f2cmariusz
-
Postów
786 -
Rejestracja
-
Ostatnia wizyta
-
Wygrane w rankingu
50
Treść opublikowana przez f2cmariusz
-

Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
okaże się jak zbudujemy rozsądne stanowisko do mierzenia osiągów silnika spalinowego o małej pojemności do 3 cm3. Czy jak kto woli hamowni. Kolejny pod temat - rzeka... (Hamownie przeważnie budowane są we własnym zakresie przez modelarzy) I samą hamownię od strony mechanicznej bez problemu jestem w stanie wykonać ze stali z odpowiednim ułożyskowaniem na łożyskach kulkowych. Jest trochę dokumentacji na ten temat w stosownej literaturze rosyjskojęzycznej czy angielskiej. Diabeł zatem tkwi w szczegółach czyli rejestratorze danych zbieranych z czujników. To konkretne zagadnienie to temat na przejściówkę na uczelni. Ja o tym zagadnieniu czyli hamowni silniczka modelarskiego słyszę odkąd zajmuję się modelarstwem zawodniczo. w szczególności rozmowy Wiesława Schiera z Władysławem Niestojem I poza stanowiskiem do odpalania w modelarni silnika nigdy nie widziałem działającej wersji hamowni gdzie można by było na pełnej mocy testować silnik.