f2cmariusz
-
Postów
786 -
Rejestracja
-
Ostatnia wizyta
-
Wygrane w rankingu
50
Treść opublikowana przez f2cmariusz
-

Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
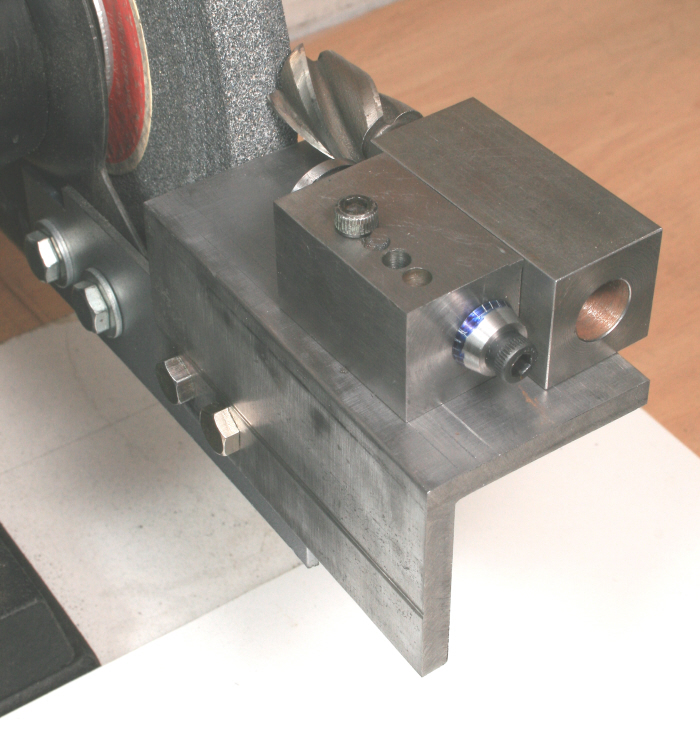
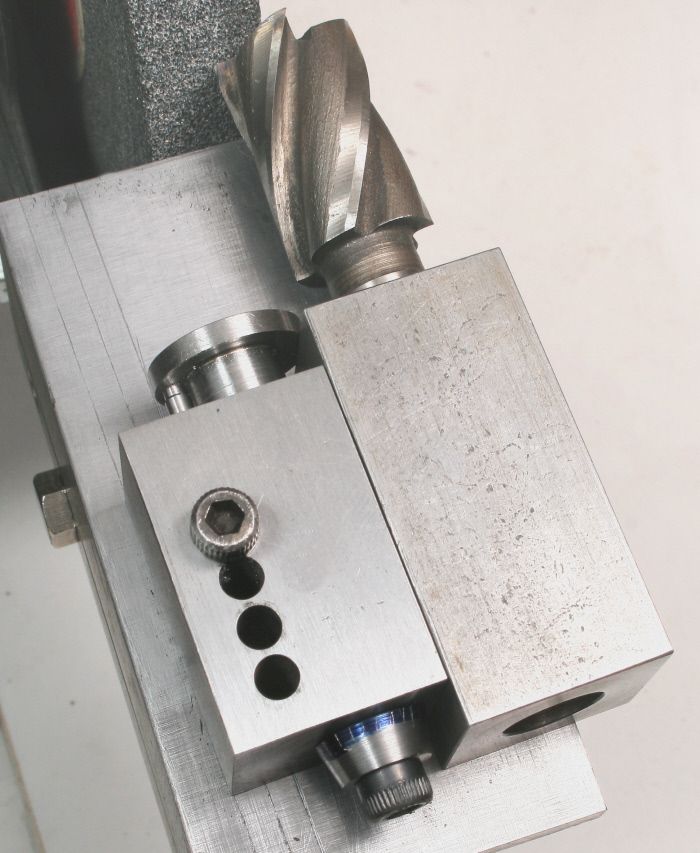
ostrzałka do frezów widiowych jest niezbędna. Frez palcowy czyli płaski widiowy przybiera na mojej frezarce w ulepszonej stali przeważnie w obróbce zgrubnej 0.2 mm. I tylko tyle ostrza się zużywa. Reszta fraza jest praktycznie ciągle nowa. Idea według zamieszczonych fotografii u mnie się sprawdziła czekam aż znajdzie się czas na wykonanie kwadratu z otworem pasowanym fi 6 i fi4 bo ma to być wycięte drutem co by maszynowo wszystkie równoległości i prostopadłości prostopadłościanu były spełnione. czekam także na Allegro na tańszy używany mikrometr wewnętrzny do otworów. bo tym będę mógł precyzyjnie ustawić stalówką bazującą itd. Będzie zrobiony to na pewno tutaj oraz na superf2c.pl się pochwalę działającą wersją. Prace zawsze zaczynam od samej szlifierki. Czyli osadzenia tarczy diamentowej bez bicia. Oś ma nie bić i na OUS-1 likwidowałem bicie. Zamiast noża tokarskiego Prostnica protetyczna ze tarczą szlifierską zbrojoną Dremel fi 55 mm
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
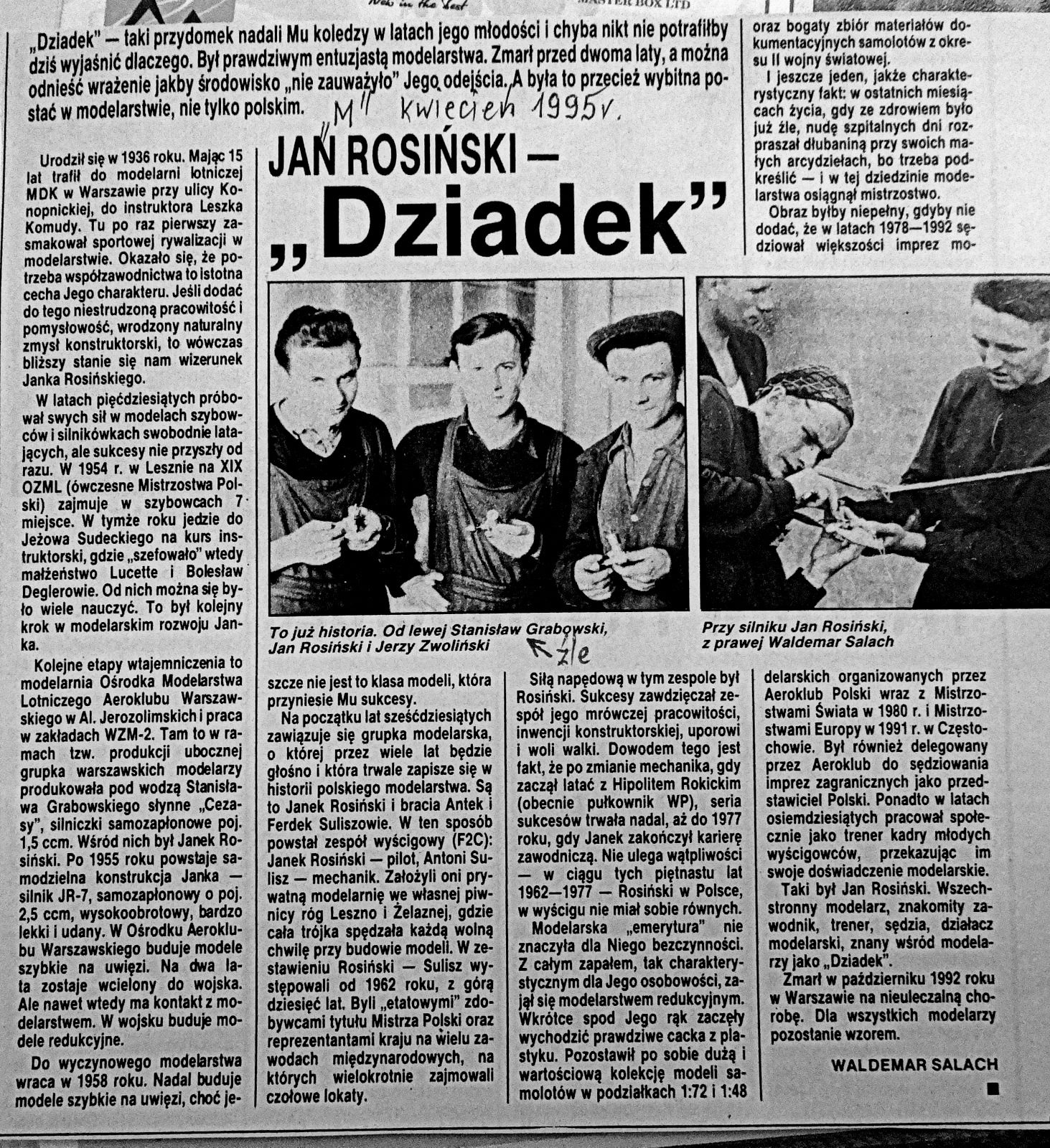
tego typu wtrącenia według mnie są jak najbardziej na miejscu. To że sobie kupiłem Rytma na Marszałkowskiej to jedno. Drugie to to że miałem szczęście być pod opieką mądrych starszych kolegów-instruktorów którzy nie pozwolili mi tego co kupiłem w bezmyślny sposób popsuć po przez nieumiejętną obsługę. A pojęcia nie miałem jak to obsłużyć. Pokazali nauczyli. z archiwum Waldemara Salacha:
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
