f2cmariusz
-
Postów
786 -
Rejestracja
-
Ostatnia wizyta
-
Wygrane w rankingu
50
Treść opublikowana przez f2cmariusz
-

Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
jest na aukcji jeszcze 5 dni i 17 godzin https://www.ebay.com.au/itm/Book-Collectors-guide-to-Model-Aero-Engines/153348482352?hash=item23b4482530%3Ag%3AkREAAOSwrAFcRm9N%3Ark%3A1%3Apf%3A1&fbclid=IwAR1TjGw6LCWXY5RD3bsoEe5-T7xgVJGneRiOToDSpPSi2B3HmEMunJUbzhc
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
znajomy na FB na swojej tablicy pochwalił się: "I have several books to dispose of from Charlie Stone's deceased estate and, although I have tried listing them on Ebay, I would rather they went to local aeromodellers, so, if you will forgive me, I am showing them on this site. Admin - if this is not acceptable then I will remove them. Anyone interested please P.M. me. Thank-you BTW, The Edgar T Westbury book, although having no cover is, I am sure, a collectors item." w sumie dziewięć pozycji modelarskich. Może kogoś zainteresuje?
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
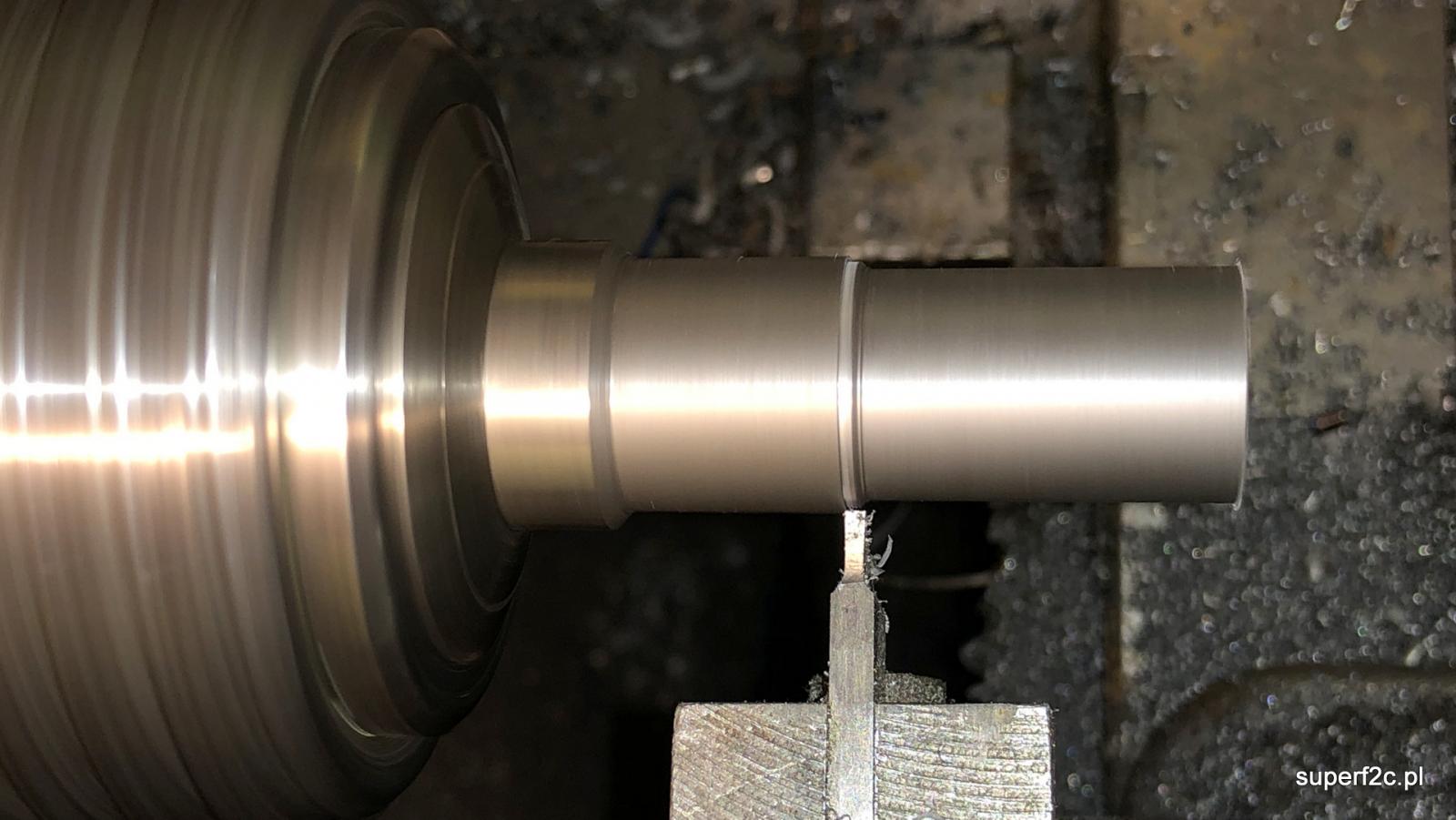
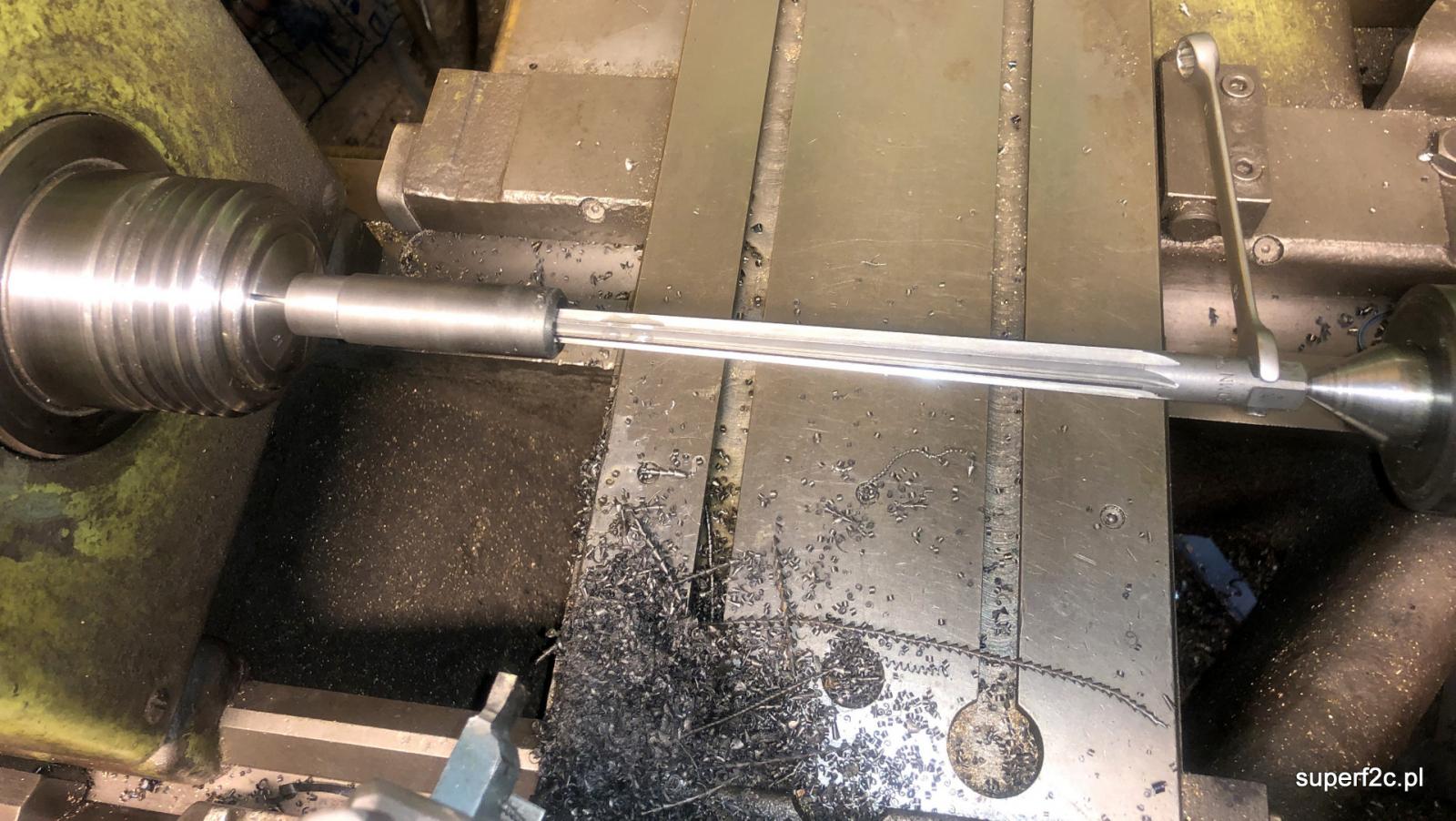
wychodzi na to że jestem fanem i zagorzałym użytkownikiem OUS-1. Kiedyś byłem bo innej uniwersalnej obrabiarki nie posiadałem pod ręką. Co potwierdza dzisiejsze zgrubna obróbka. Wykonanie otworu fi 12 na długości 42 mm w hutniczym NC10 jak widać na wyjętym z filmu kadrem nie zmieniam wiertła na nawiertak tylko zmieniam sam detal. I mosiądzem centruje detal jak i drugim mosiądzem wiertło podpieram co by zrobić tym wiertłem w osi nakiełek dla wiertła fi6. Mosiądze są zainstalowane w imaku. Okrągły mosiądz ma część płaską do mocowania w imaku. filmik zamieszczę jak się trochę materiału z następnych prac nazbiera na YT.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
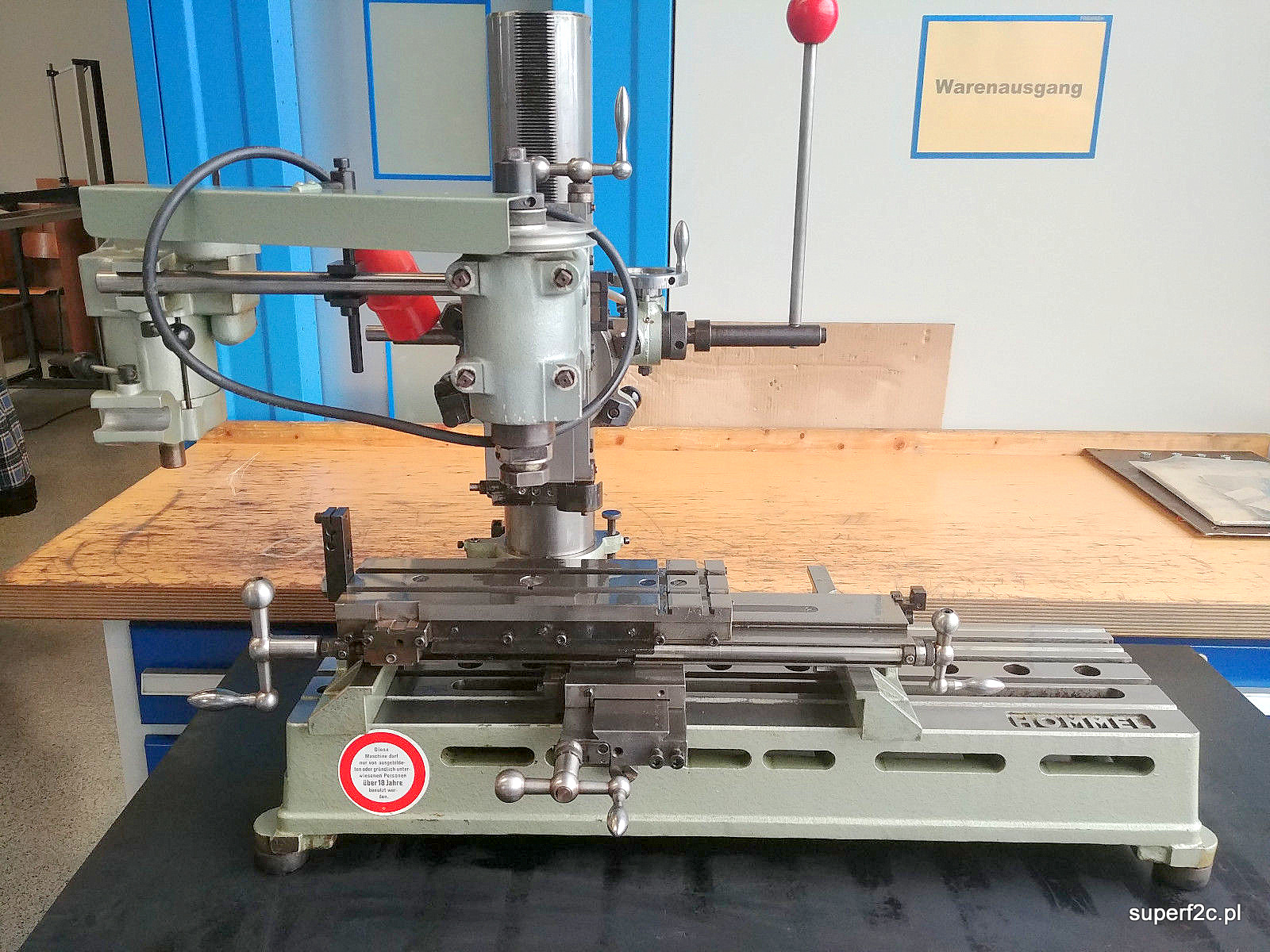
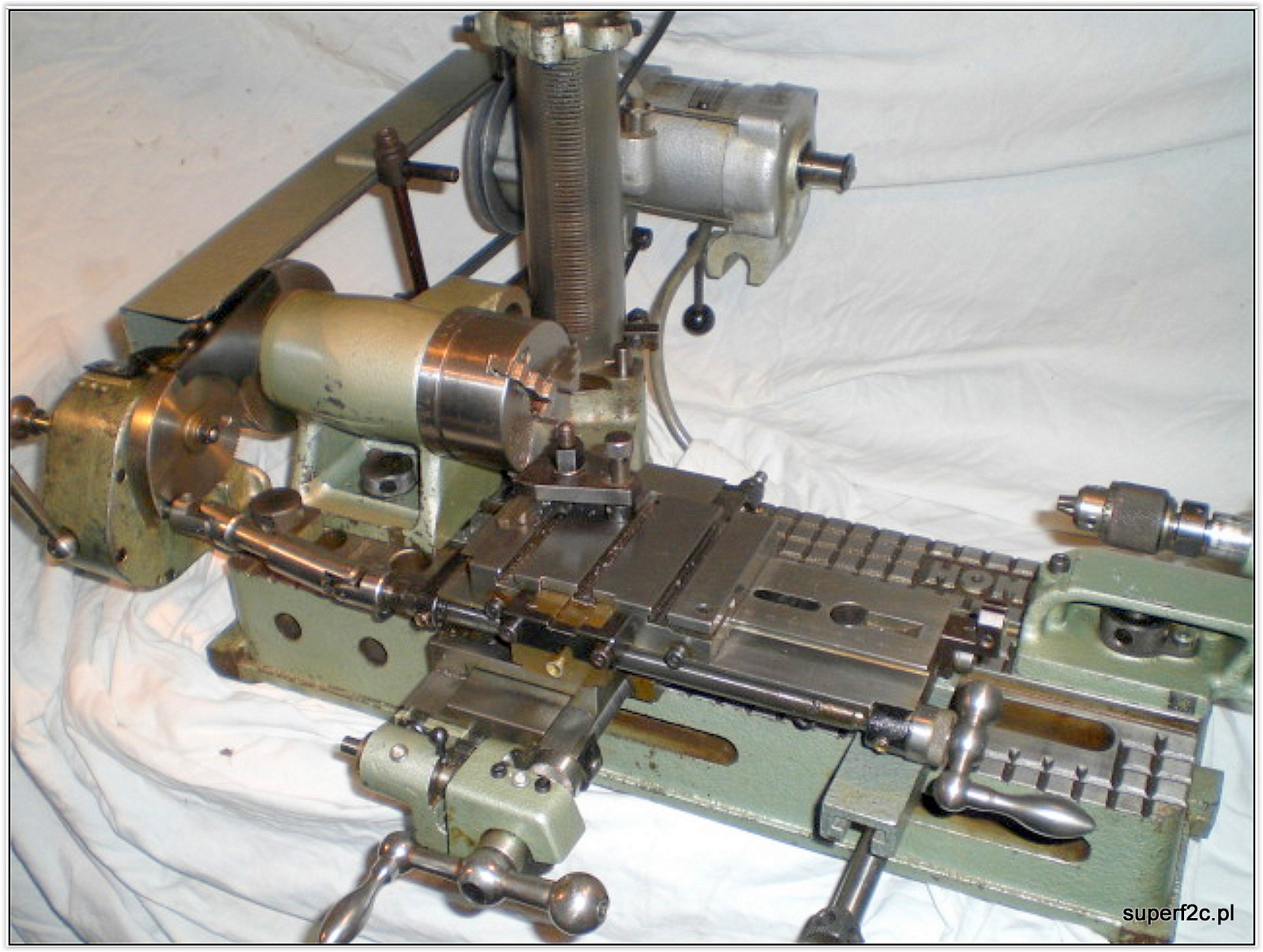
tu nie ma co chwalić OUS-1. Bo nie ma co chwalić. Ale to moja pierwsza tokarka na której pozwolono mi toczyć w Pałacu po przeszkoleniu czyli pokazaniu co nie należy robić. Jeśli było w dostatku noży tokarskich, a było i chłopaki mi wszystko pokazywali co i jak jak pytałem to tulejki M3 do łoża mini akrobatki umęczyłem. To się pamięta do dzisiaj. W modelarni na Sobieskiego OUS-1 stała w głównym pomieszczeniu tylko dlatego że napęd paskowy plus silnik trójfazowy nie przeszkadzały w ożywionych dyskusjach wieczornych. Ktoś przyniósł katalog z prawie taką samą maszyną jak OUS-1 Hommel to powinno stać w każdej modelarni. W sumie mając wszystkie przystawki chyba mogę śmiało powiedzieć że wszystkie miniaturowe modelarskie sprawy da się wykonać. Wtedy te przystawki największe akurat na mnie wrażenie zrobiło a i dzisiaj robi wrażenie. Ale tylko cena na ebay.de Ale zabytki zawsze są w cenie.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
nie mam ale jak mam stać i ręcznie wykonać coś to najbardziej mi ta pasuje. To dotyczy konkretnego przypadku. Czyli wiercenia bo odsuwając i dosuwając konika zdecydowanie szybciej i mniej się namęczę niż na dorosłych maszynach gdzie samo przesunięcie konia na świeżo wytartych i posmarowanych prowadnicach to po prostu wysiłek i nieźle na początek trzeba się zaprzeć aby to żelastwo ruszyć. W OUS-1 do tego wystarczy jedna ręka. Dalsza obróbka tak jak na pokazanych na fotografiach gdzie zrobiłem dwie sztuki. Przygotówka w zacisku na TOS-e. Bo to tylko na posuwach na mokro do zderzaka. I to czasami samo się kręci bez sensu zanim nie podejdę a zderzak już dawno zadziałał... Generalnie czekam na tokarkę CNC210 z Chin. Ale teraz to robię bo muszę oprzyrządować się do wykonania kanałów płuczących jak i zobaczyć umiejętności hartownika. Nie wspomnę o szlifierzu na okrągło. I wewnątrz i na zewnątrz tuleje zahartowaną trzeba wyszlifować. -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
