f2cmariusz
-
Postów
786 -
Rejestracja
-
Ostatnia wizyta
-
Wygrane w rankingu
50
Treść opublikowana przez f2cmariusz
-

Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
trochę zwolniło z racji innych prac na rzecz modelarstwa na tej samej frezarce. Pierwszy akceptowalny podwykonawca właśnie przysłał wykonane na tokarce CNC wały korbowe. Materiał 40H... (nie pamiętam). Teraz po kontroli wymiarowej oddam do azotowania. Tam pewnie także trochę poleżą co by było zrobione przy okazji. Na pewno zlecę także wykonanie wałów korbowych nawęglanych plus szlifowane na szlifierce CNC. Rysunki wykonawcze 2D reszty detali jeszcze nie są gotowe
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
tego typu dywagacje na temat nabytego w jakiejś dziedzinie doświadczenia podsumowuję krótko: Aby być mistrzem pozostań uczniem. -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
wczorajszy link to trochę daleko. Rodzimy mój i nasz realny. Ulubiony przez Pawła No niestety bycie na Facebooku jest w tym wypadku wymagane. Przeglądając profil kontrahenta uwiarygadnia się to w jakiś sposób z kim mamy do czynienia po drugiej stronie ekranu. https://web.facebook.com/groups/praca.cnc/announcements/ -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
Każda idea ma jakiś cel. Na tym etapie celem jest udowodnić (...) że jest to możliwe. A możliwe jest uruchomienie produkcji silnika modelarskiego. Dzięki Pawłowi padło na SIM 2b. Co do ceny. Cenę nam zweryfikuje rynek. Czyli ebay.com. Poza rozdawnictwem innej formy pozyskania Repliki SIM 2b nie widzę. Przynajmniej pierwszych wyprodukowanych (nadzorowanych przeze mnie) sprawdzonych działających silników. Bo dalej to trochę za bardzo wybieganie w przyszłość. Z prostej przyczyny. Braku doświadczenia w tej dziedzinie. Bo nabyte to mam tylko doświadczenie w produkcji szeroko rozumianej i wykorzystywaniu netu w organizowaniu tejże produkcji. ( Pozyskiwanie podwykonawców itd. ) na przykład: https://www.globalsources.com/gsol/GeneralManager?query=casting+al&point_search=on&page=search%2FProductSearchResults&article_search=off&apclick=&qType=PRODUCT&language=en&type=new&point_id=3000000149681&catalog_id=2000000003844&from=&loc=t&AGG=N&KWSearchType=ProdSearch&action=GetPoint&action=DoFreeTextSearch&product_search=on&supplier_search=off&view=grid -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
