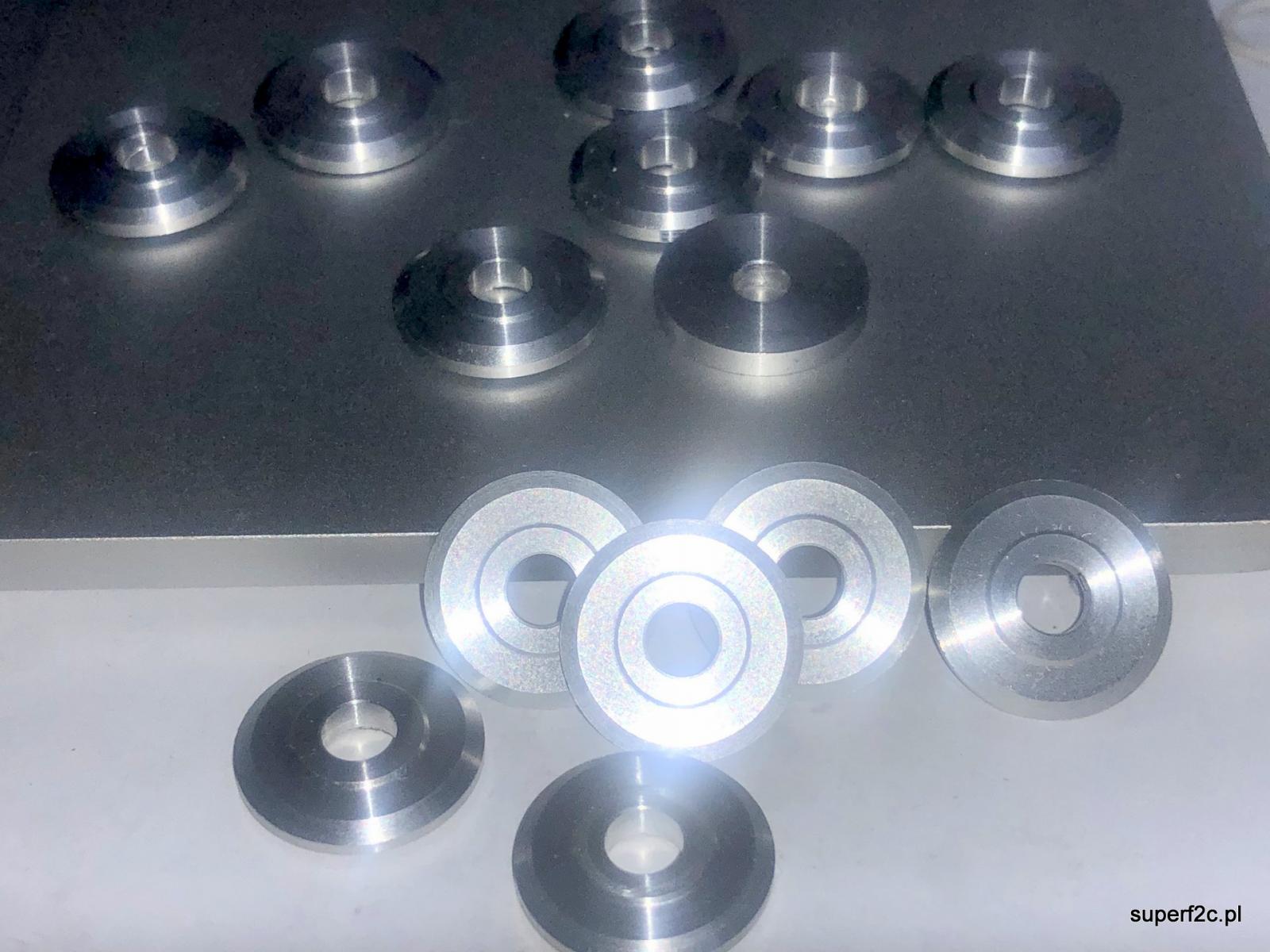
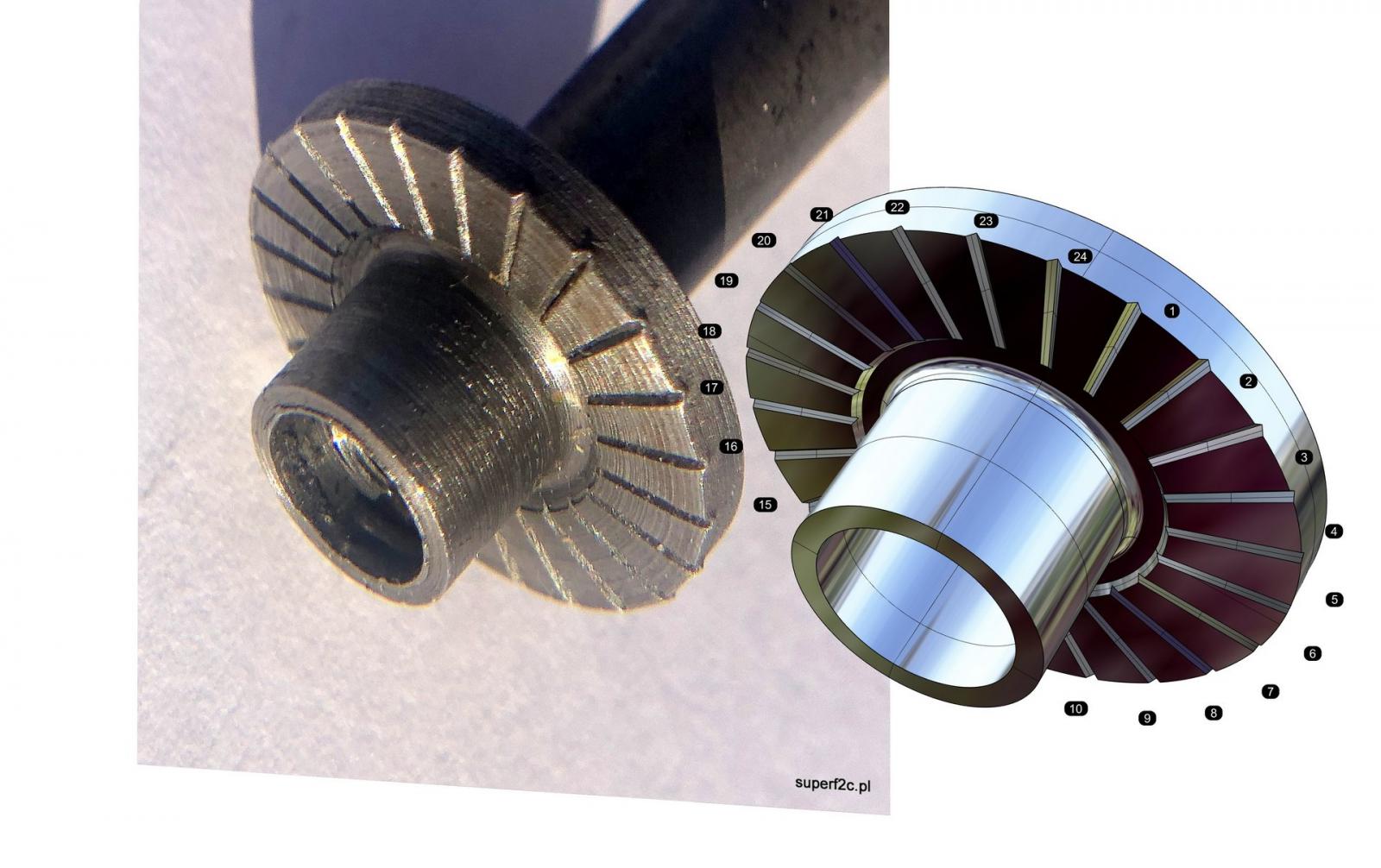
dokładnie tarcz oporowych śmigła powstało 65 sztuk. I taka mniej więcej ilość powstaje innych elementów. Więcej nie planujemy zrobić. Z prostej przyczyny. Czekają inne modele silników polskich producentów. -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
A fajnie nawet szło tylko materiał się skończył. Zdecydowanie fajnym pomysłem był zakup tokarki CNC210. Zbieractwo? Parę lat temu zdecydowanie się temu przeciwstawiłem ale tu kompletowanie poszczególnych detali wymaga kolejnych pudełeczek i półek. Dam radę niemniej osobna szafa z detalami do silnika SiM 2b jest jak widzę niezbędna.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
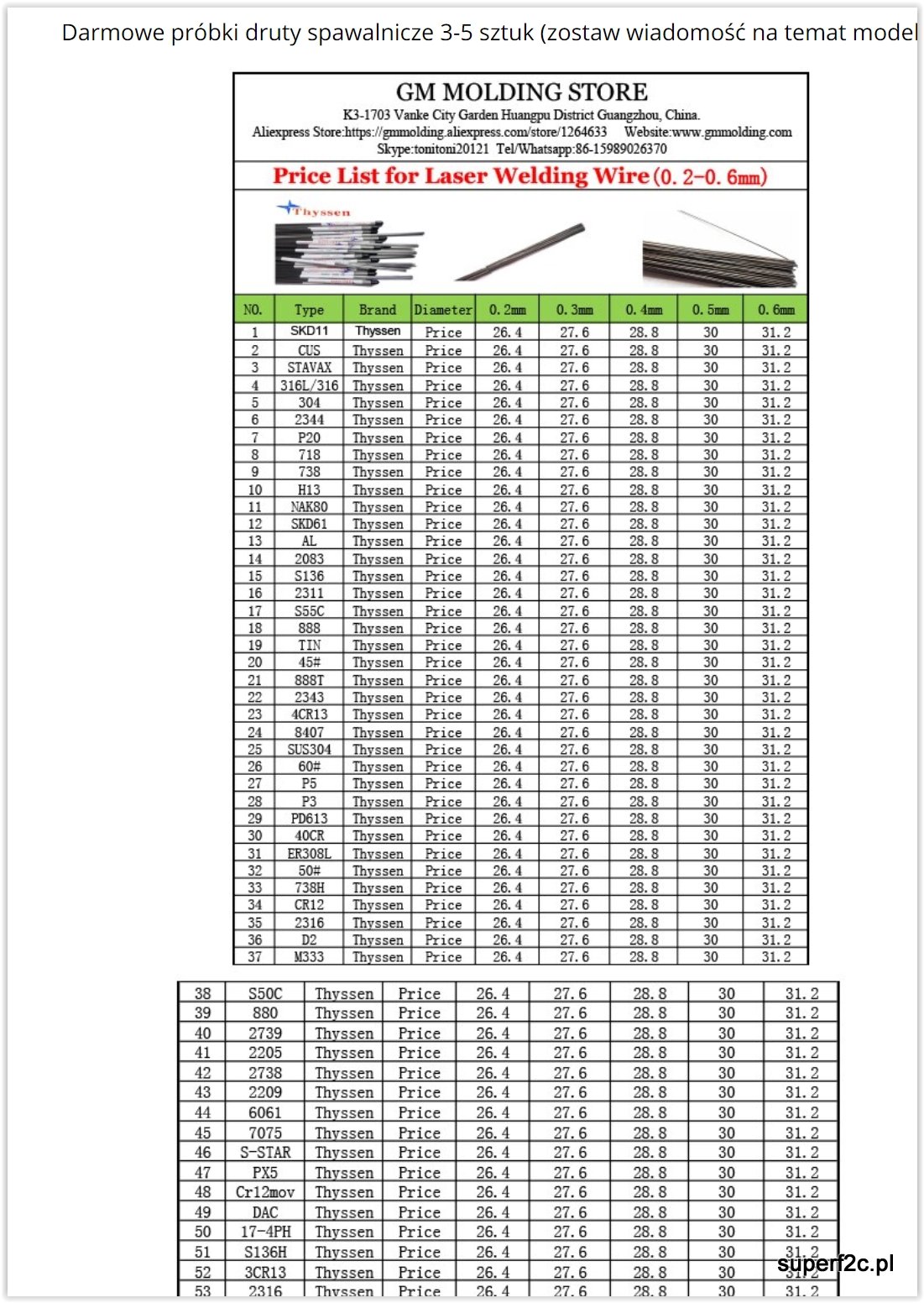
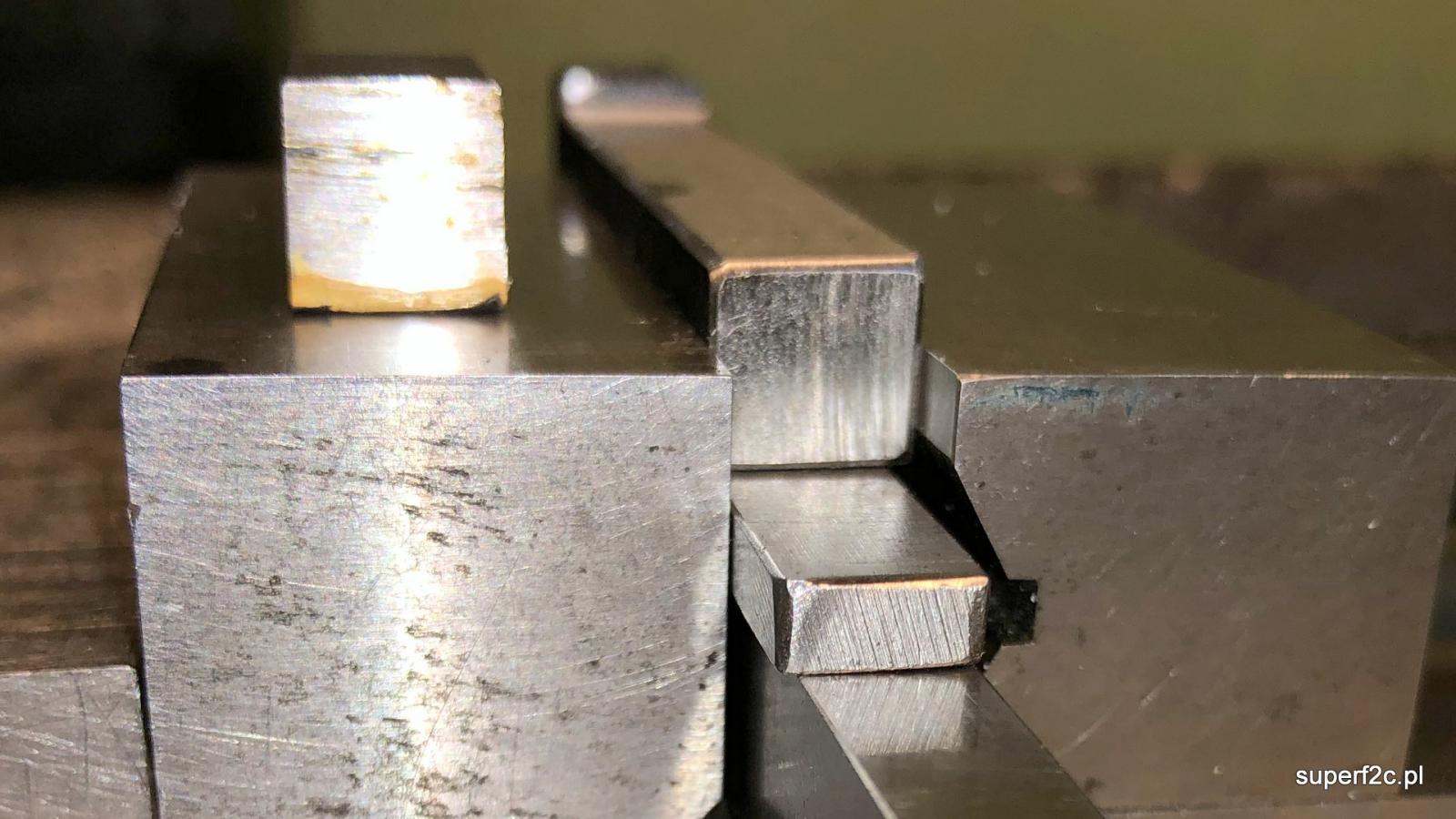
to trochę nie tak bo jak fachowiec któremu oddaję do napawania czy zespawania widzi jakie ma zadanie i stosownie dobiera na przykład same parametry spawania jak i rodzaj gazu obojętnego. Materiały do napawania laserowego i spawania impulsowego są dobrane z uwzględnieniem rodzimego materiału. Możliwe jest również odpowiednie dobranie drutu zgodnie ze składem chemicznym lub twardością naprawianych elementów. Istotnym elementem doboru drutów jest wiedza na temat dalszego procesu technologicznego tj. tego, czy nastąpi azotowanie, trawienie lub hartowanie. Ostatnio jak czegoś nie miał a było potrzebne to po prostu odebrałem po dwóch tygodniach. Zatem rodzajów drutu do podawania jest tyle ile rodzajów materiałów. Ważne że tokarka dzisiaj i wczoraj wyprodukowała kilkadziesiąt sztuk podkładek do śmigła... Więcej