Może to śmieszne ale wczoraj cięty materiał NC10 na cylindry dzisiaj powierciłem zgrubnie na OUS-1. Przyzwyczajenie? czy po prostu wygodniej odsuwać konik niż kręcić lewo prawo przybierając w NC10. w każdym razie zrobiłem stojąc przy maszynie przygotówek na 22 pary.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
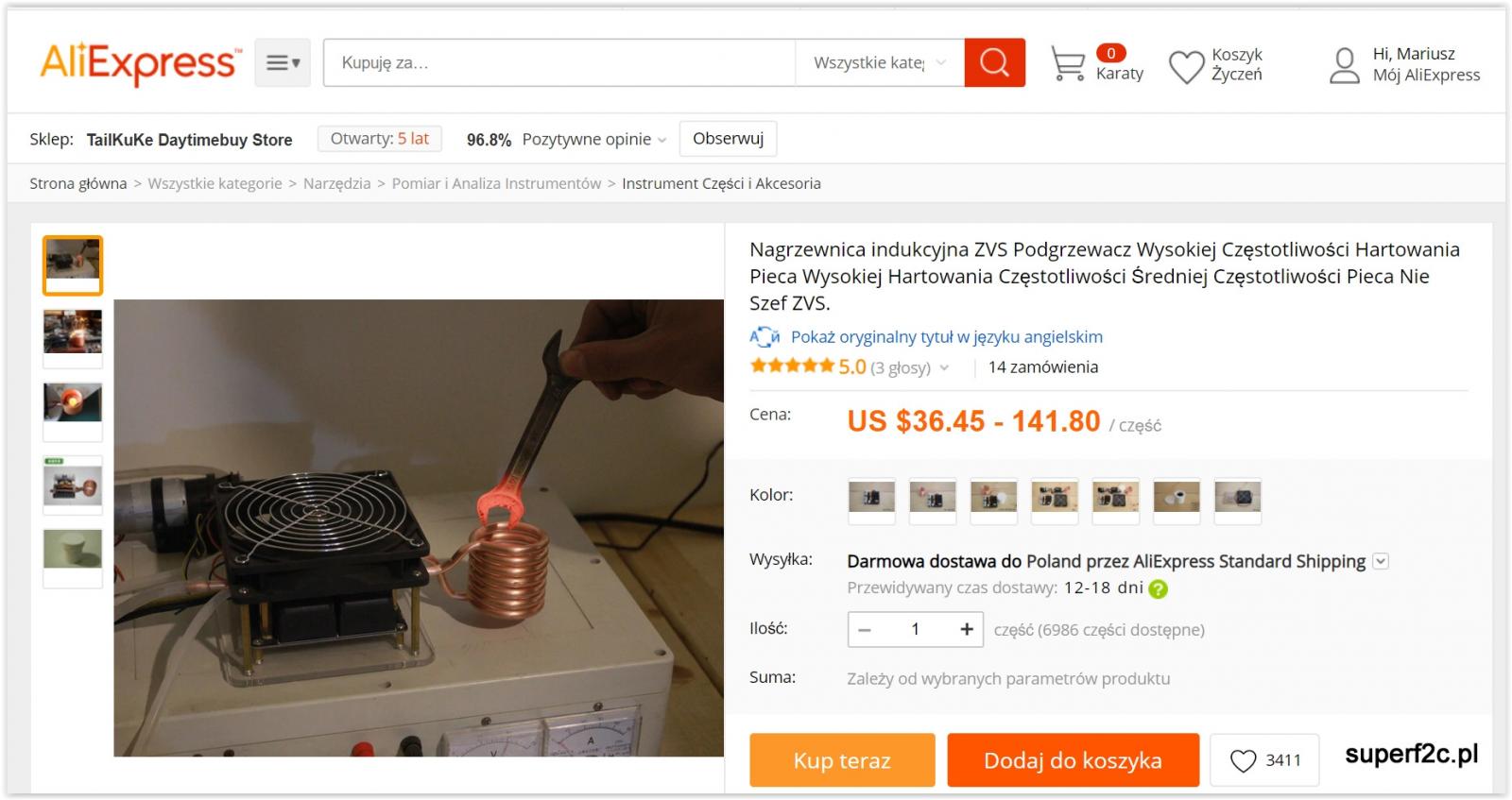
Nie wiem jak to funkcjonuje ale kolejna przesyłka z Chin i nowa Agencja Celna. Kolejne dokumenty niezbędna aby dostać maszynę. Formalności załatwione. A maszyna jeszcze w Hong Kongu. dzisiaj dostałem to co dawno temu zamawiałem jak była dyskusja na temat zrobienia odlewów na działce. Działka jest. Piec do grzania aluminium także to myślę że w lato zrobimy jak Paweł będzie na kolejny weekend w Warszawie odlewy tych mniejszych elementów sami. Przy grillu tygiel grafitowy to średnica wewnętrzna 28 mm przy wysokości 40 mm (40 gram roztopionego aluminium) spokojnie wlejemy w formie piaskowej zrobionej na działce ten element (13,5 grama). Kwestia zrobienia z gipsu jak u odlewnika albo z laminatu jak u mnie fałszywki do podziału piaskowego co by piasek bez lepiszcza miał na podziale bardzo ostre krawędzie. A to zaowocuje pięknymi odlewami z czystym podziałem. A piasek kwarcowy formierski jak za dawnych lat przywiozę z pod Tomaszowa wracając od kolegów modelarzy ze Śląska.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
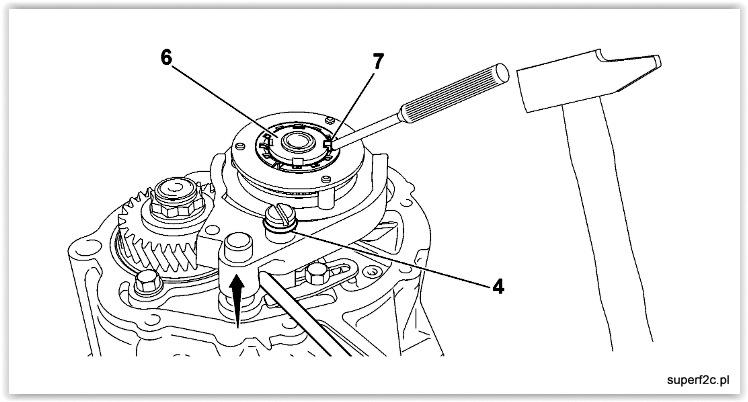
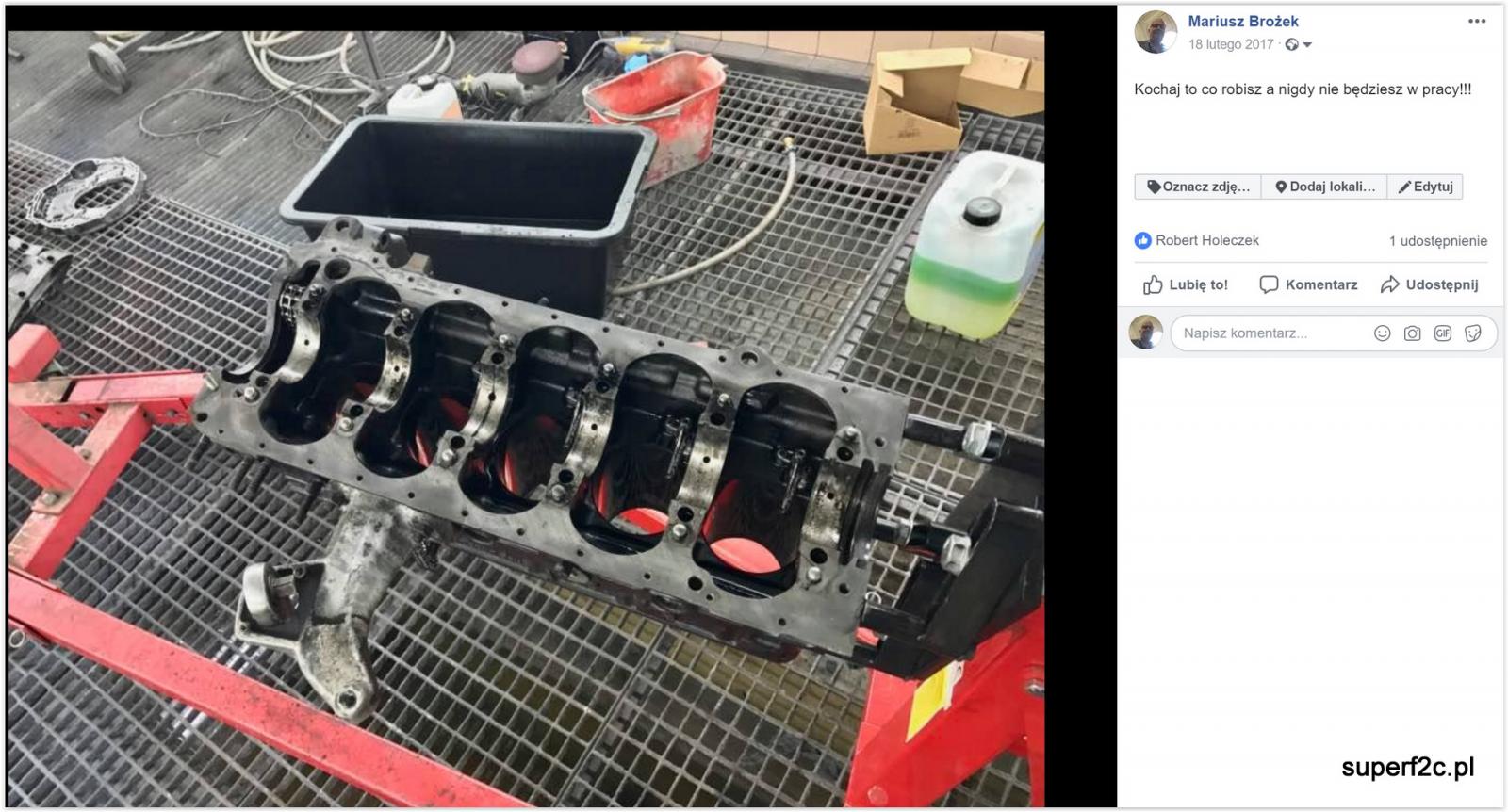
wracając jeszcze do klucza wielowpustowego koronowego. Ja go dorobiłem bo tylko taki rodzaj klucza gwarantuje prawidłowe przykręcenie tego typu nakrętki. (Ileś tam niutonometrów). Po za tym co dla niektórych jest też ważne nie dewastujemy elementów mechanizmu pobijakami i młotkiem. ten rysunek miał być dla mnie dowodem że tak się robi. Ponieważ parę razy sam to robiłem to potwierdziłem że w ten sposób młotkiem i obłym pobijakiem języczek zabezpieczenia odchylałem w podkładce zabezpieczającej. Dodam że i nakrętkę dorabiałem bo widać była poobijana. A wszystko jest schowane w skrzyni biegów więc nie widać ale na wierzchu pozostaje nazwisko osoby zajmującej się restauracją zabytkowego samochodu... na razie skrzyni biegów i silnika 6,3 litra którego zaszczyt miałem w jakiejś części także remontować Kochaj to co robisz a nigdy nie będziesz w pracy !!! Rodzimy przykład: Od Pawła dostałem drugi silnik do rysowania równie stary jak pierwszy. bez komentarza zostawię zamieszczoną fotografię. wpadłem po południu do pracy i zrobiłem drugą przygotówkę szybciej kupię dorosłą używaną jak na zamieszczonej fotografii tokarkę CNC albo podobną. Bo ta co będzie także będzie do wykorzystania w zakresie na jaką konstrukcja maszyny pozwala.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