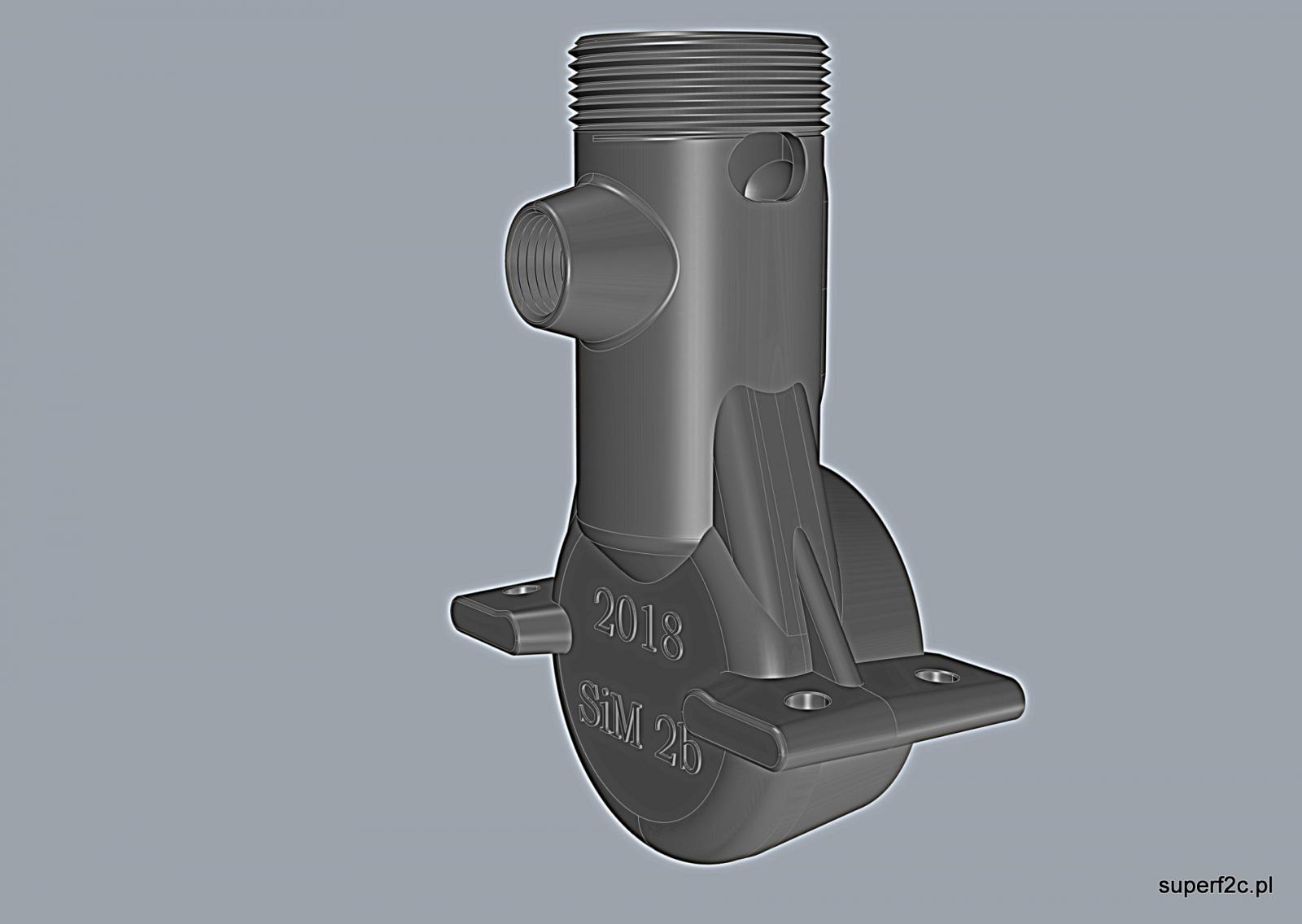
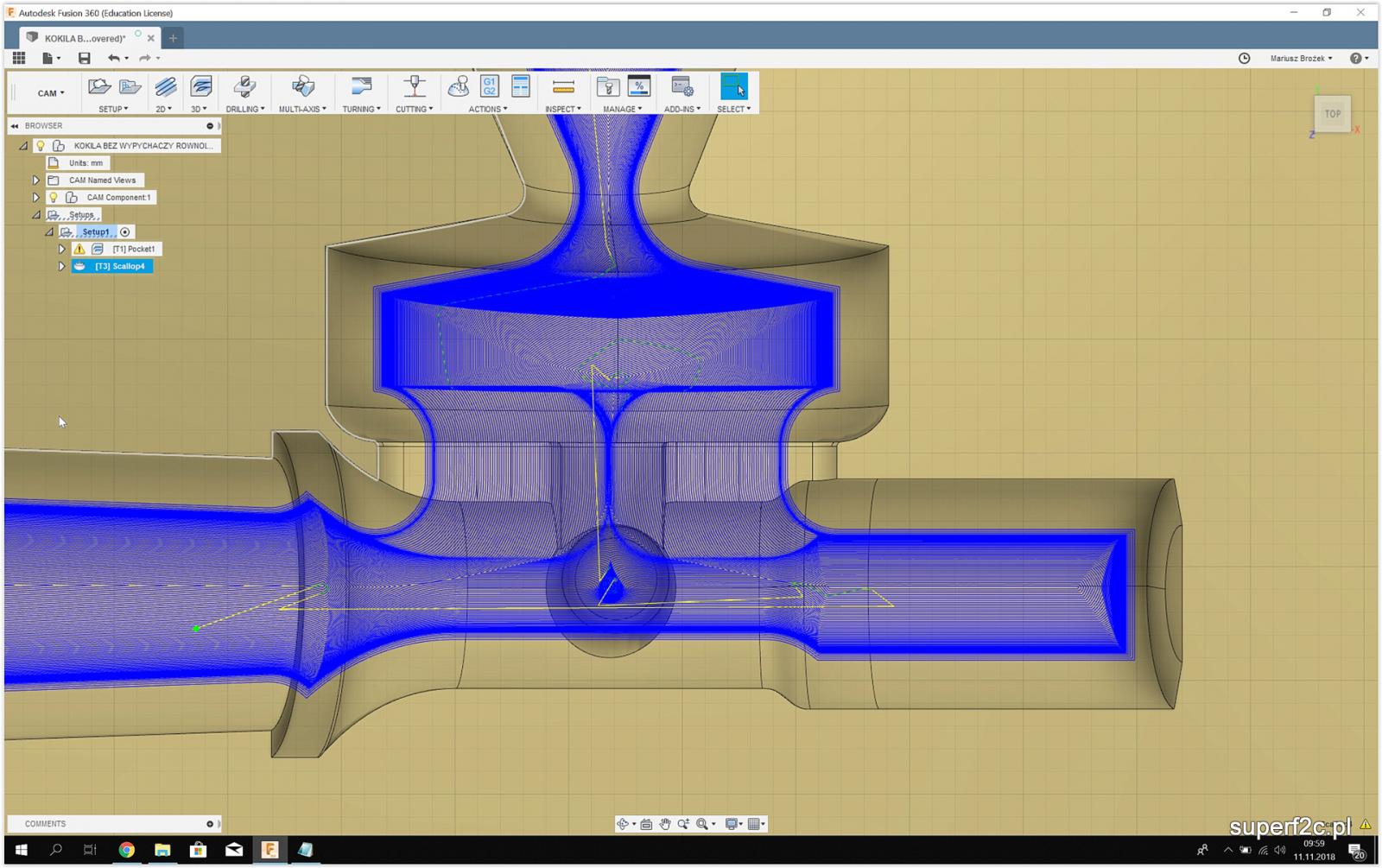
dalej się frezuje zgrubnie druga strona i specjalnie nawet nie ma co zdjęcia wstawiać. Co innego zasługuje na dyskusje. A mianowicie logo całego projektu. (Ambitne LOGO). Pierwsza propozycja to tylko pierwszy szkic bo powierzchnia pod ewentualne logo ma jeszcze naddatek. Literki oczywiście nie muszą wystawać w karterze. Mogą być schowane. słabo to trochę widać
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
W tym projekcje zawsze można pomóc stając do zlecenia wykonania poszczególnych detali według dostarczonej dokumentacji. Od lat w dobie internetu ten tylko system zdaje egzamin i go stosuje. Czyli mam coś do wykonania to daje zlecenie na forum "zlecę wykonanie" w postaci rysunku perspektywicznego z znaczonymi głównymi wymiarami plus krótki opis z czego i ile sztuk mi jest potrzebne. Reakcje są różne. Dla mnie to oznacza dalszą korespondencję w postaci czy wysłania rysunku technicznego czy zrobienie rysunku 3D czy jako pdf. Dogadujemy się co do ceny za sztukę przy różnych ilościach sztuk. Jeśli już ten ktoś robił dla mnie to zamawiam. Jeśli pierwszy raz proszę o parę sztuk co by poznać jakość wykonania. W stosownym czasie na pewno będą tutaj tego typu ogłoszenia publikowane. A na razie w między czasie to sobie ustawiam drugą płytę na stole frezarki.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
niestety czas oczekiwania na małe frezy się wydłuża. Pora zatem drugą stronę doprowadzić do tego samego etapu. co do panewek. To od czasu do czasu używam takich jak na fotografii przy formach wtryskowych do tworzyw sztucznych czy do znalu. widać samosmarujące z grafitowymi "punktami", z rowkiem rozprowadzającym oraz taką co sam dorabiałem a także całkowicie stalową hartowaną.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