stała niż pracowała w oczekiwaniu na operatora aż raczy wysunąć do zderzaka kolejny kawałek wałka fi20 z uchwytu tokarskiego i naciśnie ikonkę "start cycle" Na gotowo !!! Z fazami na wszystkich krawędziach. Sama na gotowo. Szkoda tylko że sama sobie nie podaje następnego materiału... Bo jak sam proces całego cyklu toczenia trwa nieco ponad 4 minuty to praktycznie ciągle trzeba być przy tokarce. I niczym innym konkretnym nie mogę się w tym czasie zająć... Dwie sztuki widać tutaj odwróciłem co by pokazać drugą stronę.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
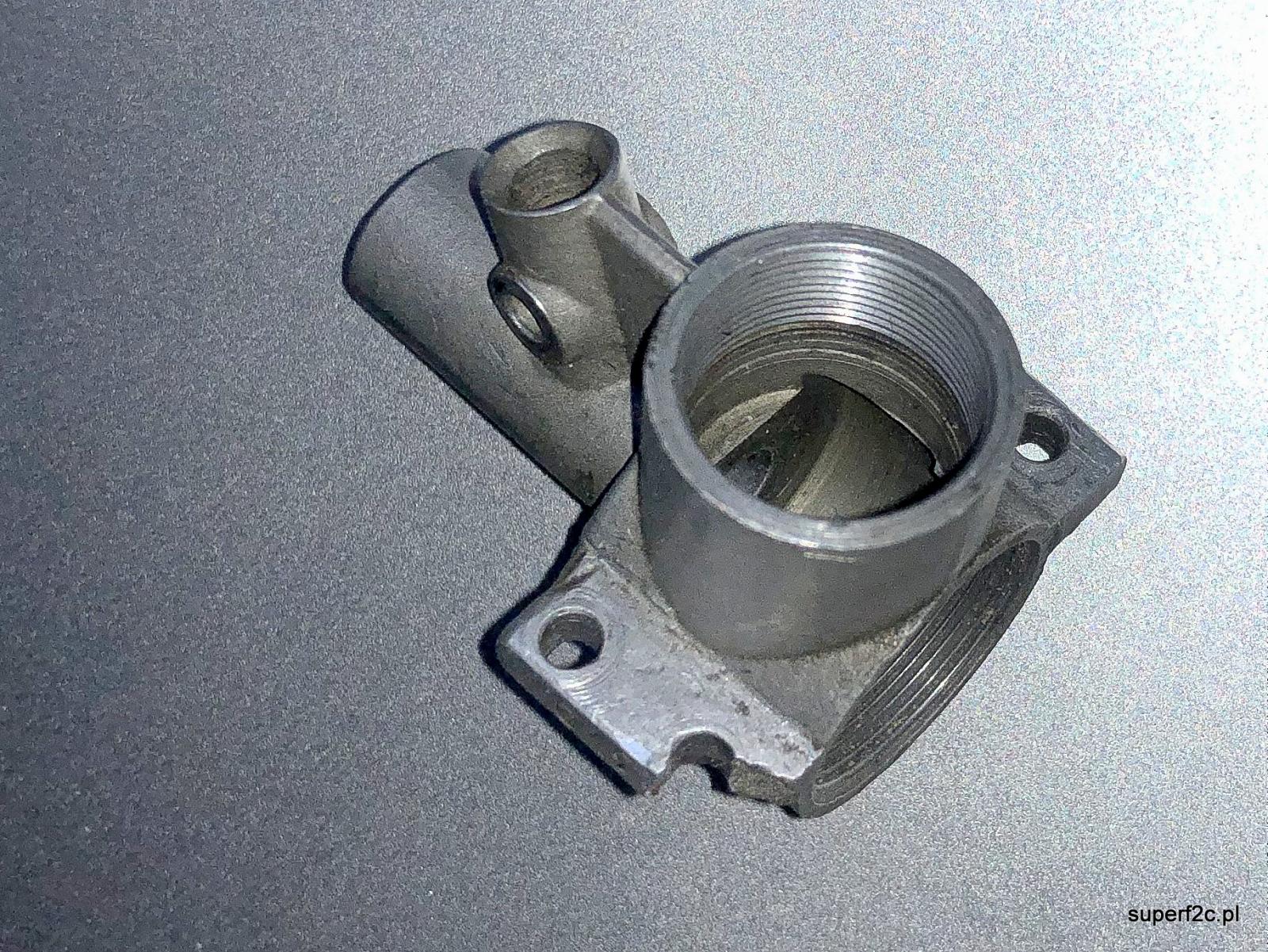
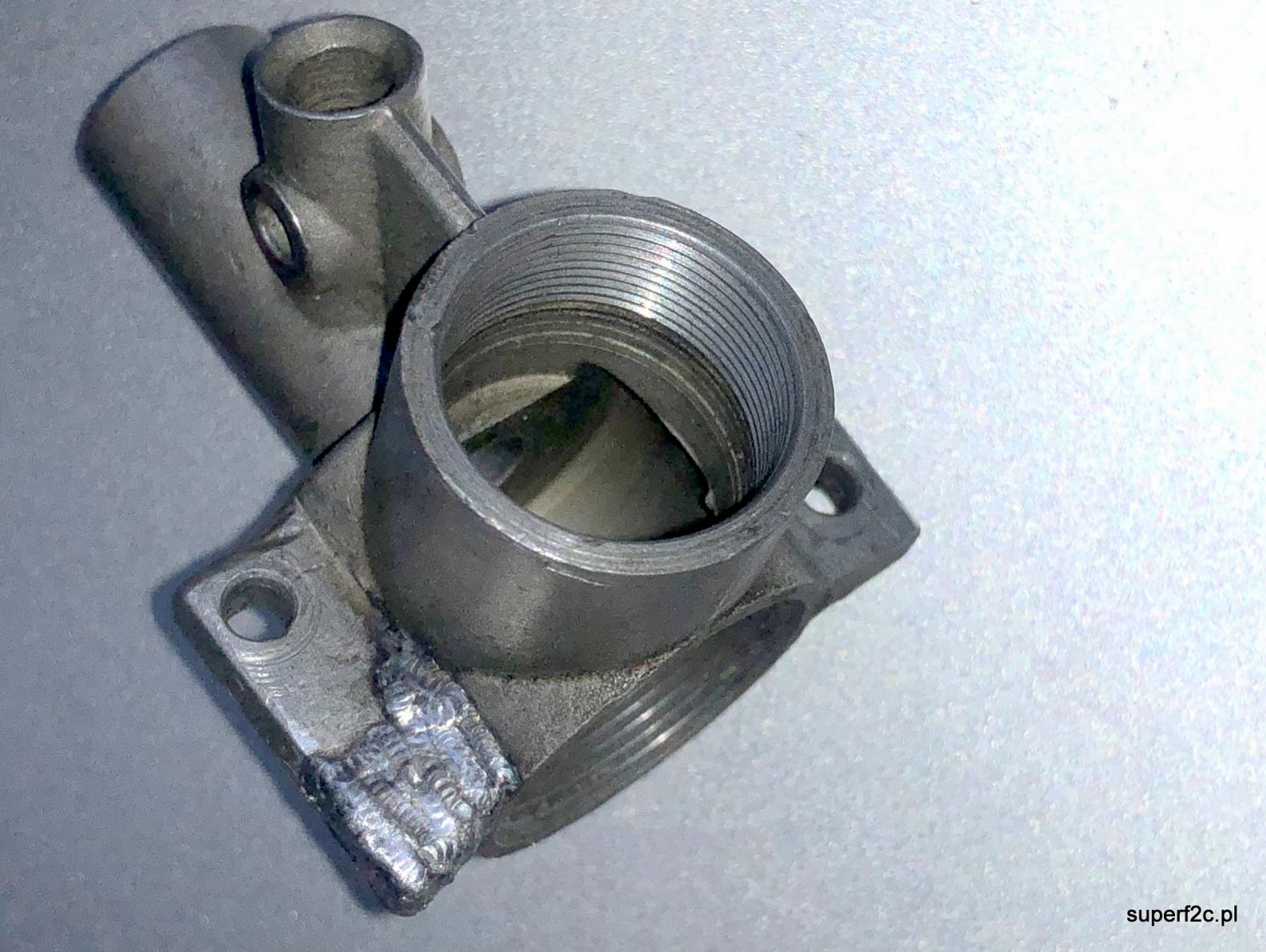
zdecydowanie tak ale dopiero jak zobaczę efekt końcowy tego co poprzednio napawałem... choć z własnego nabytego doświadczenia myślę że bez problemu uda się odtworzyć brakującą materię w tym OS-I Wankel, 4,9 cm3
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
i kolejne "drobiazgi" do naprawy: to samo z drugiej strony:
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
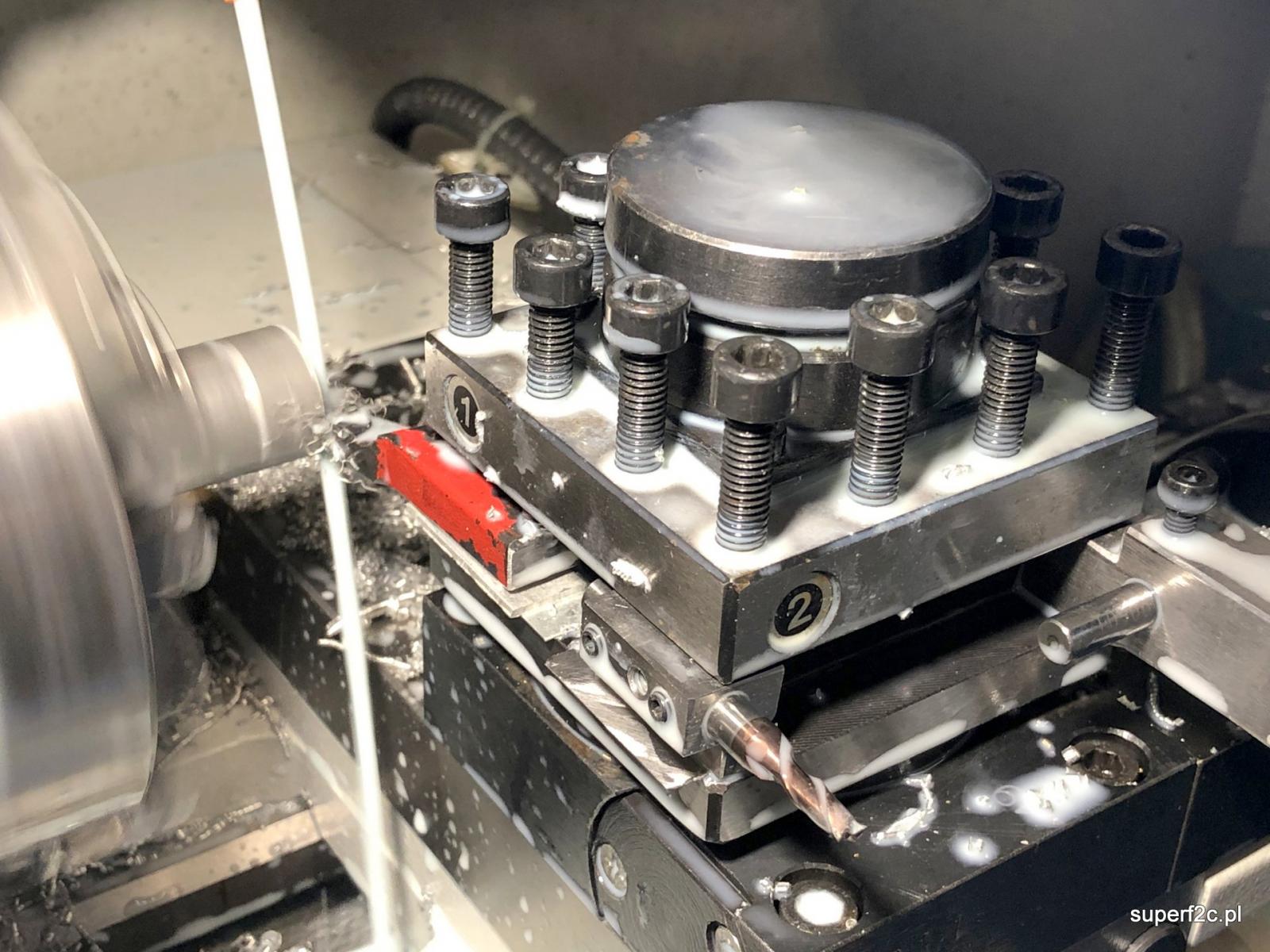
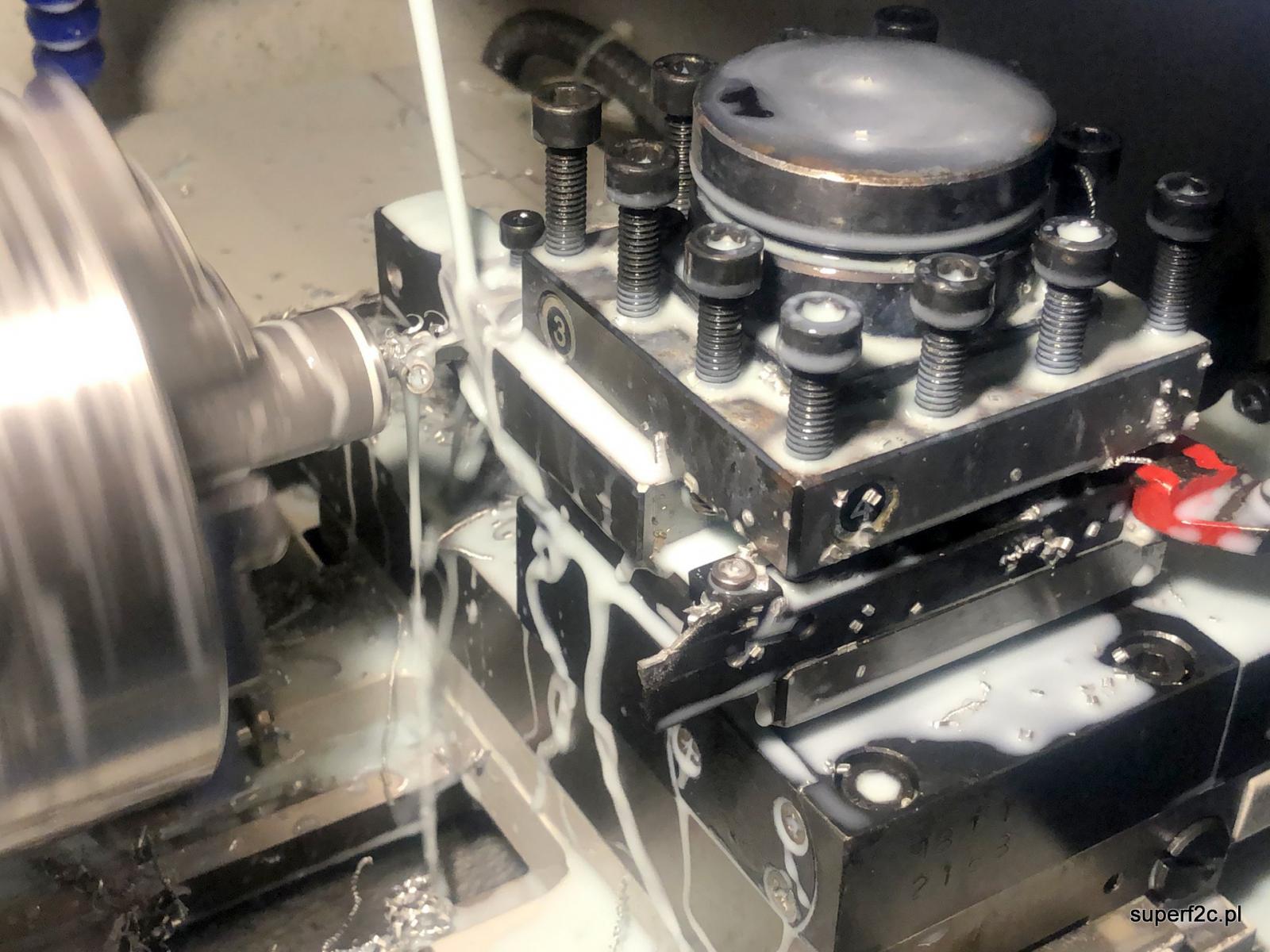
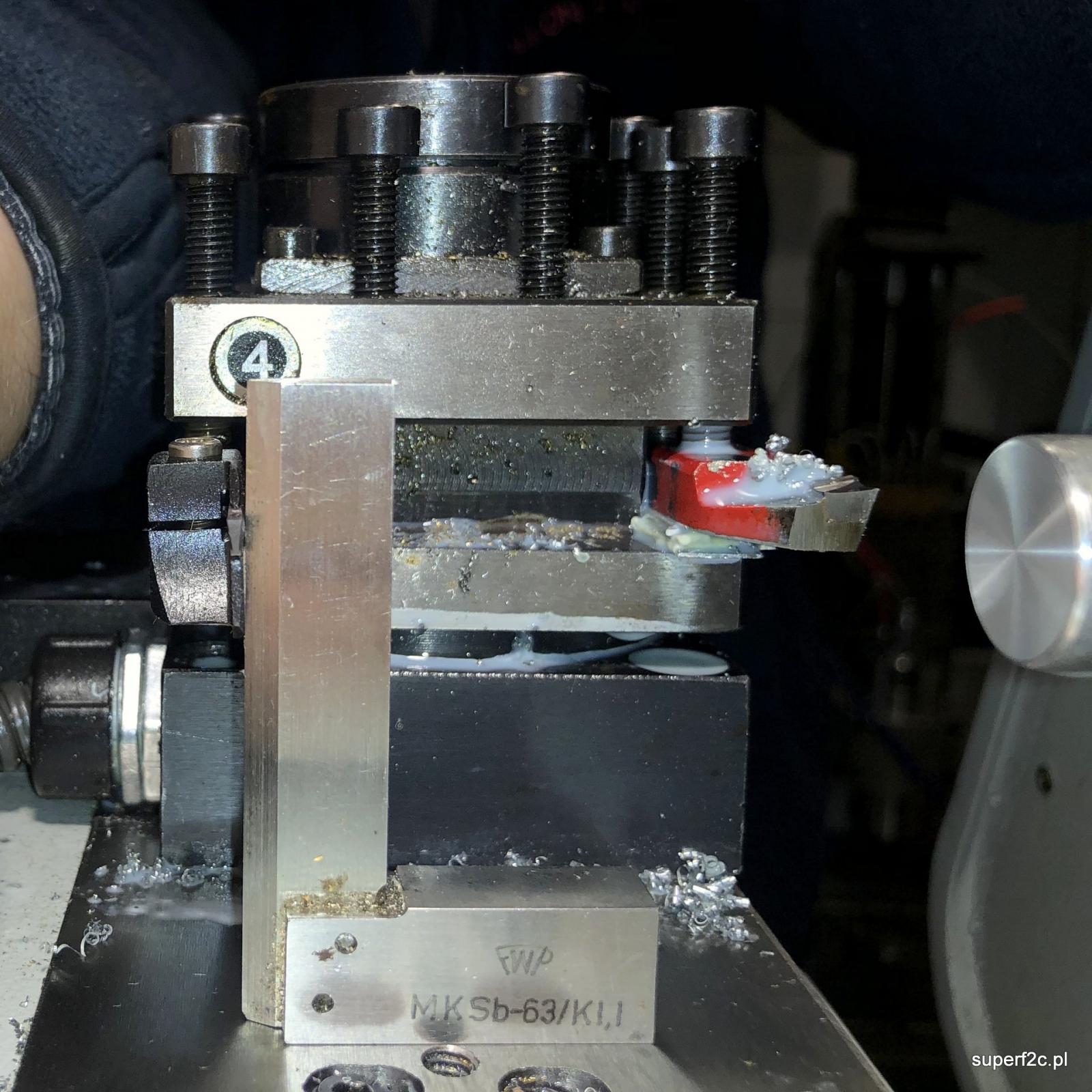
idzie początek produkcji jak zwykle są trudności w opanowaniu co i jak jeśli chodzi o korekcję wymiarową. Ale te już na pierwszym planie to normalna produkcja w tempie co trzy i pół minuty. noż lewy prosty "czerwony" w akcji. Narzędzie numer dwa to "wiertło" które wykona otwór pod narzędzie numer trzy jakim jest wytaczak także wykonany jak widać z freza. narzędzie numer trzy w akcji. Widać czekający przecinak i sam przecinak w akcji. NOCNE POLAKÓW ROZMOWY...