Hamownia w planach jest od dawna. Wiem że koledzy od dawna planują takową zbudować do celów wyczynowego modelarstwa i na tą chwilę musi powstać co by móc zdjąć charakterystykę danego egzemplarza silnika Replika SIM 2b. Komponenty są kwestia tylko zbudowania. A jestem pewien że dam radę dorobić stosowne mechaniczne elementy gdzie wymagane jest choćby precyzyjne obsadzenie łożysk itp.) Wszystkie zbudowane silniki Replika SIM 2b będą zatem miały kartę gdzie będzie wydruk konkretnych osiągów danego egzemplarza. A w dobie znakowarki laserowej myślę że każda część danego egzemplarza także będzie oznaczona i na karcie będzie opis kompleksowy danego elementu. ( Materiał, obróbka cieplna, chemiczna itp.) -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
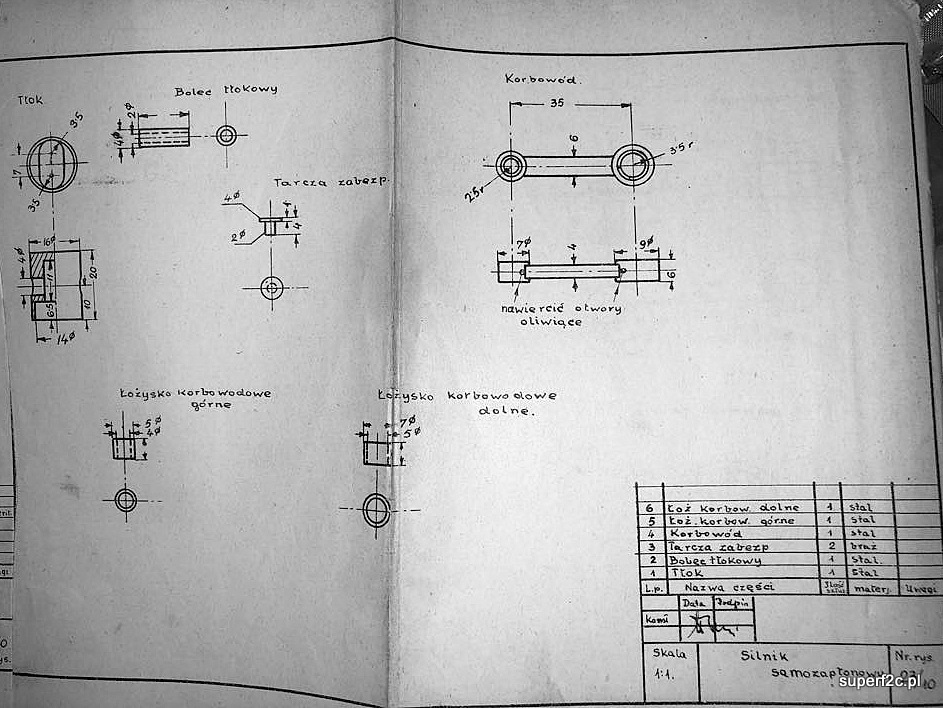
z grubsza skończone rysunki 3D pora przejść do tradycyjnych wykonawczych wersji 2D poszczególnych detali. Bo jak na razie to tylko wał korbowy narysowałem w wersji 2D.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
za występ w czwartkowym "Ekran z Bratkiem" dostałem przekaz pocztowy imienny na kwotę ponad 200 zł i jak dziś pamiętam że Składnicę Harcerską tego dnia zaliczyłem na Marszałkowskiej nabywając Rytma. A przerzucając palety w "Ruchu" koło Dworca Głównego po dwóch tygodniach mógłbym 5 Rytmów zakupić. Takie to czasy dla mnie były.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
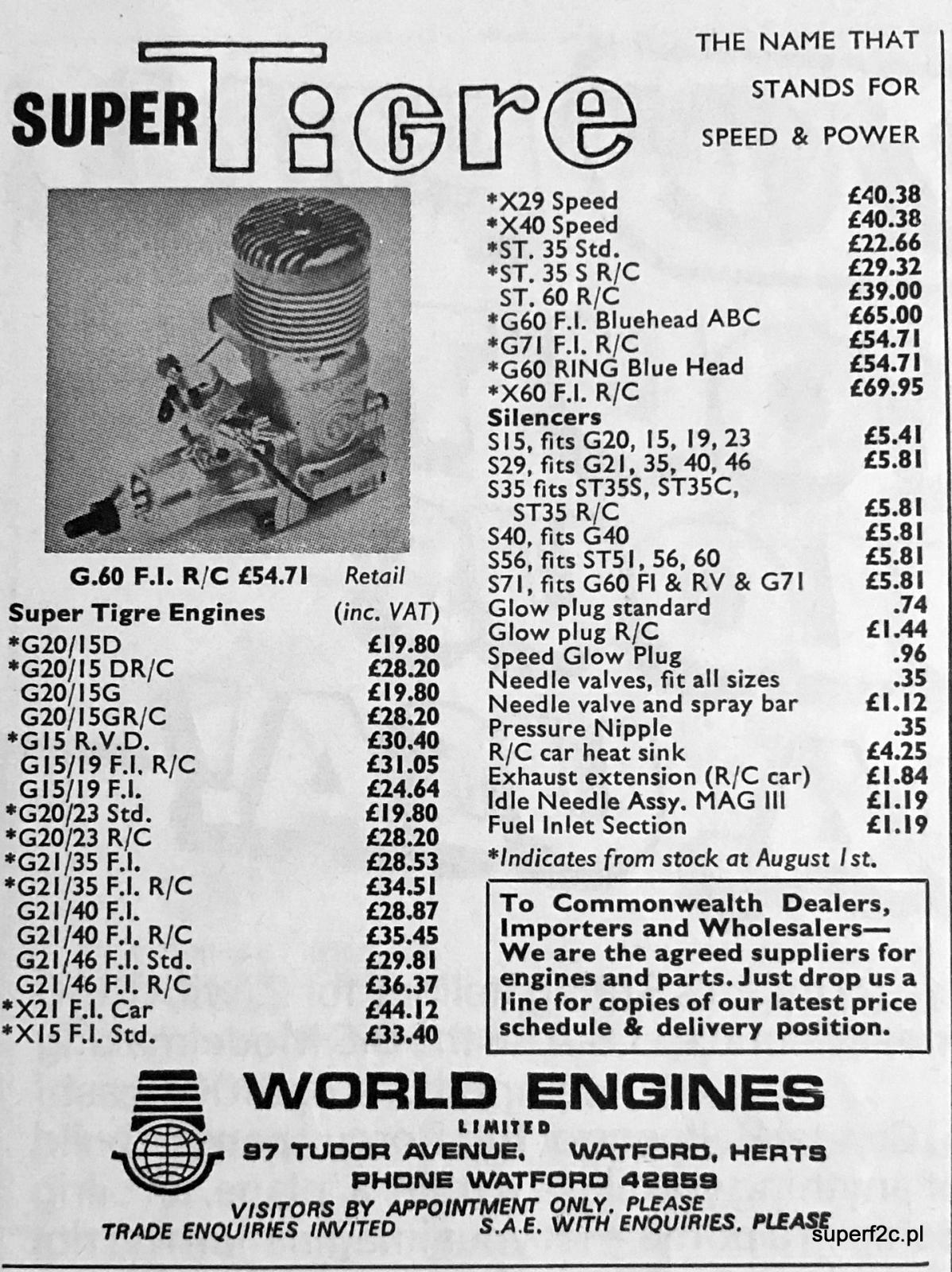
myślę jak dobrze pamiętam w tamtych czasach jak na co dzień używałem te "ścierwa" to bym za te silniki nawet jednego Cox'a nie kupił. Rytm ~230-260 zł to jest pewnie ~$2 Cox oczywiście silniczek z innej bajki ale to nie samozapłon i mocą mi nie imponował. Mimo dużego nalotu bez problemu się uruchamiał jak były jeszcze głowiczki. Moim celem było SuperTigre czy Rossi nowy i to wtedy było poza zasięgiem finansowym... Bo nie o jeden silnik przecież chodziło.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
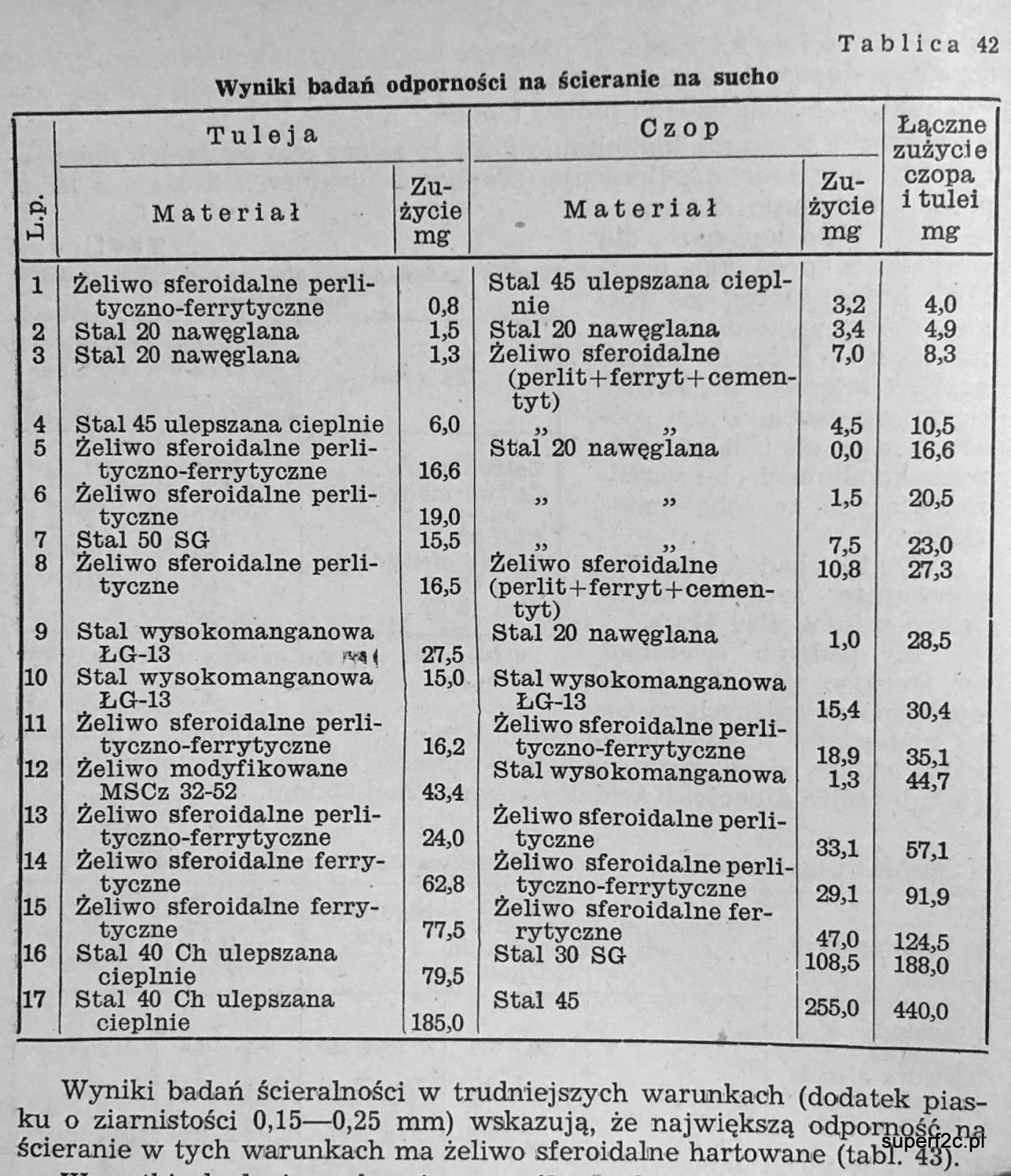
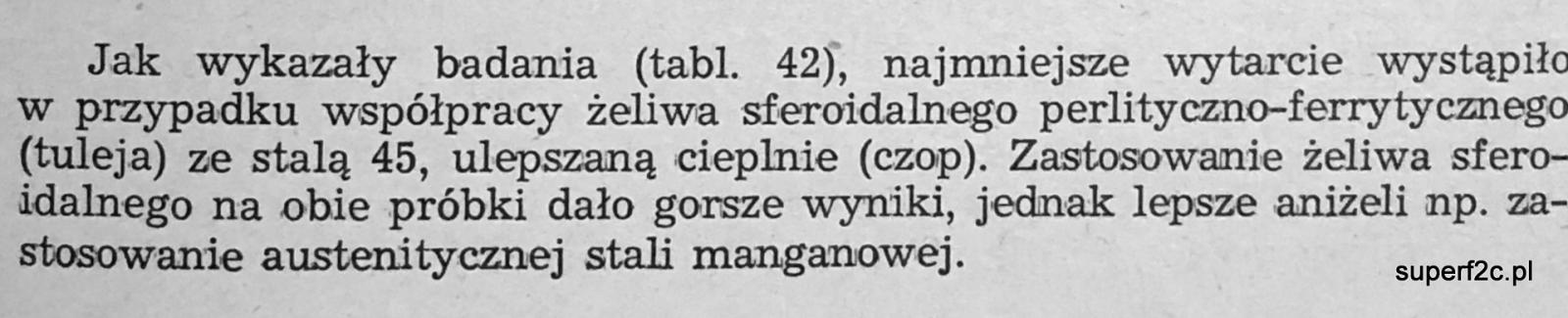
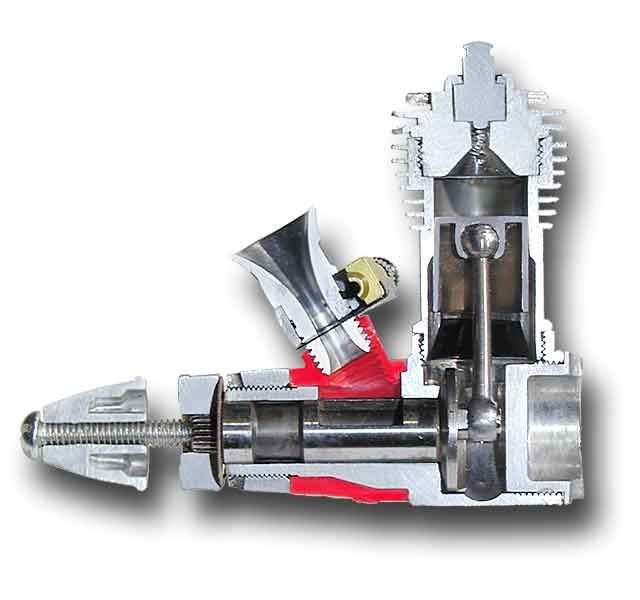
kontynuując wypowiedz Grzegorza: z pracy zbiorowej " Żeliwo wysokojakościowe jako tworzywo konstrukcyjne" z 1958 roku. tu chyba nie ma nawet co komentować. Natomiast co do silnika COX to sposób połączenia korbowodu z tłokiem wymusza zastosowane materiały. zdjęcie z www.coxengineforum.com