(Bywał obrotomierz mechaniczny do 48 000 obr/min.) I ponieważ mówimy w tym wątku o silniku lotniczym gdzie występują tylko żeberka jako element chłodzący to chcąc mieć wyniki bardziej miarodajne potrzeba jest wytworzenia symulacji przepływu powietrza czyli umieszczenia całości w tunelu gdzie wieje z dużą prędkością. SIM 2b do 100 km.h, F2C do 213 km/h czy królewska klasa prędkości F2A 307,4km/h
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
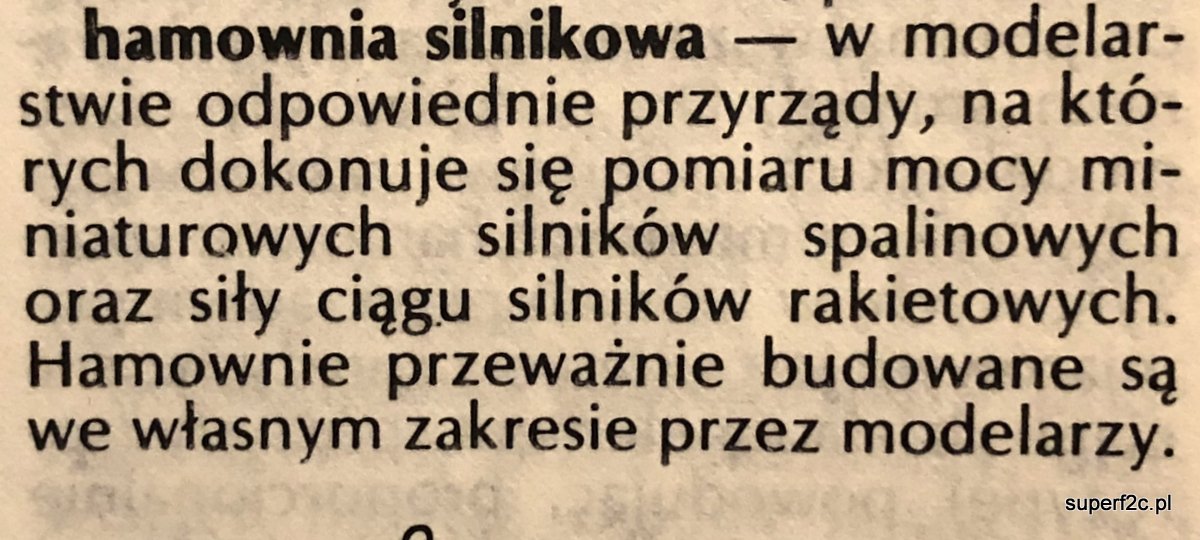
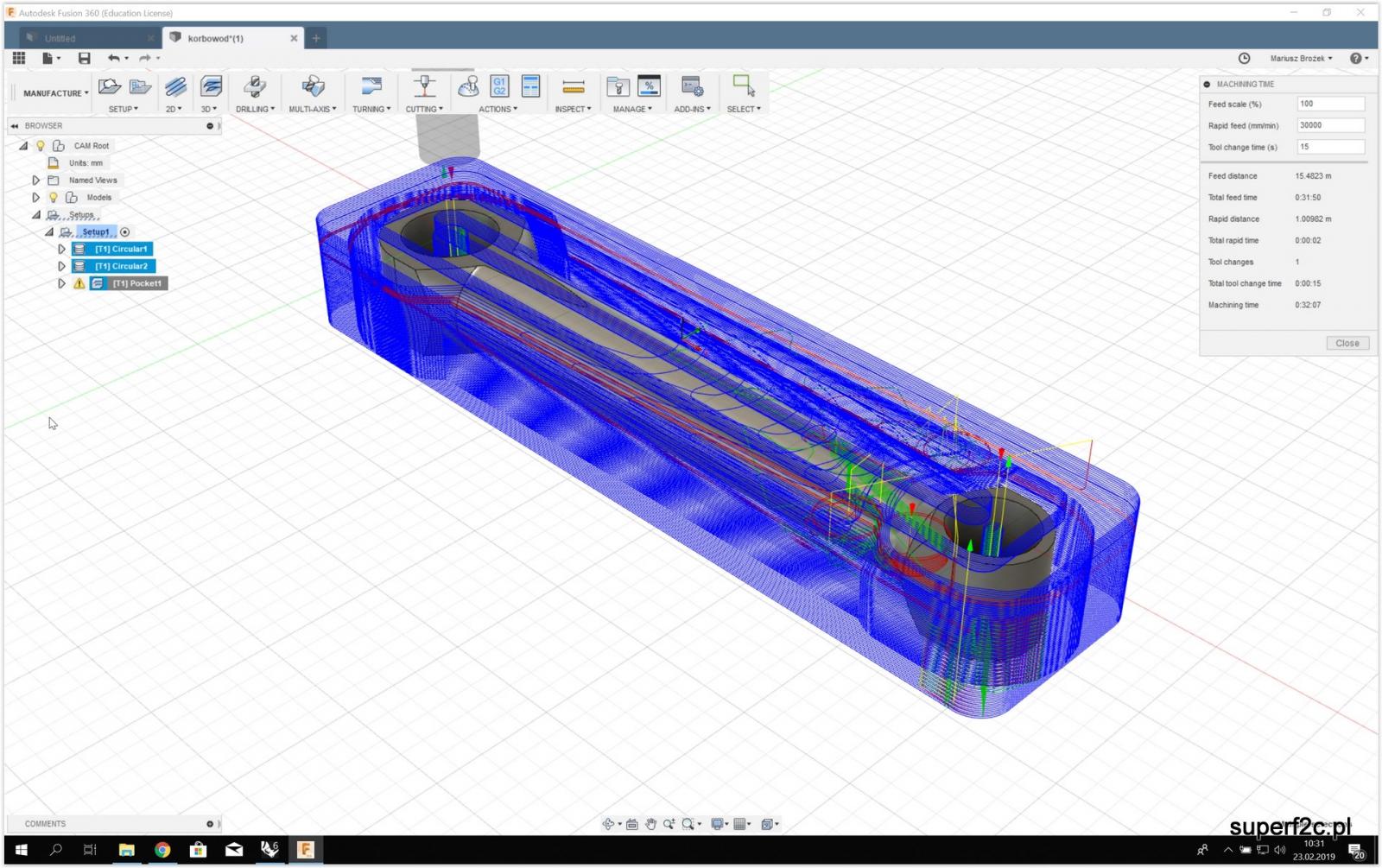
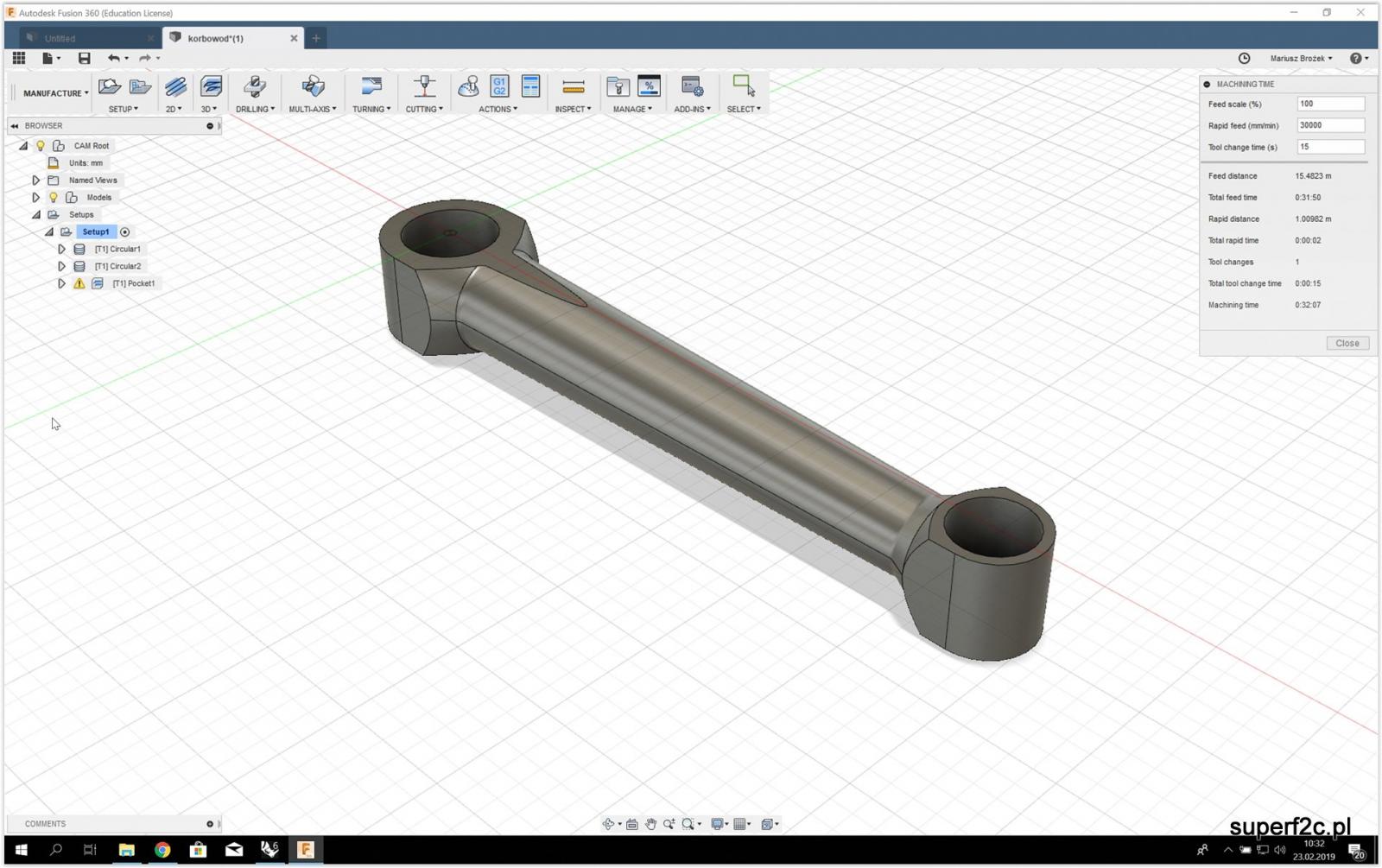
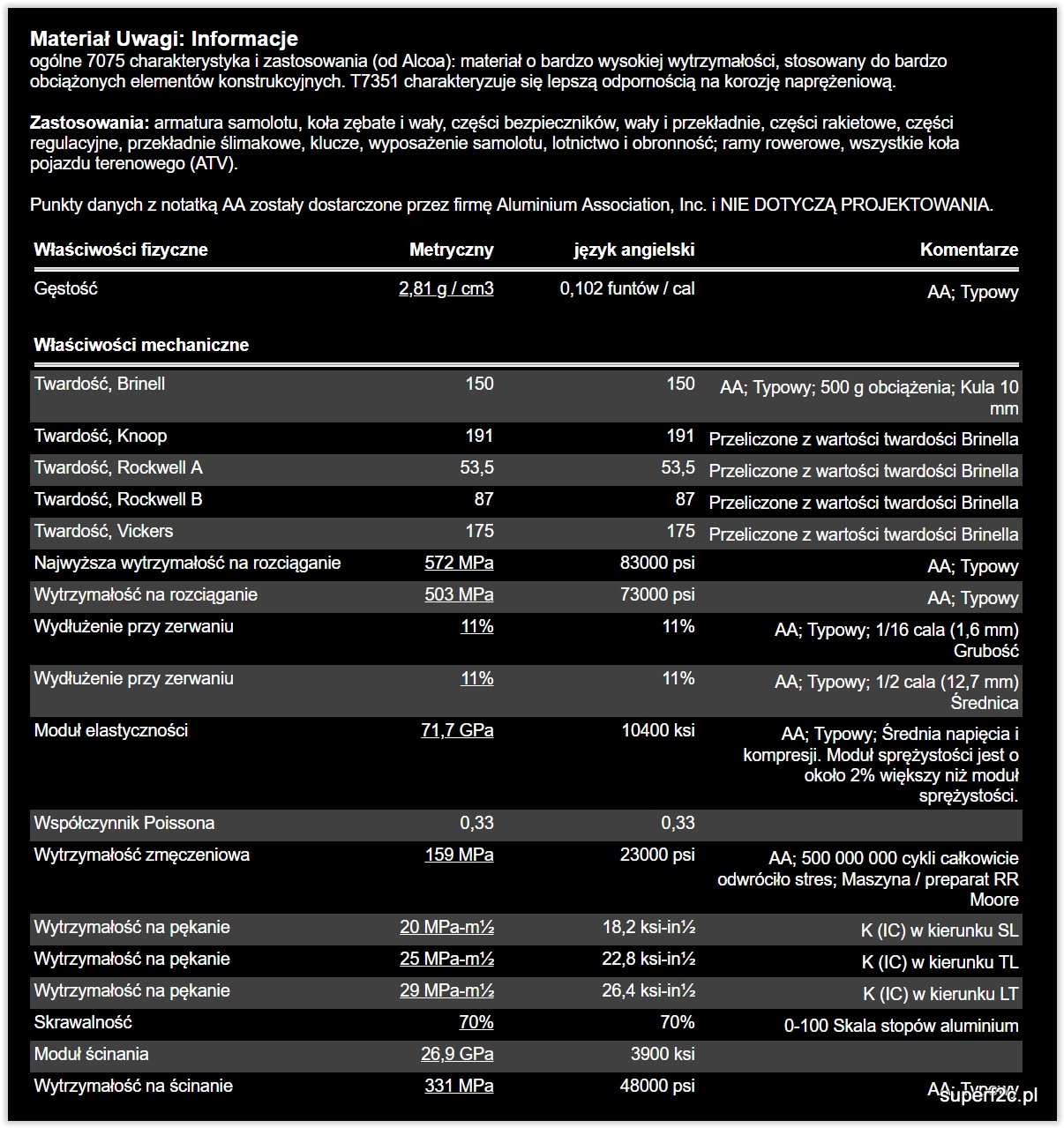
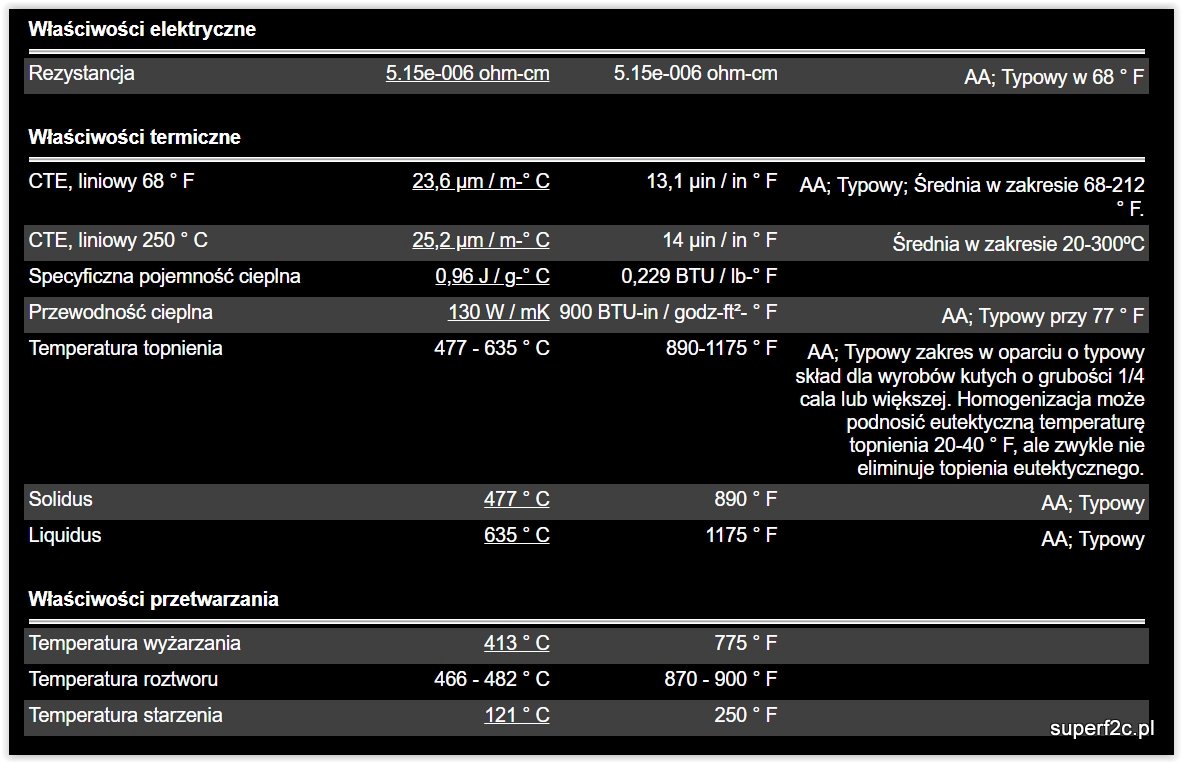