tokarkę jak i inne maszyny zawsze można wykorzystać w nietypowy sposób. U mnie prym wiodła OUS-1 niestety nie mam fotografii a opisywać bez rysunku czy właśnie fotografii jest trudno. Podane przykłady na zamieszczonych tutaj fotografiach rozwijają wyobraźnię i podnoszą kulturę techniczną zainteresowanych. Ja TOS-a czy inną podobną tokarkę z miejscem na suporcie do mocowania wykorzystywałem głównie do wiercenia w długich formach otworów pod wodę do chłodzenia czy termostatowania form do produkcji tworzyw sztucznych Wszystkie takie nietypowe rozwiązania bardzo popieram w jednostkowej produkcji. Natomiast nie wyobrażam sobie wykonania kanałów płuczących metodami konwencjonalnymi. Dlatego że mam co innego do roboty a nie stanie fizycznie cały czas przy maszynie. Teraz wykonuję cylindry w sposób konwencjonalny bo widzę potrzebę znalezienia optymalnych narzędzi niezbędnych do wykonania cylindra na gotowo na tokarce do dalszej obróbki wykonania kanałów płuczących, hartowania i szlifowania. Na tej tokarce jak i na tej co przyjdzie CNC210 są tylko imaki czteronożowe a wytaczak to praktycznie dwa zajęte miejsca. -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
Jak cylinder silnika będzie zamocowany w oprawce typu ER25 tulejka 15-16 a w środek cylindra wypełniony pasowanym kołkiem to nie ma co obrócić. Mnie tu już podpowiedzieli w prywatnej rozmowie że konstruktor i wykonawca Michał Oldachowski wykonywał kanały płuczące na tokarce mając nóż tokarski do wewnętrznych kanalików zamocowany w uchwycie a cylinder z oprawce zamocowany na suporcie. Widać tokarka tak jak i u mnie miała rowki do kamieni teowych na suporcie w celu mocowanie dodatkowego oprzyrządowania.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
obróbka iskrowa i to produkcyjna na pewno nie na takiej frezarce gdzie śruby kulowe czy prowadnice kulowe Hiwin są praktycznie odkryte. Owszem próbowałem a nawet coś konkretnego zrobiłem bo było nie do kupienia. tak wygląda gotowy zrobiony od ręki klucz nasadowy z wielowypustami koronkowy z klucza nasadowego 32 mm. sama obróbka poprzedzona bardzo dokładnym odizolowaniem części wrażliwych folią i plastrami. Stół frezarki mógł się tylko poruszać z zakresie obrabianego przedmiotu. A po obróbce dokładne sprzątanie odkurzaczem. złośliwość przedmiotów martwych jest zadziwiająca. Tylko to znalazłem a wiem że jest tego dużo więcej. Bo narzędzia specjalnie zawsze po jakiejś pracy zostają. nabyłem tego typu piłki wczoraj fi25 x0,8 mm 48 zębów i taką piłkę po prostu kolejny raz przyspawam do zatoczonego trzpienia na tulejowym przyrządzie gwarantującym prostopadłość osi jak i rozproszenie ciepła co by spaw nie pękł podczas stygnięcia. Czyli całość podgrzeję jak i samo ostygnie przykryte rękawicą odporną na temperaturę.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
Dokładnie w niektórych trzpieniach u mnie jest rowek także zrobiony przez przedniego użytkownika tego narzędzia. Ale to dotyczy trzpieni od 16 mm wzwyż na Morse'a 3 i 4. Moja pierwsza frezarka pozyskana z Politechniki Warszawskiej miała tylko poziome wrzeciono a w dobie Socjalizmu i trudności pozyskiwania materiałów bardzo dużo rozcinałem stali właśnie piłkami I jedyny sposób aby zabezpieczyć przed obrotem to właśnie mechaniczna blokada klinem tej że piłki. Ja będąc na Ukrainie na zawodach pokupowałem sobie bardzo porządne trzpienie z dużymi maksymalnymi średnicami mocującymi z drobnym gwintem na częściach skręcających. Ale tam tylko tarcie przenosi siły skrawające. Zobaczymy co i jak. Jak najbardziej dziękuję za podpowiedz ale jaki sposób wybiorę do wyprodukowania przedprodukcyjnej serii 10 sztuk to czas pokaże a właściwie możliwości wykonawcze. -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