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
ja nie rozumiem o czym tu dyskutujemy. Każdy ma inne nabyte doświadczenie. I ja po prostu tak jak napisałem nie spotkałem się ze stalowym tłokiem. Bo wiem że silnik zbudowany w takiej wersji będzie po prostu słaby. W latach młodości tylko mini akrobatka była w stanie latać na Rytmie i na MVVS 2,5. Membranowa Jena 2,5 czy właśnie Cox ~2,5 cm3 dawała tylko możliwość mini akrobatką latania po prostej. Brakowało silniczkom mocy. Stalowy karter wykonany z odkuwki ŁH 15 razem z zewnętrznymi bieżniami łożysk to dalej marzenie do realizacji. Gdzie wykorzystam aktualnie silnik na którym latam i zamienię kartery z aluminiowego odlewu na karter obrabiany obróbką skrawania. Jest to coraz bardziej technologicznie realne... -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
ja także będę się upierał... przy budowie SIM 2b. Wizyta w zakładzie zaowocowała adresami innych zakładów będących w pobliżu gdzie na pewno będę mógł zlecić wykonanie detali SIM 2b. Odlewnia i w drugim zakładzie szlifierka do małych otworów. Małych czyli średnica wewnętrzna cylindra Niestety wersja konwencjonalna. Już mnie ciekawi jakie będą koszty w stosunku do szlifierki CNC. To samo zresztą dotyczy odlewni metali kolorowych. Cena plus poprawność wykonania podstawowe kryteria jak na razie. -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
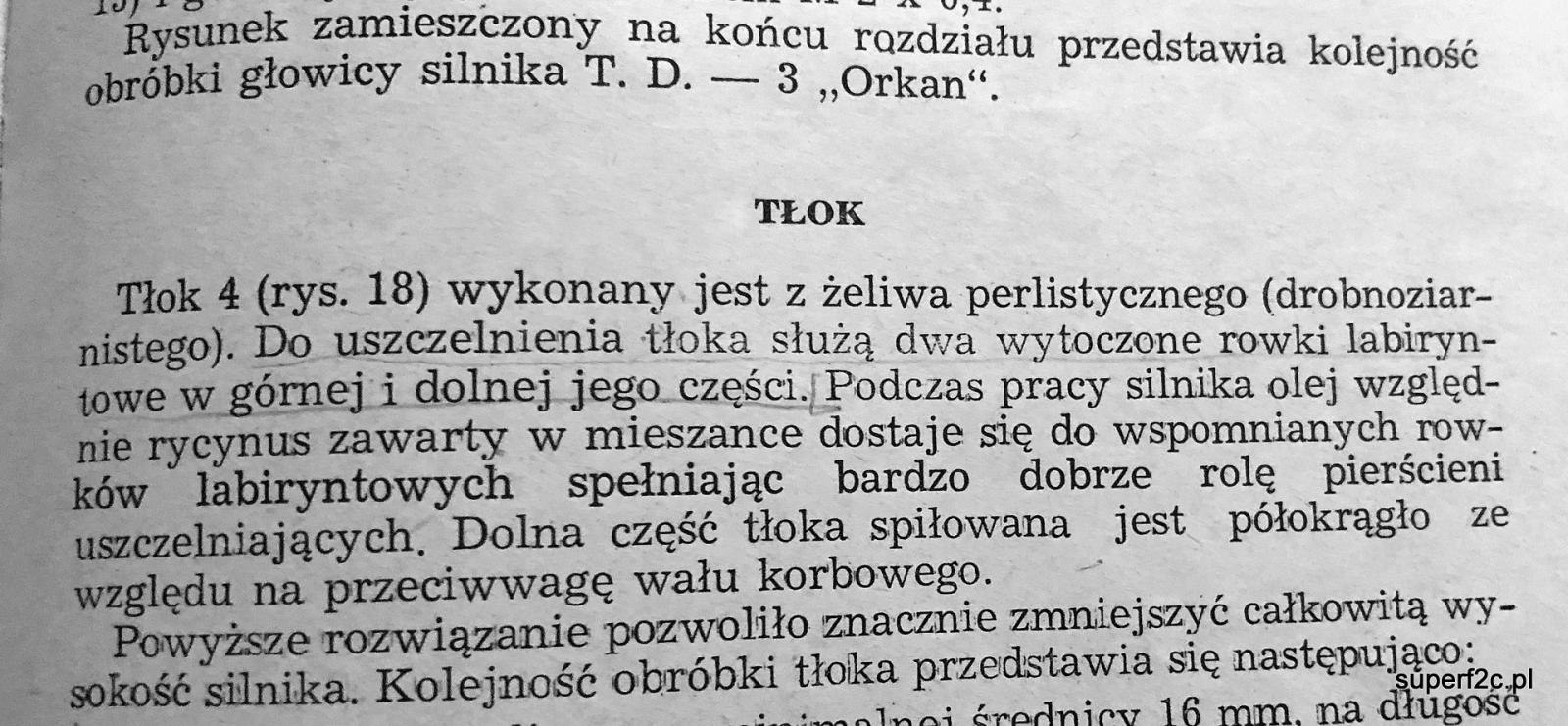
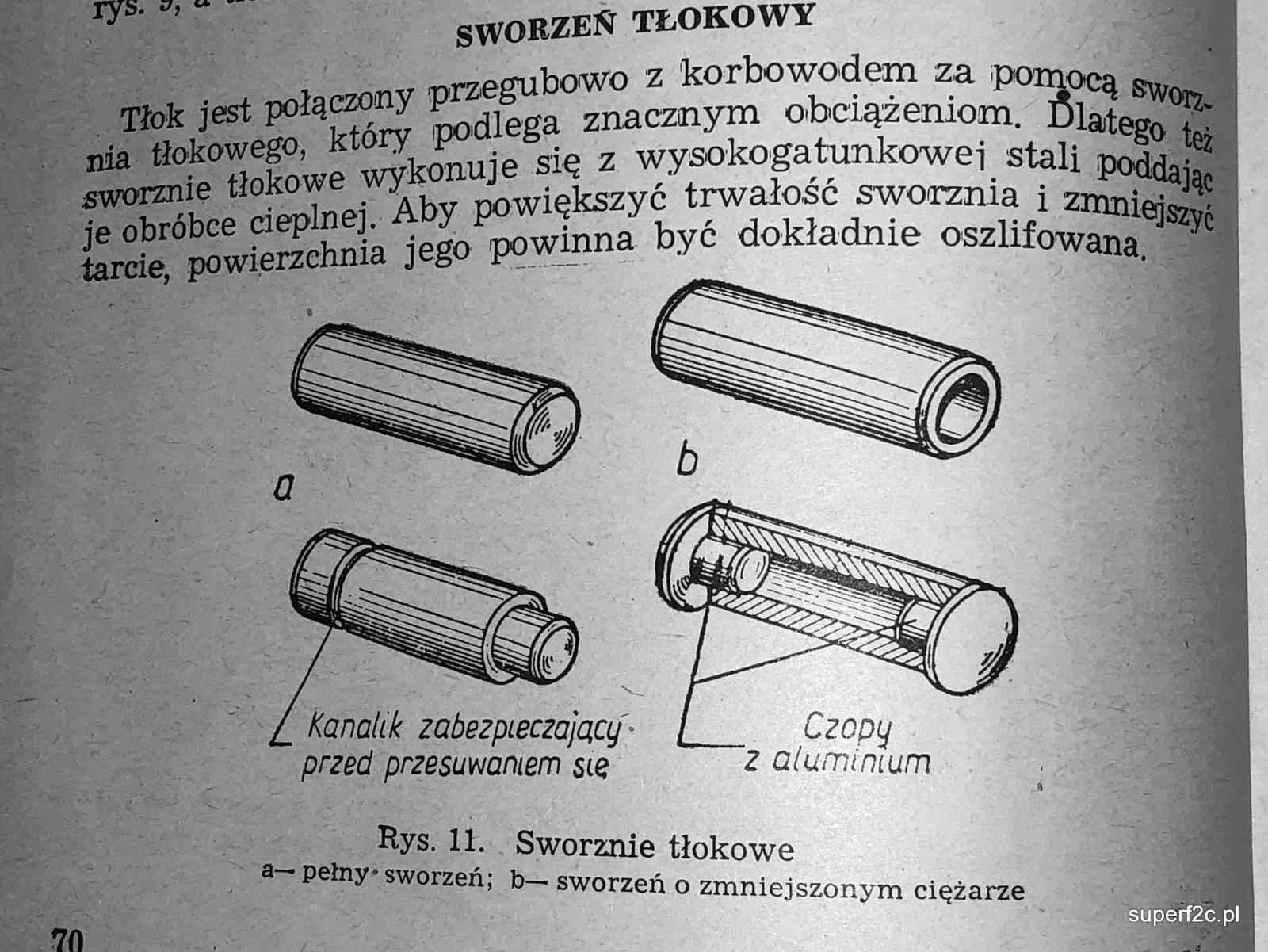
fotka z mojej książki (cytowałem tytuł i autora): nigdy w swojej karierze nie spotkałem się ze stalowym tłokiem. Karterem tak. a temat zabezpieczenia sworznia przed wysunięciem nie kontynuuje bo uważam że zostały przez ostatnie lata wypracowane standardy które się sprawdziły i takowe warto stosować. Choć z drugiej strony każdy zawsze może wykonać coś po swojemu. Ja powtórzę się: preferuję współpracę dwóch detali gdzie połączenie odbywa się dzięki tarciu wywołanemu wzajemnym naciskiem powierzchni łączonych co