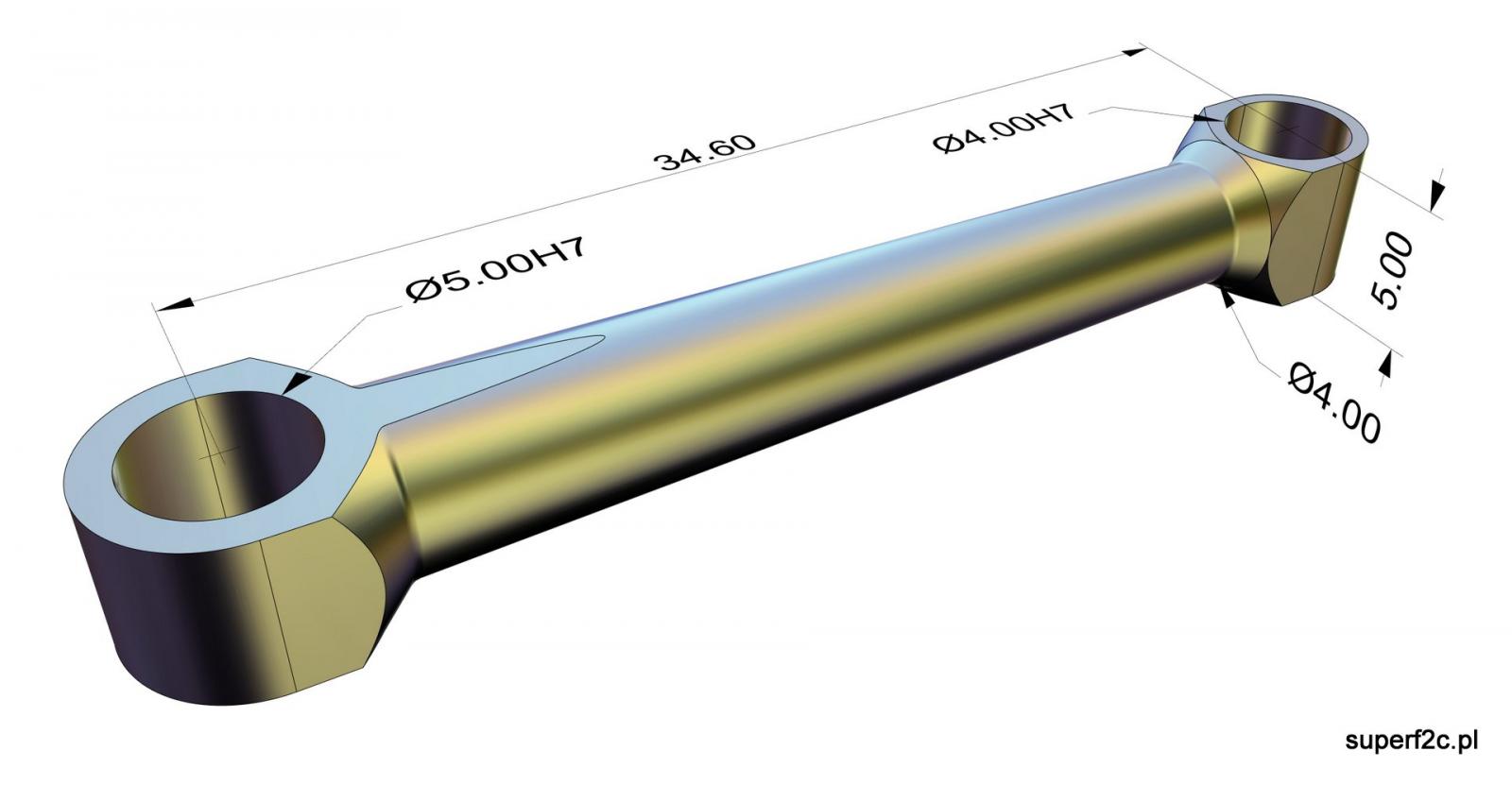
Korbowód będzie wykonywany z blachy walcowanej grubości 5 mm 7075 T651 gdzie widać kierunek walcowania trochę danych na temat 7075T651 taki parametr jak wytrzymałość zmęczeniowa: 500 000 000 i do 10 000 obrotów na minutę może dać 50 000 minut (800 godzin) w programie Fusion360 ścieżka narzędzia bez problemu się wygenerowała. Czas wykonania otworów na minusie 0,1 mm plus frezowanie z krokiem 0,1 mm i posuwem 500 mm/min to 31 minut tak że w ciągu jednej dniówki 10 sztuk się przygotówek może zrobić bez problemu. To dopiero będzie robione fizycznie w dalszej kolejności jak będę miał i na to czas.