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
niby proste jak bym miał zrobić to na konwencjonalnej tokarce typu TOS SV18 ale mam także do dyspozycji CNC210 i będzie w nadchodzący weekend co robić.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
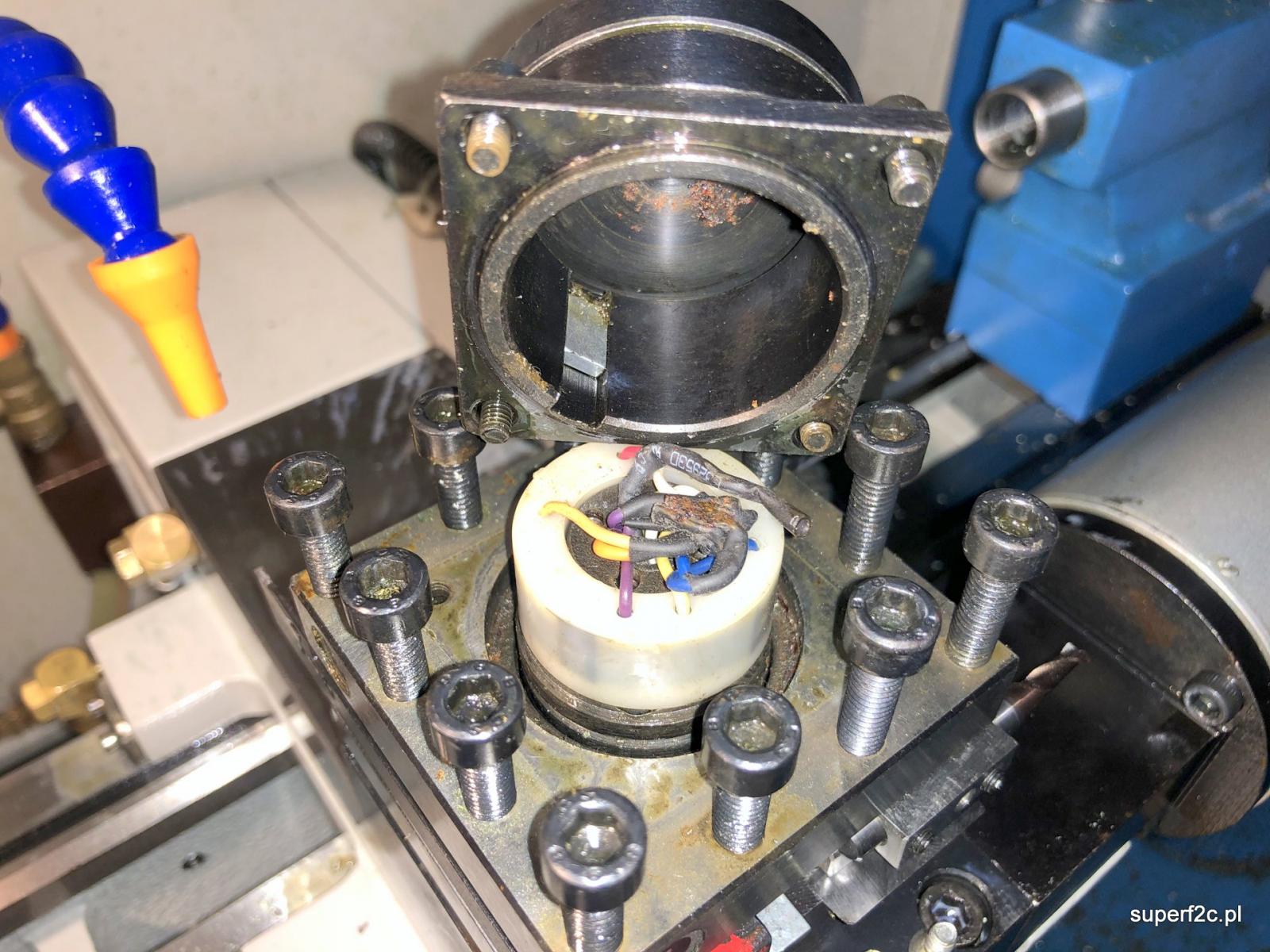
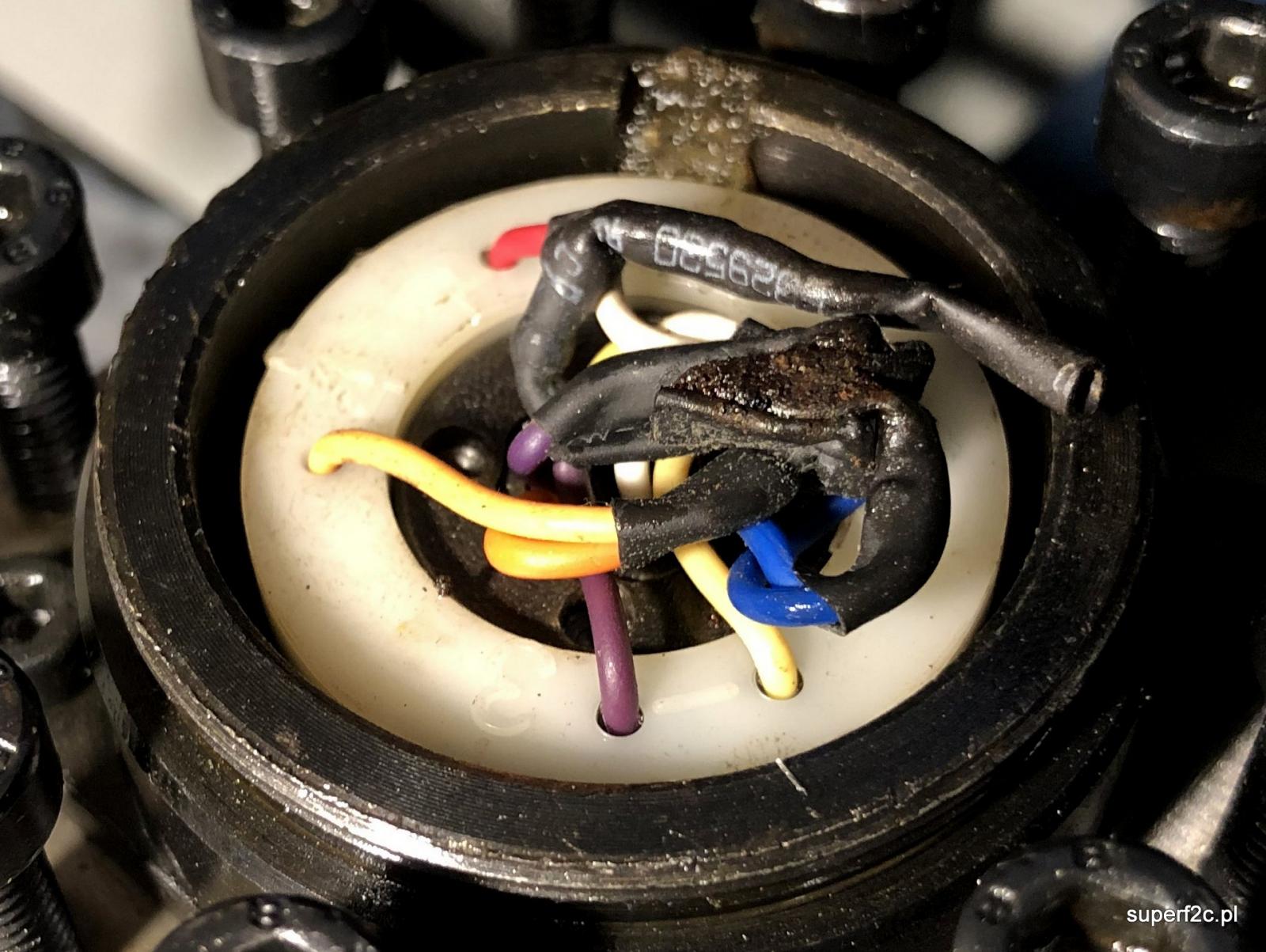
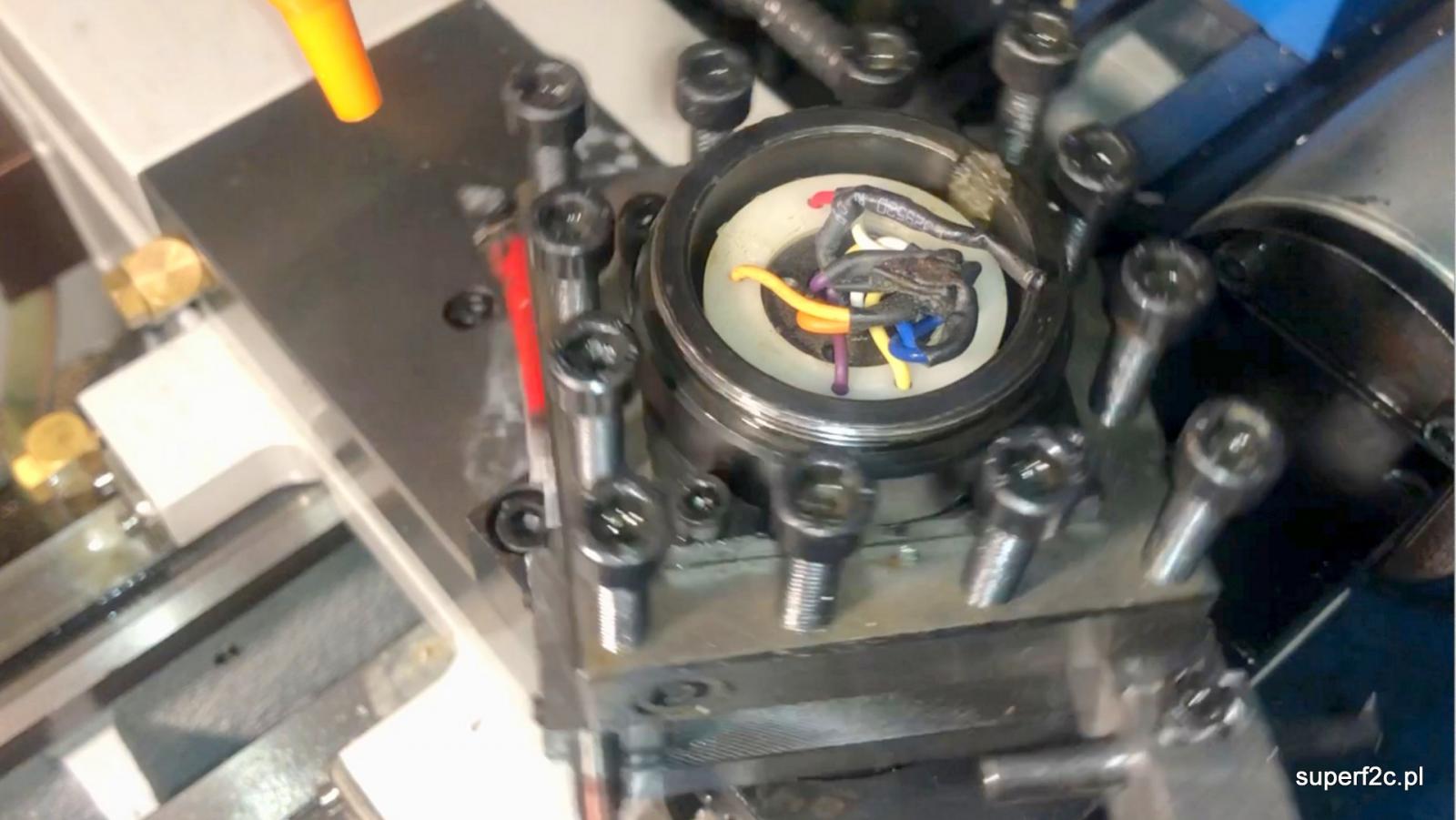
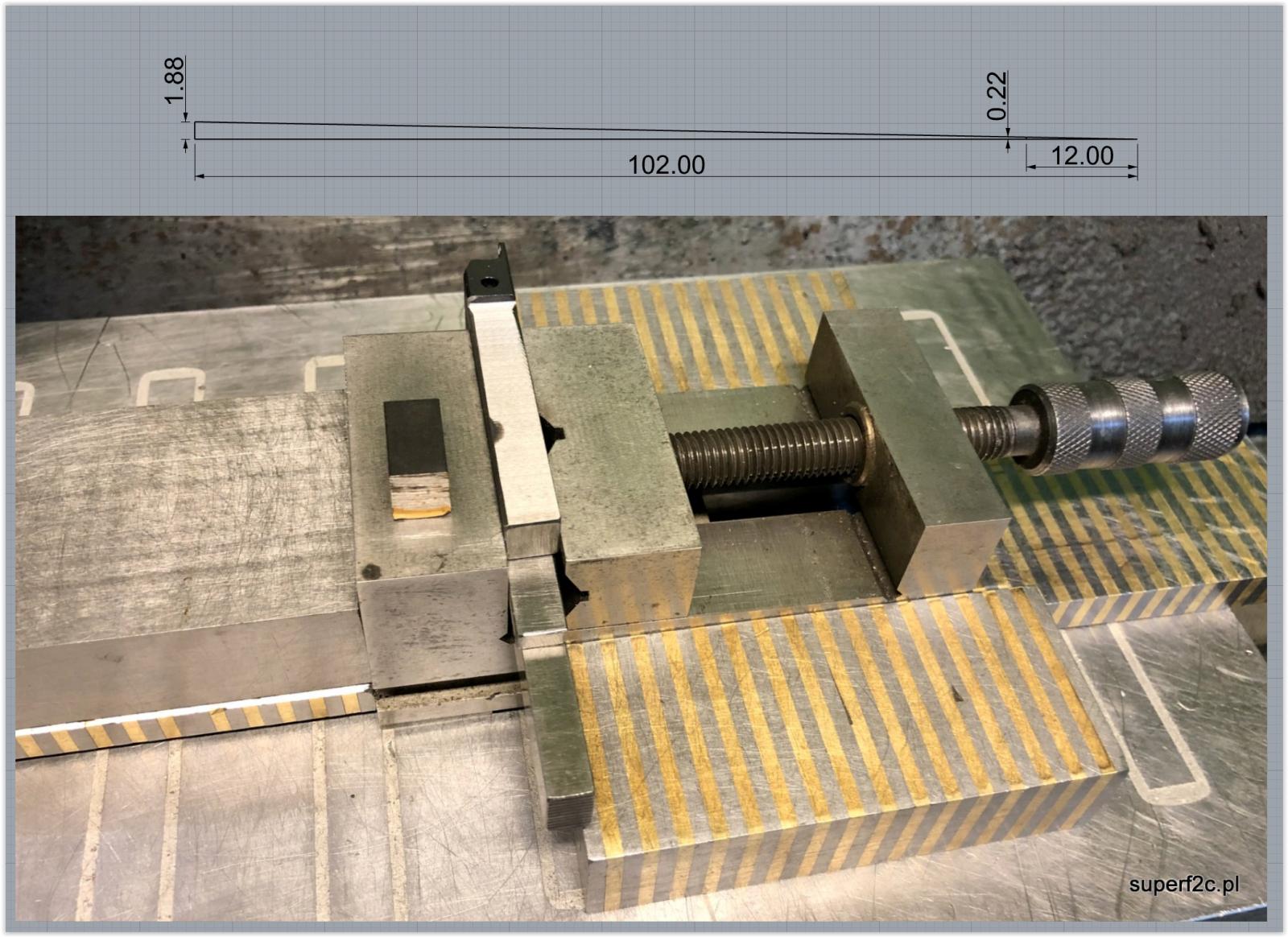
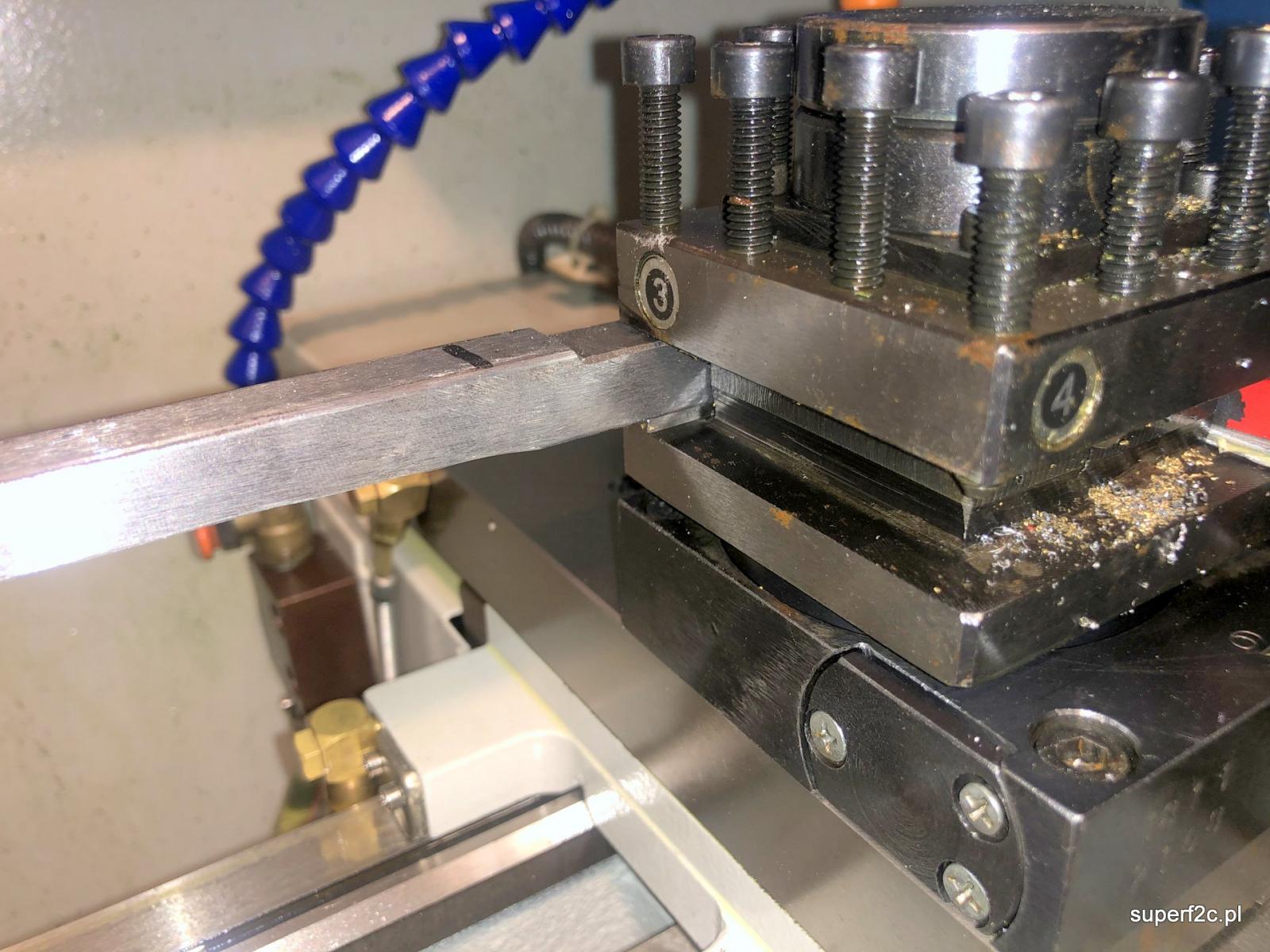
i dalej nie wiem jak rozkręcić imak z racji braku dostępności mocujących śrub które są schowane bezpośrednio pod imakiem. Czyli jak zwykle do tej pory. Gotowe noże z wymiennymi płytkami zakupione w necie po prostu modyfikuje czyli zbieram 0,22 milimetra na 12 milimetrach. co by nóż przecinak stał prostopadle do przecinanego materiału. Proste. Tylko że ten modyfikowany nóż już do normalnej tokarki się nie nadaje... na szlifierce na płasko ze stołem magnetycznym ustawiłem imadełko szlifierskie podkładając z odpowiedniej strony podkładkę 1.88 którą doszlifowałem wyliczając zbieżność 0,22/12 a takową zmierzyłem na imaku nożowym na tokarce CNC210 średnio z czterech pozycji na noże. taką zbieżność widoczną gołym okiem otrzymałem. Także dostosowałem długość do wielkości tego konkretnego imaka. A odpad akurat na imadełku szlifierskim postawiłem. Te korekty dały prostopadłość noża a wysokość noża