zapewnia dokładną współosiowość oraz zapewnia zmienną obciążalność złącza. Nic się w ciasnym pasowanym połączeniu nie wytłucze i nie wytłukło się. A potrzeba rozbierania wynika na przykład że główka korbowodu dostała luzu i należy korbowód wymienić albo para się skończyła bo tłok złapał rysę podczas pracy to wymieniamy tylko tłok zachowując przetarty cylinder plus korbowód i sworzeń. W tłok aluminiowy sworzeń także są wciskany plus mimo wszystko obowiązkowo zawleczki. I jeśli rowek jest odpowiednio zatoczony w otworze pod sworzeń to osadzenie zawleczki plus kontrola prawidłowości montażu nie stanowi problemu. Wały korbowe (6 sztuk) osobiście zawiozłem do azotowania w dniu dzisiejszym.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
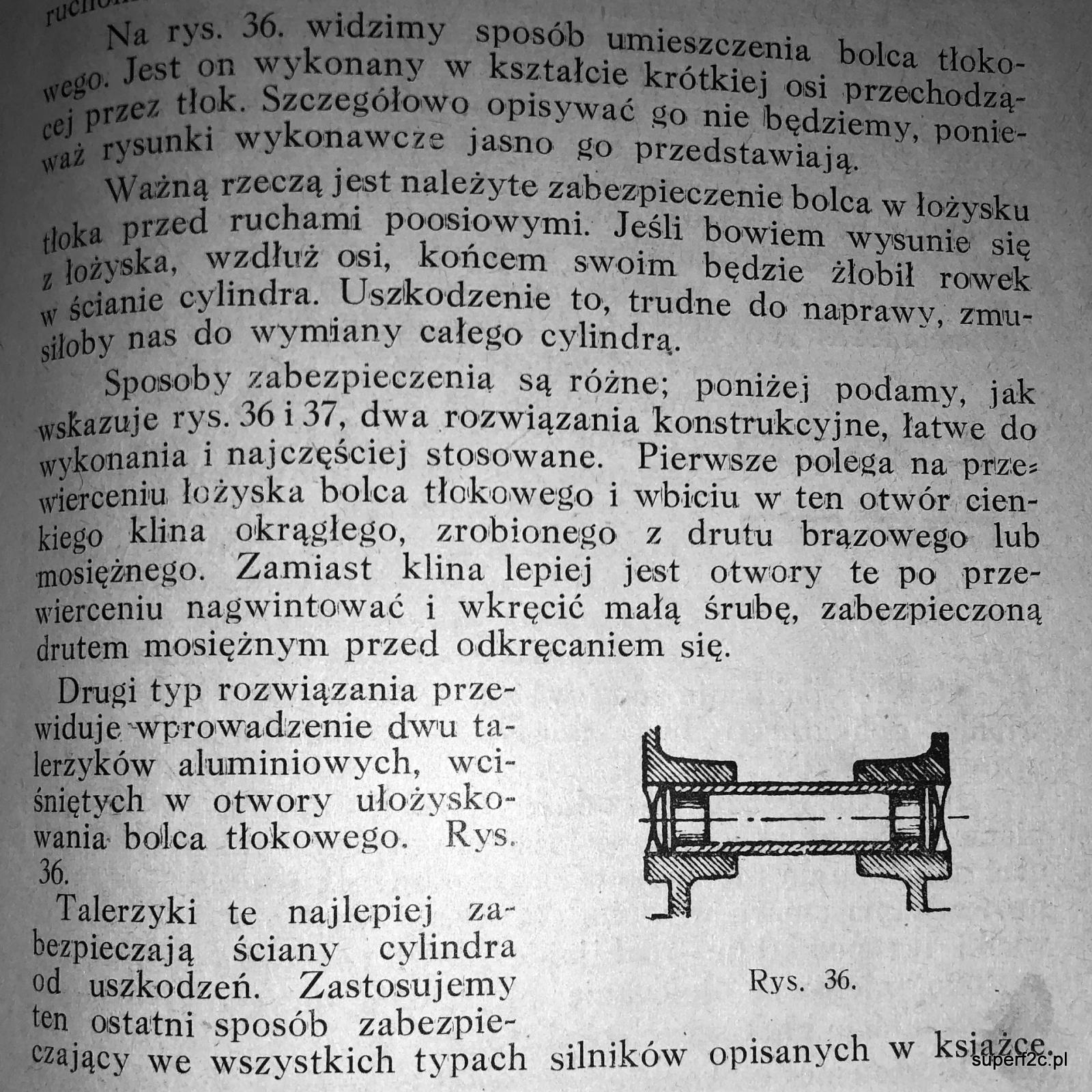
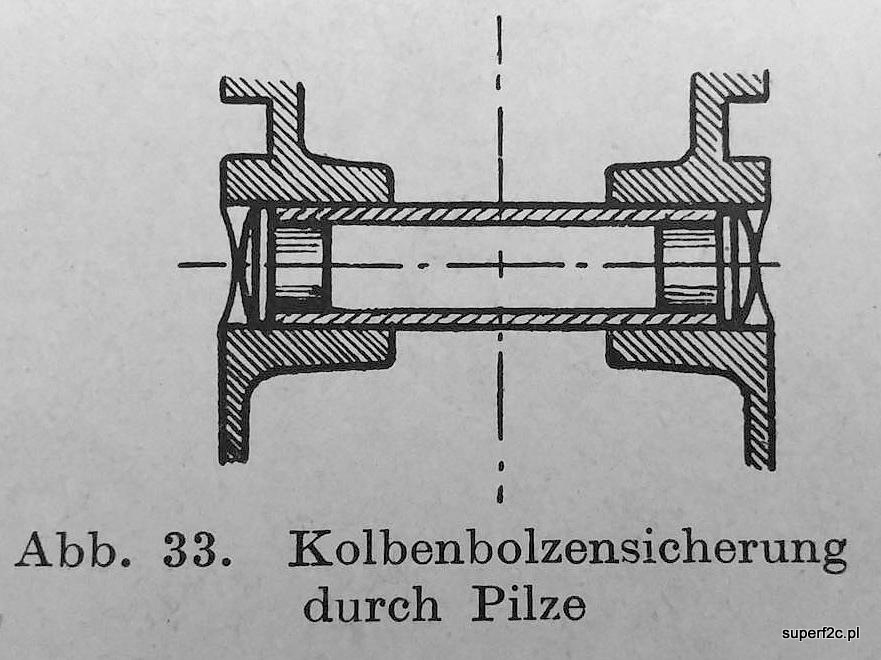
fotografia z książki której autorów i tytuł już cytowałem. O żłobieniu rowka jasno i konkretnie już w latach czterdziestych wiedzieli. to fotka z niemieckiej książki z 1943 roku BENZINMOTOREN FUR FLUGMODELLE UND IHR SELBSTBAU VON A. FELGIEBEL BERLIN 1943 I JEST ROZWIĄZANIE Z MNIEJSZĄ ŚREDNICĄ CO NIE POZWOLI NA RUCH W DANYM KIERUNKU ale w drugą stronę jest kanalik na włożenie zabezpieczenia. Ciężka wersja i chyba zawodna skoro nie spotykam dzisiaj tego rozwiązania. W tamtych czasach jak widzę dwie panewki obowiązywały w korbowodzie. tegoroczny silnik z bardzo dobrymi rezultatami posiada zawleczki na zabezpieczeniu sworznia w tłoku. O bardzo ciasnym pasowaniu aluminiowy tłok stalowy sworzeń nie wspominam. A na zawodach w Kijowie: Najlepszy aktualnie polski mechanik wyścigowy (do niedawna Rekordzista Polski w wyścigu F2C) podczas zawodów na spokojnie wymienił, ingerował w sworzeń właśnie dzięki przyrządowi do wybijania i wbijania sworznia w tłok. To to białe(sahara) z żywicy z napełniaczem będące centralnie na stoliku.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