nie mam jeszcze dostępu do elektrodrążarki CNC z magazynem elektrod przygotowanych wcześniej co by się to samo wydrążyło bo tylko taka możliwość byłaby brana pod uwagę. Na konwencjonalnej maszynie po prostu za dużo pilnowania czyli samo się nie dzieje. Musi operator być przy stanowisku praktycznie cały czas słuchać i obserwować czy nie ma zmian akustycznych (ciągle tak samo musi skwierczeć) czy wizualnych (wydobywający się "dym" z produktami erozji musi być taki sam) . W dobie WiFi dla mnie to wtedy nie problem bo mogę być w necie. Kiedyś namiętnie podczas takiego drążenia i pilnowania gazety czy wręcz książki czytałem. A tu przy tych małych okienkach więcej by było podczas erozyjnego ich palenia przestawiania detalu (kontroli równoległości do prowadnic łapania na nowo zera detalu) i regeneracji elektrody. Jak to się mówi więcej ustawiania niż samego drążenia przy tym detalu. Niestety jest taka możliwość wykonać okna płuczące w cylindrze nawet po hartowaniu ale przed szlifowaniem ale nie biorę tej możliwości pod uwagę ze względów wymienionych wyżej. to taki konkretny przykład jak poziom elektrolitu opadnie poniżej pracy elektrody to to lubi się zapalić. Kiedyś jak była używana przysłowiowa nafta prymu-sówka pożar był gwarantowany. Osobiście przeżyłem dwa takie pożary na Politechnice Warszawskiej na MEiL przy śmigle. Tam bardzo szybko to gaszono wychodząc z pomieszczenia i zamykając szczelnie bardzo szczelne drzwi. Pomieszczenie także było szczelne bez okna i małe. Wanna aby być napełniona do odpowiedniego poziomu to 100 litrów w naszym przypadku oleju parafinowego bezwonnego czyli bez oparów. A więc jak widać na zamieszczonej fotografii samo gaśnie a nie rozprzestrzenia się bo jak na filmie wcześniej pokazałem płomień jest zalewany płynem. Generalnie niebezpiecznie. Nigdy bez dozoru nie zostawiłem a jak muszę odejść to po prostu przerywam proces.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
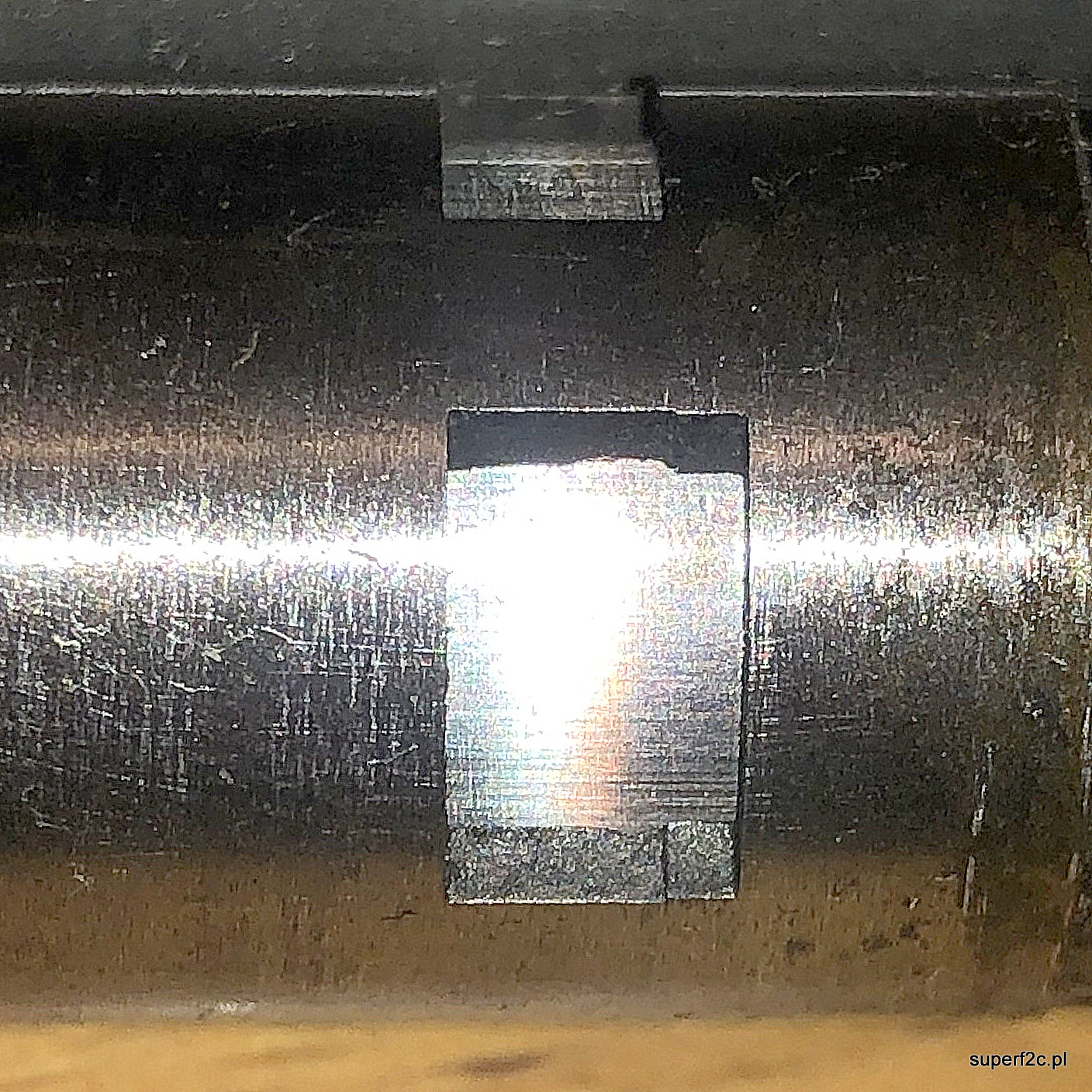
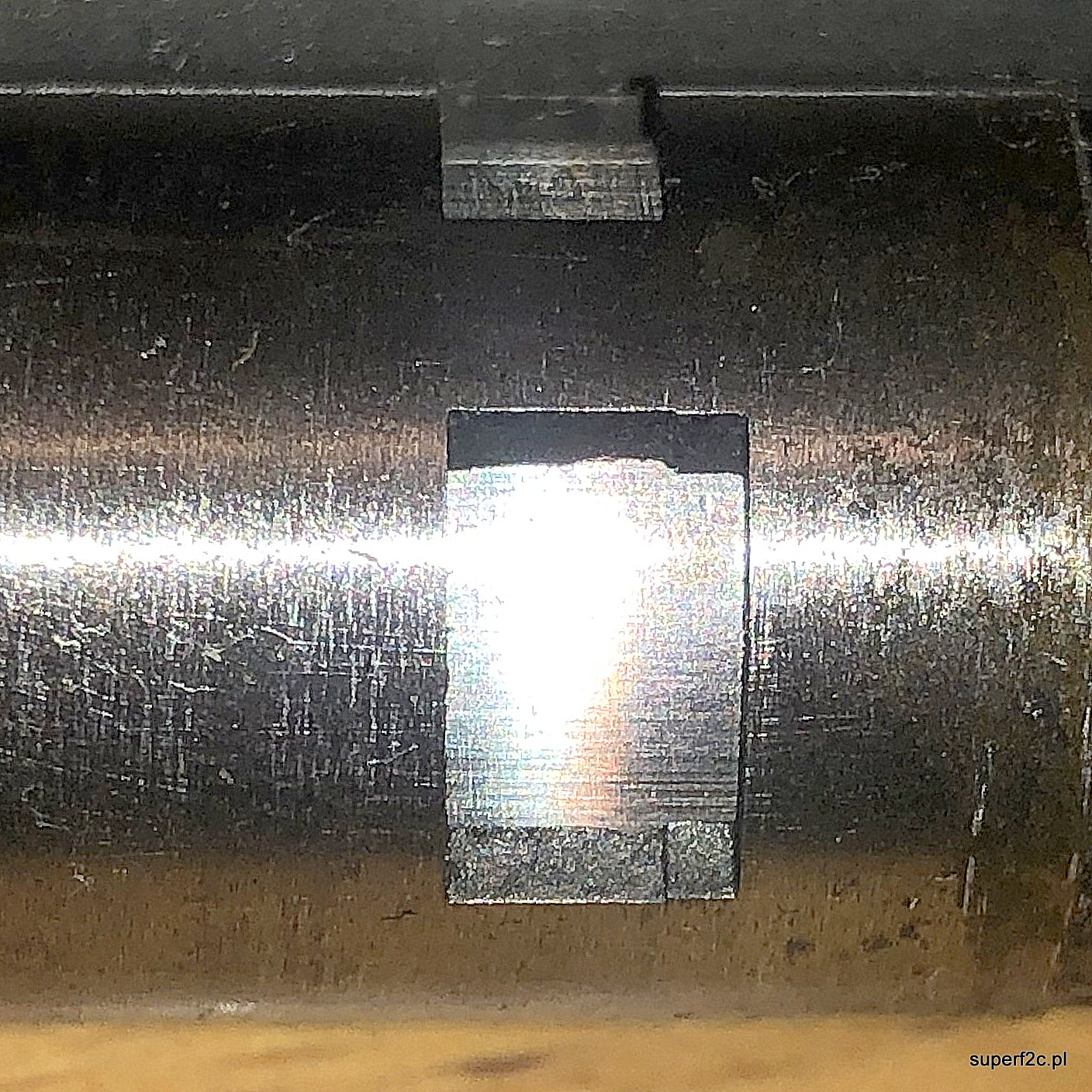
dziękuję za konkretną podpowiedz na temat wyboru narzędzi. Problem tylko taki że te narzędzia nie są do wykorzystania na mojej frezarce z "mokrym chińczykiem" bo to "trochę" za duże obroty ma jak na stalowe nawet z SW18 ostrza skrawające w hutniczym NC10. Teraz toczenie odbyło się na 560 obrotach na minutę i nóż z płytką H10 wytrzymał i pewnie wytrzyma robiąc dzisiaj kolejne sztuki bez ostrzenia.W sumie nie problem skorzystać z normalnej frezarki CNC. Na pewno maszyny CNC bo zupełnie sobie nie wyobrażam stania przy konwencjonalnej maszynie. Zobaczymy co i jak będzie bo najpierw to muszę kolejne zrobić gilzy. Takie same. Mniej więcej takie same bo całe szczęście idzie to do hartowania i szlifowania później po zrobieniu okien płuczących. W orginalnych cylindrach widać że wirujące narzędzie skrawające było szerokości dokładnie 3 mm a kanał większej szerokości był frezowany na dwa razy co widać na załączonej fotografii to zdjęcie jedynego kanału na wszystkie osiem frezowanych okien w dwóch cylindrach gdzie widać dokładnie geometrię narzędzia skrawającego. Inne kanały mają po prostu czyste wykonanie gdzie nie widać ani promienia narzędzia ani szerokości narzędzia. Ta fotografia przedstawia cylinder z tłokiem w wyfrezowanym oknie. Piłki typu "Globus" mocowane na trzpieniu skręcanym lubią się obracać podczas pracy a to bywa niebezpieczne dla wykonywanego detalu...