nikt nikogo nie obraża i nie ma nawet takiej opcji. Pełen szacunek dla zaangażowanych tutaj w dyskusję. Dlatego jasno i wyraźnie naświetlam plan działań. Co za tym idzie rodzaje materiałów już zastosowanych. Panewki samosmarujące to normalki stosowane przeze mnie od dłuższego czasu. Stosowane dlatego bo są gotowe co nie znaczy że z Kafry czy z netu nie kupuje czasami tam dostępnego brązu i nie wykonuje zupełnie od nowa tulejek pod zregenerowane otwory. Nacinając w środku dodatkowo kanalik smarujący z otworem dokładnie w miejscu pierwotnym plus jeszcze kanał na wpust zabezpieczający przed obrotem panewki Powstaną różne wersje choćby po to aby zmieniając poszczególne elementy zobaczyć zmiany pracy silnika na hamowni. Myślę że dedykowanej hamowni doczeka się replika silnika SIM 2b. Kolejne elementy silnika są teraz rysowane i będą produkowane na tokarce CNC w ilościach przedprodukcyjnych co by sprawdzić poprawność wykonach elementów. -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
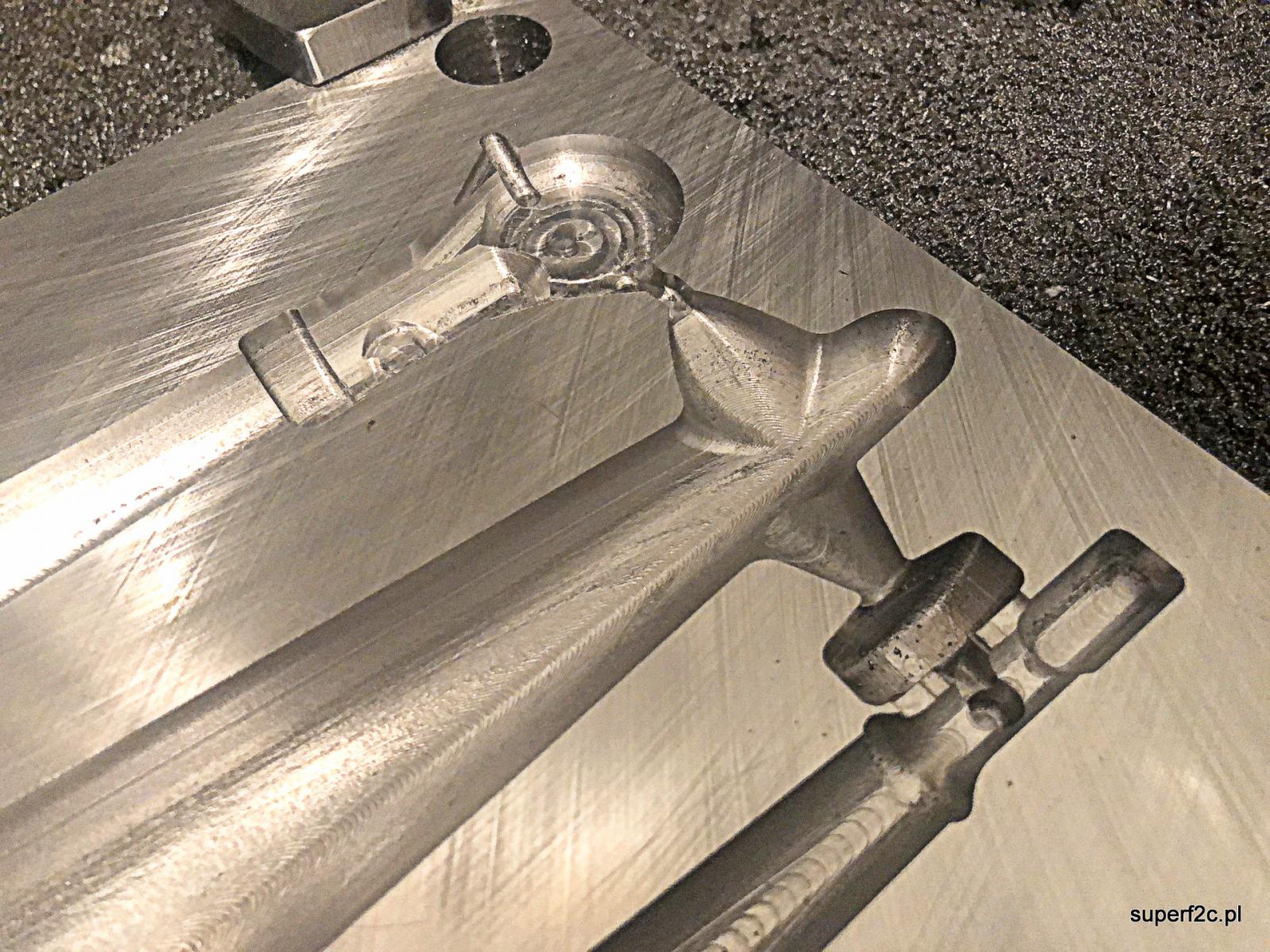
z wiadomych przyczyn są jakieś uproszczenia a to wiąże się oczywiście z odejściem od oryginału. Myślę a właściwie jestem pewien że nie było sklepu z materiałami takimi jak odlewnicze aluminium o oznaczeniu 226 czy brąz o oznaczeniu 101. Materiały były ze złomu albo z demobilu. Przetapiane i tą drogą pozyskiwane stosowne stopy o właściwościach nam pasujących do danego detalu. W moim przypadku robię i będzie pełna dokumentacja każdej części w postaci rysunku technicznego. Każda część będzie miała swój numer fabryczny i katalogową pełną dokumentację. Także z naniesionymi tolerancjami. A to pozwoli na pełną twórczość chcących coś zmieniać i udoskonalać w celu poprawienia osiągów czy powrotu do oryginału jeśli chodzi o materiały. Bo na pewno powstanie odmiana silnika SIM 2b z parą ABC. co do kokili to dzisiaj frezuje się gniazdo gaźnika ale jeszcze jest 0,07 naddatku na następną obróbkę wykańczającą nowym frezem.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
Dokładnie strzykawka jest znakomita do zaprezentowania jak w pory spieku wchodzi olej i widać uciekające powietrze. Jak będę nasącza postaram się zrobić stosowną fotograficzną dokumentację. -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