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
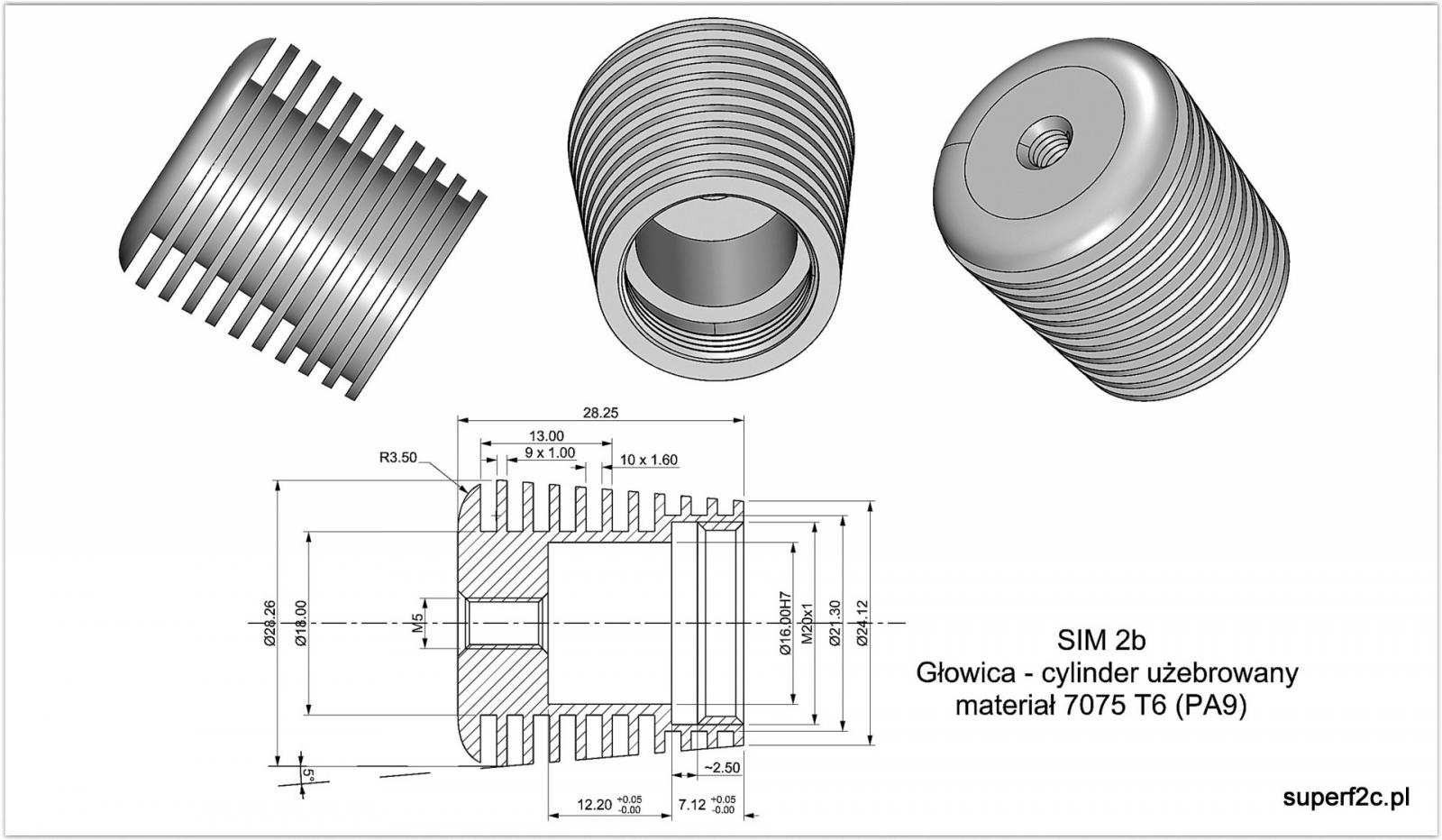
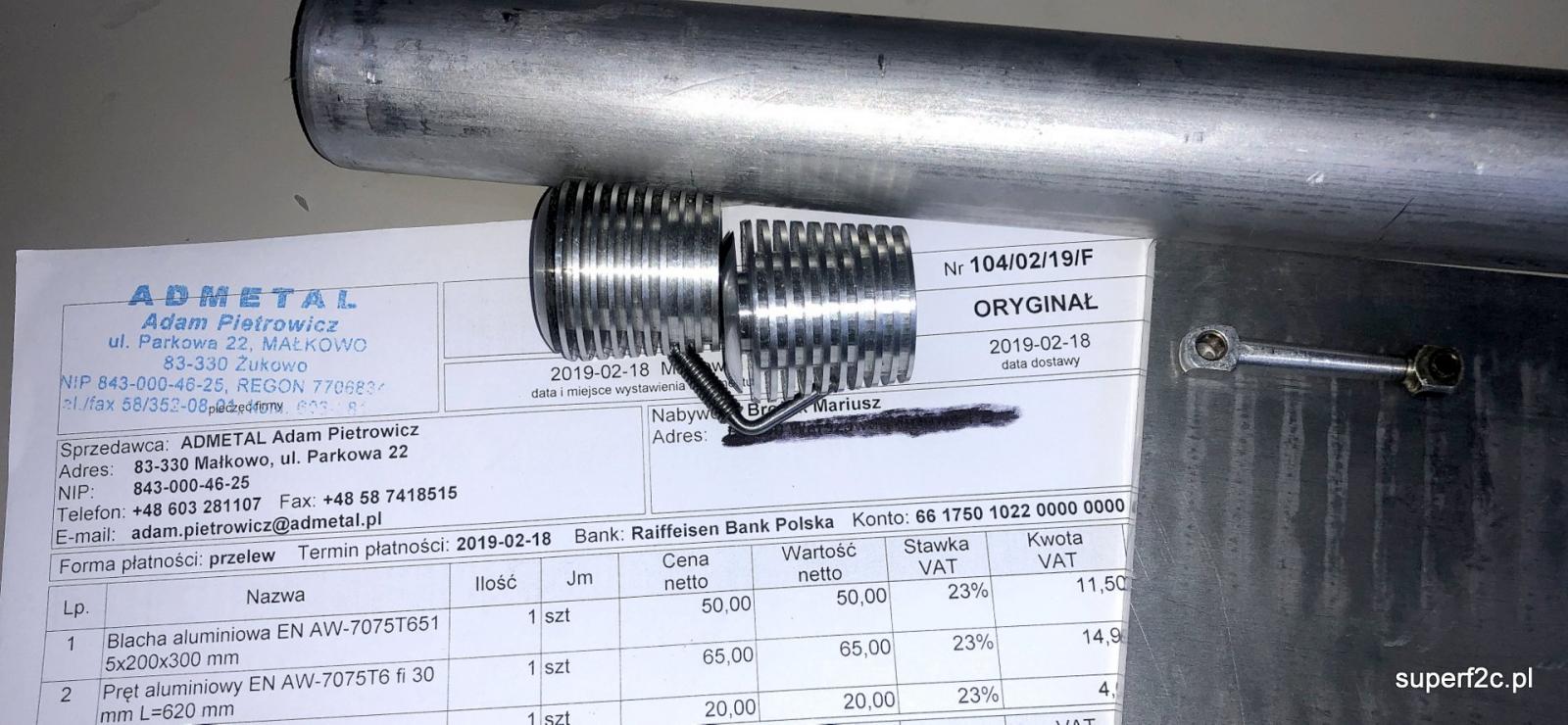
materiał parę dni temu przyszedł i jest to Pa9 czyli po nowemu 7075 T6 ponad 60 cm czyli na około 20 sztuk. poprawiony i uzupełnione wymiary. Pewnie jeszcze coś znajdę...(że źle albo czegoś brakuje )
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
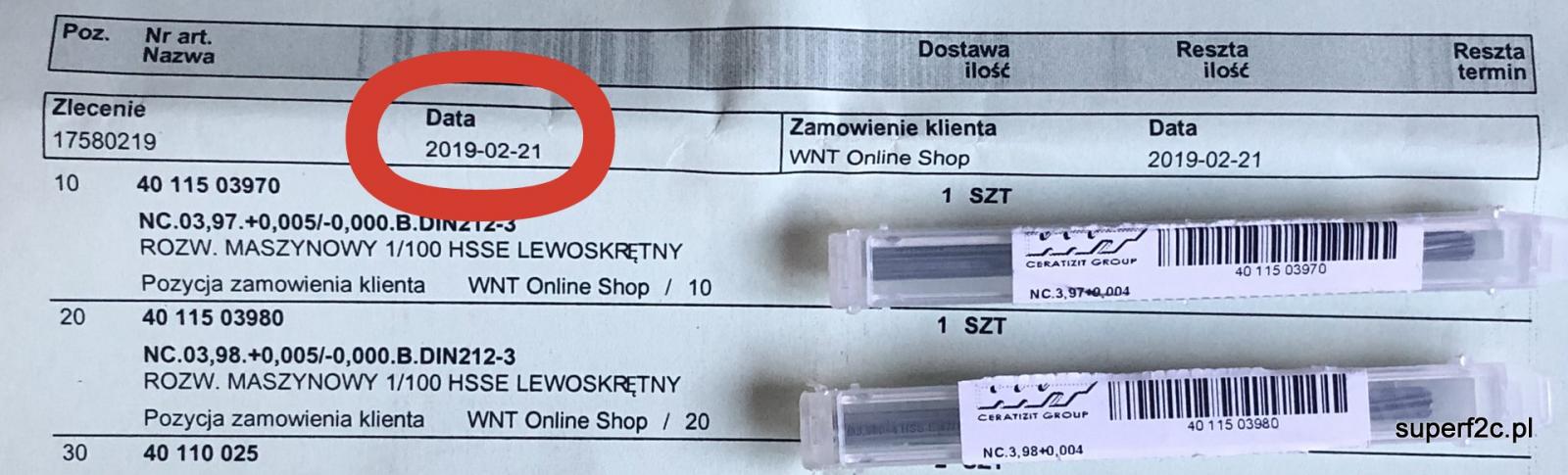
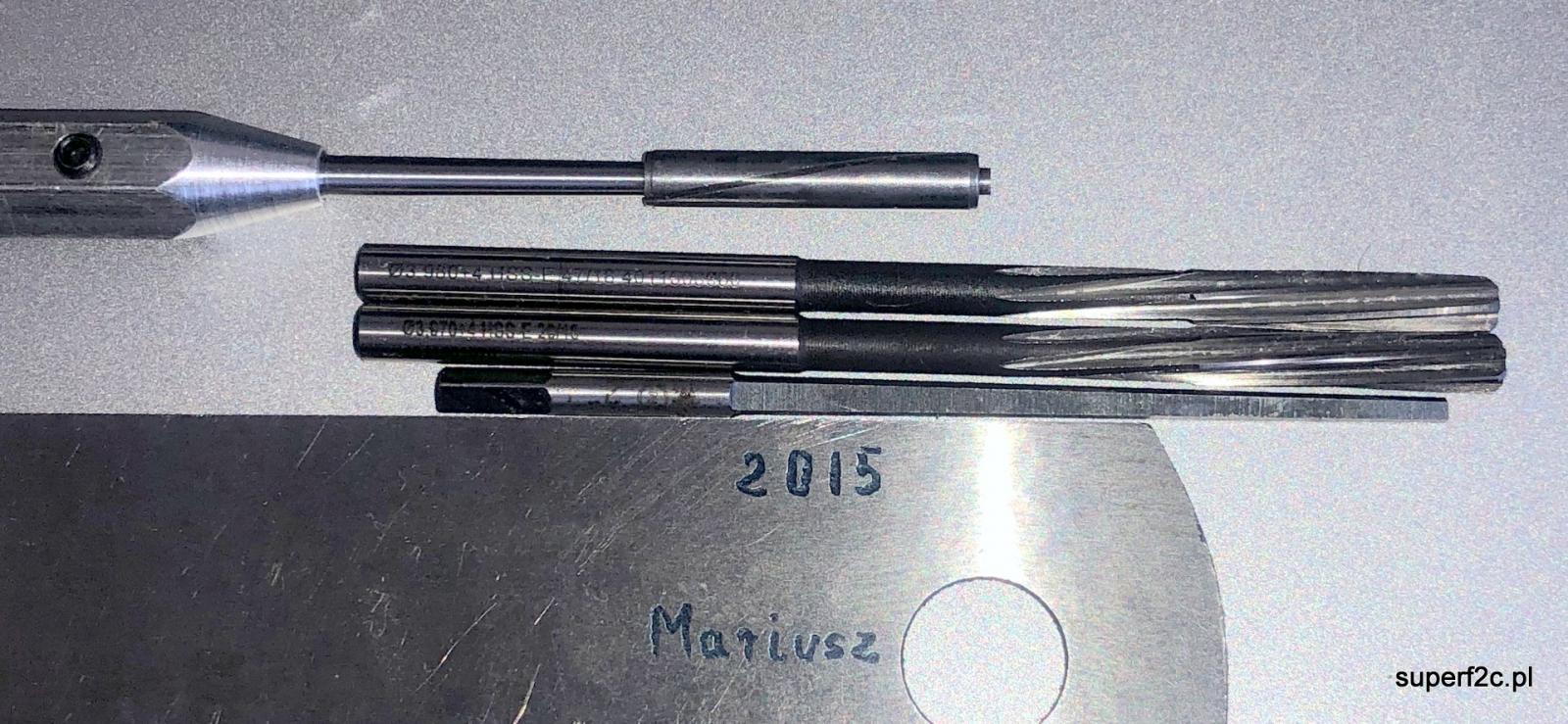