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
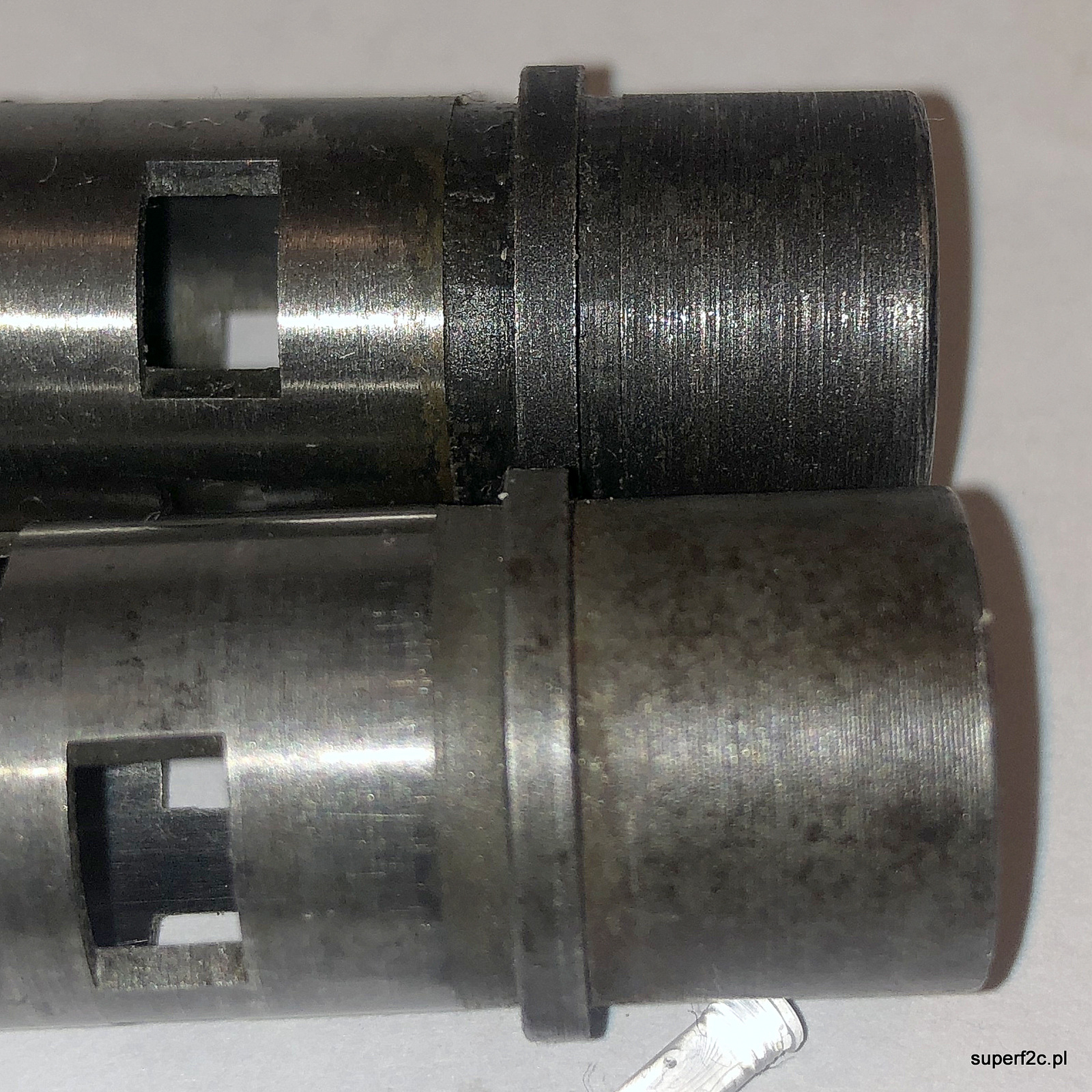
Pierwsza gilza wykonana. Wiem jakie muszę dorobić sprawdziany. Wiem jakich noży mi jeszcze brakuje. Mam nadzieję tylko że te ustawienia technologi wykonania cylindra pod hartowanie i szlifowanie będą pasować do czteronożowego imaka elektrycznego w tokarce CNC i na każdej tulei zaoszczędzę 40 minut. w sumie ścianka grubsza o ponad 0,3 mm od oryginału.Mając sztukę w ręku z kanałami i bez kanałów na spokojnie wymyślę albo wymyślimy sposób wykonania tych kanałów...
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
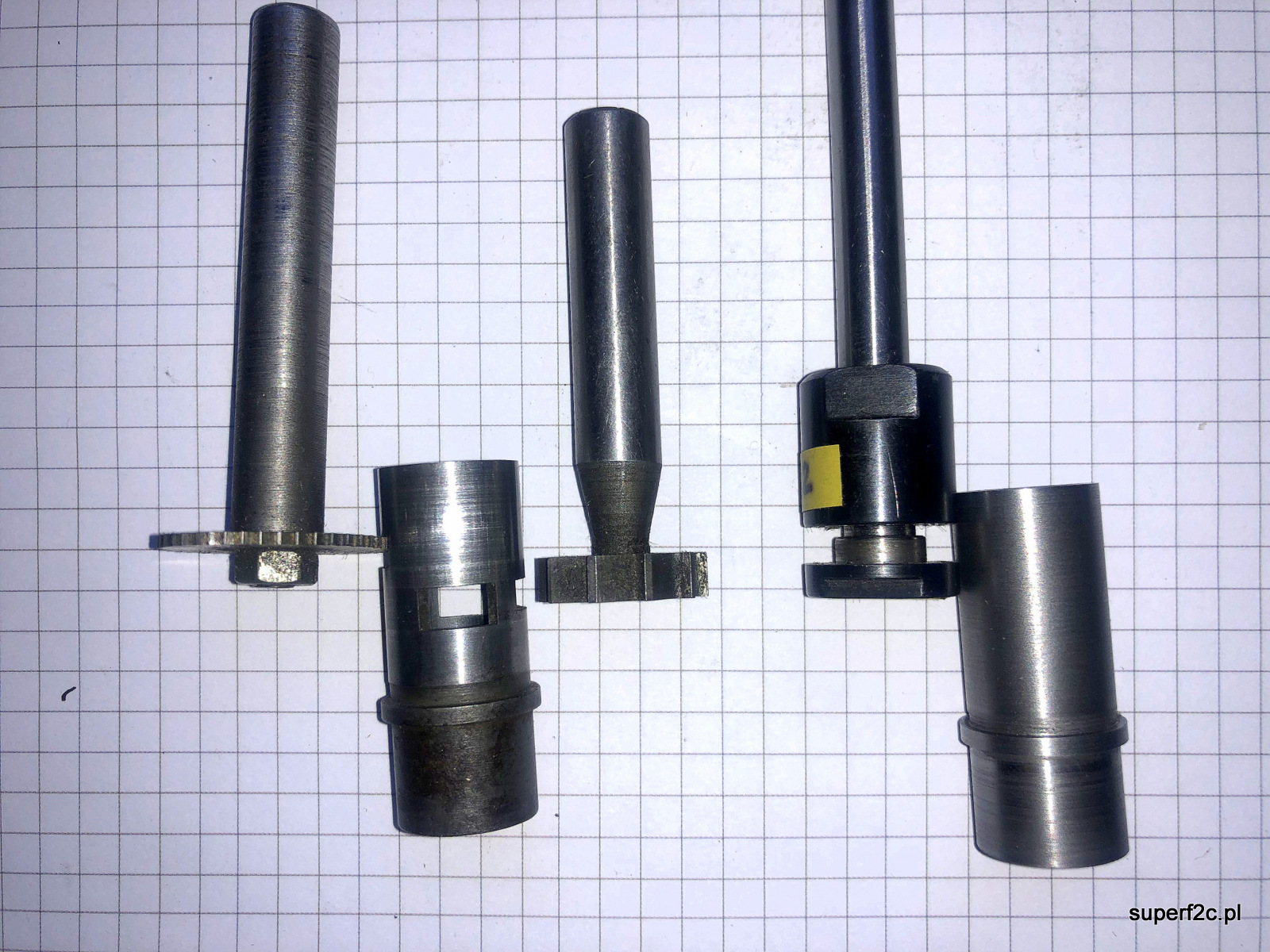
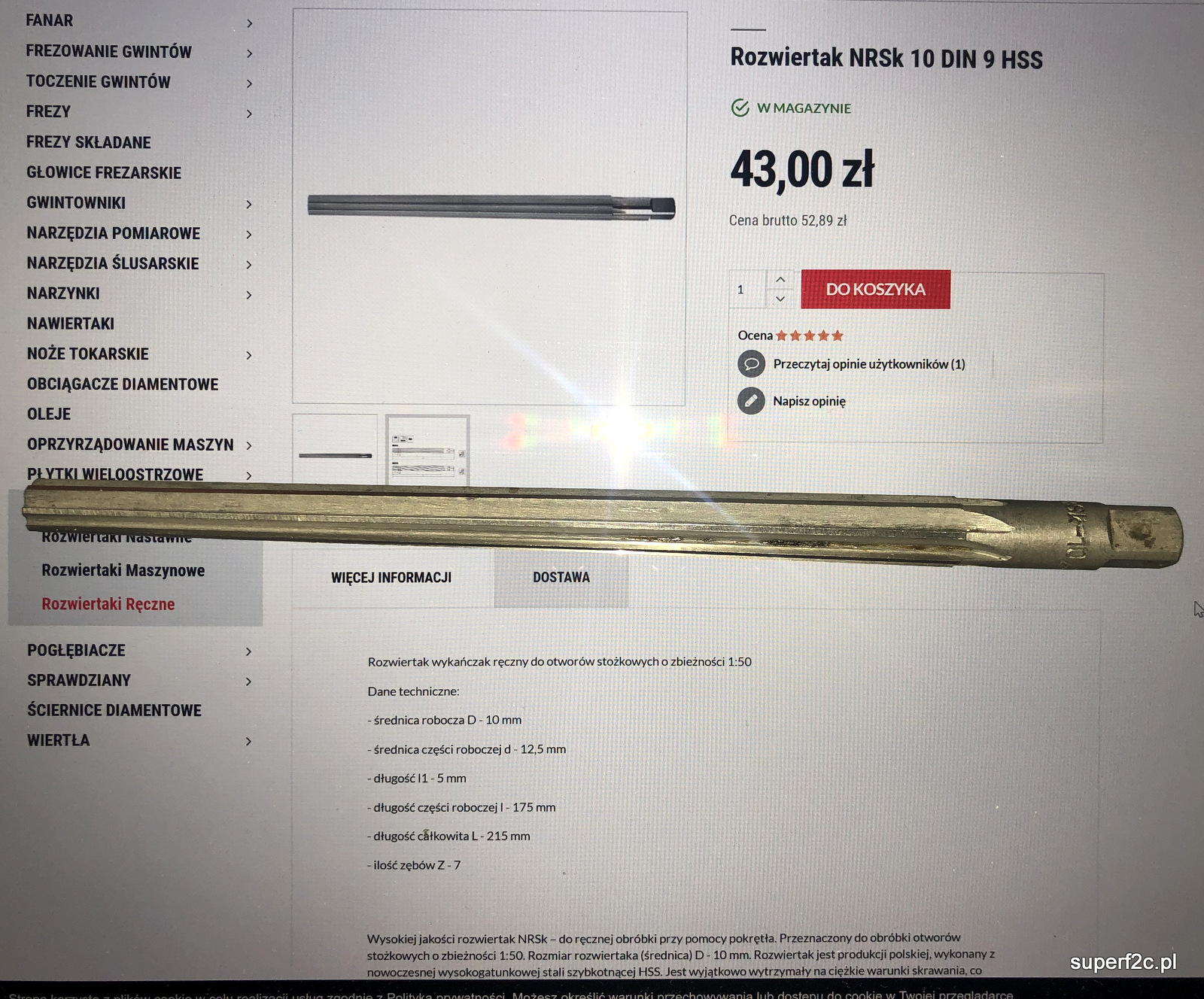
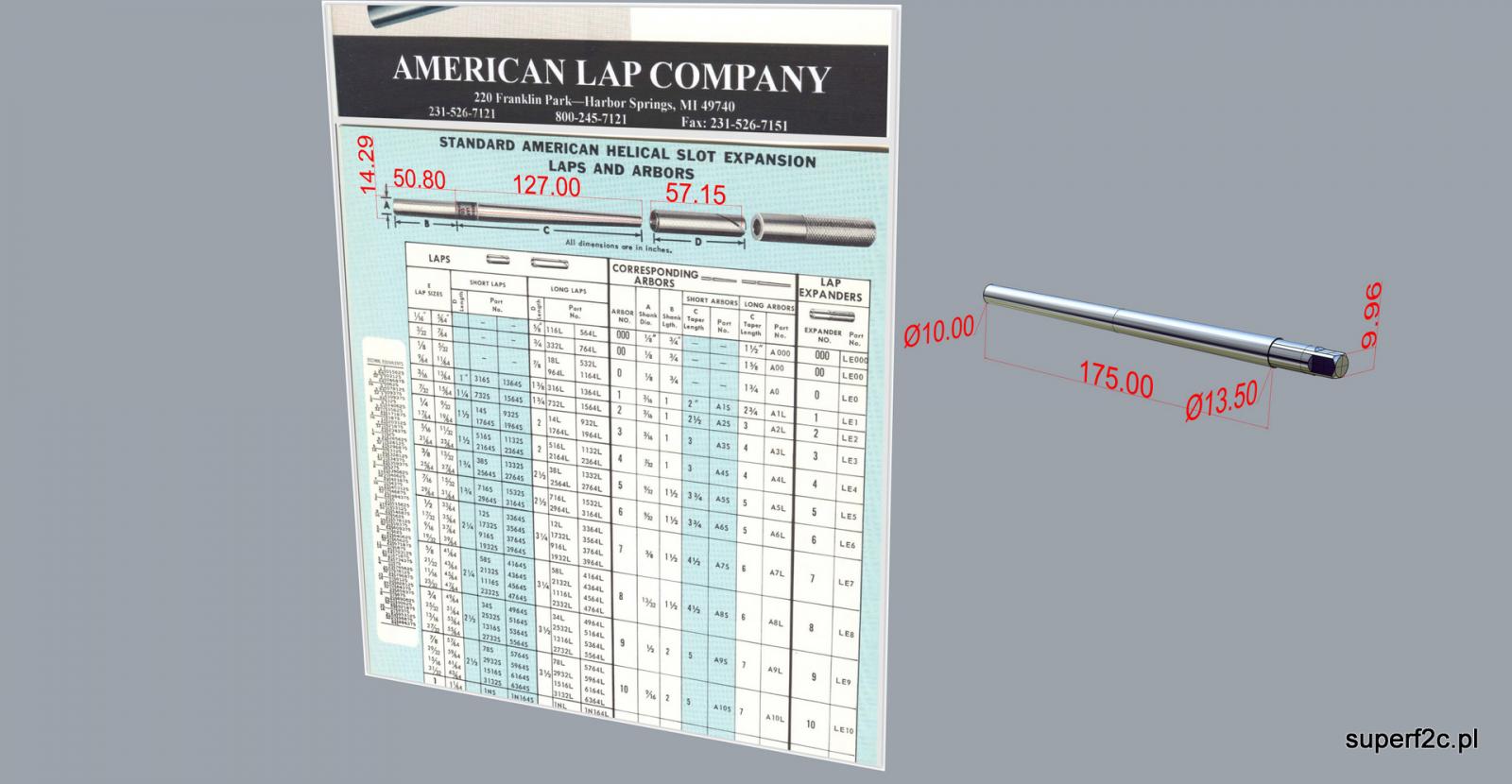
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
Docieraki. Niezbędne aby parę w silniku spasować czyli była kompresja po paru godzinach spokojnej pracy w modelu. Korzystałem zawsze jak pamiętam z podobnych jak amerykańskiej firmy AMERICAN LAP COMPANY. Z tą tylko różnicą że w moich rozcięcie było proste w odróżnieniu od tych co mają rozcięcie po linii spiralnej. w przybliżeniu pasuje rozwiertak NRSk 10 i on ma zbieżność 1:50. Bez problemu dostępny zamówiłem razem z materiałem na cylindry i dzisiaj mogłem pierwsze dwie przygotówki części docieraka z żeliwa wykonać. To to samo żeliwo co na tłoki GGG50 drobnoziarniste a więc posłuży w ostatnim etapie docierania gdy będę uzyskiwał wysoką refleksyjność docieranej wewnętrznej powierzchni cylindra. Na żeliwo do zgrubnego docierania grubszą szarą rosyjską pastą diamentową czekam. wykoywanie wewnętrznego otworu stożkowego w docieraku. Ręcznie powoli na sucho. 