pewnie będzie i z brązu cynowo-fosforowego B101. To akurat nie problem. Mam i używam często ten materiał podczas regeneracji starych elementów samochodów gdzie panewka to podstawa. W tym wypadku są gotowe panewki gdzie po prostu pomijam jakiś etap produkcji. Jak będzie wytoczone pierwsze 50 sztuk na tokarce CNC korpusów wału korbowego z otworem pod panewki i wał załóżmy fi11,02 to nie będzie problemu zamiast wciskać samemu gotowe tulejki ze sklepu, dla satysfakcji zrobić tulejkę z brązu odpowiednich średnic i długości z wyszparowaniem po środku i w środku. A obsadzenie to już czysta przyjemność. Myślę że o wielu rzeczach w czasach opracowania prototypu SIM 2b nikt wtedy nie słyszał -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
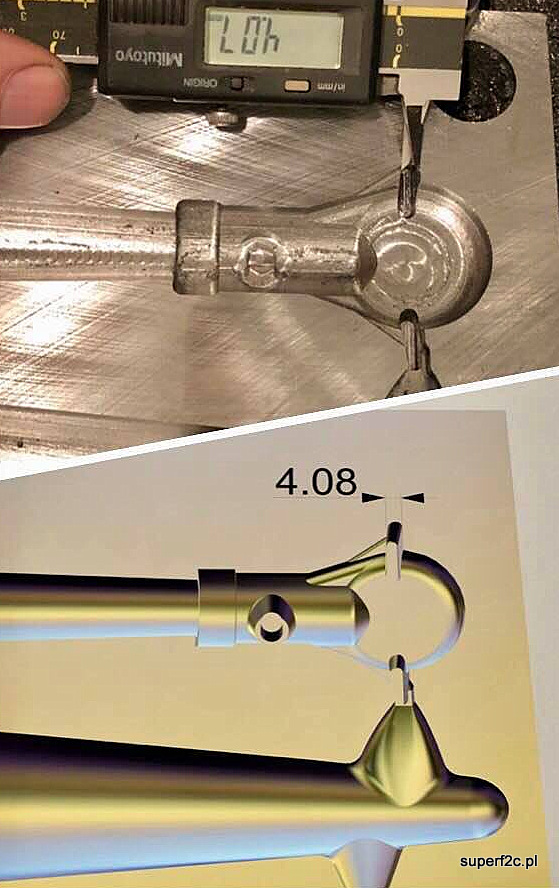
Tak zgadza się w swoich rozważaniach założyłem domyślnie że wielkość przedmiotu charakteryzuje jedna wartość wymiaru. Mowa tu o średnicy. I średnica ta jest stała we wszystkich punktach powierzchni. Występują nieuniknione błędy kształtu poszczególnych powierzchni detalu (okrągłości, prostoliniowości, walcowości, plaskości czoła tulejki ) ale jestem pewien że mieszą się w tolerancji wymiarowej. Reasumując: mając w ręku samosmarujące tuleje łożyskowe z brązu SELFOIL® wykonaną w procesie spiekania proszków nie jestem w stanie znaleźć różnicy w średnicy czy w długości. Posługuję się tutaj pasa-metrem o działce elementarnej 0,001mm. Co do otworu w karterze to aby dalej dyskutować trzeba zobaczyć detal zdjęty z maszyny CNC aby dalej dyskutować co do błędów kształtu otworu pod panewki. Błąd położenia panewek względem korpusu to akurat tego zagadnienia nie dotyczy bo mało istotne jest położenie osiowe dwóch panewek w korpusie toczonym z walcowanego materiału fi30 EN PA 7075. Po prostu w oryginale wystają i od strony śmigła jak i od strony korbowodu po około 0.8 mm. A montaż panewek odbędzie się na przyrządzie gdzie korpus będzie podgrzany w termostatycznej komorze.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
czytam o słusznych uwagach. I na podstawie także własnego nabytego doświadczenia wykonam próby. Nie omieszkam na dokumentacji DXF jak i na zdjęciach ich tu pokazać. Wiem jedno nie zamierzam się narobić. A to jest tylko wtedy możliwe jak wszystko do siebie będzie wykonane w tolerancjach całkowicie zamiennych. Czyli montaż zespołu wał- panewki- korpus z elementów losowo wybranych z danej partii zapewni prawidłowe działanie zmontowanego podzespołu. A to uzyskam tylko wtedy