dobrana została podkładką plus papierek. Widać tu także ukrytą śrubę niezbędną do odkręcenia między podstawą imaka a suportem tokarki. Potrzeba obrócić imak o 45 stopni aby do nich się dobrać... zdjęcie złapane podczas obrotu czyli wpisaniu np: T0303 i naciśnięciu klawisza Enter. Tu widać także po odkręceniu dekielka elektrykę plus magnes (wcięcie jedno na wewnętrznej powierzchni) pozycjonujący. śrub jest cztery tu widać te dwie nie sprawiające problemu z odkręceniem. Odkręciłem także dekielek łożyskowanej osi silnika. Podczas obracania się imaka oś chowa się co najmniej dwa milimetry. a po odkręceniu tej osłony dalej nic nie widać więcej. a na plastikowym separatorze elektrycznym są cyfry od 1 do 4 pokazujące miejsce gdzie siedzą cewki współpracujące z magnesem. Widać tu na fotografii tylko wyraźnie cyfrę "3" odwróconą do góry nogami. Po za tym widać że to kolejne miejsce w które muszę częściej zaglądać z racji jak widać tworzącej się korozji... skończyło się za tym na tym że korektę dobrego noża tokarskiego zrobiłem bo dalej nie potrafię zdjąć imaka chyba najpierw z podstawką co by później odkręcić sam imak. A jak imak będę miał w ręku to żaden problem prze-frezować ten ulepszony cieplnie materiał stosownym frezem.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
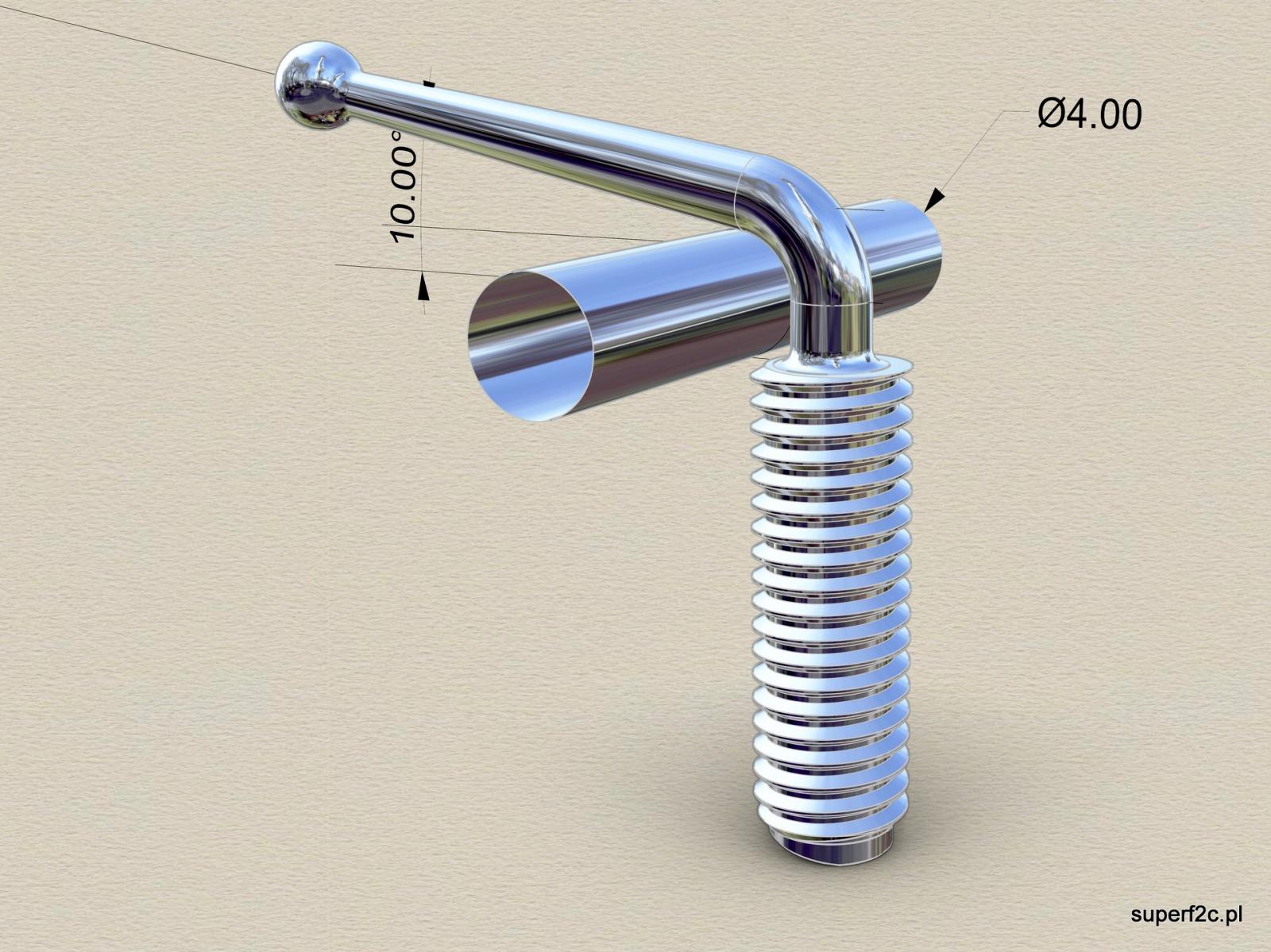
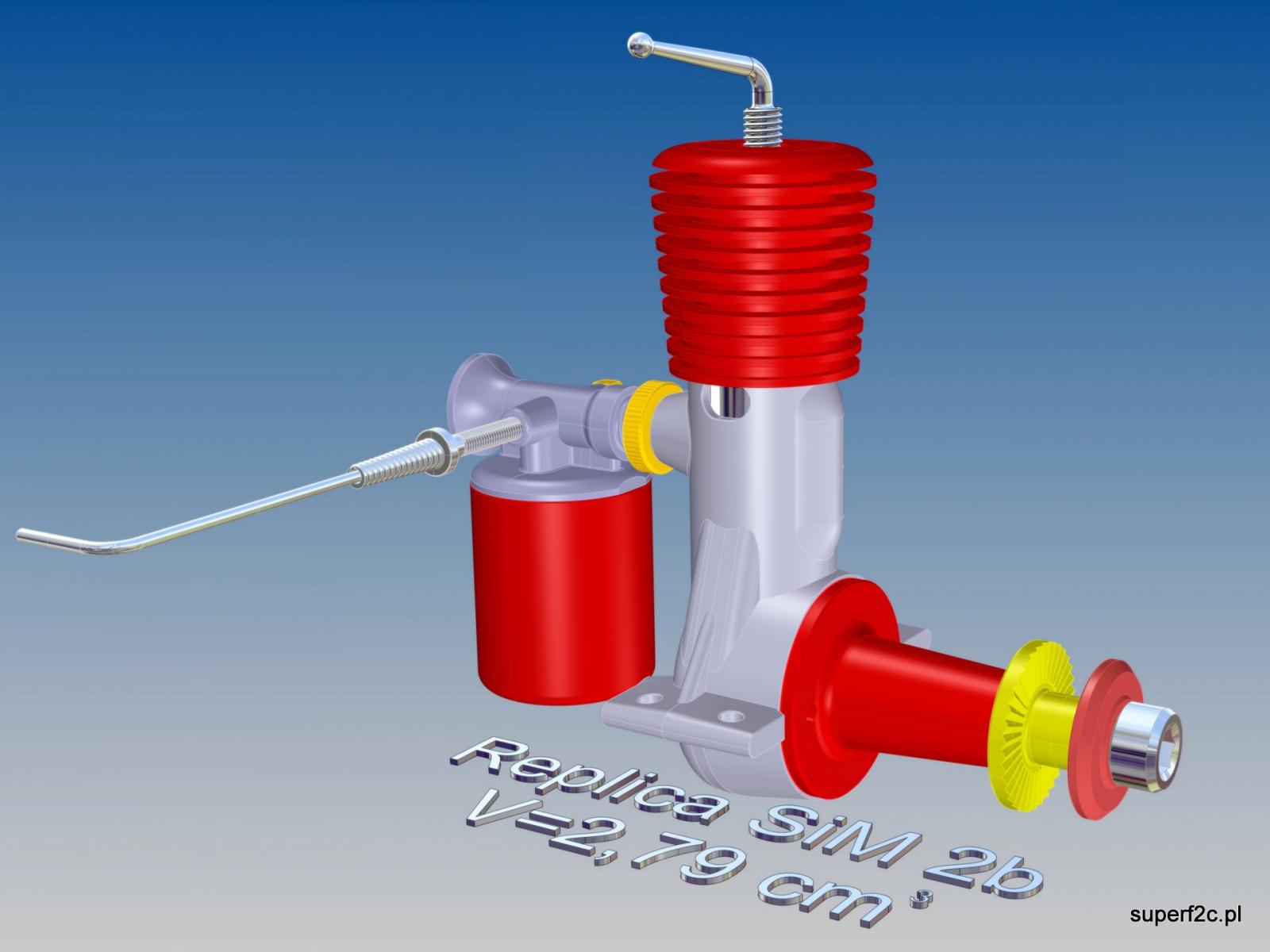