spotkamy się na zawodach modelarskich. Jak są zawodnicy chcący brać udział w zawodach to i sędziowie by się przydali. To duże przedsięwzięcie dla organizatora. Cały dzień na świeżym powietrzu... oczywiście żart. Ale z drugiej strony ... -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
cieszy mnie zatem Twój start w rywalizacji A do mnie trafiają podczas dyskusji argumenty merytoryczne. W praktyce fakty czy twarde dane oparte na własnym nabytym doświadczeniu. I daleko mi do niemerytorycznej dyskusji. Takie triki retoryczne czy ataki na rozmówce są mi obce i mam nadzieję że nigdy tego typu zachowaniu nie ulegnę. Patrz inne wątki na tym forum... Reasumując: Tylko i przede wszystkim dyskusja rzeczowa, merytoryczna bo to służy rozwojowi i postępowi. W tym przypadku stworzenia dokumentacji rysunkowej 2D i 3D i zbudowaniu oprzyrządowania do produkcji repliki silnika SIM2 2b. A to tylko może wygenerować budowę następnego współczesnego popularnego silniczka 2,5D -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
Ja po prostu nie potrafię zrobić czegoś na kolanie. Każdy może zrobić przecież po swojemu. Ważne żeby po za gadaniem czy nawet rzeczową dyskusją zmierzyć się później w zawodach. krajowych typu Rodeo-SIM 2b w Dąbrowie Górniczej w Parku Hallera. Nie ma lepszej oceny swojej pracy niż wynik uzyskany w trakcje zawodów sportowych. A dla zwycięscy zawodów i najmłodszego sklasyfikowanego zawodnika znajdę Replikę SIM 2b. co do gaźnika to moje rysunki są robione na podstawie konkretnego egzemplarza gdzie dokładnie widać poprawiony ten element konstrukcji. Przybyły żebra. rzeczywiście spotkam się z luźnym osadzeniem sworznia w tłoku ale wtedy co by sworzeń nie wyrąbał rysy w gładzi cylindra widziałem zawleczki albo z brązu powsadzane korki na sworzniu z otworem po obydwu stronach. W egzemplarzu SIM-a jakim ja dysponuje w warunkach domowych gdzie tylko posiadam walizkę z modelami F2C z wyposażeniem nie umiem rozebrać zespołu tłok-sworzeń.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
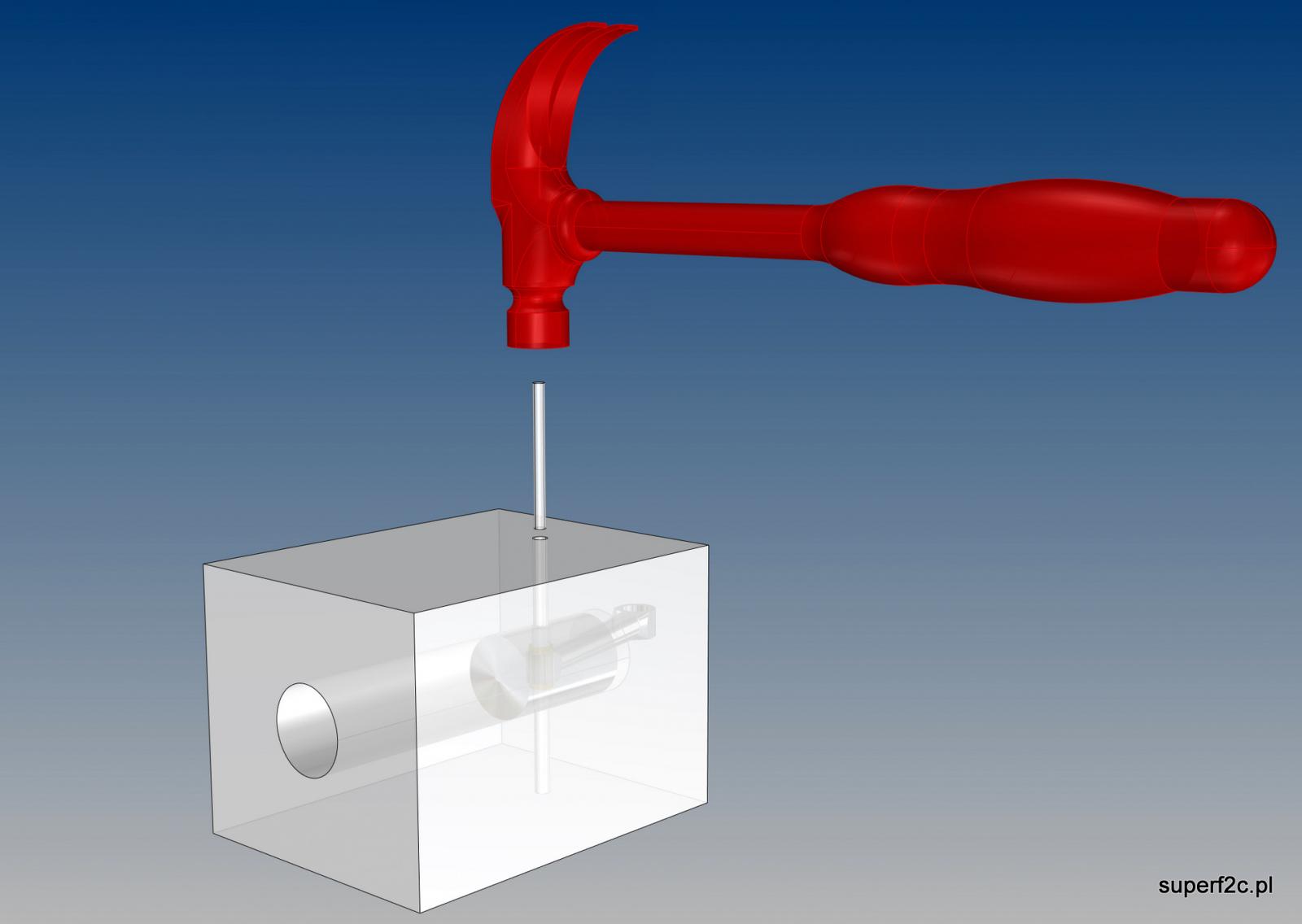
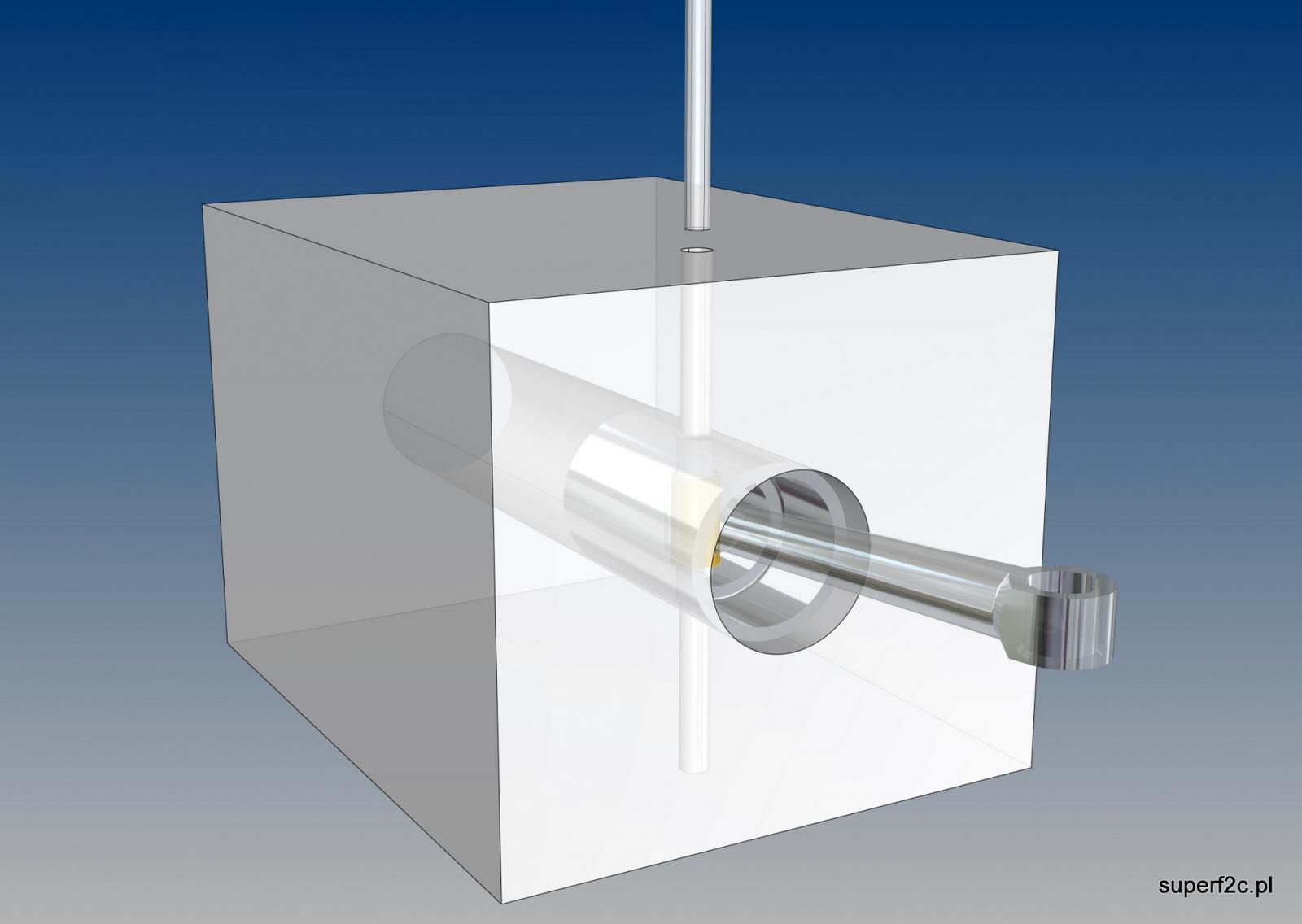