jak poszczególne składowe elementy będą właściwie wykonane z rysunków wykonawczych. Gdzie będą naniesione prawidłowe tolerowane wymiary poszczególnych części w oparciu o kolegów podpowiedzi i sugestie. Będą DXF-y 2D z tolerancjami. Zresztą zanim sam coś wykonam także mam wykonany zawsze szkic "złożenie" jak i poszczególne detale. -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
Jeśli ta część będzie robiona ręcznie na tokarce to do otworu w karterze tak jak napisałem kupię odpowiedni rozwiertak fi11,03H7 Rozwiertaki są dostępne co setkę w tolerancji H7. Ale na pewno 50 sztuk zrobi maszyna CNC to wtedy wystarczy rysunek DXF. . -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
również mam złe doświadczenia jeśli chodzi o próby poprawiania otworów rozwiertakiem. Ale zewnętrzna powierzchnia tulejki pewnie będzie musiała być korygowana co by po wciśnięciu ciasnym w otwór fi11H7 nie spowodowała zaciśnięcia się tulejki od strony wykorbienia. Bo od strony śmigła bardziej obawiam się wytrzymałości korpusu powstałego metodą odlewu. Idea to wykorzystanie gotowych normali dostępnych na rynku. I na pewno gotowy jestem zakupić rozwiertak fi11,02H7 niż z zewnątrz korygować ręcznie papierem ściernym 100 sztuk tulejek. Pierwszą sztukę spasuję ręcznie, rozbiorę pomierzę i pewnie zamówię stosowne narzędzia aby wykorzystać typową normalkę bez jakichkolwiek korekt. Wał silnika teraz zamówiłem 4 sztuki w wymiarze jak pamiętam fi7,98. I podwykonawca bez problemu wykona ten wymiar. Jak się okaże że to za ciasno nie ma problemu zrobić mniejszy wymiar na maszynie CNC. -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
z katalogu: Samosmarujące tuleje łożyskowe z brązu SELFOIL® Wykonane w procesie spiekania proszków zapewniają: Bezpieczeństwo Eliminują ryzyko zakleszczenia łożyska. Zapewniają staje smarowanie filmem olejowym, 20-30% objętości wypełniona jest olejem Cicha praca Niski współczynnik tarcia Oszczędność Eliminują konieczność smarowania Bezobsługowe Dostępne z magazynu AMES Technologia Bardzo wysoka dokładność wykonania Obciążenie do 10MPa (100 kg/cm2) Prędkość do 30.000 Obr./min Nasycenie olejem Mineralny olej parafinowy O lepkości ISO-VG-68 Zakres temperatur pracy od -20°C do +120°C Dopuszczalne