czekałem aż zbierzemy zamówienie na kwotę 125 Euro co by było za darmo. I wreszcie wczoraj zrobiliśmy zamówienie między innymi dla mnie rozwiertak fi 3,98 i fi 3,97 i w trakcie śniadania kurier dostarczył wczoraj zamówione narzędzia. narzędzia do wykonania otworów w tłoku żeliwnym pod sworzeń są wreszcie w mojej dyspozycji. Bo o wiertłach z serii WTL z 5% kobaltu.nie wspominam a rozwiertak w tej wersji transportu do fabryki to koszt poniżej 10 euro. Na dole to mój najważniejszy pomocnik. jeden z wielu noży ala introligatorski dorobiony z piłki do cięcia na pile ramowej 500 mm. Oznaczony co by nie zawieruszył się u kogoś...
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
tak tu akurat się w pełni zgadzam jeśli chodzi o bezpieczeństwo przy pracy na maszynach gdzie osłony są iluzją albo w ogóle ich nie ma. I trudno sobie wyobrazić osłony na konwencjonalnych maszynach. W szczególności tych małych w modelarni. przepraszam za drastyczność zamieszczonej fotografii ale ponieważ osobiście otwierałem formę wtryskową ze zmiażdżona ręką po dwóch tygodniach to głośno krzyczę i ostrzegam co robi uchwyt wiertarski z ręką z obrączką na palcu serdecznym... Mam jeszcze dwóch kolegów z pracy znajomych na których wołamy widelec a na drugiego rączka...