Przyrząd do demontażu i montażu sworznia z hartowanej stali i azotowanej powierzchni służy do nadania bolcowi wybijającemu czy nabijającego sworzeń prostopadłości (czy równoległości) ruchu podczas walenia młoteczkiem. A także rozproszeniem siły (reakcji) na powierzchni tłoka podczas operacji wybijania czy wbijania. Widziałem tego typu przyrządy u mechaników wyścigowych F2C w paru podobnych rozwiązaniach. Bo mimo że stosowane są zawleczki to na pewno prawidłowa praca zespołu tłok-sworzeń wymaga bardzo ciasnego osadzenia sworznia w tłoku. Precyzyjne w prostopadłościanie wykonane prostopadle odpowiednich średnic otwory. Ja to na plan-szajbie na zwykłej tokarce wykonywałem zawsze. Tak aby montaż jak i demontaż gwarantował nie uszkodzenie powierzchni tłoka. Materiał to głównie pochodne tekstolitu. Albo nawet kawałek żywicy szybko wiążącej z napełniaczem. Na rysunku jest zamieszczona panewka główki korbowodu bo jest tak zrobione w silniku dostarczonym mi przez Pawła. Jest parę egzemplarzy to i ten wątek się kiedyś sprawdzi. Temat zastosowanego materiału jestem pewien że już przerabialiśmy przy okazji łożyskowania wału korbowego. Myślę że wśród ponad 50 000 zdjęć zamieszczonych przeze mnie na Facebooku znajdzie się nie jeden taki prosty przyrząd leżący na stoliku wśród innych gratów podczas reanimacji silnika. Reanimacji z bardzo różnych powodów. Ale to osobny długi temat.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
No niestety bez zrobienia przyrządu do demontażu sworznia w tłoku nie do końca jestem pewien wymiarów główki korbowodu, panewki główki korbowodu a także wybrania w samym tłoku. Wyścigowy F2C przyrząd do demontażu nie pasuje bo tłok tutaj ma fi14 a ja mam fi15 i to samo sworzeń, tutaj fi3 a u mnie fi4. Animacja ruchu widzę na tym etapie się kłania.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
pojemność 2,8 cm3 Długo skokowy 18 mm. Czas pomyśleć o śmigle. Oczywiście jak dla mnie do modelu na uwięzi.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