obciążenie PV=2,5MPa * m/s co mnie najbardziej cieszy to to że można kupić dowolną ilość w cenie około 5 zł za sztukę oraz że wymiar zewnętrzny tulejki jest wykonany w tolerancji s7 co jak mierzę oznacza prawie 5 setek na plusie w konkretnych tulejkach będących u mnie. Czyli nowy rozwiertak maszynowy fi11 H7 w zupełności wystarczy. No i te dopuszczalne: 30 000 obrotów... Jak spadnie model z wózka startowego, zanim pilot zareaguje jak się zetnie śmigło to może silnik przeżyje... Mam wyobraźnie
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
wczoraj powstało na gotowo gniazdo konsolek. Są rysunkowe zbieżności zresztą tak jak w oryginalnym karterze. Są także panewki na pierwsze cztery prototypy W każdą panewkę załapuje do połowy(ciasno) kawałek wypychacza średnicy 8 mm w tolerancji g6
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
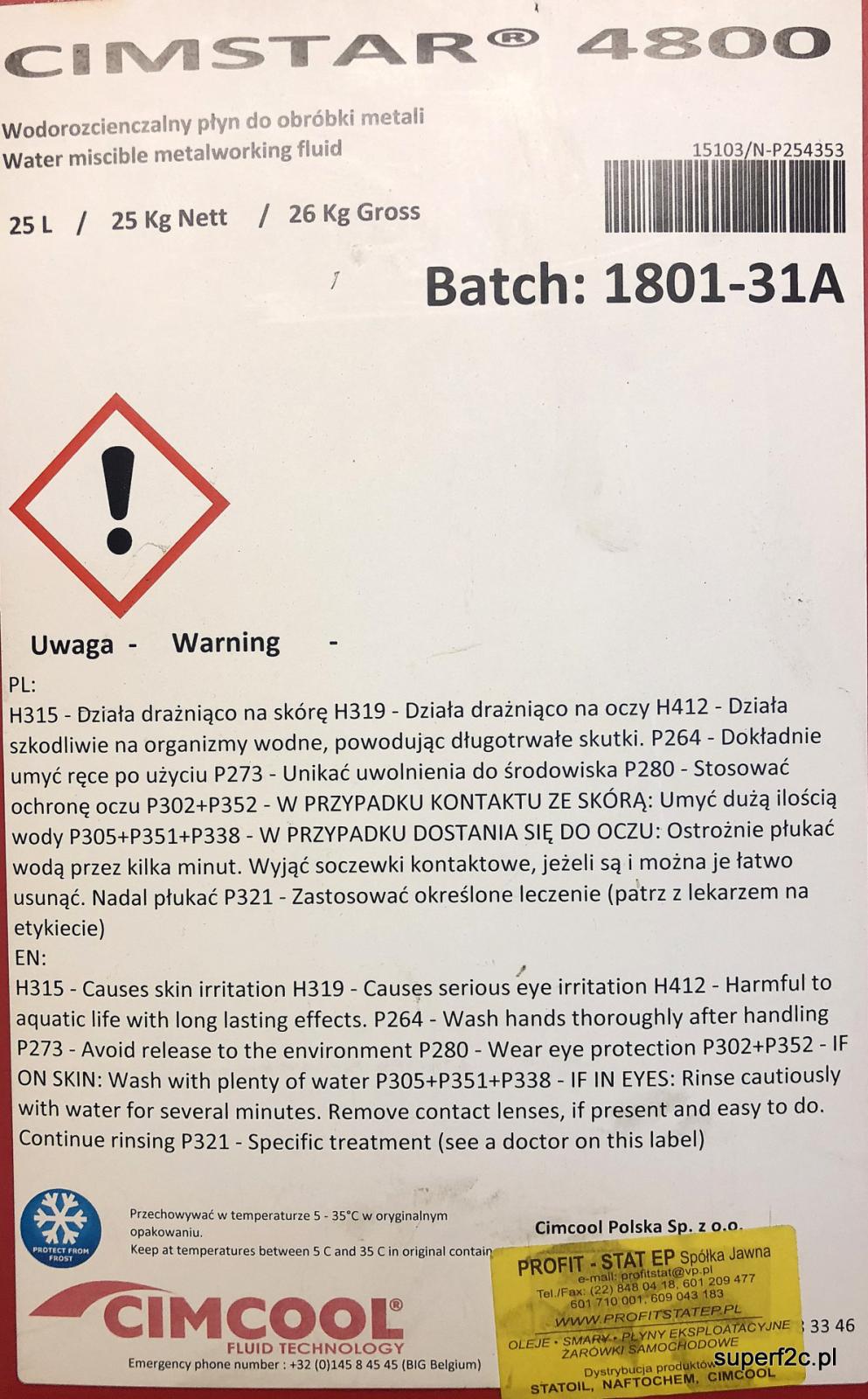
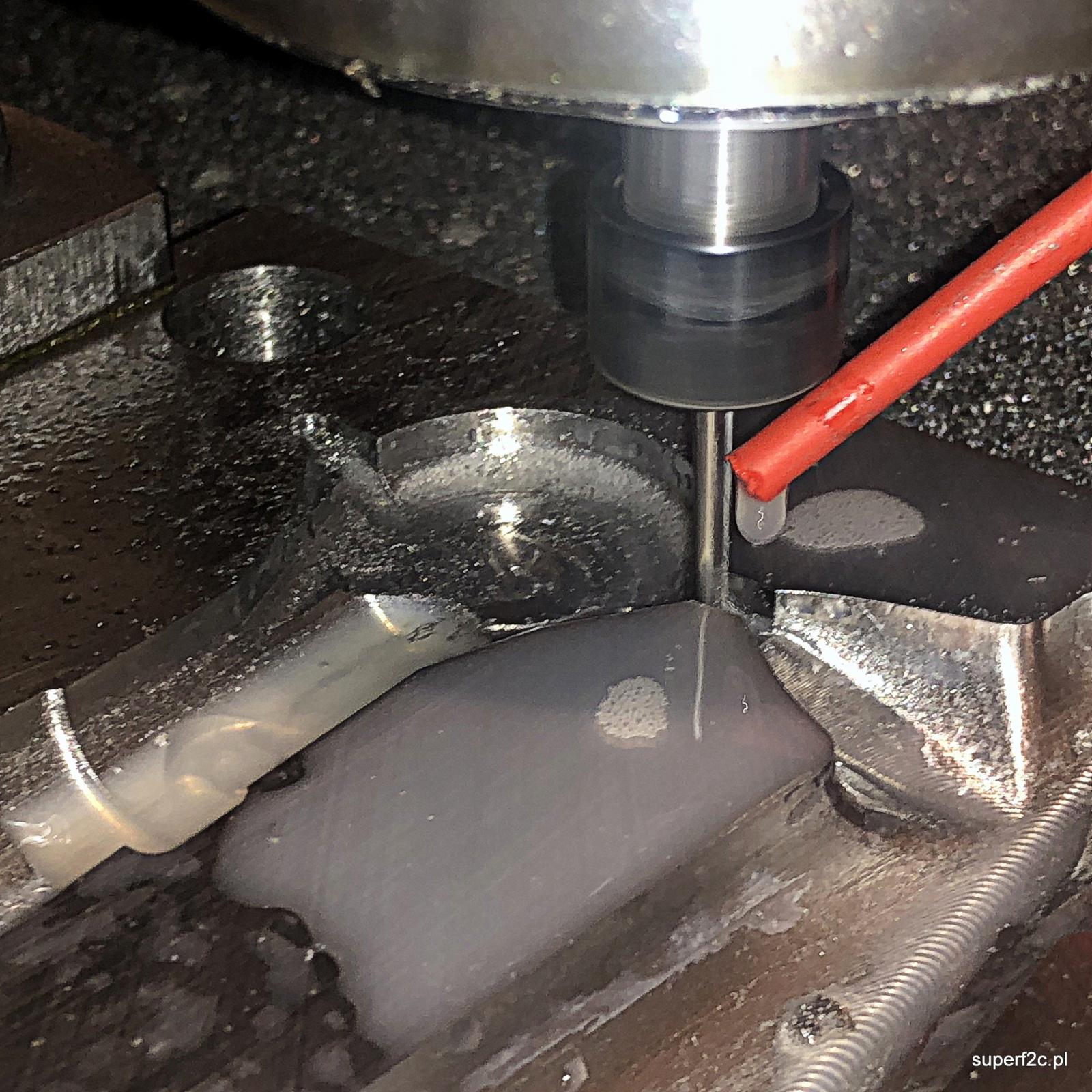
moją frezarkę dzisiaj zalałem wodorozcieńczalnym płynem do obróbki metali. z tym płynem mam do czynienia od dłuższego czasu. Na różnych maszynach. Dla mnie jest bezzapachowy i nieśmierdzący podczas pracy jak i po zakończeniu pracy a przebywaniu w pomieszczeniu w którym odbywała się obróbka dziewczyna nie stwierdza że śmierdzę "metalem". Wcześniej przy innych "borolejach" padały tego typu stwierdzenia. Sam zresztą zgadzam się z tą opinią dotyczącą zapachu emulsji stosowanych przy chłodzeniu narzędzi skrawających podczas obróbki.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
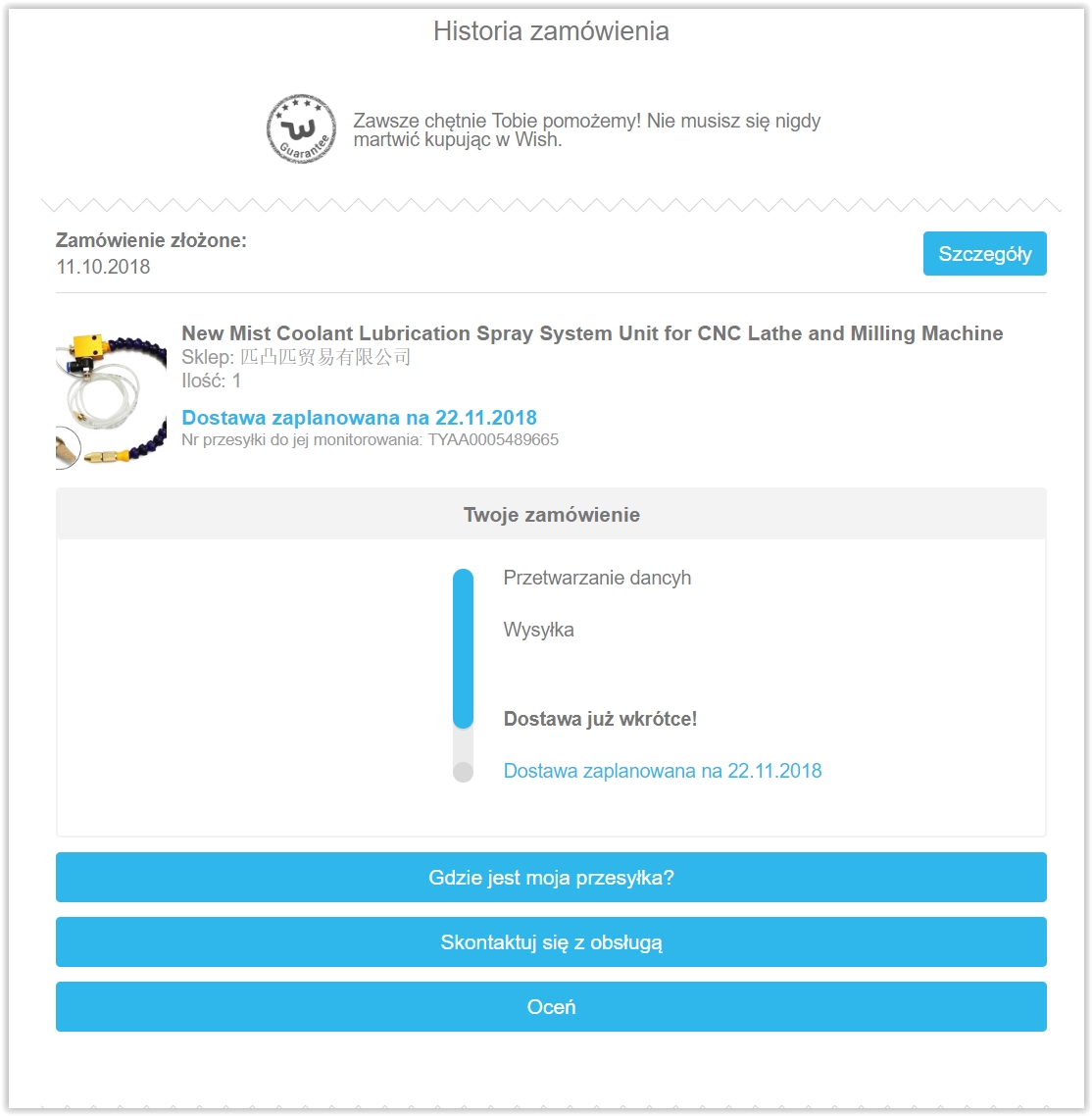
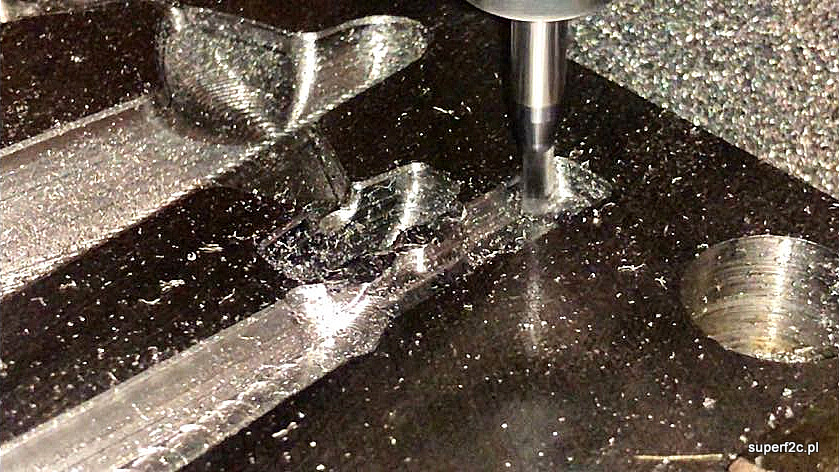
z frezowaniem w mgle olejowej miałem do czynienia na obrabiarkach HASS gdy frezowaliśmy duże płaskie płaszczyzny podziału lekko pofalowanego liścia. W formacie prawie A4 gdzie falowanie powierzchni podziałowej formy wtryskowej na liścia było na poziomie 2 mm. I tylko ta metoda chłodzenia kulowej ósemki dała efekt złożenia się bez dalszej obróbki tej płaszczyzny podziału. takie urządzenie posiadam od dwóch tygodni także i jestem po próbach.Niestety po godzinie pracy wszystko wokół było umazane olejem pochodzącym z tej mgły olejowej i u mnie to po prostu nie zdaje egzaminu. Musi być zamknięta klatka obróbcza. Klasy jak do obróbki grafitu. OLEJ JEST PO PROSTU WSZĘDZIE !!! REASUMUJĄC. OLEJ JEST PO PROSTU WSZĘDZIE !!! ja zaprzestałem eksperymentów z mgłą i do dzisiaj na sucho obrabiałem a od dzisiaj także na mokro zacząłem. Ale tu chłodziwo po prostu widać jak kapie. Tak aby frez czy oprawka nie doprowadziła do rozbryzgu.