Drogi Jacku, żebym to ja wiedział jak będzie wyglądała Replika silnika SiM 2b SPORT... na razie to wiem jak przegnę śrubę kompresyjną. Choć tu także czekam na opinie. jak widać swobodnie wygina się na promieniu 2 mm. Ale w imadle zostają nieakceptowalne ślady. Pozostaje dorobić stosowny przyrząd... a pilnując wtryskarkii miałem czas dokończyć pierwszą wersję rysunku 3D złożeniowego całego silnika SiM 2b.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
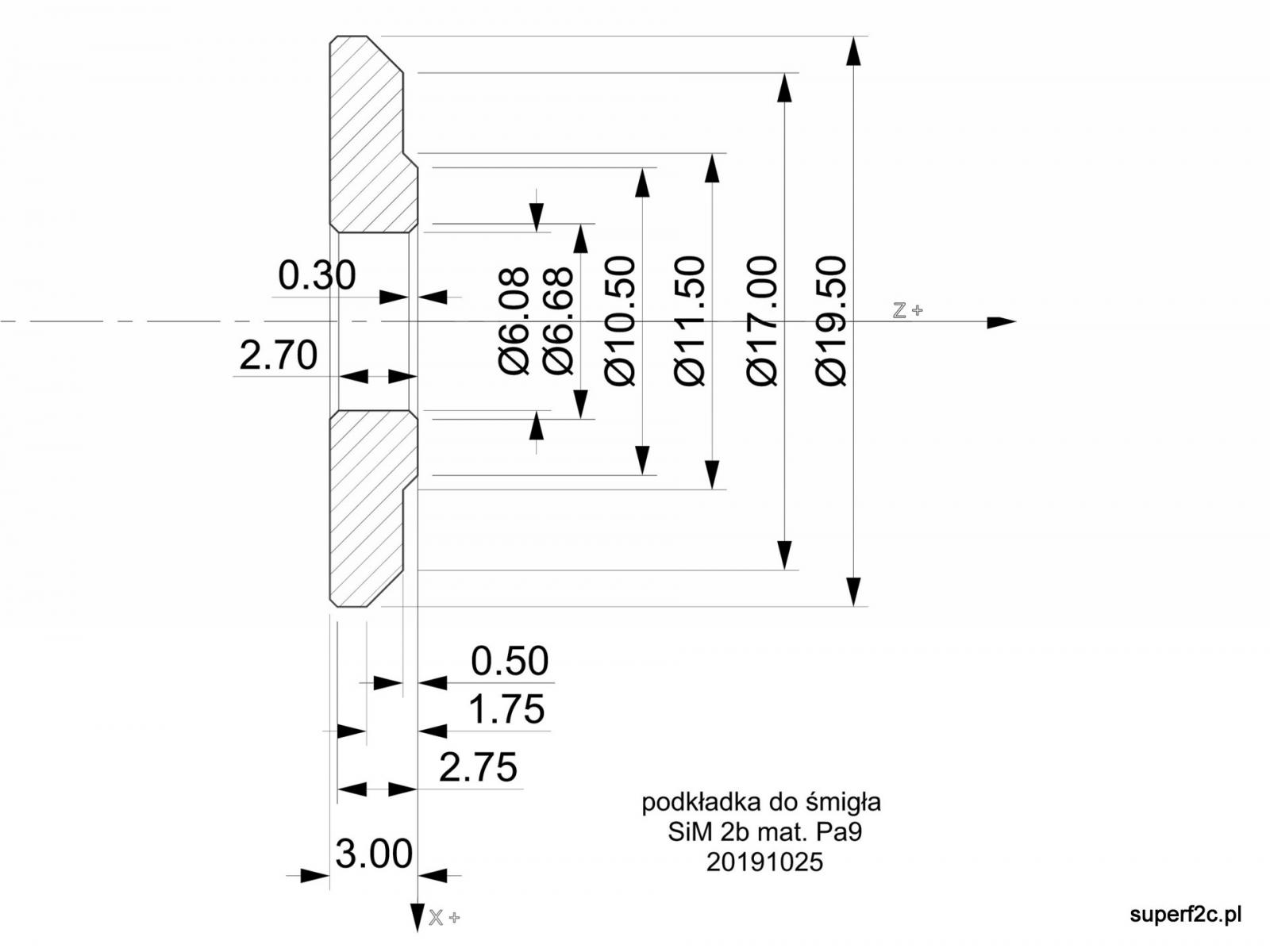
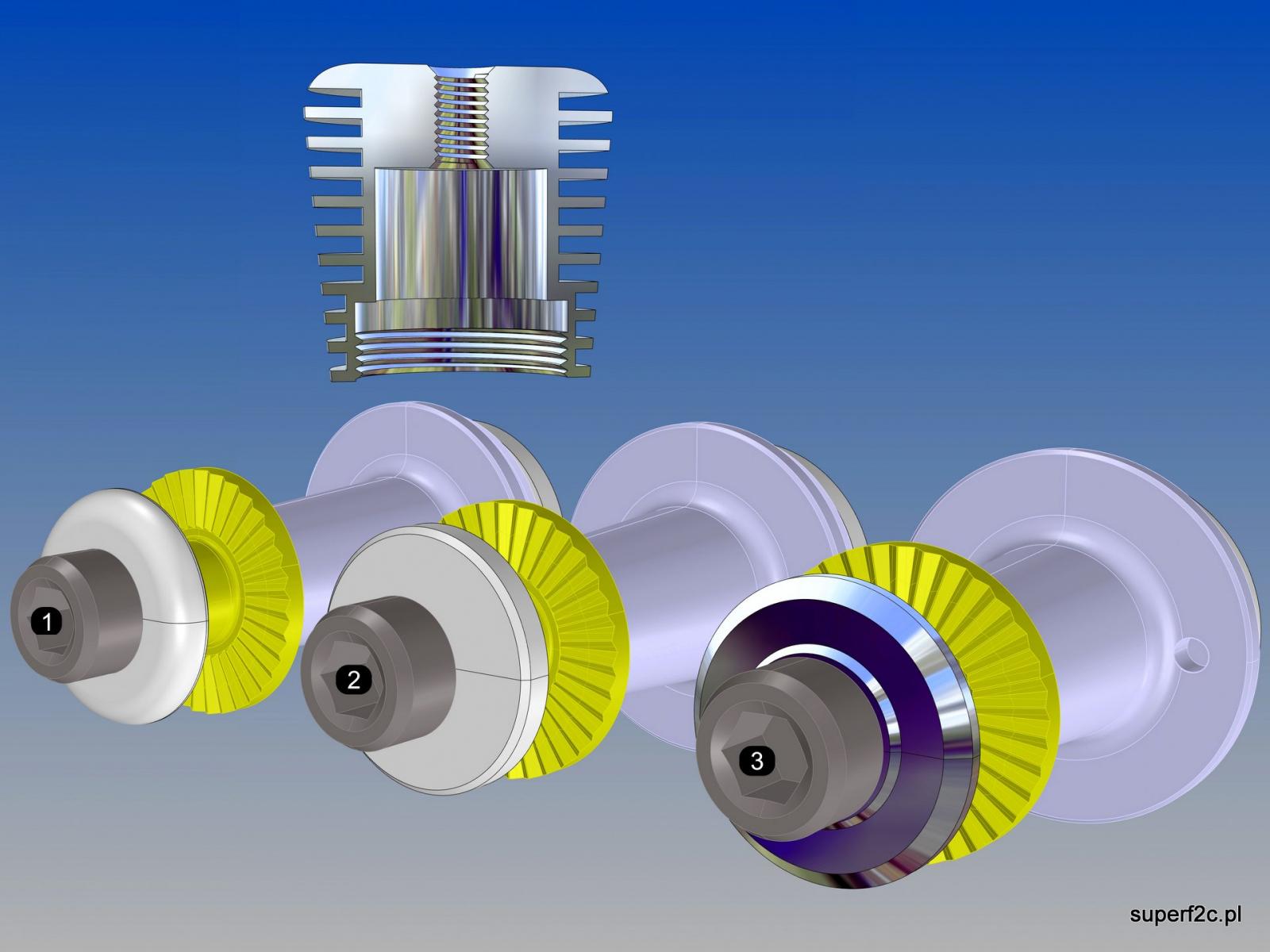
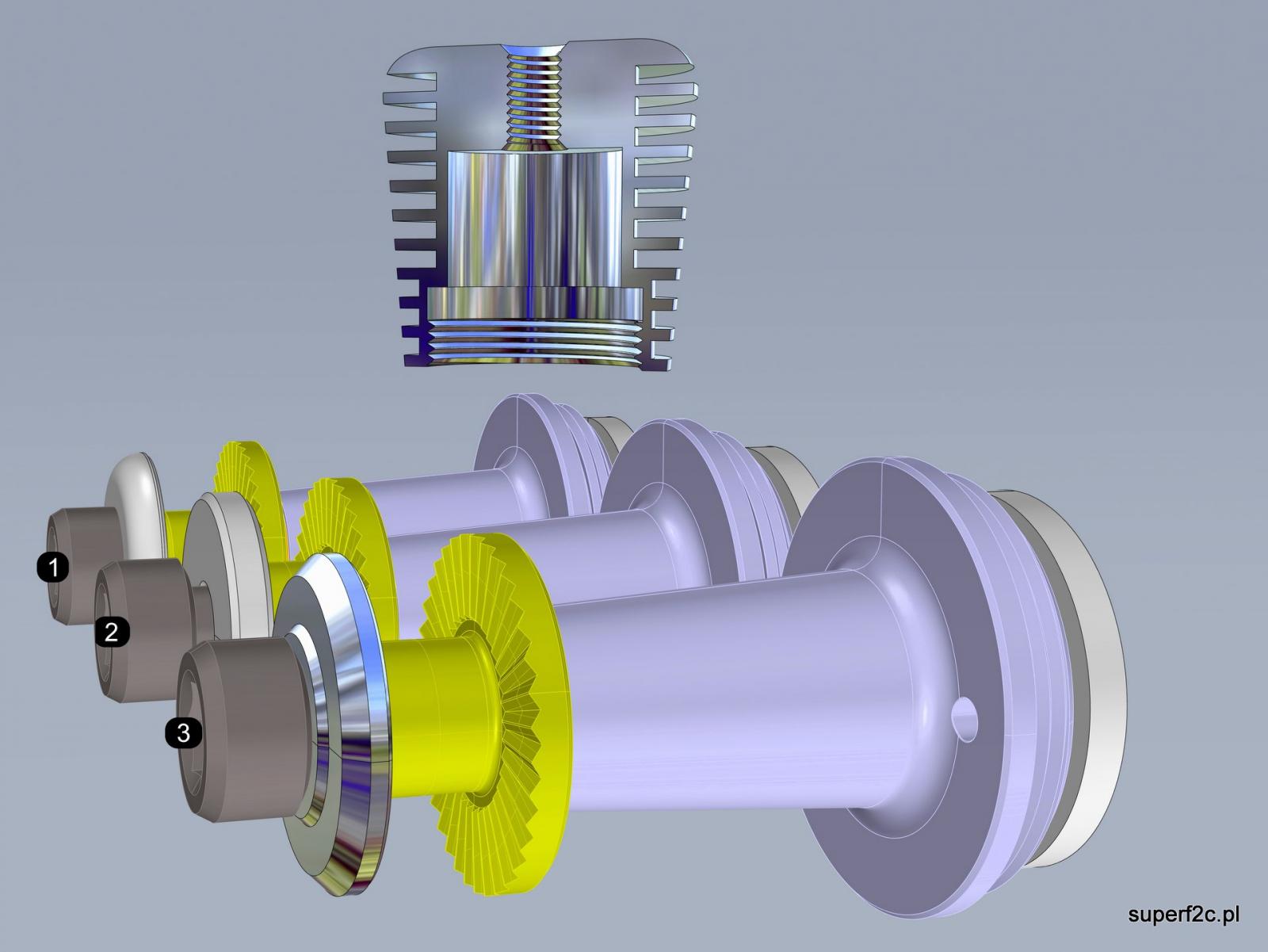
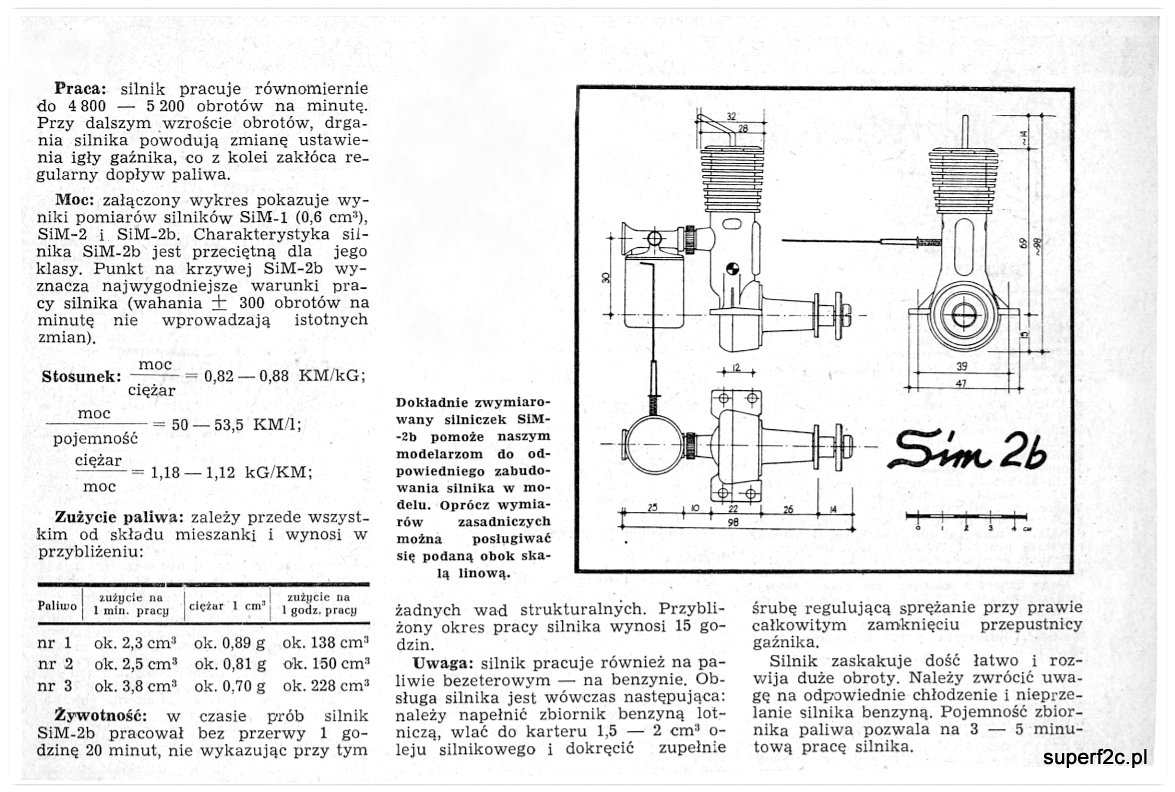
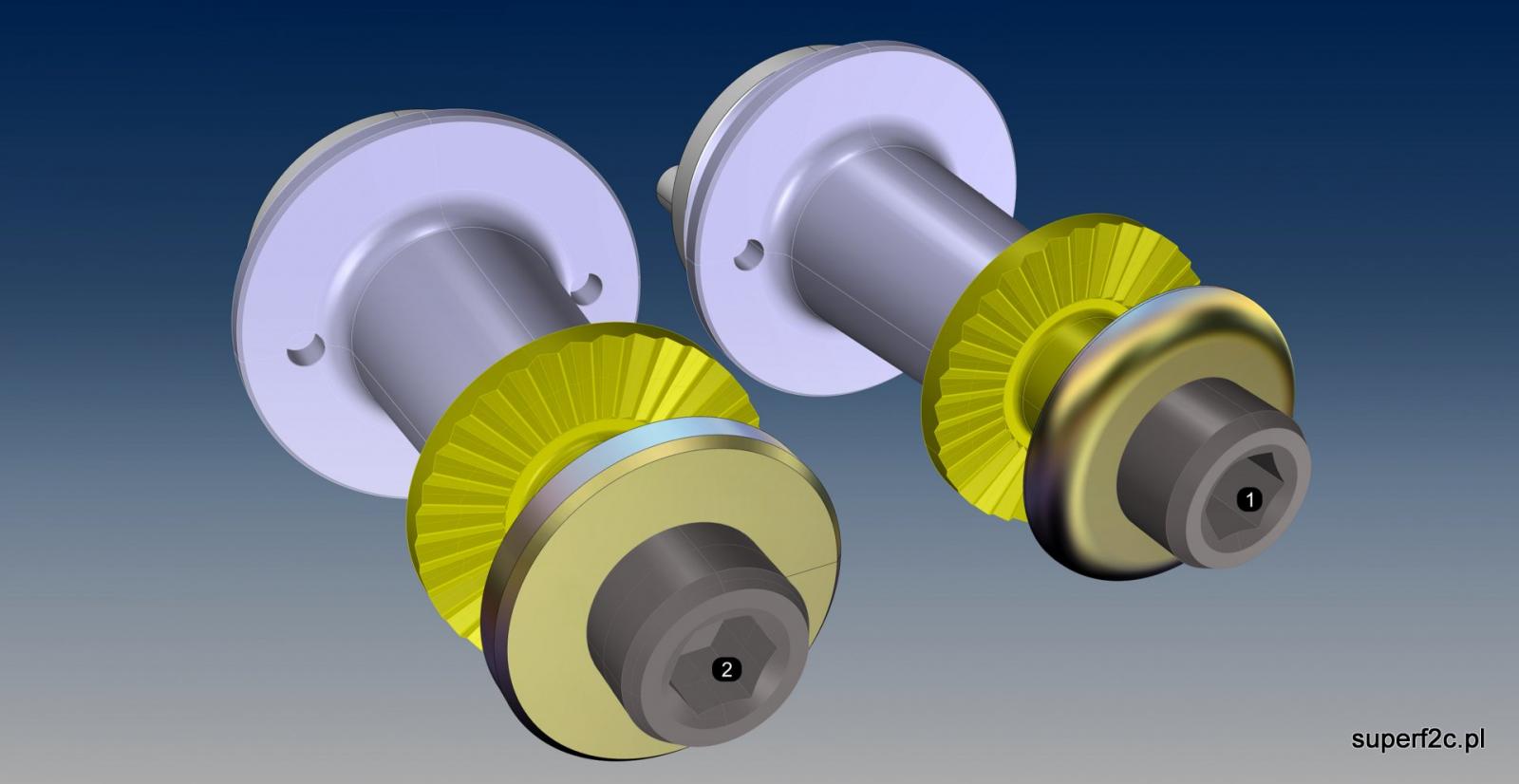
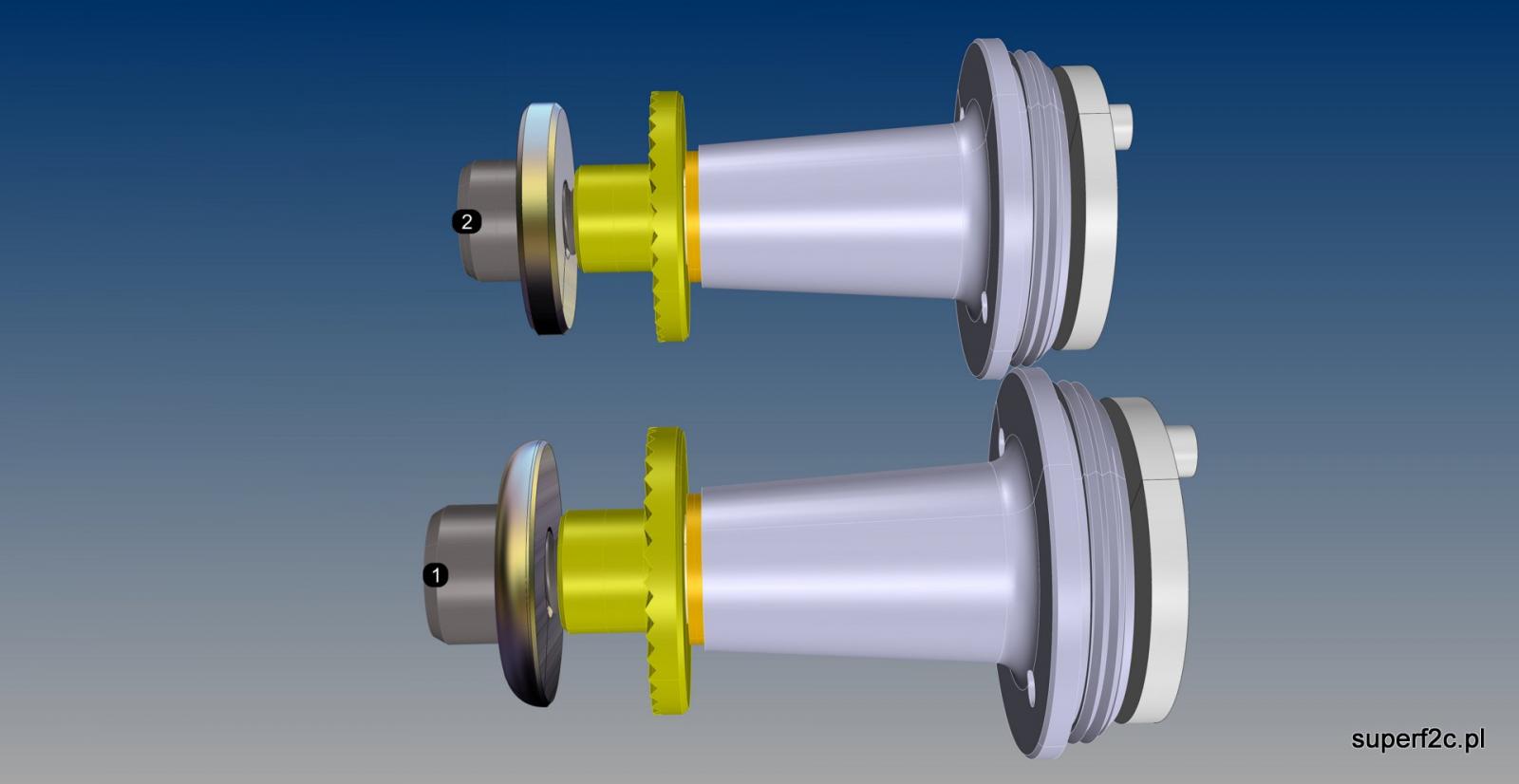
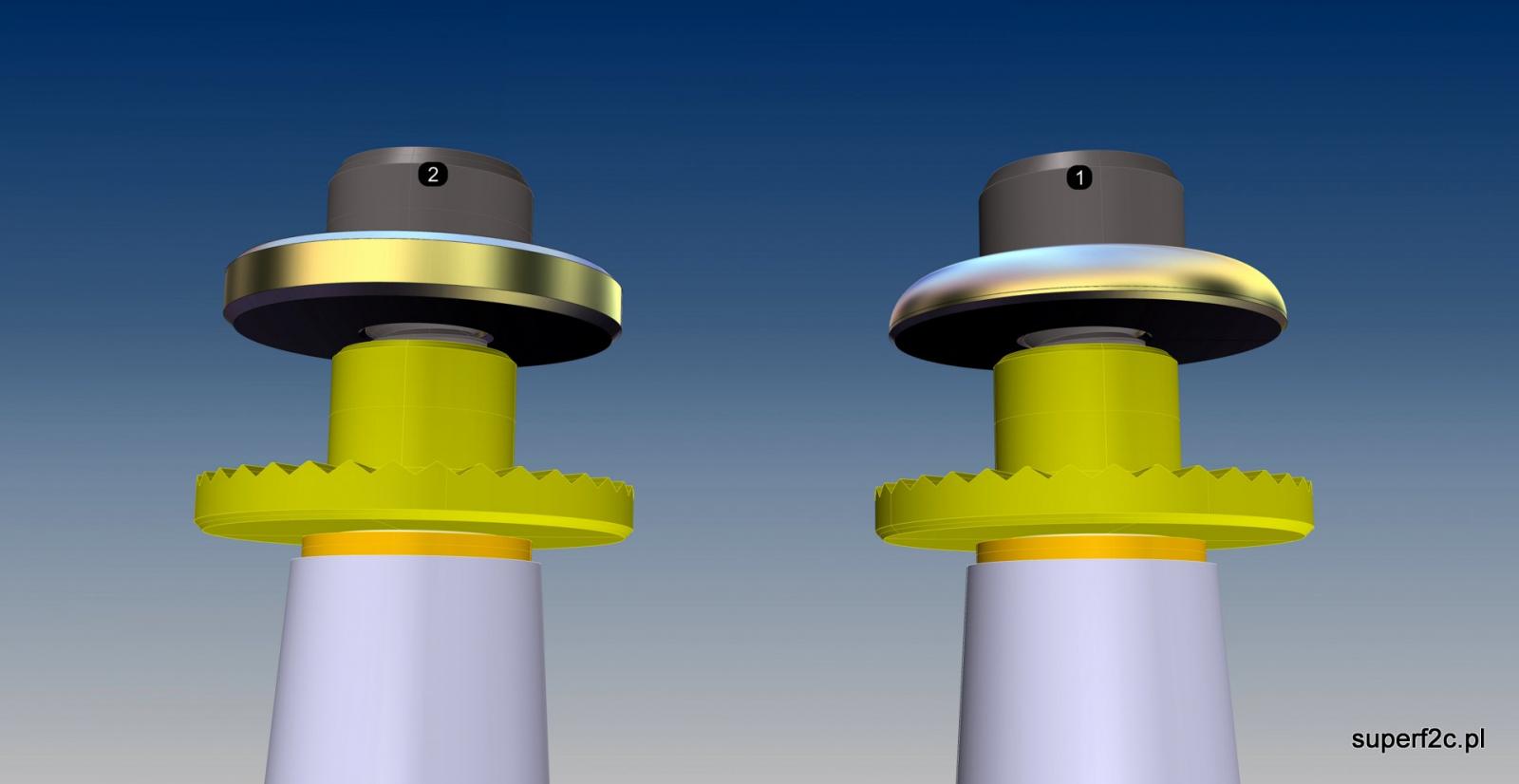
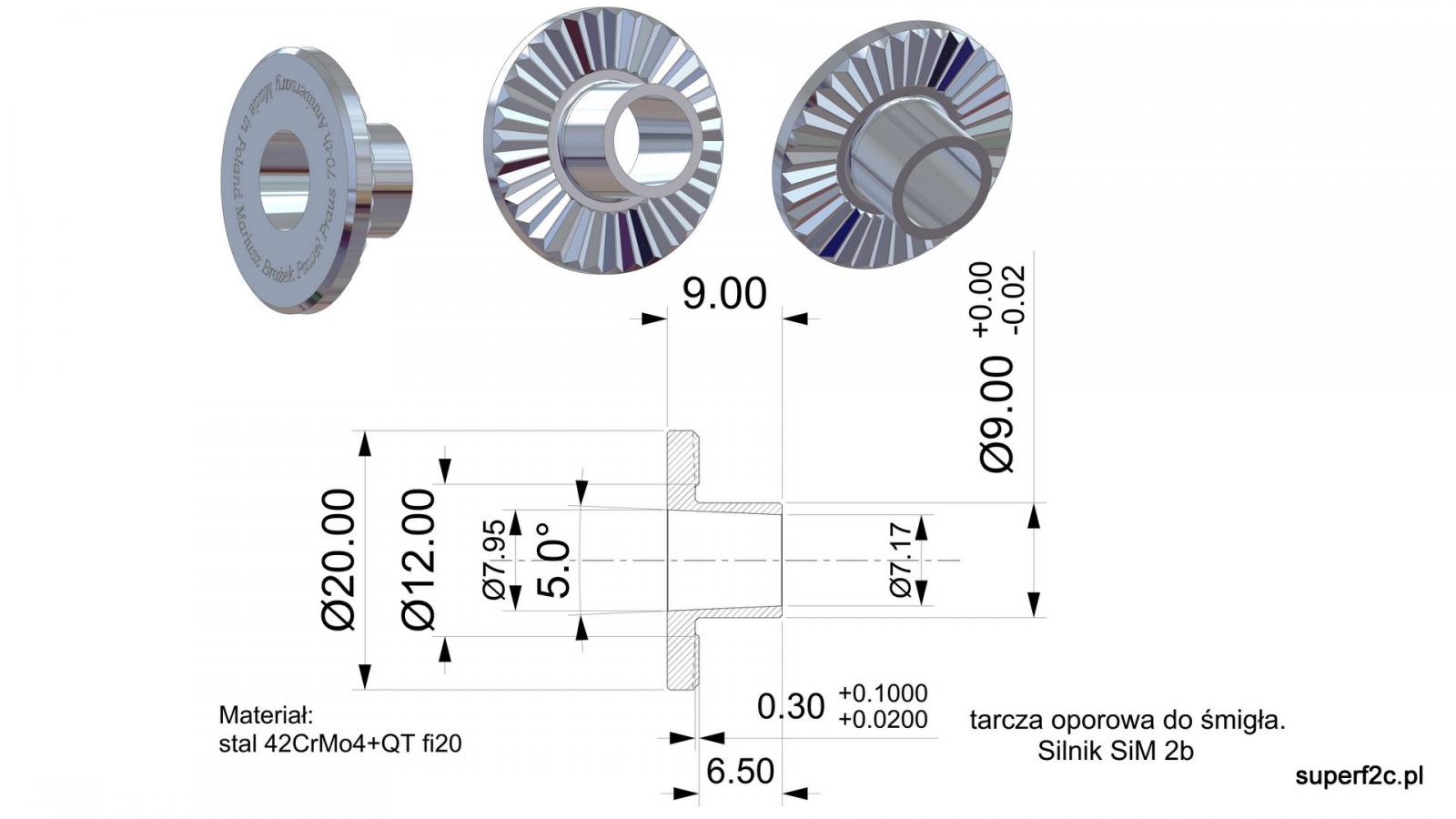
wersja podkładki z promieniem zamiast fazy powstała w nawiązaniu do kształtu głowicy zdecydowanie zakończonej w obły sposób. na rysunku technicznym jest to opisane konkretnym promieniem R3,5 Mnie także się to za bardzo nie spodobało ale z drugiej strony nożowi tokarskiemu jest bez różnicy jaką będzie wykonywał drogę. Powstała zatem trzecia wersja z fazami jak na zamieszczonym szkicu. Najbardziej lekka wersja nawiązująca do zastosowanych w przeszłości. Jednak podwójna faza na średnicy powyżej gdzie już łeb śruby nie sięga zdecydowanie wyróżni wersję silnika...