Narysowałem cylinder. Przy wymiarowaniu kanałów jestem pełen zachwytu nad jakością wykonania kanałów w cylindrze. Zero skalania ludzką ręką. Wszystko widać wykonane maszynowo, precyzyjnie jak na zamieszczonych fotografiach. Po śladach obróbki nie jestem w stanie stwierdzić czy narzędziem był frez piłkowy 3 mm czy frez palcowy 3 mm. Tych śladów po prostu nie ma. To że narzędzie miało 3 mm to widać po śladzie zostawionym. JEDYNYM ZRESZTĄ
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
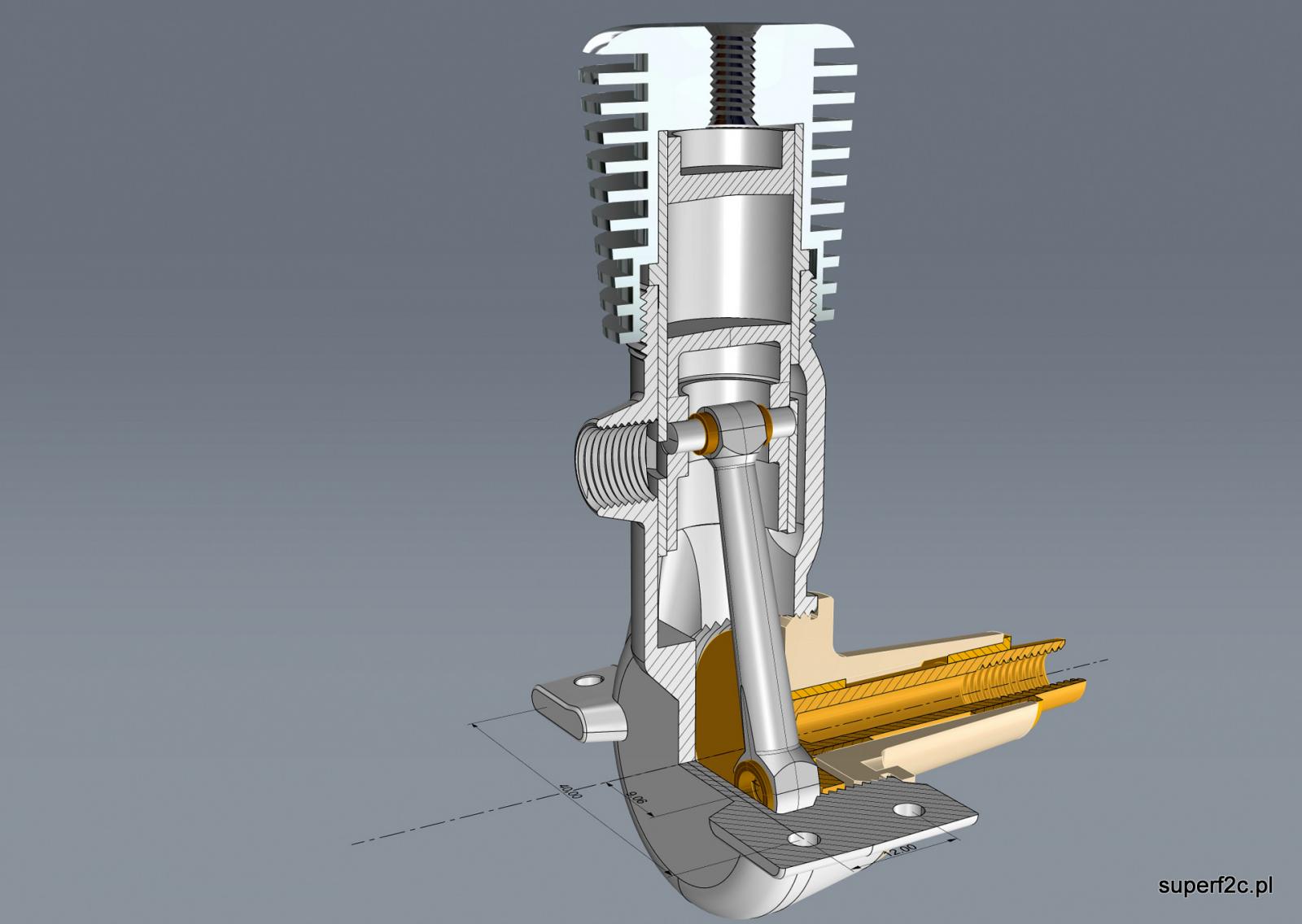
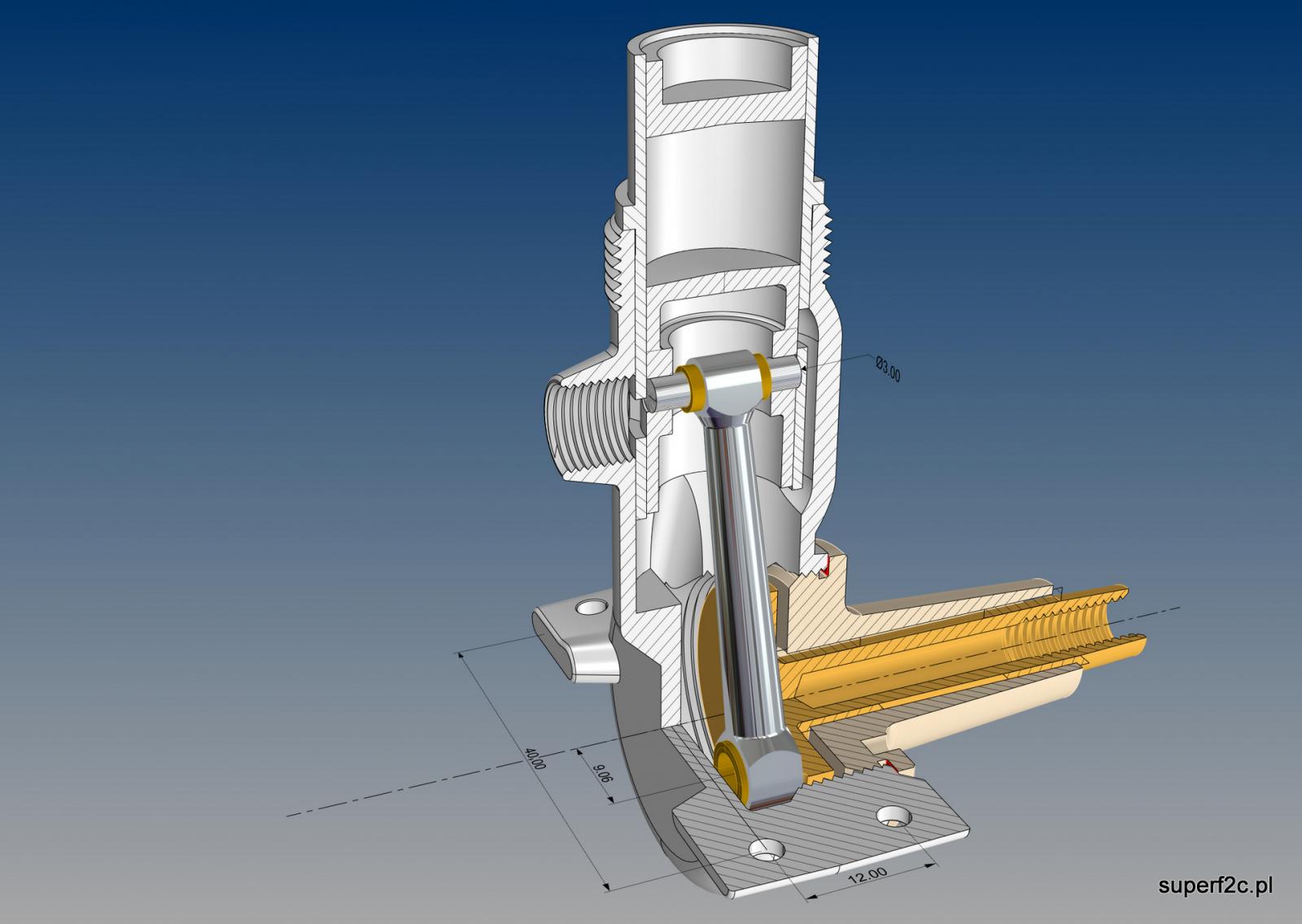
ścianka karteru to 2,25 mm u mnie na rysunku jest 1,95. Luz wzdłużny wału korbowego bez korbowodu w oryginale to ponad 1,7 mm. Po założeniu korbowodu luz jest nadal ponad 1 mm. Wymiar na żółto 0.88 mm to odległość środka korbowodu przylegającego do wału (w warunkach pracy gdy śmigło ciągnie wał do przodu) od osi cylindra. A jak panewka stopy korbowodu oprze się o denko podczas uruchamiania to także nie jest najlepiej... Takie mam wymiarowe fakty. Należałoby co nieco zmniejszyć istniejące luzy.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
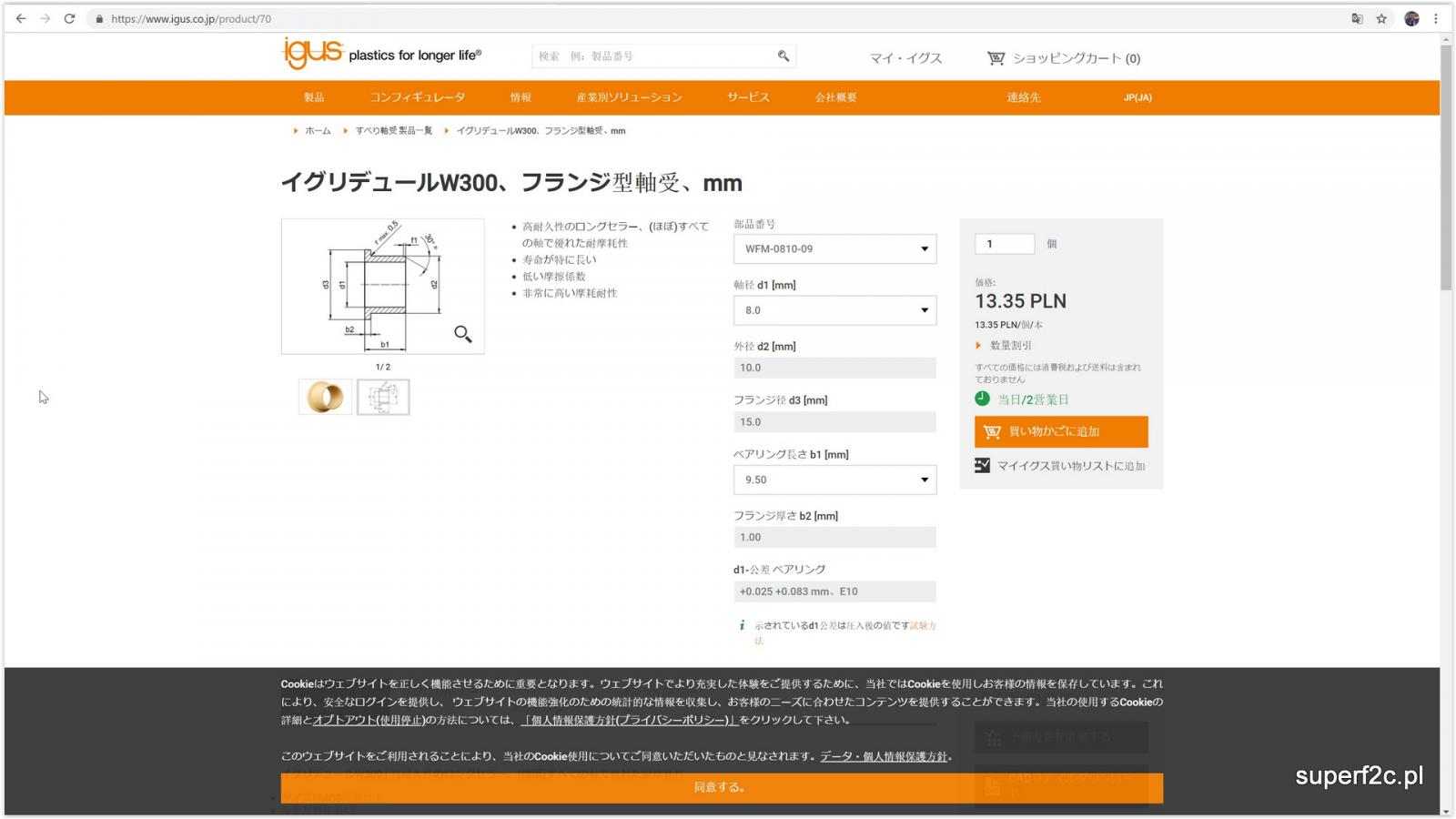
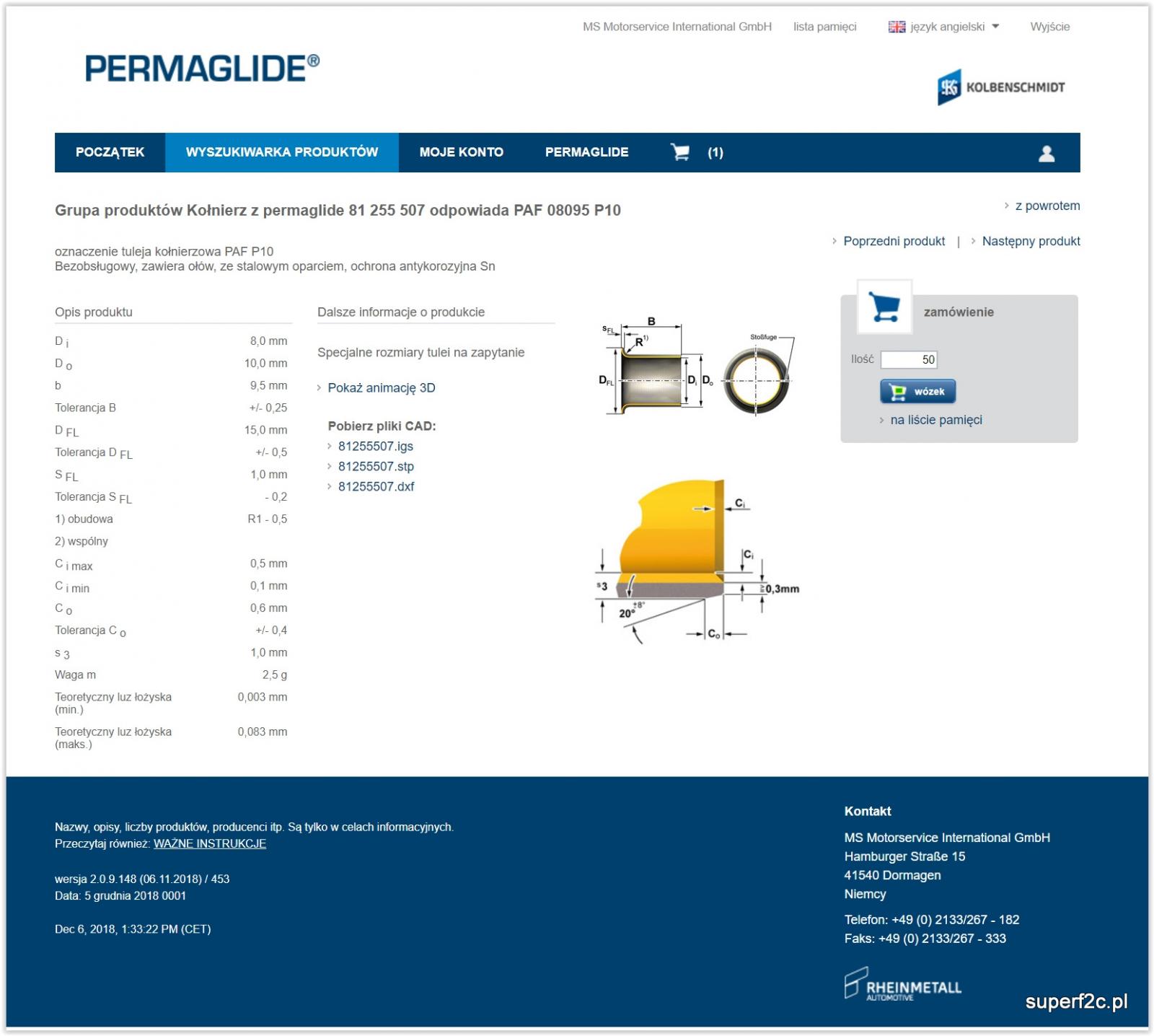
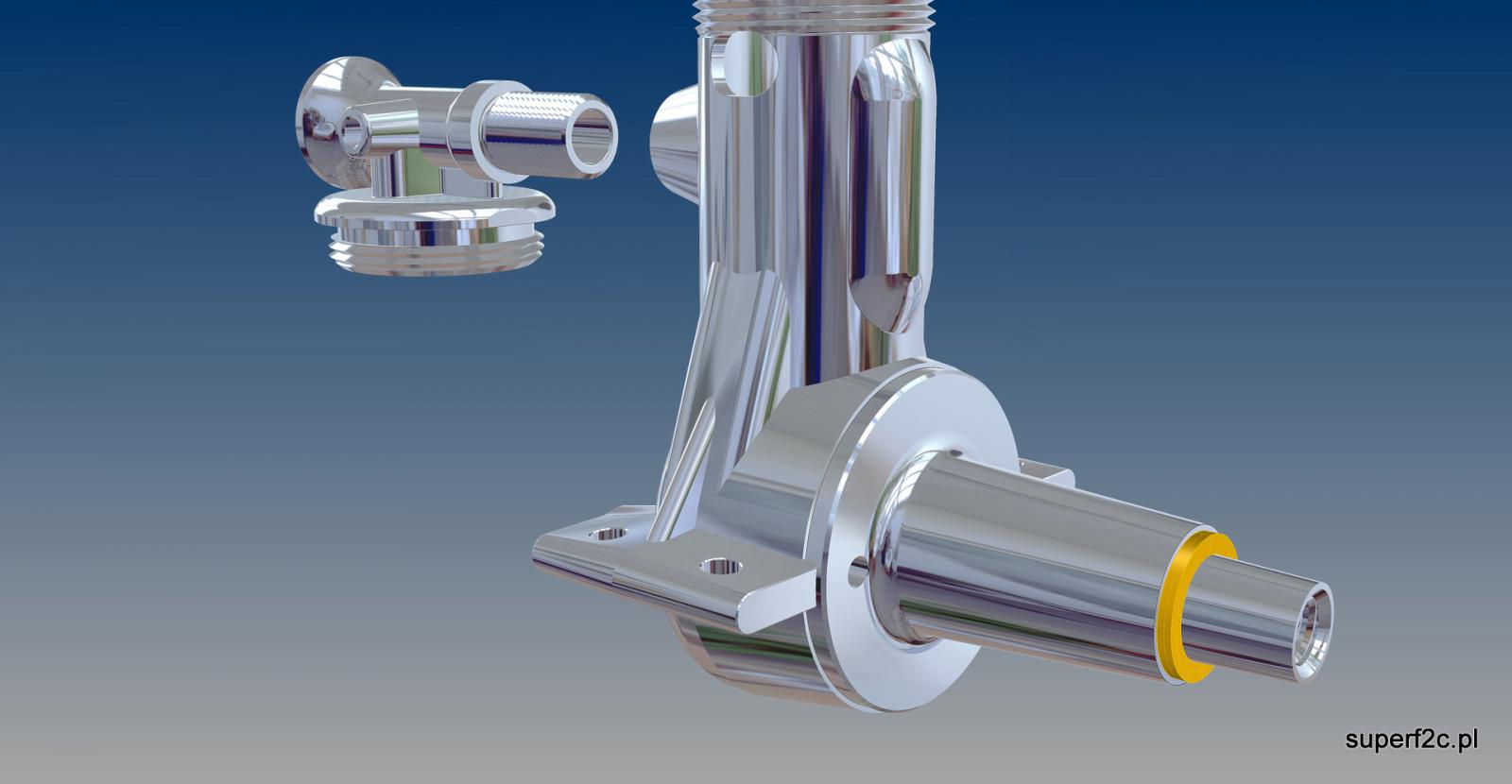
cieszy mnie że ogólnie w opiniach na temat panewek w silniku SIM 2b jesteśmy zgodni. Należy ODPOWIEDNIO zamontować... Niedużo czas zajęło mi znalezienie gotowych łożysk ślizgowych z kołnierzem zgodnych wymiarowo z oryginałem. Napisałem i pewnie będę wiedział dokładnie ile to kosztuje. przedstawicielstwo jest w Warszawie na Działkowej. to mi się podoba bo jest plik CAD który poprawnie mi się otwiera i w rysunku 3D silnika SIM 2b pasuje idealnie. Nawet lepiej bo jest zdecydowanie więcej niuansów kształtu. ZAMÓWIMY PRÓBKI
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
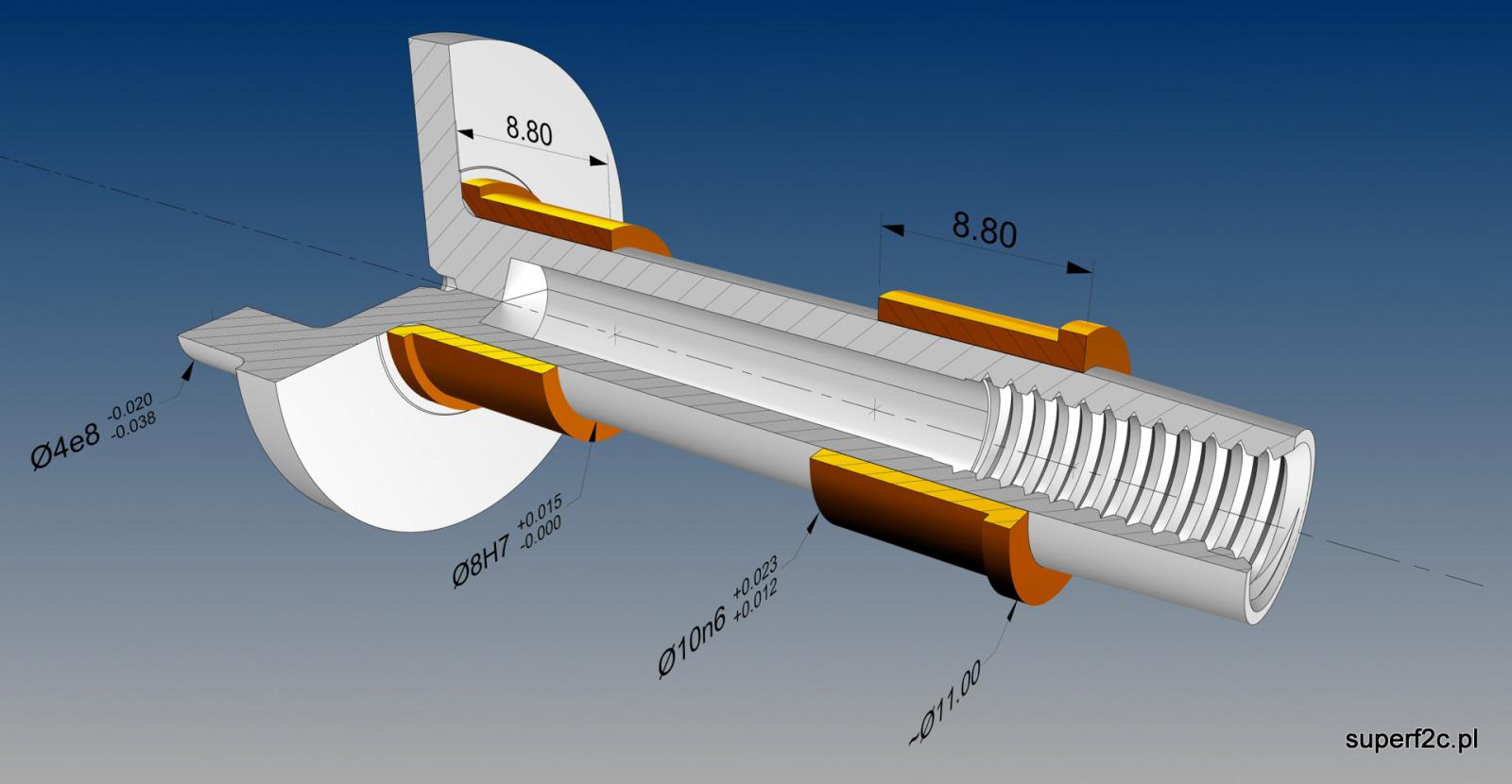
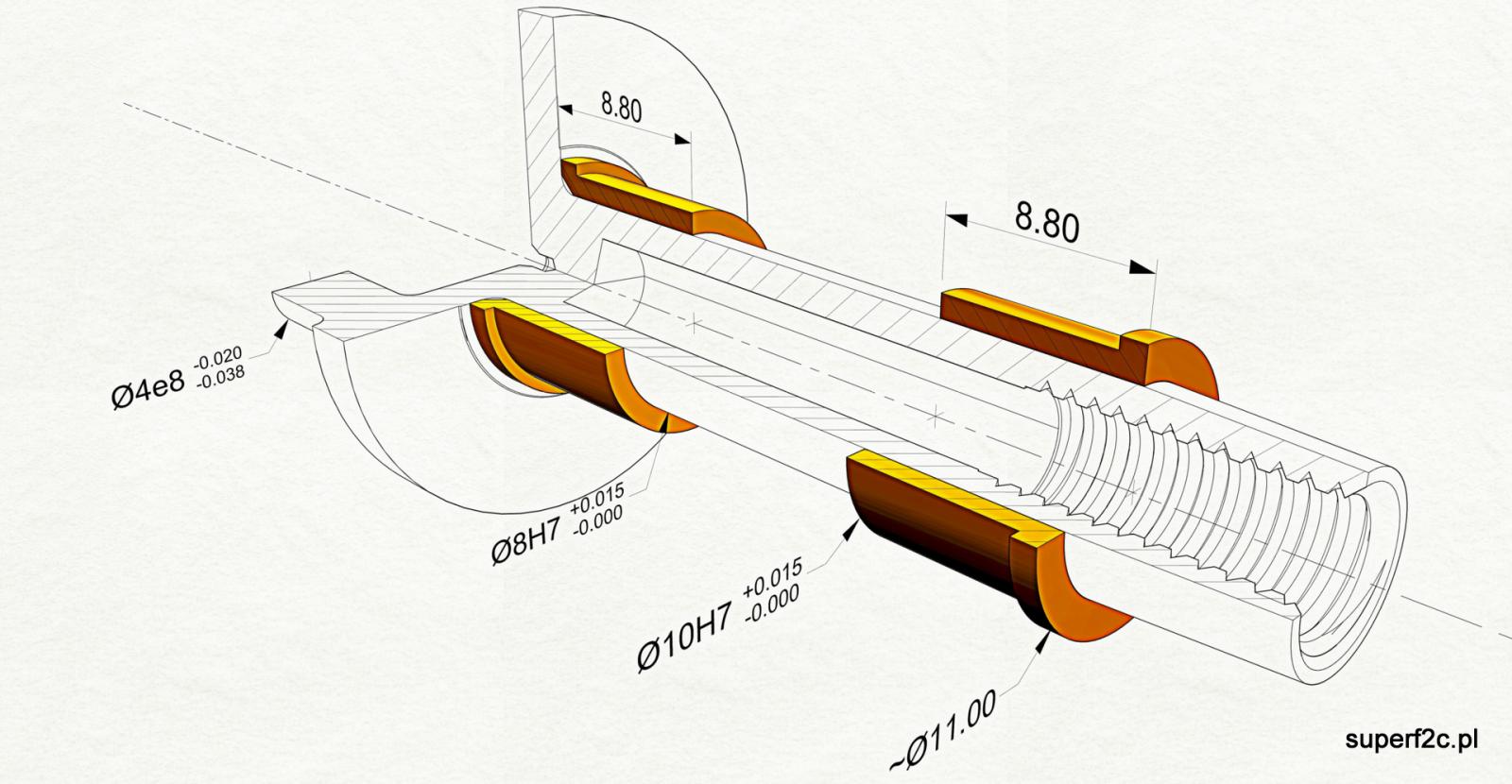