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
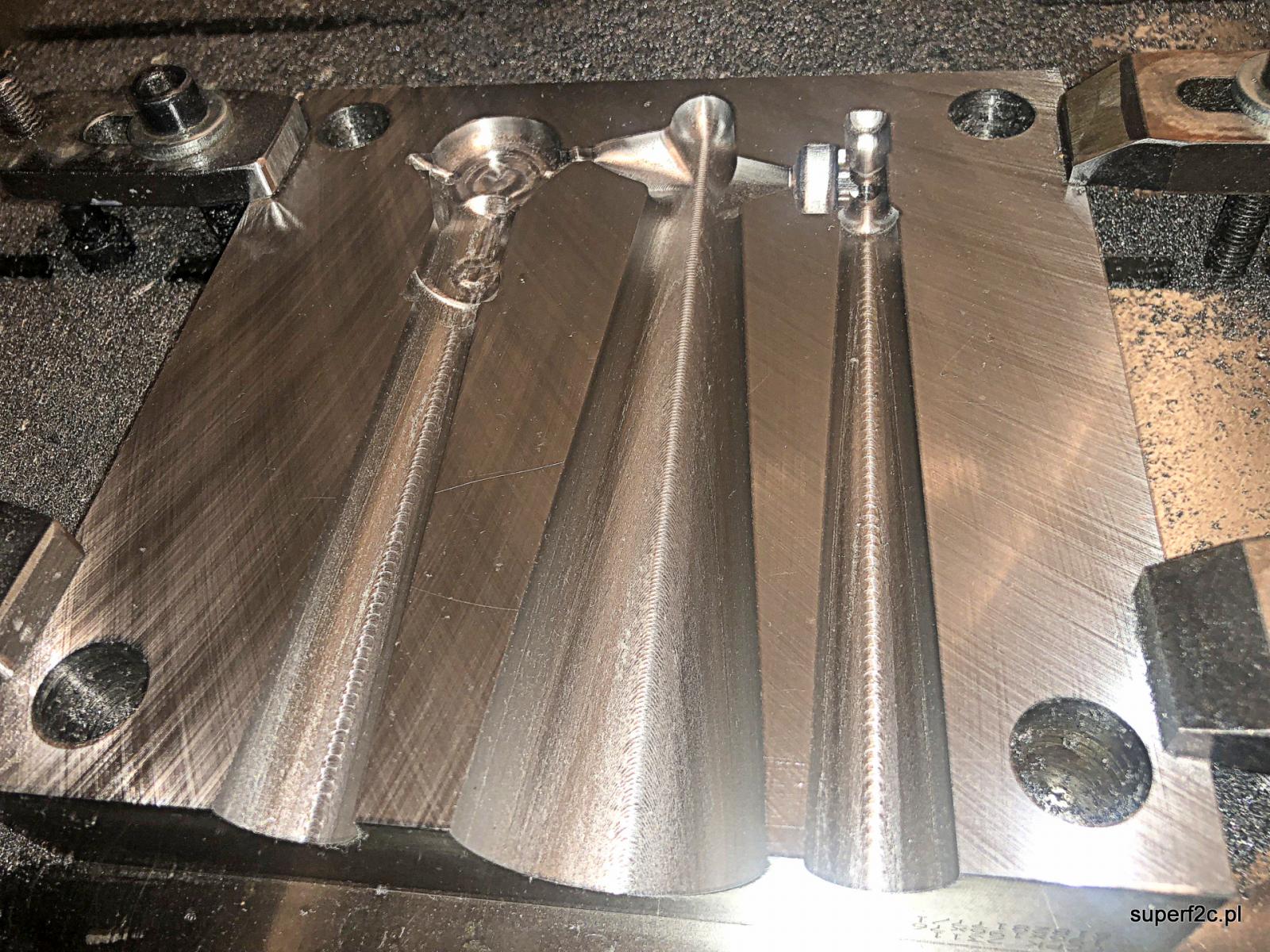
moja frezarka CNC jeszcze nie jest skończona i znając życie długo nie będzie skończona. A pod pojęciem skończona rozumiem zbudowanie osłon prowadnic tak jak to jest w dorosłych maszynach. Pomysły są i na pewno będą zrealizowane i jak w między czasie jakaś prowadnice czy wózek HIWIN padnie to nie problem to wymienić. Ale aby następny etap budowy realizować muszę ponownie maszynę rozebrać na czynniki pierwsze i wykonać otwory mocujące do przykręcenia osłon. Dlatego jak na razie podczas czyszczenia maszyny po zrobionej pracy czy w trakcie zmiany narzędzia nie używam sprężonego powietrza. A po pierwszym dniu pracy nie widzę z wanny wycieków choć dopiero jutro rano potwierdzę prawidłowość uszczelnień wanny w której jest osadzony stół żeliwny z rowkami teowymi. wracając do meritum tematu to kolejny raz dużo czasu spędzam na naukę czyli przeglądanie Tutoriali na YouTube gdy w tym czasie maszyna zgrubnie wykopała na głębokość 10.46 mm konsolki.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
za radą szanownych kolegów oraz swoim nabytym doświadczeniem poświęciłem czas co by uruchomić w obiegu zamkniętym chłodzenie wodne na bazie wodorozcieńczalnego płynu do obróbki metali. Jak na razie nie cieknie i jest realny obieg zamknięty. Niestety brak wysokich osłon skutecznie wymusza oszczędne podawanie płynu na wirujące narzędzie.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
obróbka frezem średnicy 4 mm zakończona. trochę już widać zarys karteru silnika oraz zarys gaźnika. po zakończonej w danym dniu obróbce zostawiam wracam do x0y0 i pozostawiam przed wyłączeniem napięty czujnik zegarowy co by następnego dnia zobaczyć jakie są termiczne przemieszczenia w maszynie. filmy na YouTube w tym filmie na początku widać co należy zrobić jak silnik kopie. Mechanik Yuriy Chaika zdejmuje z palca króciec, kask i zdejmuje kapkę