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
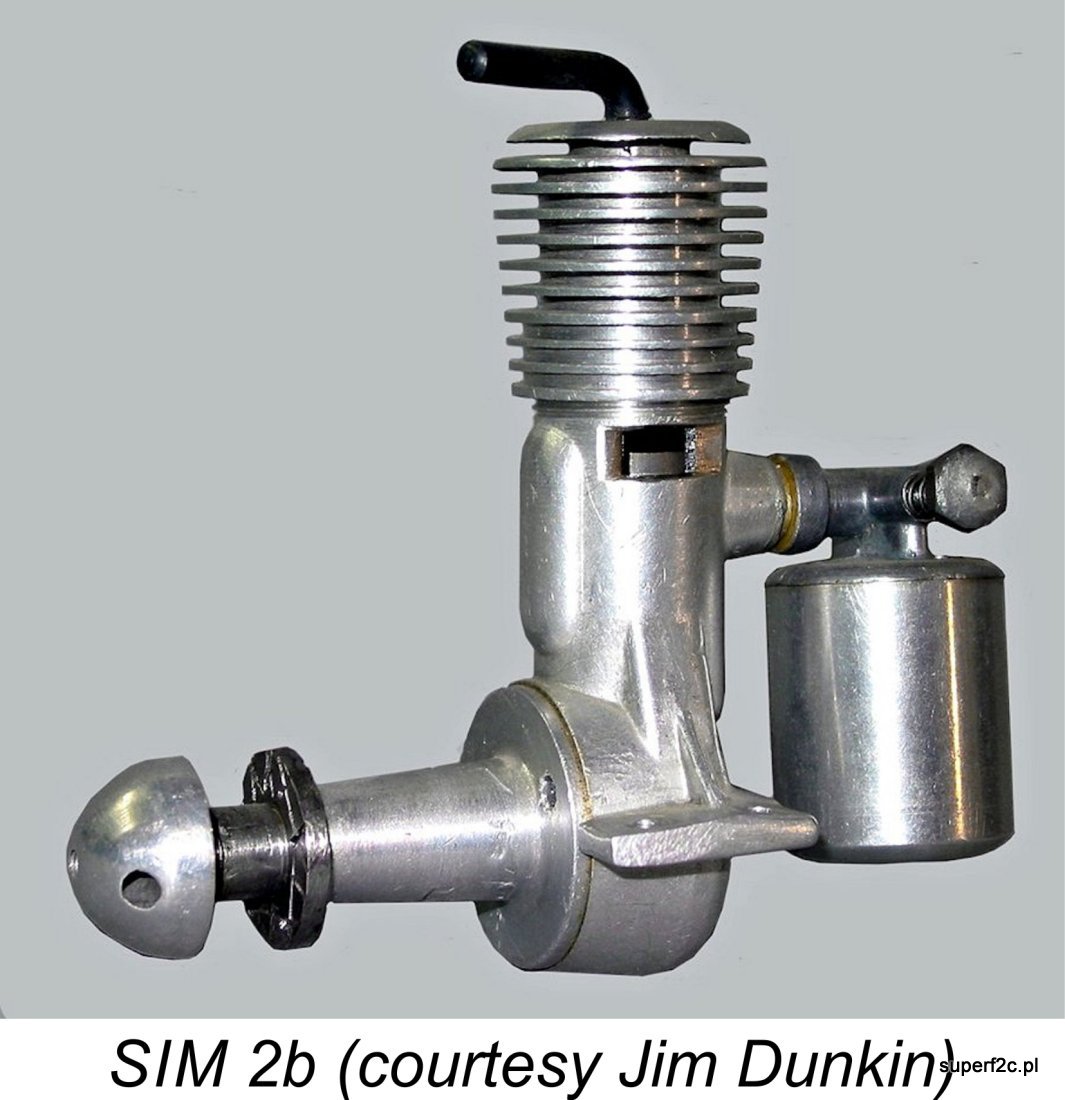
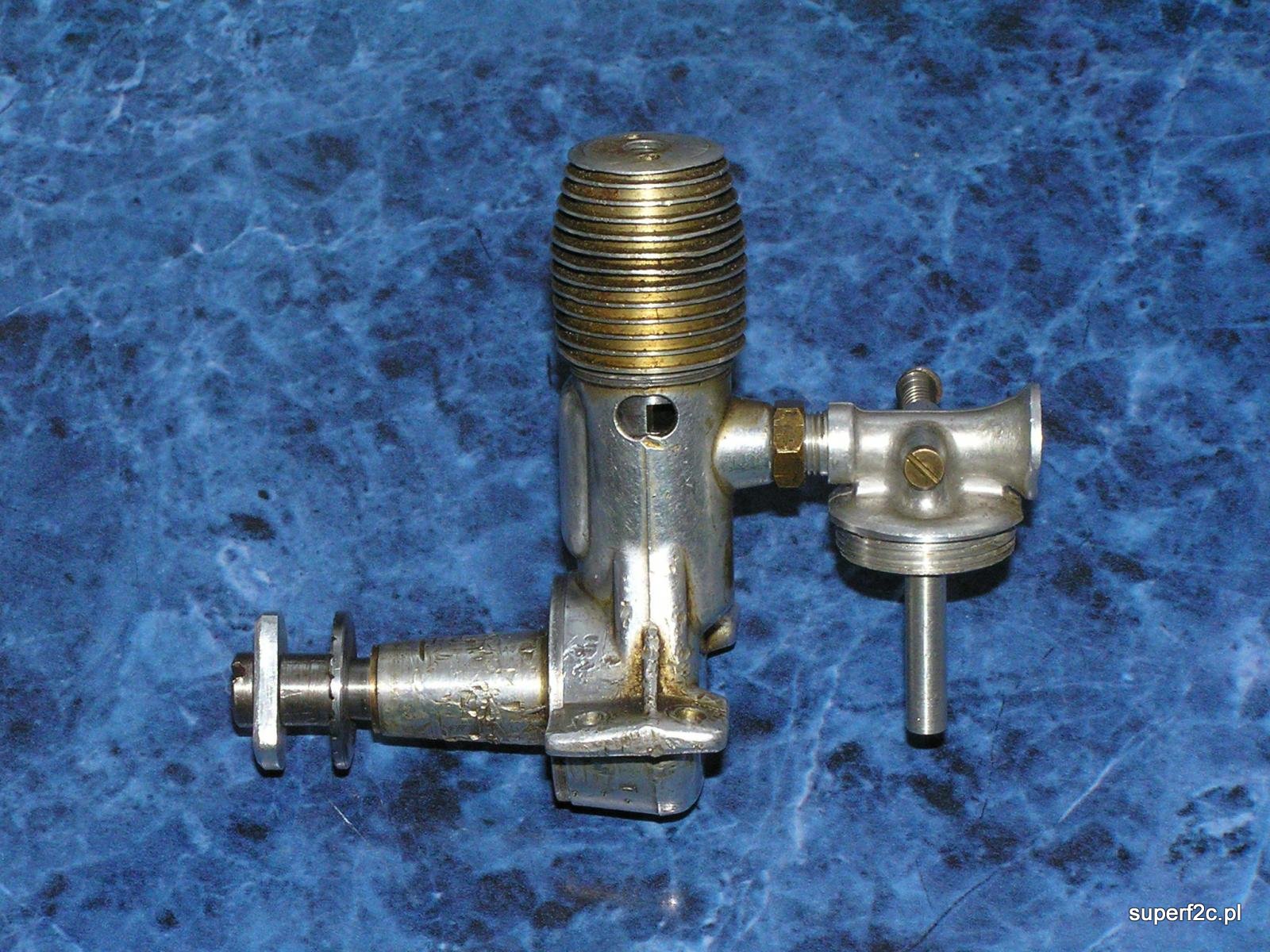
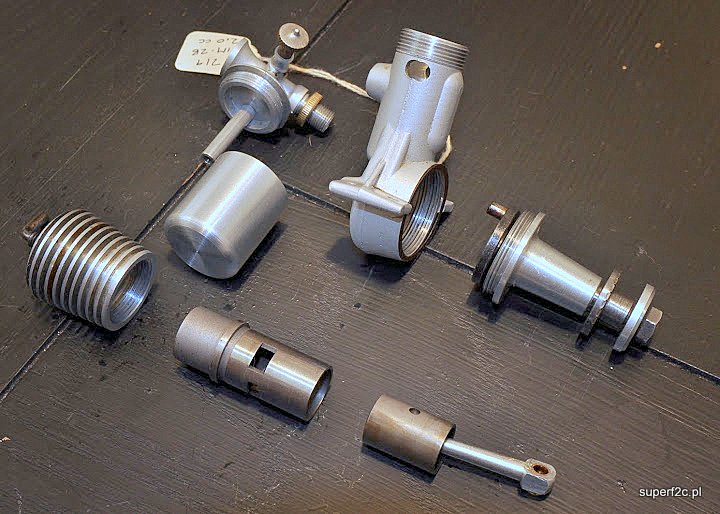
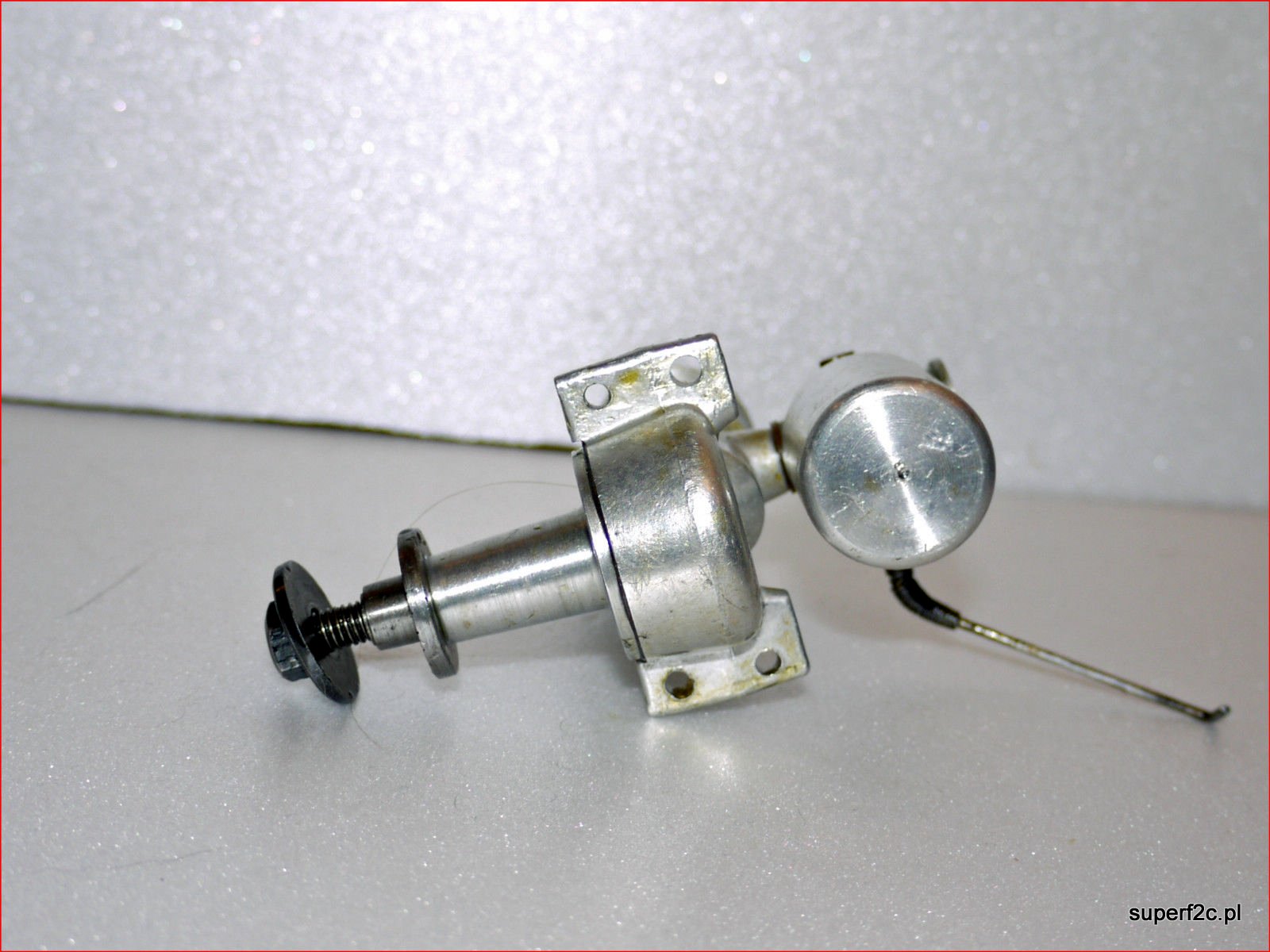
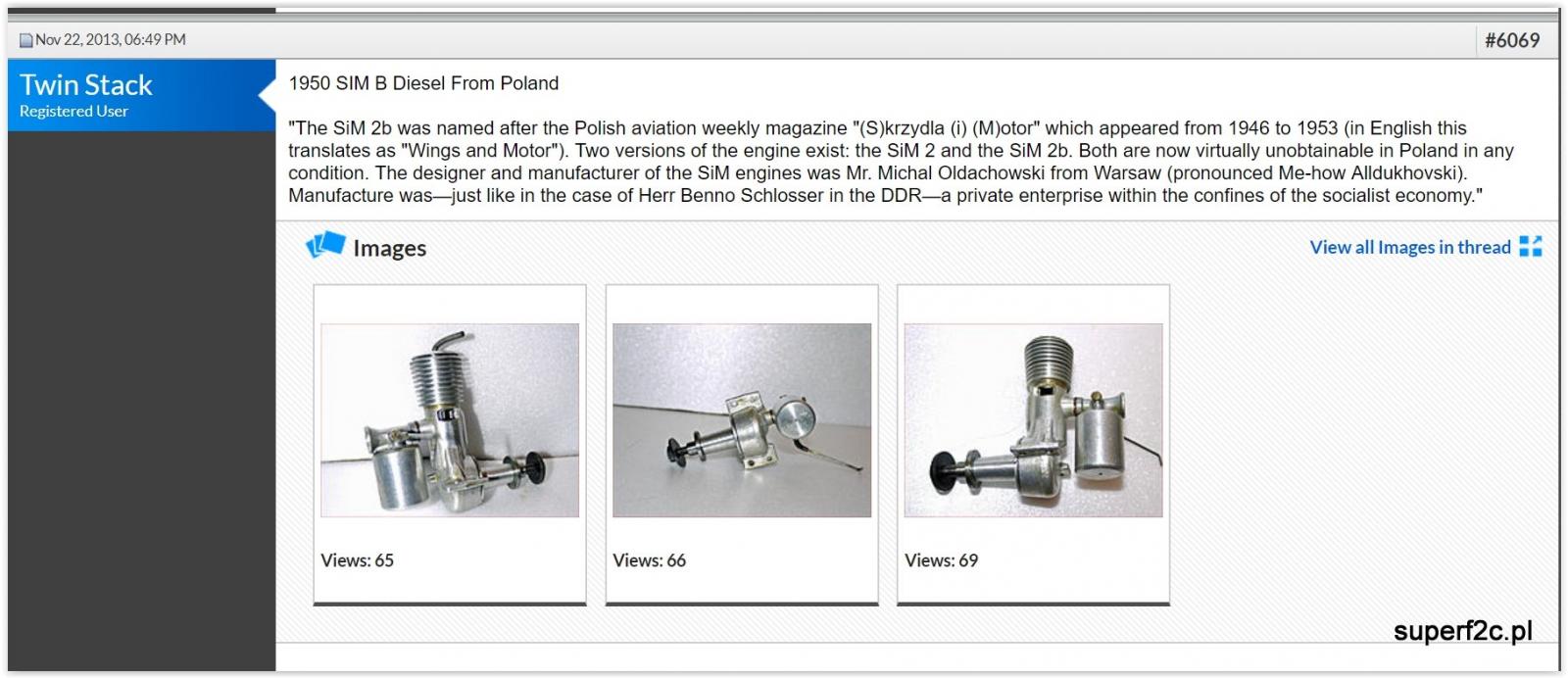
dlatego podkładka z fazą ma numer "dwa". Dla przypomnienia, dostępne fotografie silnika SiM 2b z mojego laptopa: ja po prostu wykonam parę prób i zobaczymy. Ocenimy.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
Do tej pory wycinając drutówką ze stalki czy jak kto woli kratówki: nie stanowiło dla mnie problemu i kąty odpowiednie ustawić. W przypadku obróbki CNC na tokarce ustawianie noża jest po prostu kłopotliwe. Mam tu na myśli złapanie współrzędnej Z=0 i X=0. Zdecydowanie łatwiej jest mi wymienić płytkę i ewentualnie wprowadzić tylko korekty w danym nożu. W moim przypadku przecinak będzie zajmował pozycję w imaku T04 a korekta będzie wpisywana w tabeli korekcji narzędzi w rubryce T0404. I dlatego chcę poprawić imak cztero-nożowy co by było prawidłowo czyli prostopadle. Nie jest problem samo poprawienie wyjętego już imaka. Problem jak na razie jest dla mnie wyjęcie imaka. Ale napisałem do producenta i liczę że jak i poprzednio z podprogramem miałem problem wymiany narzędzia tak i tu dostanę parę zdjęć co i jak mam wykonać. Zresztą przedstawiciel fabryki cały czas jest na FB i śledzi moje poczynania z tokarką CNC210 i frezarką XC-4040. https://www.facebook.com/mariusz.brozek.5/media_set?set=a.1594437643948195&type=3 co do kształtu samej podkładki. Nie mam koncepcji na stanie przy tokarce i manualnie wykonywanie podkładek. Zdecydowanie preferuję obróbkę CNC. A nożowi tokarskiemu jest bez różnicy jaką będzie pokonywał drogę w materiale. Pierwotnie miała być klasyczna z fazami podkładka. No ale...