wszystko się zgadza. Zamawiając "na zewnątrz" detale w takich tolerancjach chce je dostać aby mieć możliwość prawidłowego czy jak kto woli odpowiedniego dopasowania. Produkcja jak na razie jest jednostkowa i nie problem każdy otwór zmierzyć a stosowny drugi wymiar dopasować indywidualnie. Posiadam stosowne narzędzia pomiarowe z działką elementarną 0,002 i 0,001 mm. Inaczej sobie tego nie wyobrażam. A metodą prób wciskania nie do końca spokojnie wypracuję stosowną średnicę panewki. Pomierzę i na pewno opublikuję. Odlewu w tej części karteru nie będzie z racji cylindrycznego kształtu. Oczywiście mając tylko frezarkę CNC zewnętrzny kształt po zrobieniu na tokarce otworu plus gwint zaczęty ale kalibrowany narzynką półwyrób będzie zamontowany na przyrządzie na mojej frezarce i bez mojego udziału o frezowany (CNC). Reasumując. Podane tolerancje są za mocne czy jak kto woli złe ale z nabytego doświadczenia wolę takie niż później " wklejać " czy moletkować jedno z drugim. poprawiona tolerancja panewek. pewnie nie pierwszy i pewnie nieostatni ewidentny błąd mi się przydarzy. Zatem liczę na wskazywanie tych błędów.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
rysunek jest oczywiście błędny bo wymiar o którym jest dyskusja dotyczy otworu w karterze toczonym. A panewki będą miały wymiar fi10 n6 czyli na plusie od +0,02 do +0,012. Za błędy przepraszam, poprawie przy następnym otwarciu laptopa. Dzięki za czujność.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
Panewki
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
było już o uruchamianiu silników a teraz trochę o sielance na zawodach oraz o potencjalnym niebezpieczeństwie w trakcje rozgrywania biegu F2C https://youtu.be/RggR7V-csi0 -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
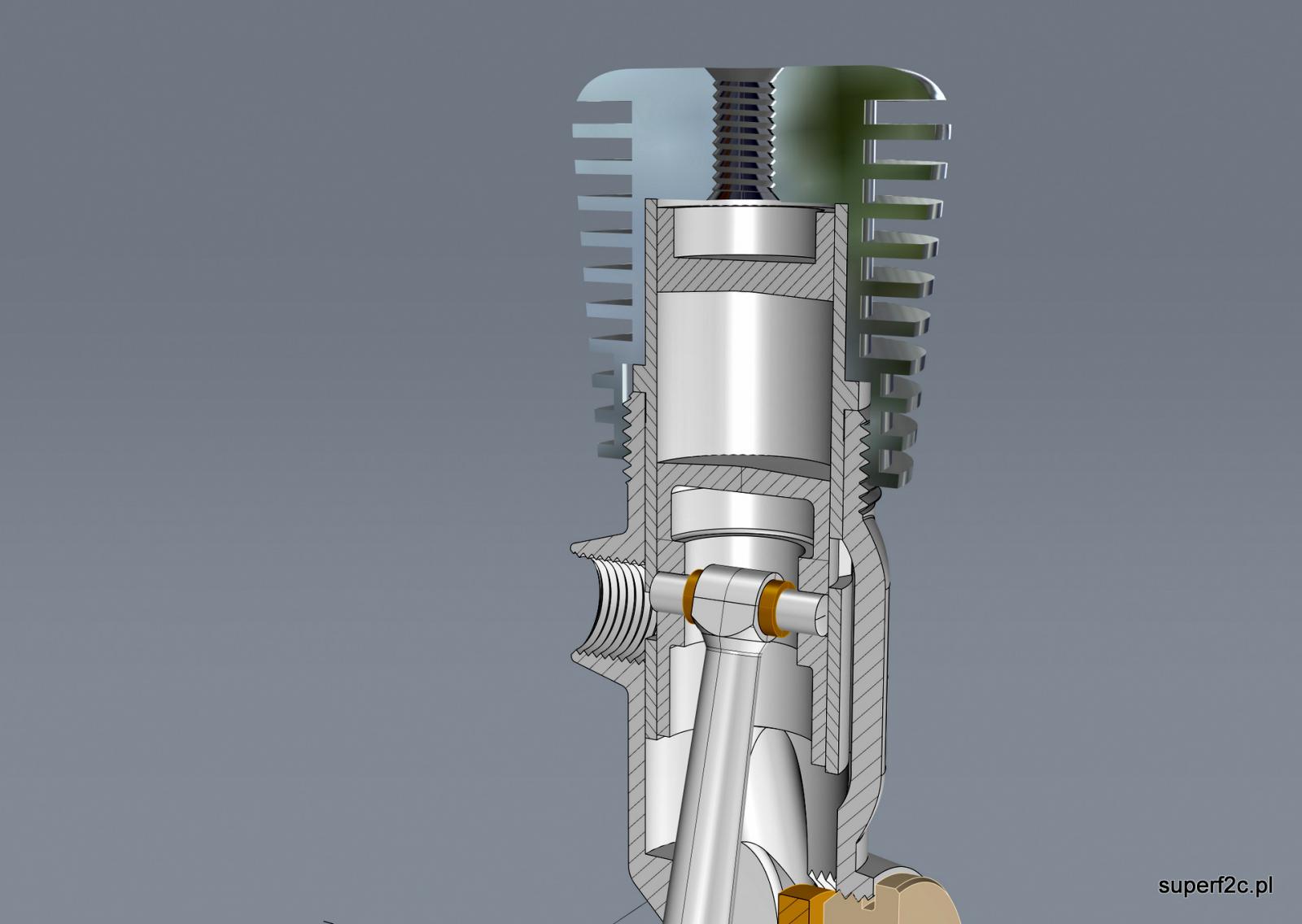
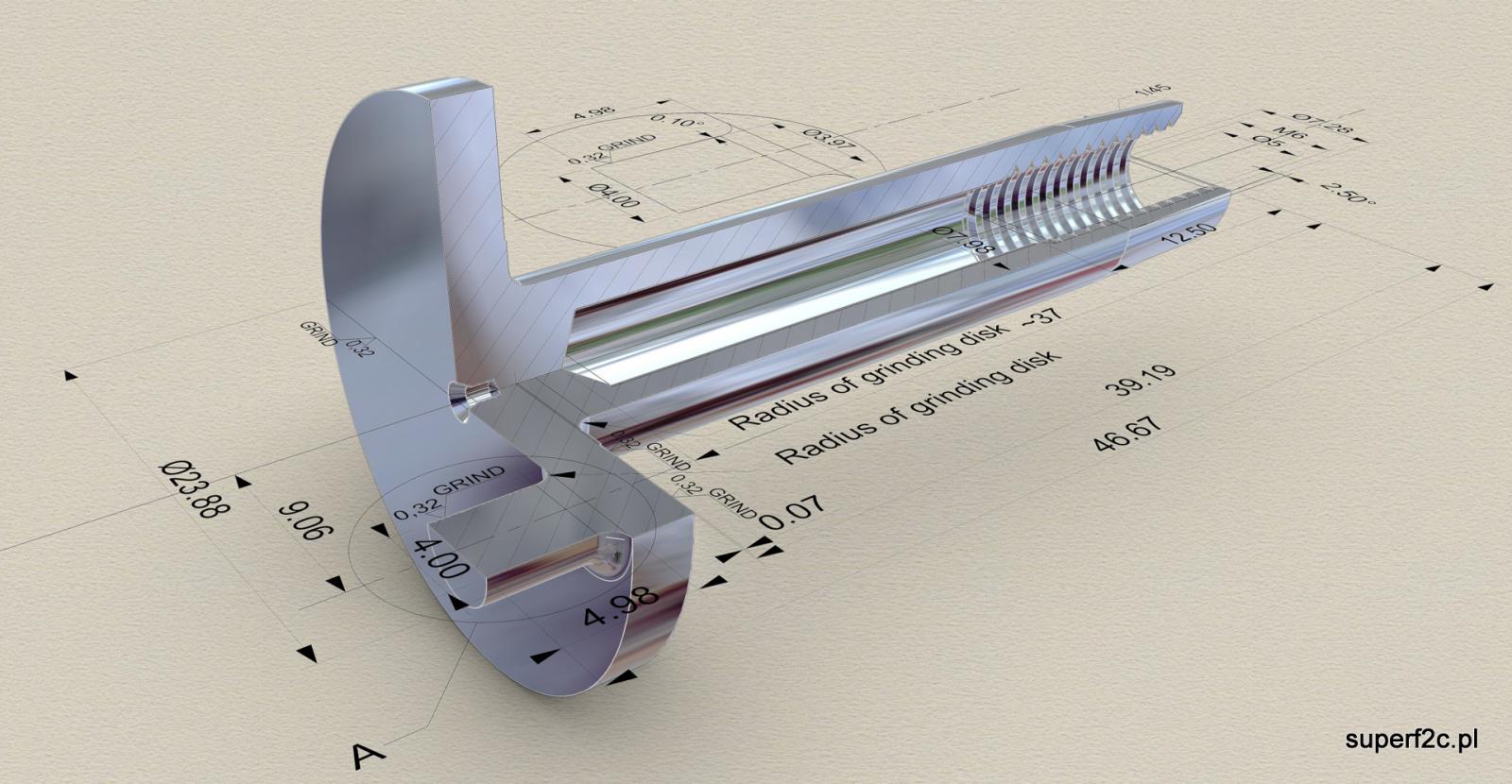
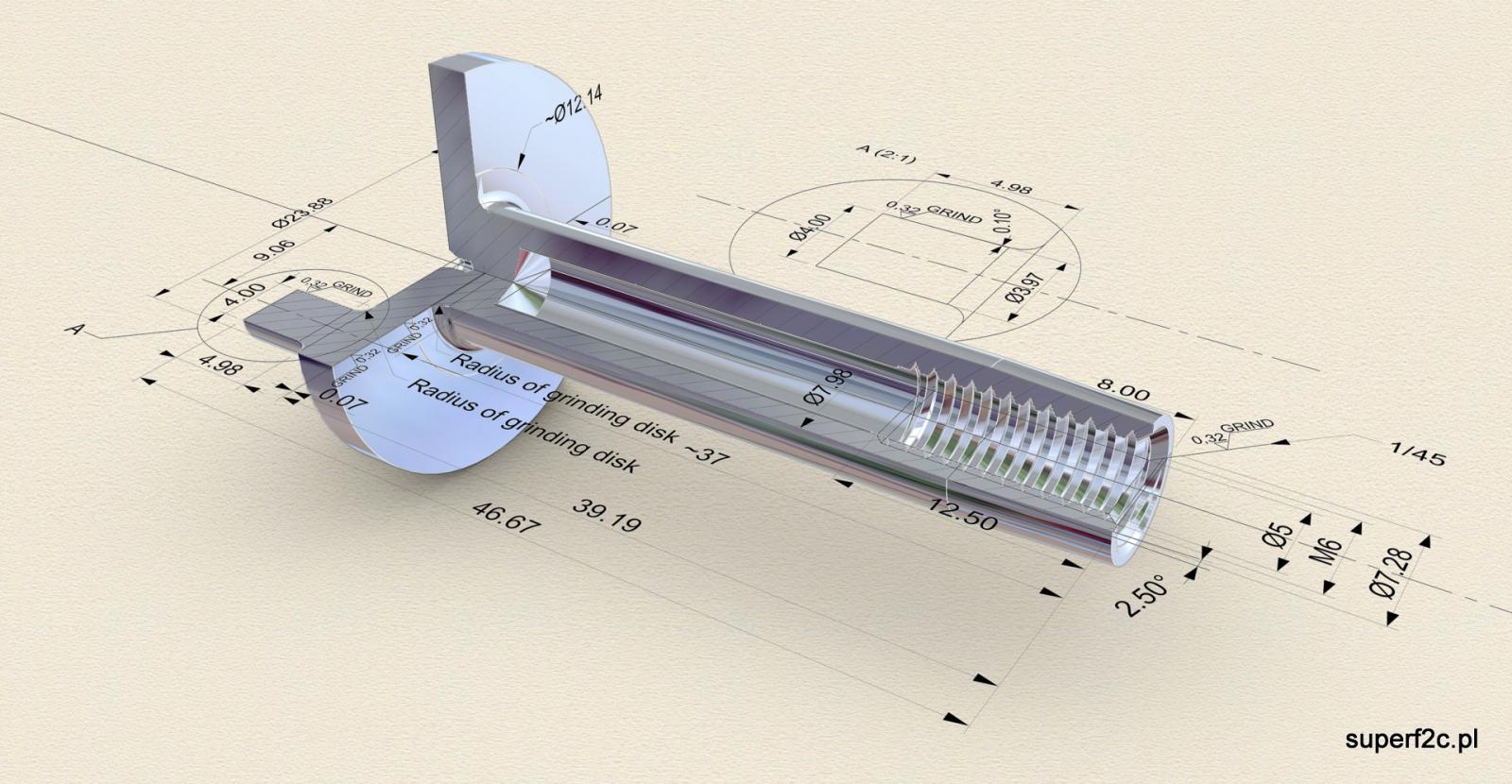
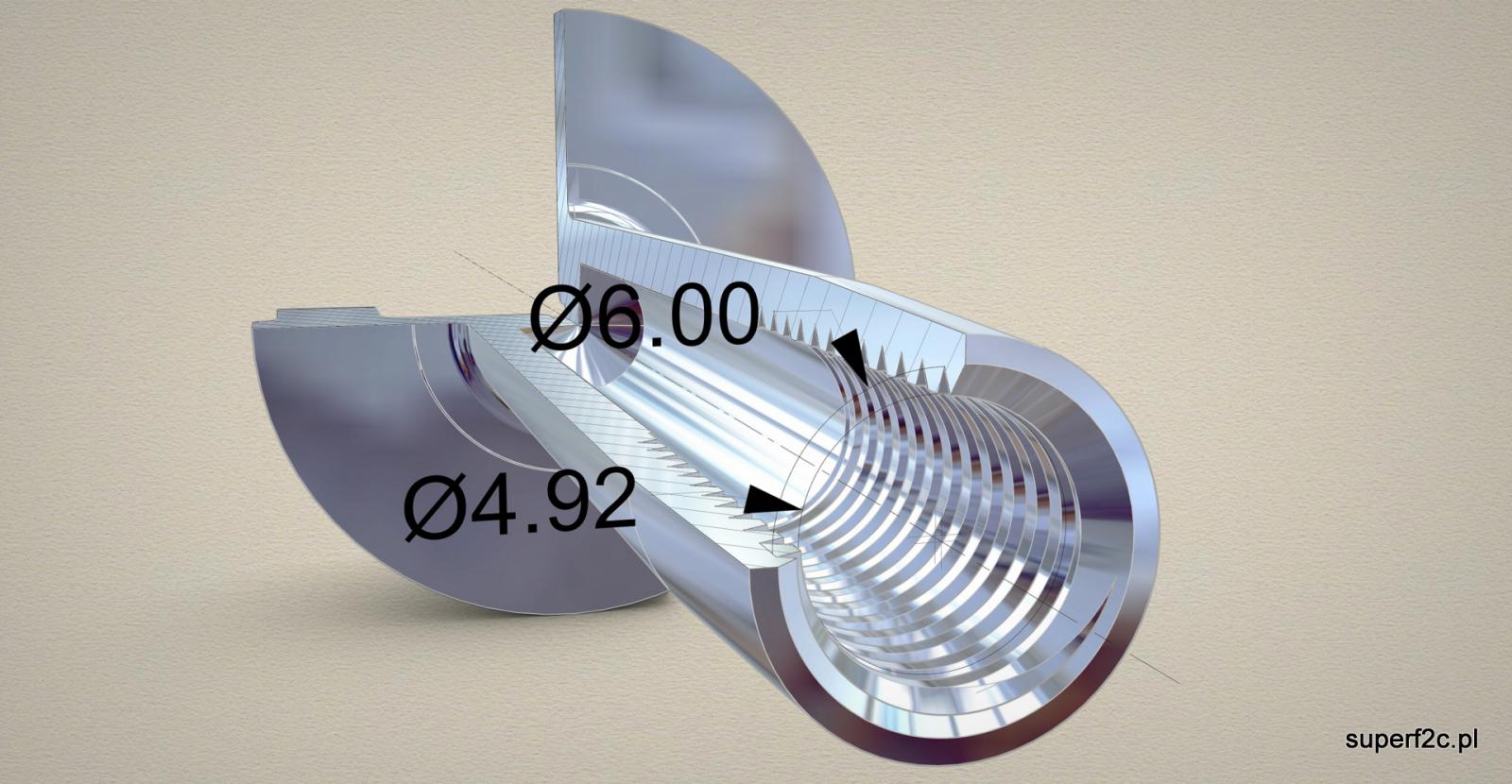
rysowanie 3D daje nieograniczone możliwości i praktycznie tylko ograniczona jest wyobraźnią rysującego w przedstawianiu czy pokazywaniu narysowanego detalu. pod gwint M6 wiercimy (teoretycznie) fi4,92. I to narysowałem. Nawet nie przypuszczałem że aż tyle gwintu nie ma.