odkręcając śrubki. Po zmianie dozy do podlewania skręca wszystko i widać że silnik odpala i startuje. To samo w naszym białym modelu całkowicie nowym po wcześniejszym wyregulowaniu dozy pod tłok na treningu jeszcze nieoficjalnym w pierwszym dniu zawodów gdzie jak widać jest bardzo mało czasu (następni zawodnicy wyganiają bo sami chcą się doregulować do warunków atmosferycznych) silnik nie sprawia problemu podczas uruchamiania i jak był zupełnie zimny jak i podczas startu gdzie wstępnie był uruchamiany. To wstępne uruchamianie na chwilę przed pierwszym startem to przeważnie 90 sekund. I każdy mechanik ma tu swoje praktyki co do czasu grzania i czasu przerwy. Regulamin przewiduje tu 90 sekund plus 30 sekund do samego startu. a tu realna relacja filmowa z samego wyścigu.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
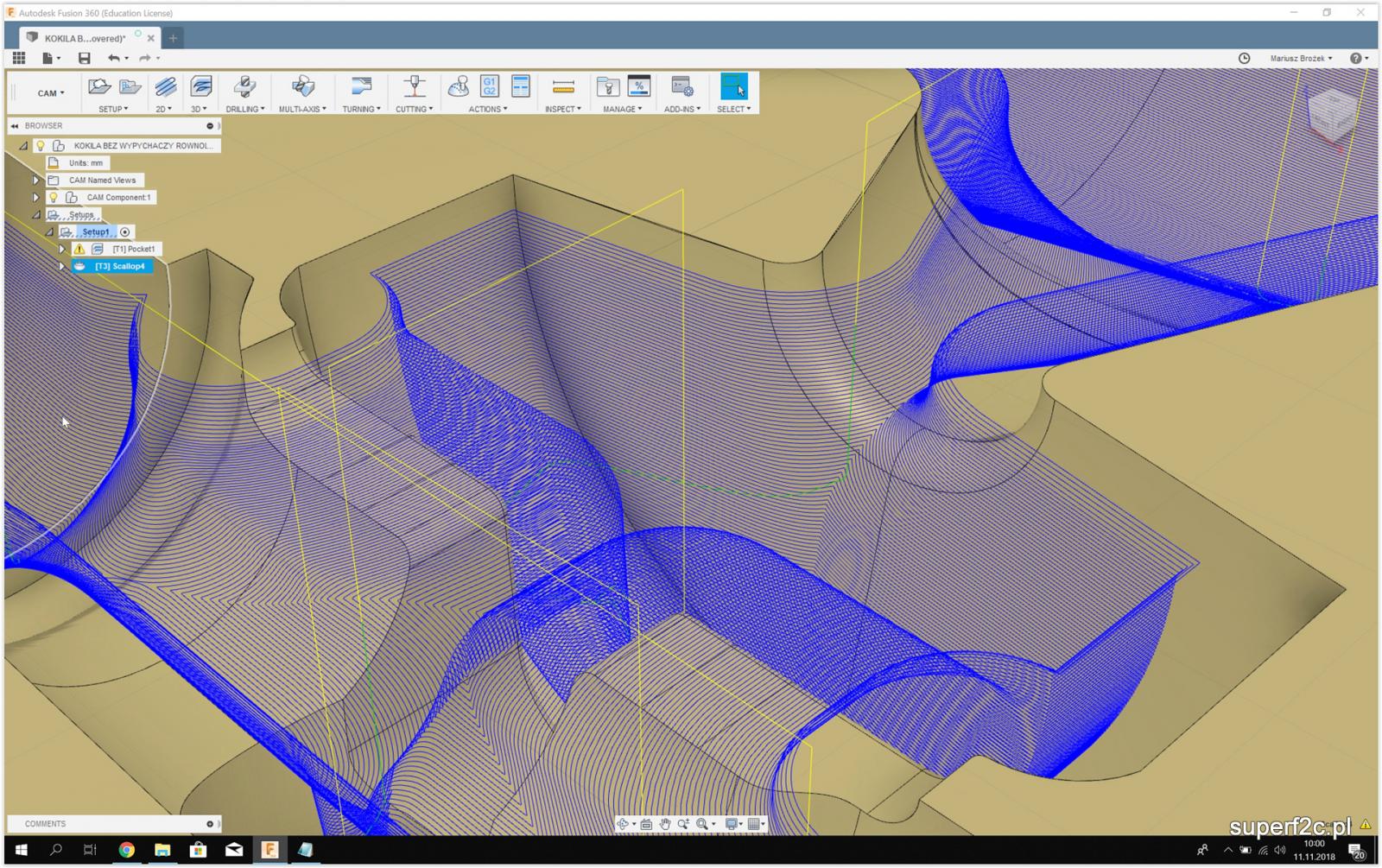
co dalszego frezowania to po raz koleiny brak postępów wynika tylko z nawału innych prac. Ale obróbka wykańczająca w Fusion 360 wygenerowała się bez problemu sama obróbka zaplanowana na poziom minus 7 mm bo miałem dzisiaj 5 godzin czasu zdechła po 2 milimetrach. Zdecydowanie więcej frezów i więcej dzieleń ścieżki potrzebne do tej obróbki. Ale od czego jest jutrzejszy dzień wolny !!!
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
nie jestem mechanikiem F2C ale z tego co wiem to podana odpowiednia doza paliwa bezpośrednio pod tłok daje możliwość uruchomienia silnika w kategorii F2C od pierwszego pociągnięcia czy uderzenia śmigła. https://www.facebook.com/mariusz.brozek.5/videos/1922975541094402/ https://www.facebook.com/mariusz.brozek.5/videos/vb.100001459245787/1824508857607738/?type=3 ale również można uruchamiać silnik podczas tankowania a to już naprawdę fajnie wygląda https://youtu.be/nzib8rdq_x8 i zapomniałem dopisać w tej kategorii widziałem tylko samozapłony (brak świecy zapłonowej czy żarowej) a jak nazwa silnika podpowiada następuje samozapłon. Na skutek szybkiego sprężenia mieszanki paliwowej. Temperatura mieszanki powietrzno-paliwowej pod koniec sprężania jest tak wysoka, że możliwy jest zapłon. Czyli start i jak jest odpowiednia doza paliwa na kółko startowe to nie ma problemu ze startem od początku na pełnym gazie bez parkotu.