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
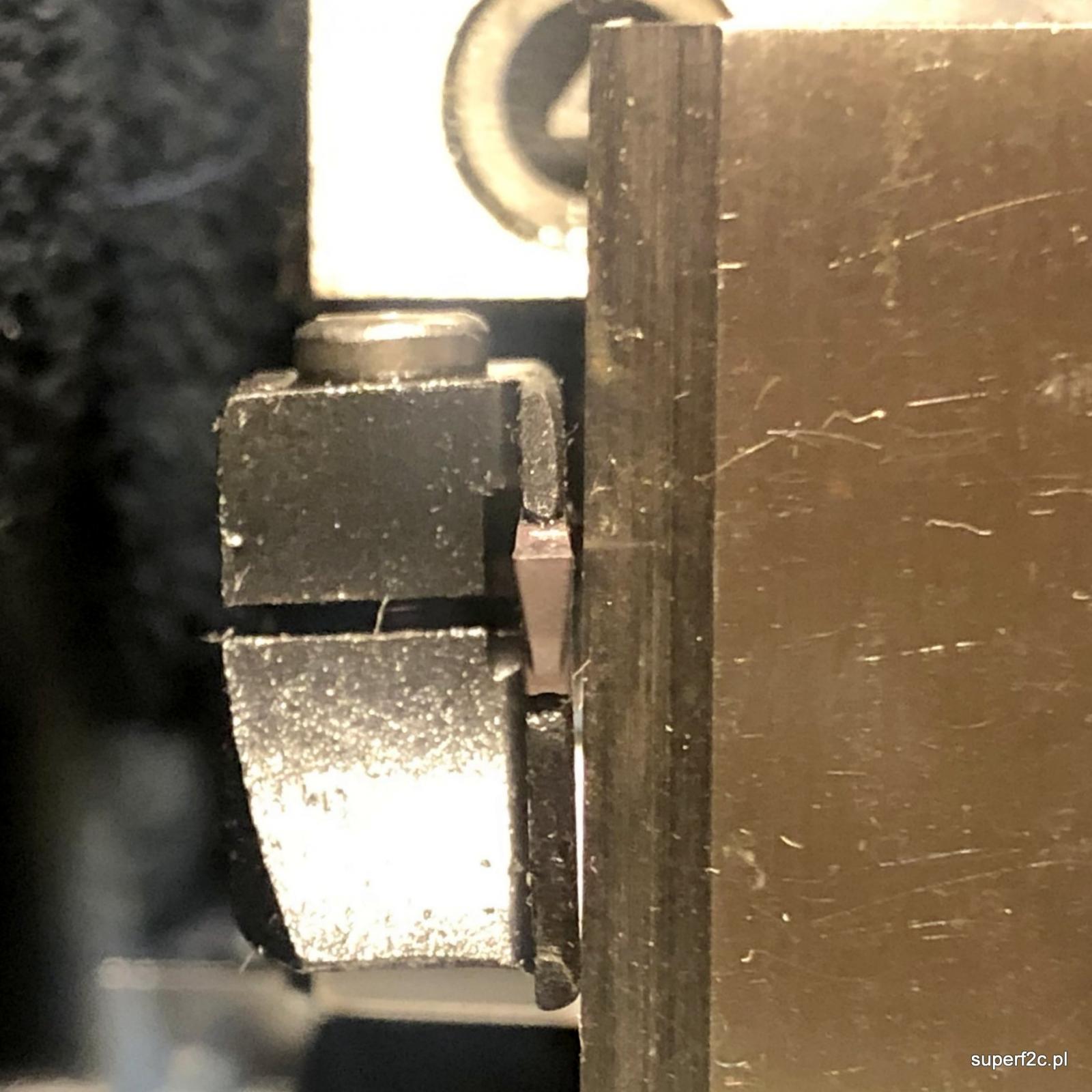
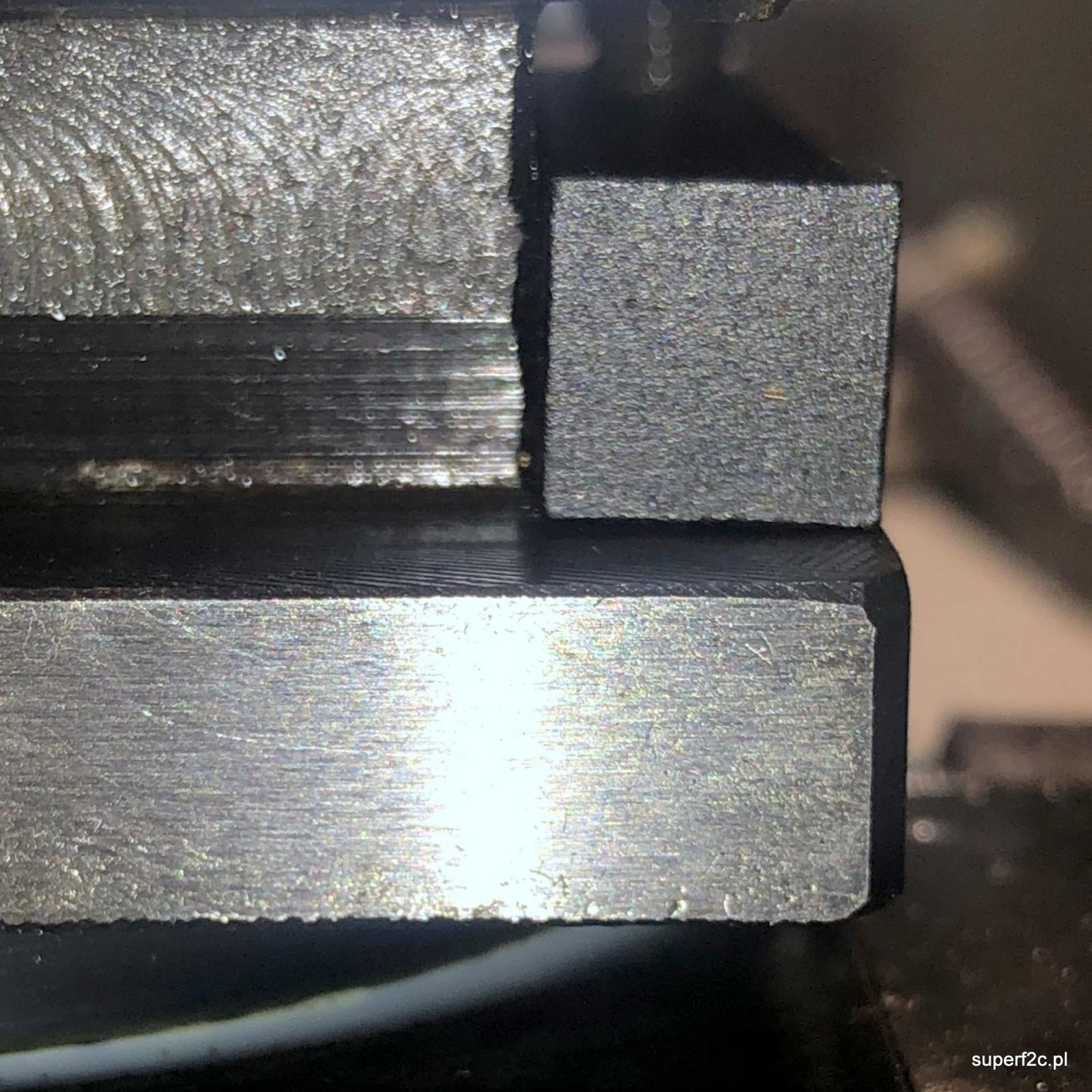
i od razu pojawił się drugi problem W elektrycznym zmieniaczu narzędzia samo narzędzie nie jest prawidłowo ustawione. I póki ręcznie ostrzyłem narzędzie to było to jeszcze akceptowalne. Ale jak chcę używać przecinaka z wymiennymi płytkami na paru tokarkach (5) to wypada narzędzia nie przerabiać a raczej imak. Tylko dzisiaj za bardzo nie wiem jak to rozkręcić... brakuje prostopadłości podstawy. Widać zatoczone czoło podkładki razem z promieniem R1.2 w trochę większym powiększeniu starannie obrobione niestety nie zachowane prostopadłości płaszczyzny bazującej od tyłu dokładnie widać jak jest przekrzywiony nóż tokarski co przy przecinaku jest to już drobny problem.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
Wczoraj spotkała mnie przykra niespodzianka bo pręt PA6 średnicy 20 mm. mimo że z każdej strony wrzeciona tokarki CNC210 wchodzi to dziura ma prawie po środku wrzeciona kryzę i tylko wchodzi przelotowo pręt o średnicy 18 mm. Pozostało dorobić "bor-sztangę" do otworu 18 mm i poprawić fabrykę. udało się jak widać na załączonych fotografiach. samo narzędzie to trzpień z kawałeka widiowego freza fi 4 mm. Odpowiednio już razem z bor-sztangą zaostrzony. z tego pręta będą wykonane podkładki do śmigła.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
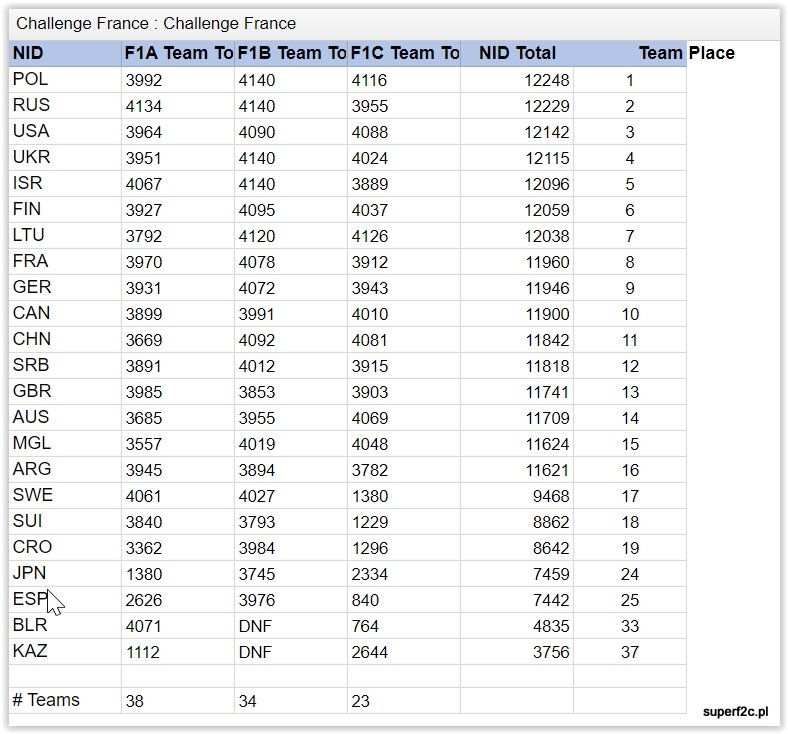
MISTRZOSTWA ŚWIATA MODELI SWOBODNIE LATAJĄCYCH W KATEGORIACH F1A, F1B, F1C zakończyły się. GRATULACJE !!!
-
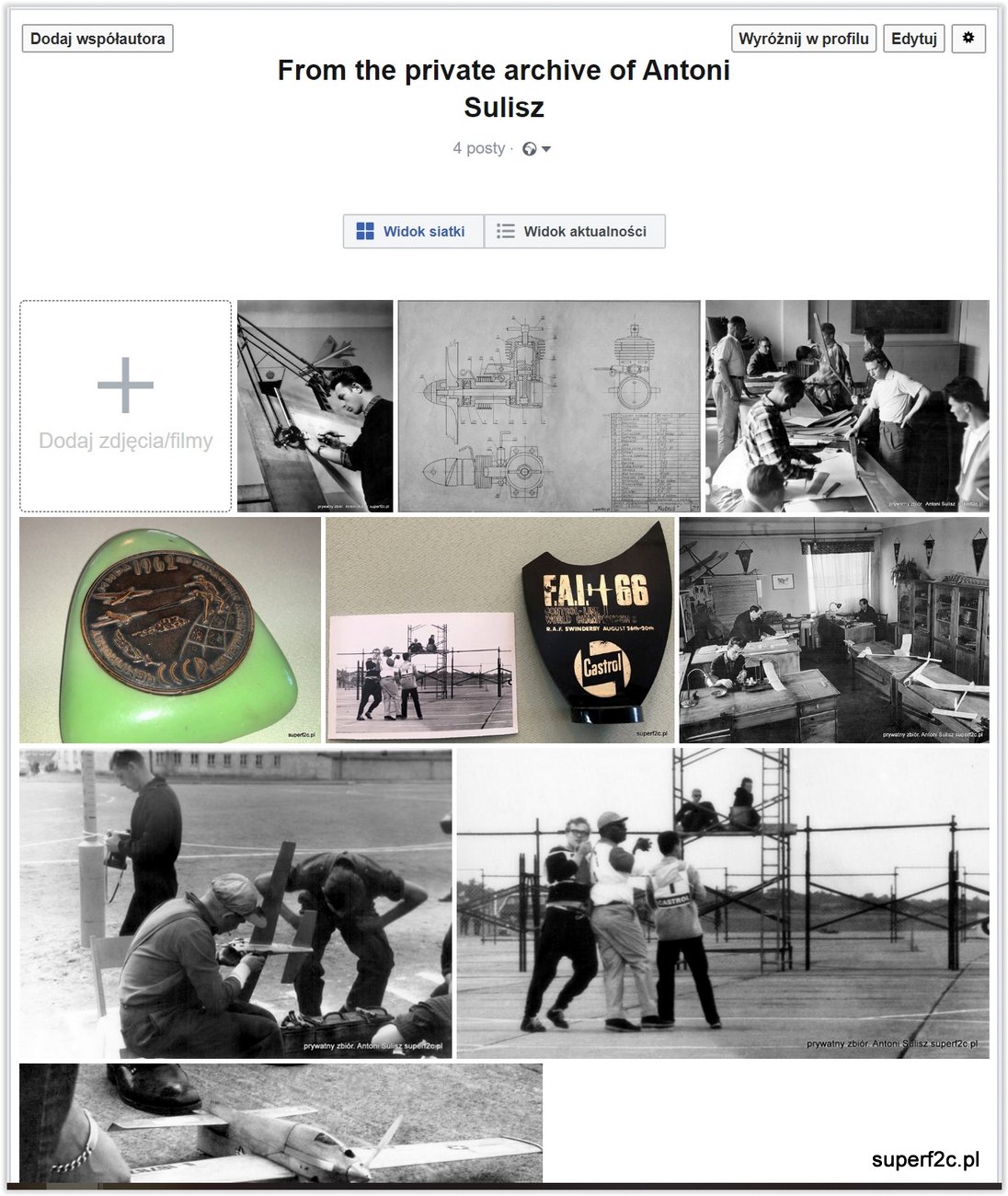
https://www.facebook.com/mariusz.brozek.5/media_set?set=a.2468015683257049&type=3 tych fotografii przekazanych mi jest dużo, dużo więcej. I na pewno obrobię i opublikuję wszystkie modelarskie jakie dostałem od starszego Kolegi Antoniego.