60 mm do rozwiercenia we wstępnym otworze po wiertle fi9.8. Czoło rozwiertaka wchodzi w ten otwór na około 5 mm. Dlatego początek ręcznego rozwiercania z pomocą tokarki co by osie same się zachowały. obróciło w uchwycie bo lekko było ściśnięte więc co by oglądający nie narzekali na jakość wykonania bez problemu zatoczyłem na kłach z pomocą sercówki.. Dopiero skończę docierak jak będą gotowe otwory w cylindrach oraz będę miał zrobiony trzpień do docieraka twardy, hartowany. Wymiarowo zbliżony do używanego wcześniej rozwiertaka.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
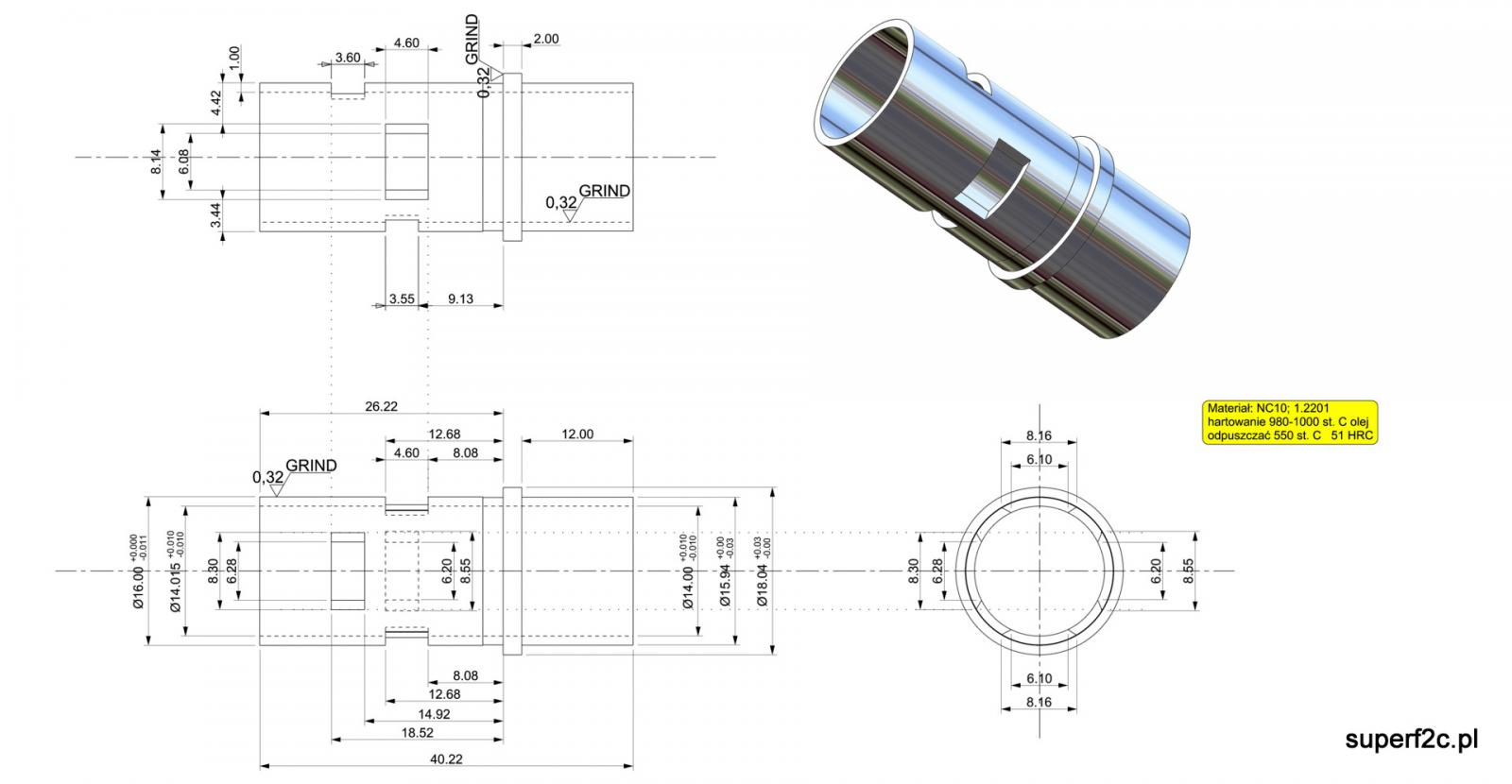
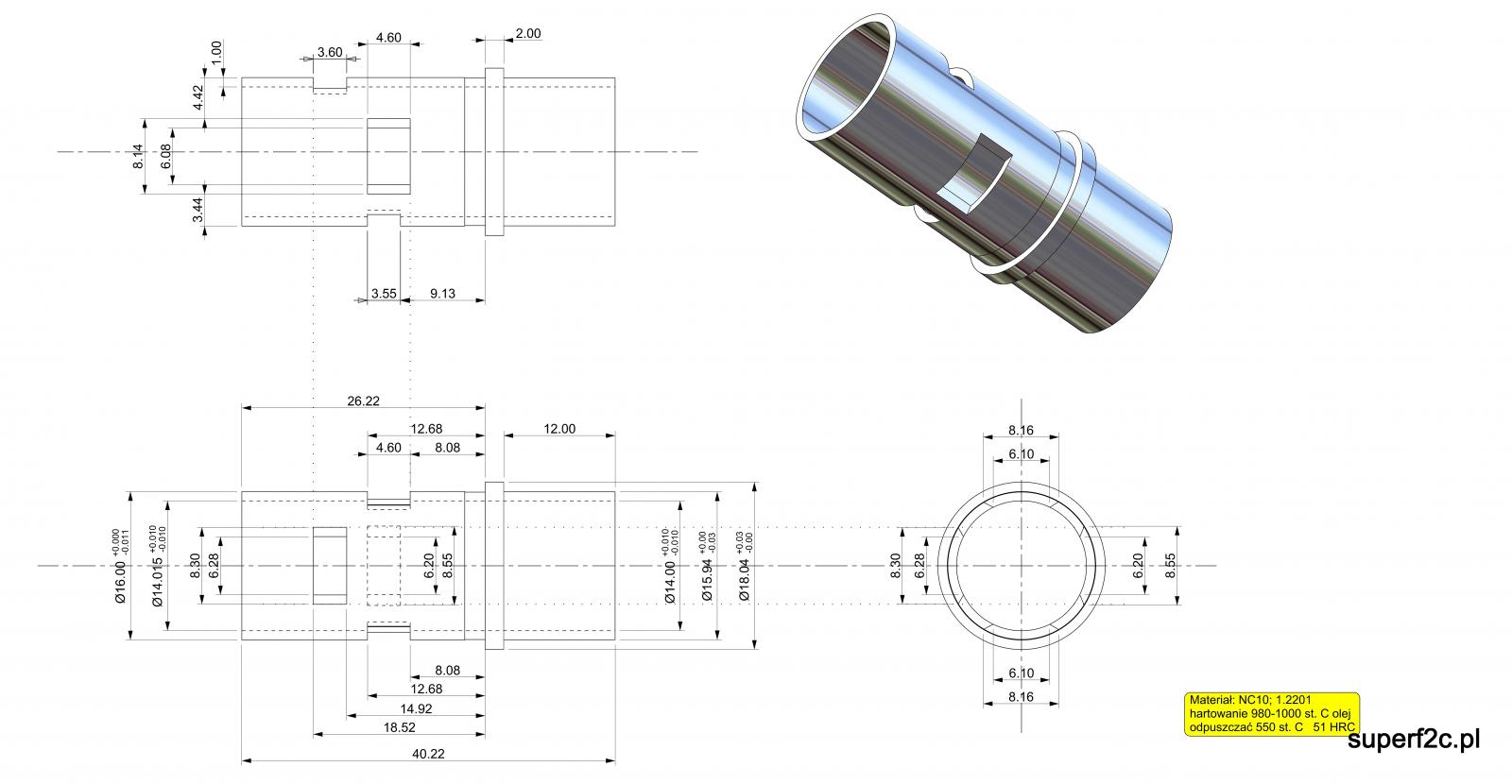
na stronie 9 było już o cylindrze. Ponieważ dotarł materiał NC 10 na cylindry i rysunek skończony pora zająć się wykonaniem pierwszych sztuk samemu. Zgrubna obróbka ale ile zostawić na szlifowanie to dopiero w poniedziałek się dowiem po kontrakcje z operatorem szlifierki do otworów. Plus Pan Hartownik bo tyle ile powiedzą abym zostawił naddatku od wymiaru nominalnego 14,015 mm to tyle zostawię. Druga tuleja jak i rozmowa z kibicującym mi starszym kolegą podpowiedziała sposób wykonania okien w cylindrze silnika dwusuwowego SIM 2b patrząc na tą fotografię wszystko zrobiło się jasne nie wszystkie powierzchnie cylindryczne jak widać były szlifowane. pora pomyśleć o docierakach nastawnych do cylindra jak i do wału korbowego tak gdzie jest współpraca z panewkami.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