-
Po raz kolejny Jacku imponujesz mi zakresem wiedzy i zgromadzonych materiałów. Chciałbym po skończeniu archiwizacji materiałów otrzymanych od Antoniego Sulisza i u Ciebie na dobre zagościć w wiadomym celu.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
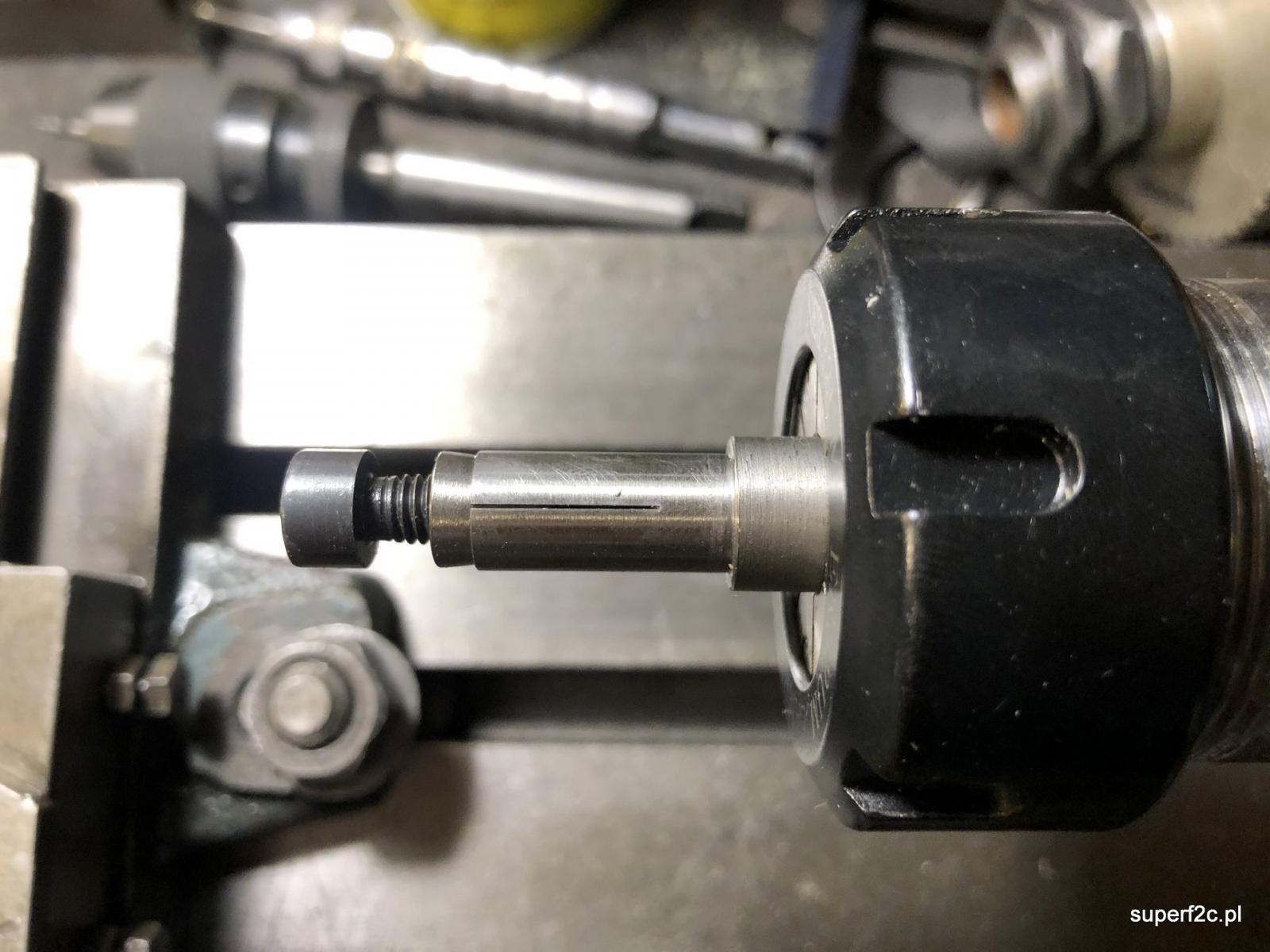
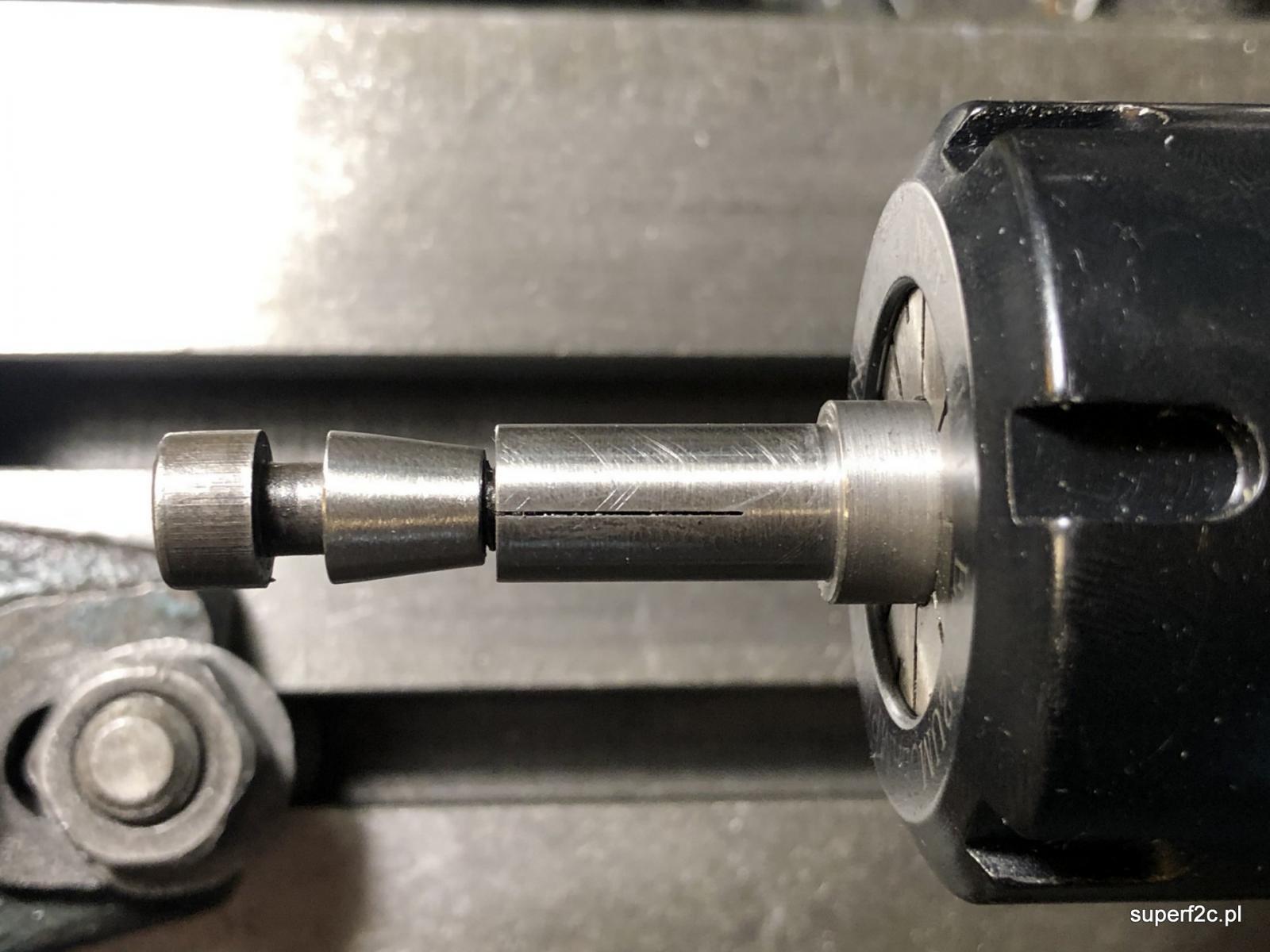
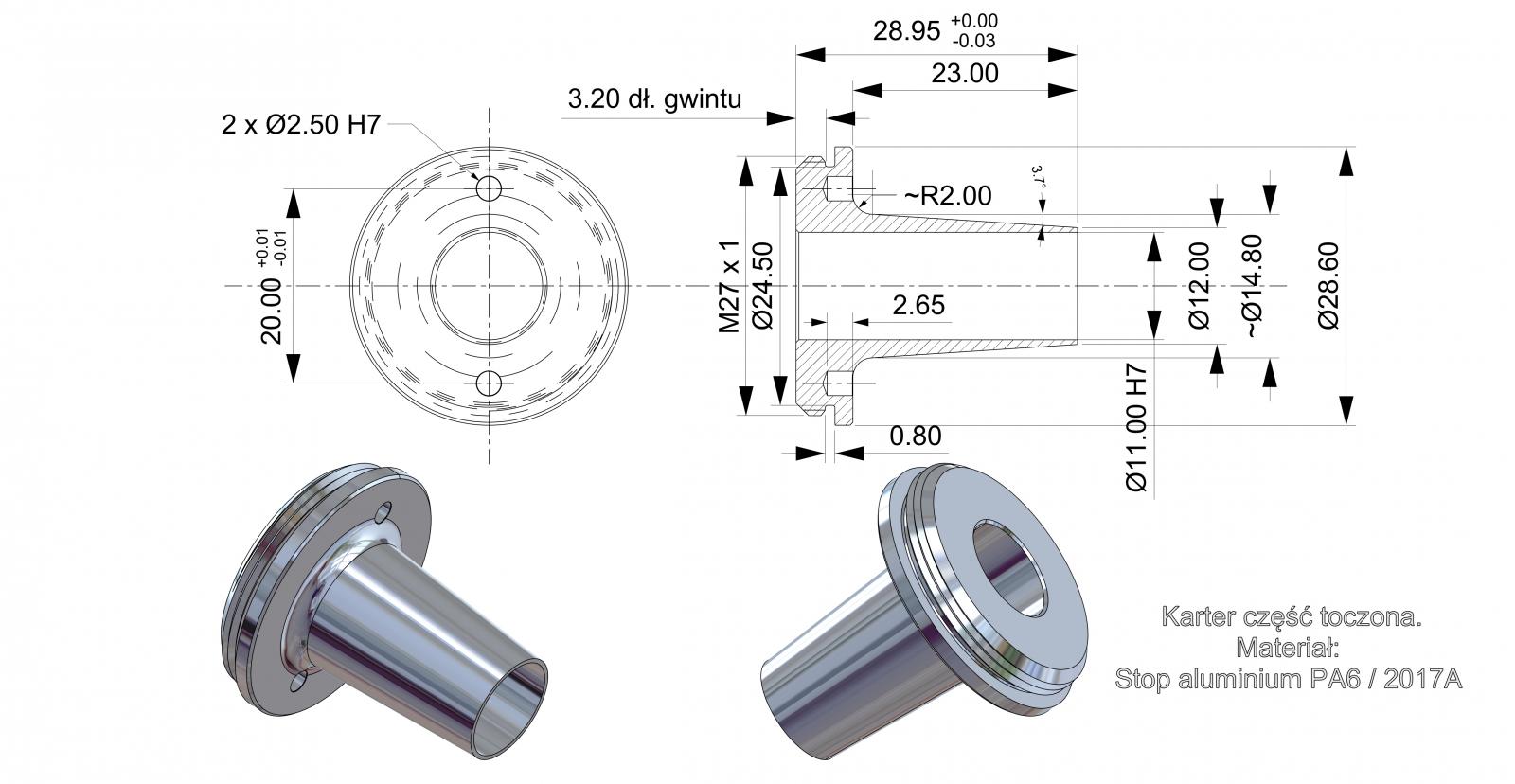
kalibrowanie narzynką wymagało dorobienia stosownego oprzyrządowania Narzynak załapana w szczękach zewnętrznych uchwytu uchwytu tokarskiego OUS-1 detal czyli karter silnika SiM 2b- część toczona wymagała dorobienia trzpienia rozprężnego rozprężanego stożkiem i śrubą M6 z drugiej ER32/ Morse'a2. wysunięty stożek z drugą dłuższą śrubą demonstracyjną. sam moment rozcinania co by powstała rozprężna tulejka. Tulejka rozprężna działa i kalibracja jak widać ma sens bo zostają delikatne wiórki po obróbce.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
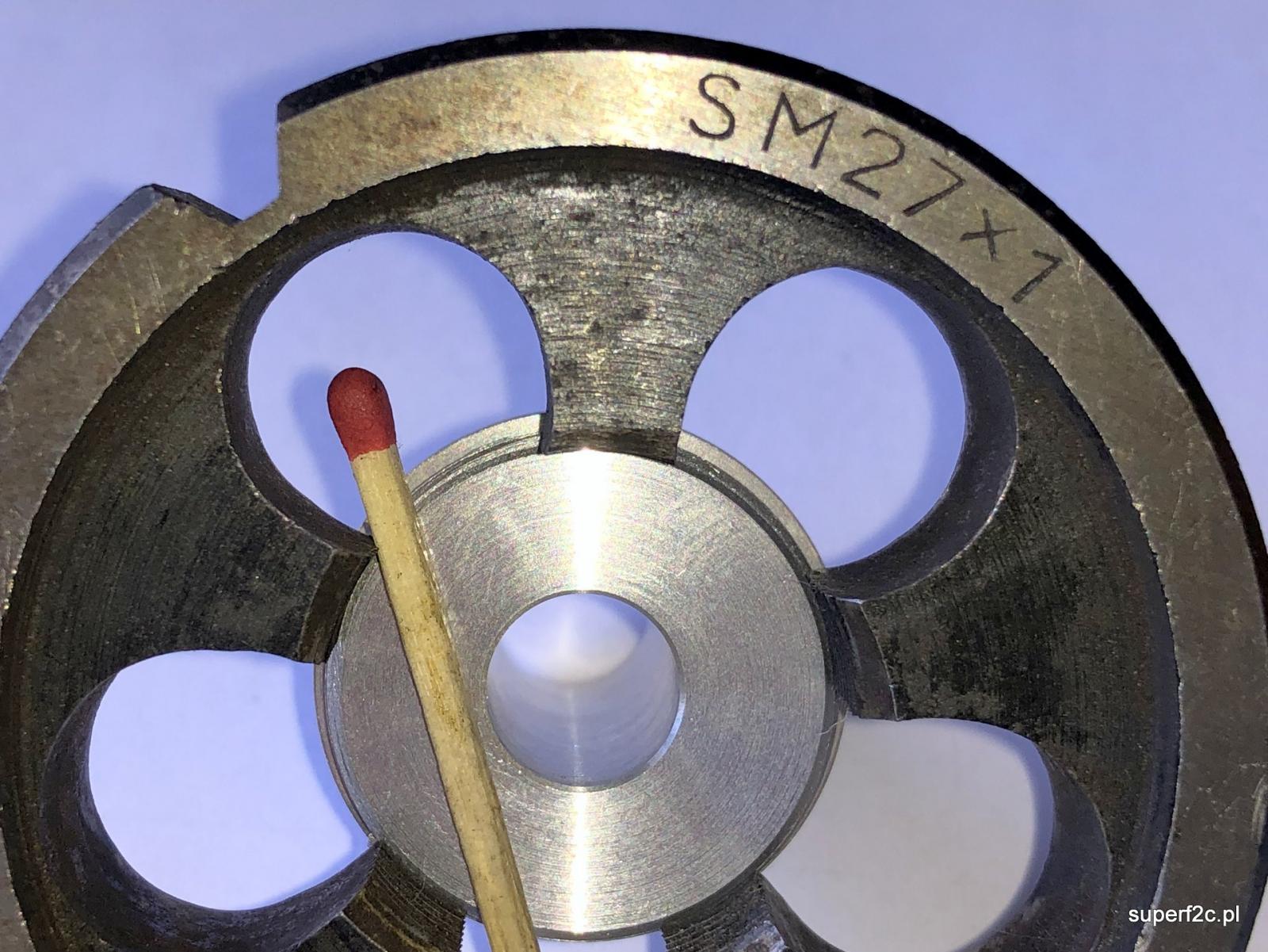
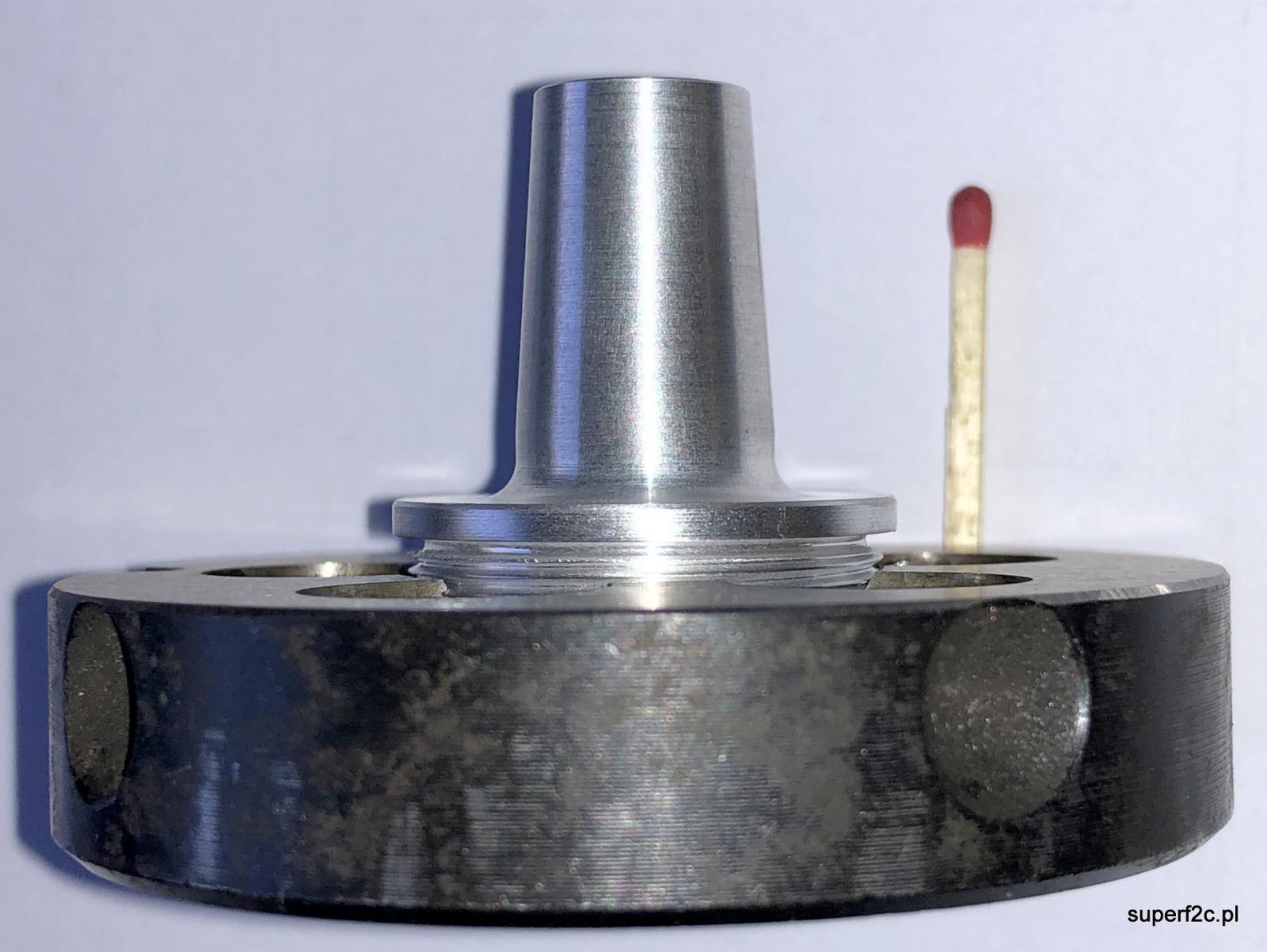
zanim pojedzie do anodowania muszę jeszcze sprawdzić gwint M27x1. a to wymagało korekty narzynki. Czyli zeszlifowanie z jednej strony o ponad 3 mm. Tak aby wielkość fazy dała szansę dojścia narzynki do końca gwintu bo wybieg gwintu jest tylko 0,8 mm.
-
"PLAK" tak jak najbardziej ale inne ekologiczne specyfiki do nabłyszczania kokpitu oparte na bazie wody zdecydowanie nie. Samostarty gdzie jak pamiętam to mieszanina eteru, benzyny lekkiej, propanu, butanu i środków smarujących używałem i używam cały czas ponieważ cały czas mam do czynienia ze starymi samochodami. I czasami właściciel życzy sobie odpalenia świeżo przywiezionego egzemplarza. Z mojego doświadczenia wiem że jak jest kompresja i obraca się wał korbowy z rozrusznika to na samostarcie zawsze "zagada" silnik mimo braku gaźnika czy układu zapłonowego. Jedna osoba kręci rozrusznikiem z akumulatora a ja podaję bezpośrednio samostar w otwartą gardziel. Opary samostartu same wybuchają już pod wpływem sprężania w cylindrach.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
powoli zaczynam to sensownie pakować do zawiezienia i przywiezienia z anodowania...
-
Nie trzeba być aktywnym instruktorem aby mieć podobne spostrzeżenia... Wystarczy co roku być na imprezie " Młodzi Szybownicy na Start" w okolicach 1 czerwca. Myślę że w następnych latach taka impreza po prostu zaniknie. Obym się mylił ale nie sądzę skoro dowiaduję się w tym roku że w jednej modelarni instruktor może przebywać tylko w godzinach wyznaczonych zajęć a w drugiej każdego wieczoru klucze muszą być zdane do ochrony obiektu... Politechnizacja młodzieży po prostu zanika...
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
tylko dla porządku szkic 2D wersji tarczy oporowej do śmigła silnika SiM 2b i dla przypomnienia rysunek pierwszej wersji jaka miała być wyciskana na prasie plus zdjęcie oryginału