Liczę na publikację Twoich fotografii związanych z małym lotnictwem. A jak jest kłopot to umówimy się i ja je skopiuje na miejscu, obrobię i upublicznię z pełnym opisem. Liczę także na kontakt z Twoimi kolegami co myślę posiadają także materiały związane z małym lotnictwem a jeszcze nie upublicznione. Przykładowych parę fotografii pokazuję na których widać pasjonatów modelarstwa z aparatami fotograficznymi. Chciałbym po prostu zobaczyć i upublicznić fotografie z takich kamer. i najbardziej klasyczne zdjęcie przedstawiające trzy osoby związane z modelarstwem z tamtego okresu z aparatami fotograficznymi. Zresztą Janek też miał aparat i czasami posługiwał się nim. Tylko od Michała dostałem możliwość kopiowania jego fotografii i opublikowałem je na FB.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
wstępnie kolejny gotowy rysunek co by móc rozejrzeć się za podwykonawcą. Kwestia ustalenia wielkości stożka we wnętrzu cylindra. Na rysunku jest 0,015 i pewnie od tego zacznę zwiększając w kolejnych egzemplarzach do 0,04 mm. Ale to dopiero po paru godzinach pracy silnika będę wstanie podjąć stosowne korekty. konkretny materiał fi 25 na azotowane wały korbowe plus fi20,5 na cylindry.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
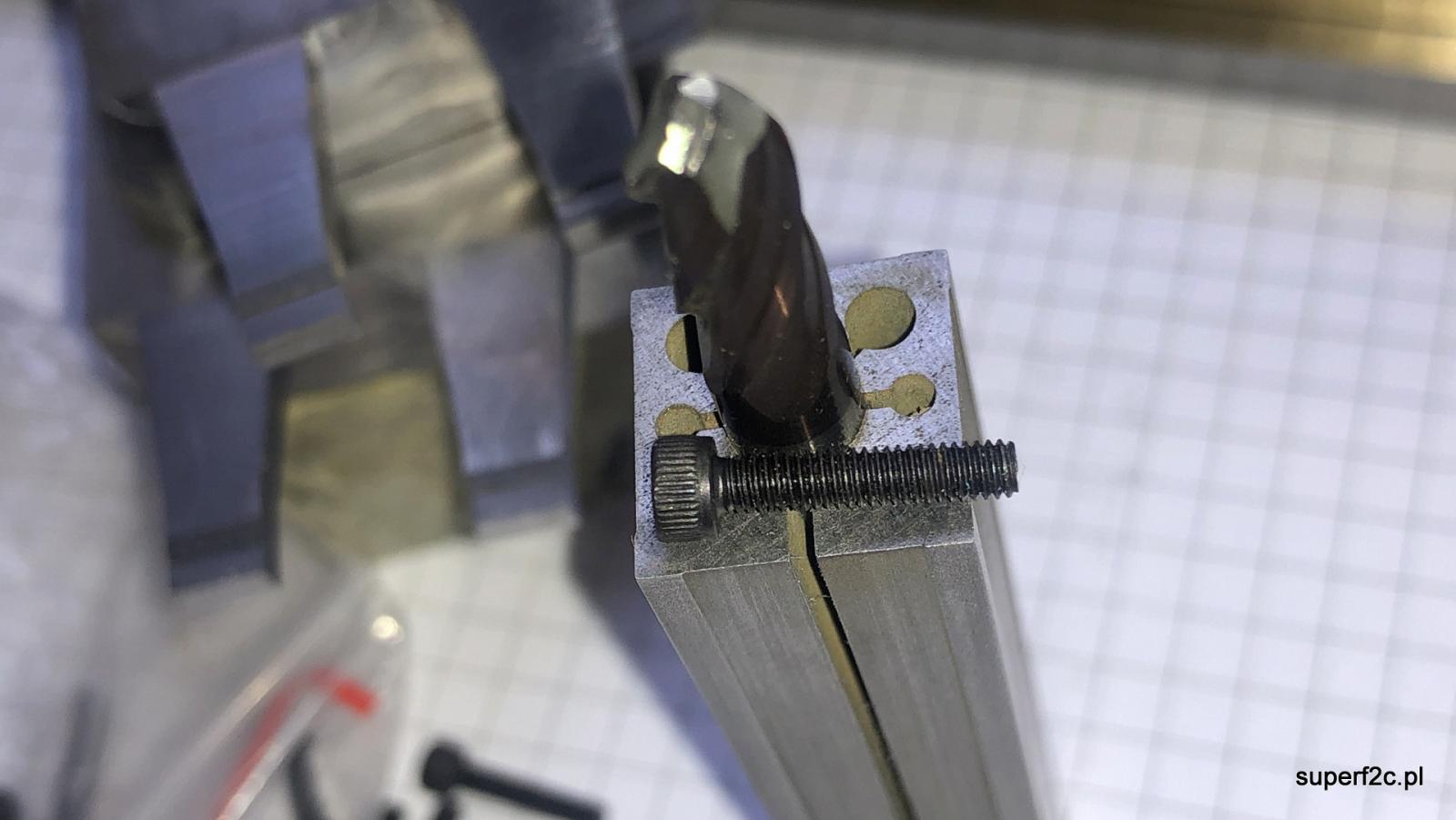
z grubsza rysunek cylindra gotowy. Kwestia oznaczenia chropowatości. w między czasie kurier dostarczył śrubki imbusowe M2,5 do skręcania przyrządu chwytu do freza palcowego z trzpieniem mocującym fi6.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
przy tej grubości materiału (71 mm) na tej wycinarce drutowej AGIE to ponad cztery godziny wycinania. -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
w sumie sprawdzę jutro czasy maszynowe. Ale około dwóch godzin przy tej wysokości detalu. -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
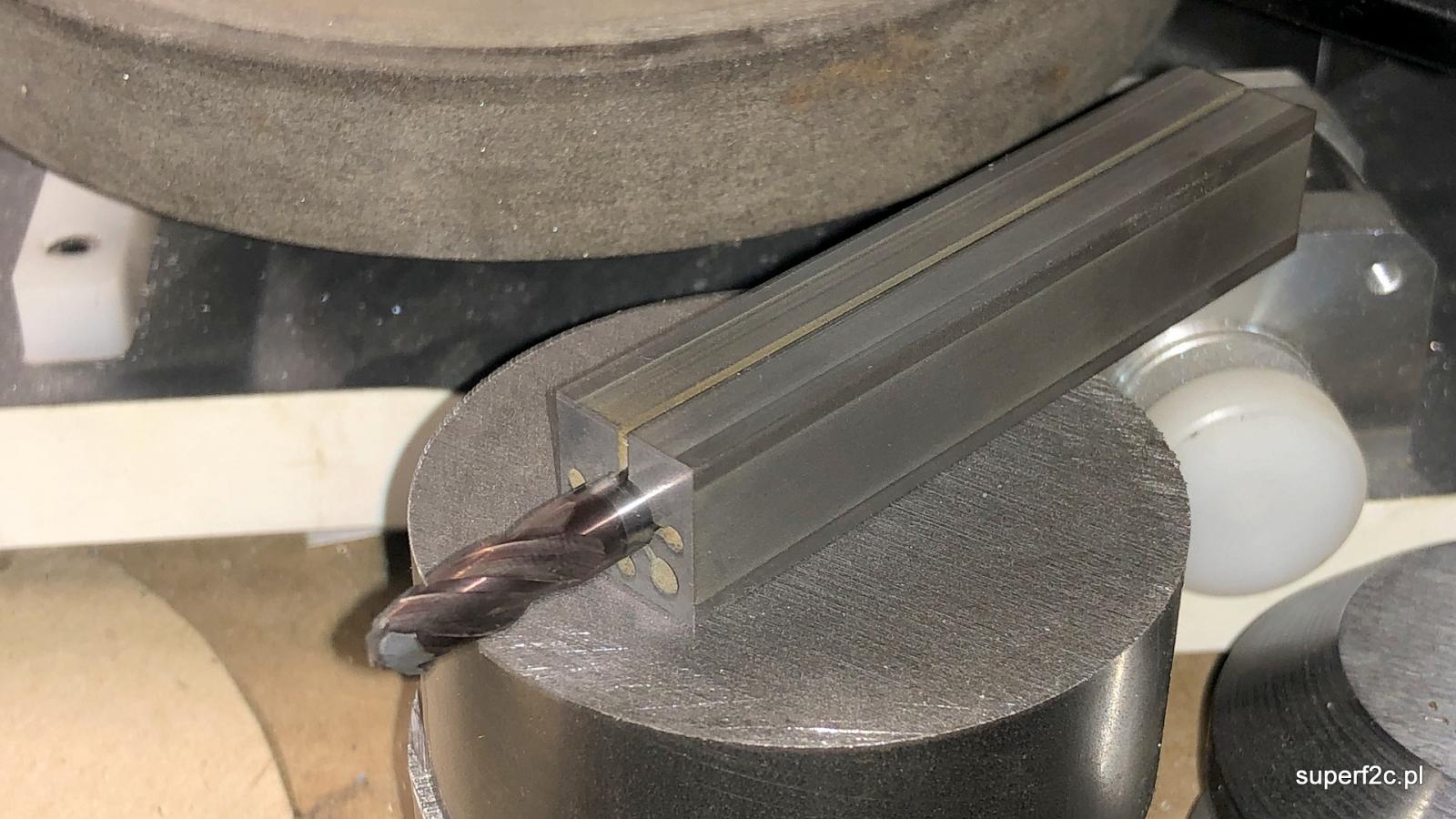
serdecznie dziękuję. Ale to zasługa nie tylko moja choć ja pilotowałem na Mistrzostwach Świata ten model ale całego naszego zespołu z modelarni z Alei Jana Pawła II 69. Mój Mechanik Piotrek plus Krzysiek- mieszacz paliwa oraz alfabetyczna kolejność Michał jeden, Michał drugi plus Jacek, Paweł i Igor, Wacław i Wojtek. Praca całego zespołu doprowadziła do zdobycia Vice-mistrzostwa Świata w wyścigu zespołowym F2C w roku 2018. W trakcie rysowania cylindra automatyczne tworzenie rysunku 2D z 3D pokazało mi nie symetrię bocznych kanałów płuczących bo sam na siłę próbowałem to narysować symetrycznie tak jak pokazałem wczoraj. Wolne moce na drutówce dało w dniu dzisiejszym kwadratowy uchwyt do freza palcowego fi6. Pierwszy krok do prostej ostrzałki frezów z chwytem fi6. może trochę za długie ale taki materiał był akurat na maszynie. Frez widiowy fi6 wchodzi w otwór suwliwie. Ściskając uchwyt bez problemu blokuję freza w uchwycie.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
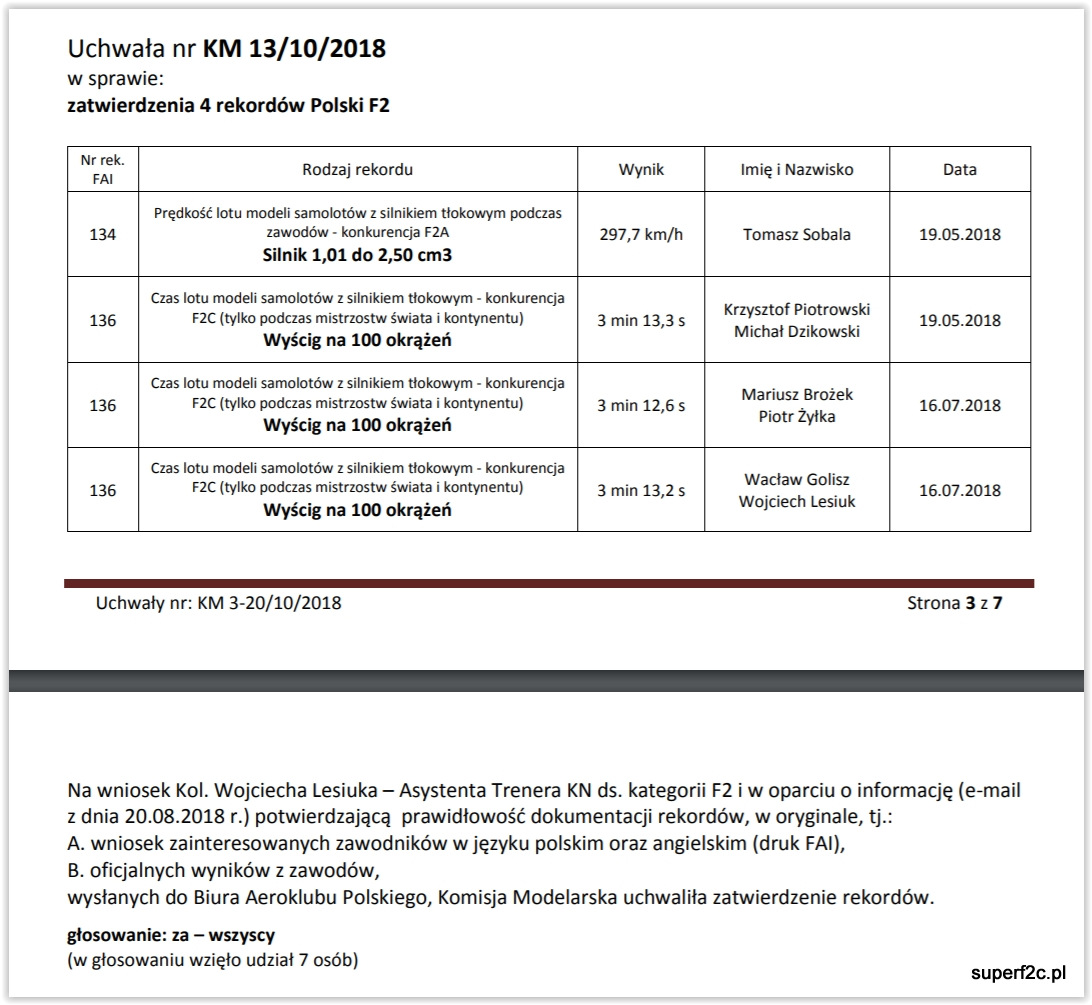
Na stronie komisjamodelarska.pl jest wpis następującej treści:
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
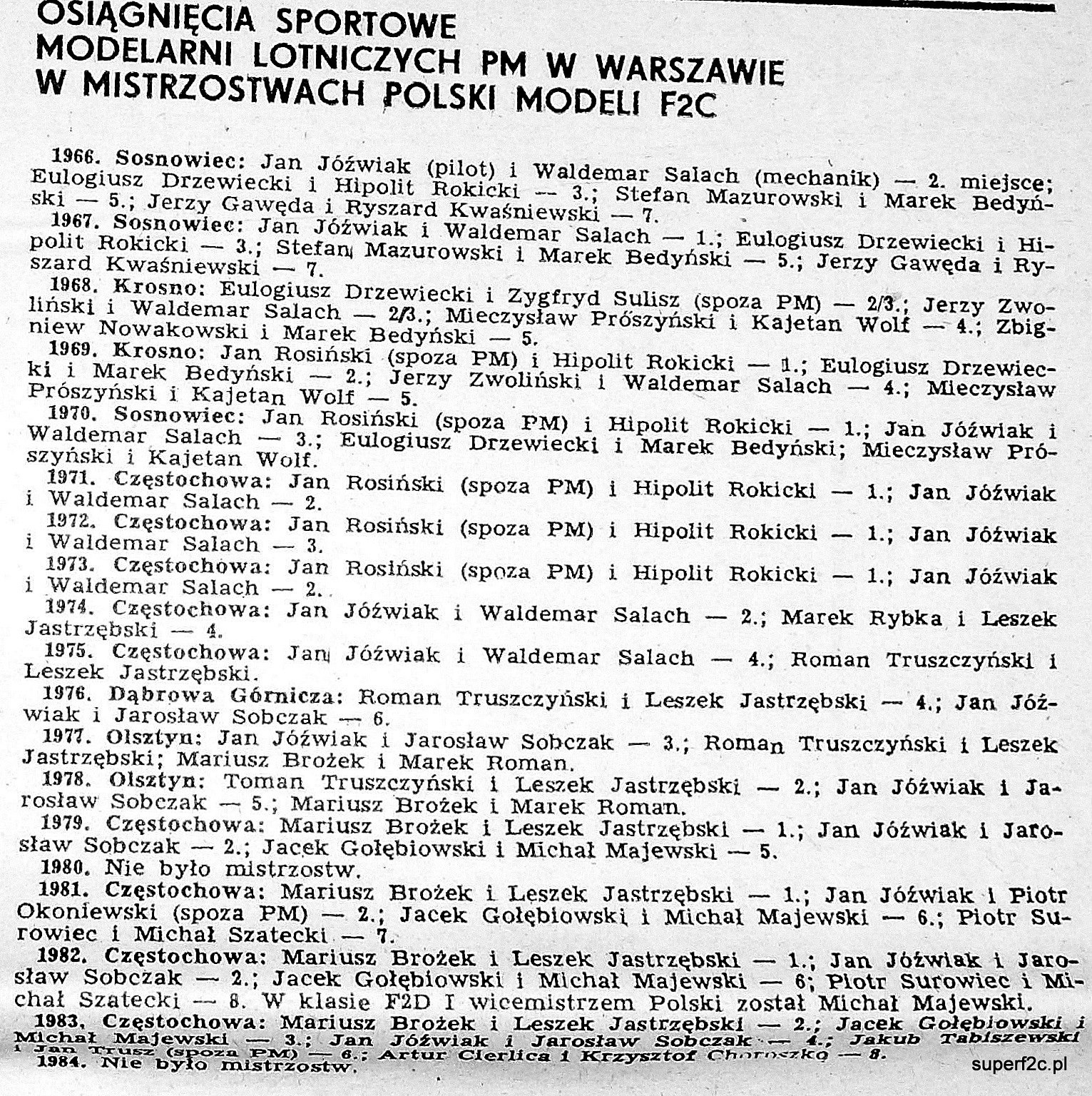
wychowankowie Pałacu Młodzieży w Warszawie którzy zaistnieli osiągając medalowe pozycje na zawodach rangi Mistrzostwa Polski. Z prywatnego archiwum Waldemara Salacha wykonałem reprodukcję.