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
Każde urządzenie musi mieć osobę odpowiedzialną za to ustrojstwo. Taka jest moja opinia. Nie ma nic gorszego niż anonimowość. Musi być możliwość identyfikacji za każdym razem użytkownika korzystającego z danego urządzenia. Choćby po to aby było posprzątane. Zawsze korzystałem z najróżniejszego rodzaju maszyn u znajomych i nigdy nie miałem problemu z ponownym korzystaniem z racji że czasami zdarzało się że więcej czasu poświęcałem na sprzątanie przed pracą jak i po pracy niż na samą moją pracę. -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
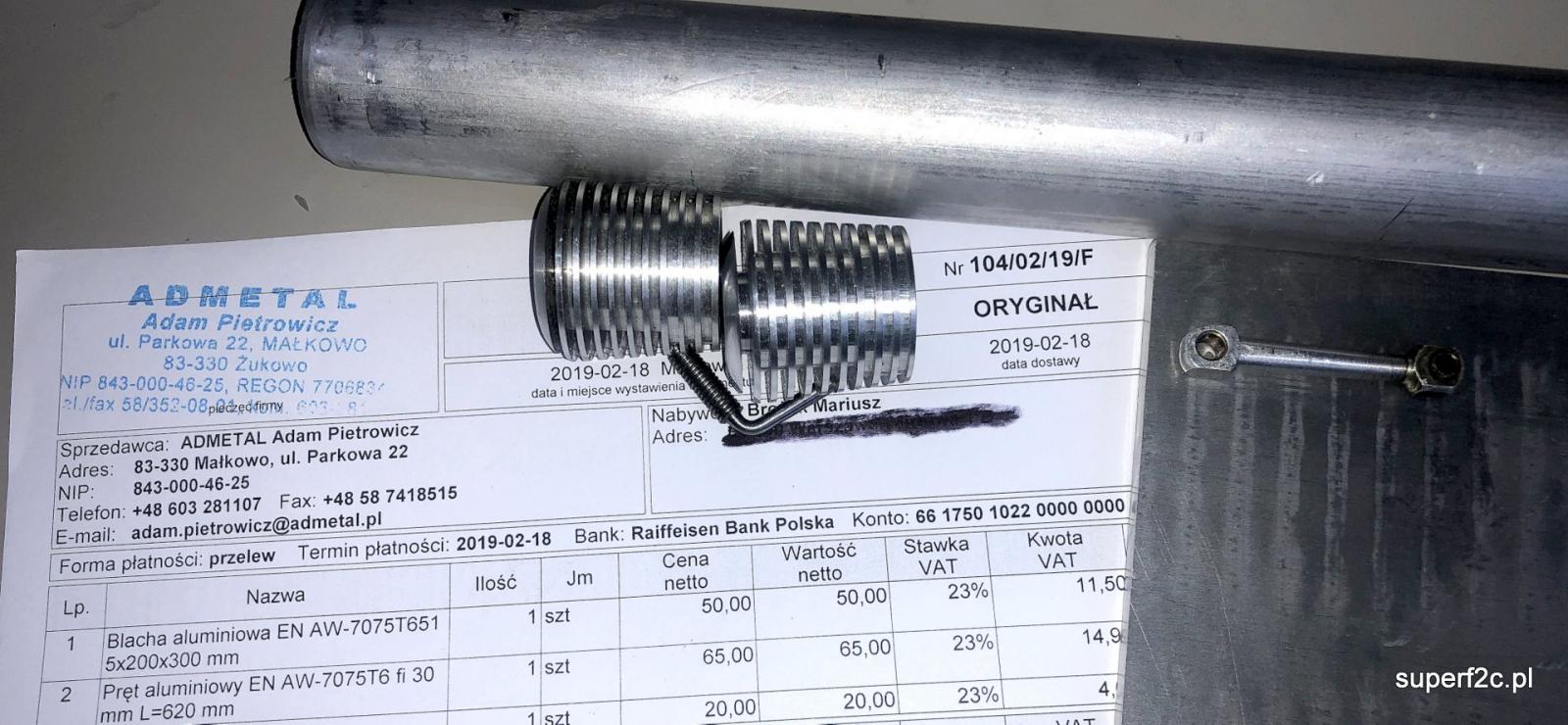
taka moja uwaga na skutek oglądania fotografii zamieszczonych przez Zakład Produkcyjny numer 2. co by wiedzieć co mamy na magazynie zawsze tniemy materiał z końca nieoznaczonego fabrycznie bądź indywidualnie. U mnie to wygląda tak. Jeszcze nie odłożone za tokarkę na regał materiał. Oznaczony trwale nie flamastrem, tak więc i za wiele lat będę wiedział co to jest.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
dla mnie wszystko jest w jak najlepszym porządku jeśli chodzi o toczenie, cięcie czy inne wokół tego czynności. Liczy się zapał i to że jedna sztuka jest gotowa. Kwestia tylko naddatków technologicznych na dalszą obróbkę cieplną i ścierną. A jeśli wymiary coś odejdą od tych co na rysunku? Tu też bym się zanadto nie martwił bo nie będzie problemu jak dana replika będzie miała pojemność skokową zamiast 2,7 cm3 będzie z racji zmiany średnicy cylindra na przykład 3 cm3. Szlifierz zabieli środek bez wnikania w wymiar dorobi do tego trzpień szlifierski i wykona obróbkę ścierną zewnętrzną cylindra. Mam dwa cylindry i jeden ma wymiar 13,97 mm a drugi średnicę wewnętrzną 14,10 mm. a w oryginale tak jak na załączonej fotografii obróbka ścierna zredukowana do niezbędnego minimum. Jedno mocowanie detalu i szlifowanie wewnętrzne i zewnętrzne z jednego założenia. Zostawię bez komentarza bo w replice i ta powierzania będzie szlifowana. Z racji zdecydowanie mniejszego luzy między cylindrami z hartowanej stali oraz aluminiowego z żeberkami.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
ja się ponownie wypowiem bo docierają do mnie sygnały także z poza tego forum. Jestem bardzo otwarty na wszelkiego rodzaju sugestie i dyskusje dotyczące najróżniejszych tematów dotyczących modelarstwa ogólnie pojętego. I zawsze przedstawię konkretną opinię czy napiszę swoje zdanie na zadany temat w danym momencie. Co nie znaczy że nie zmienię zdania jak padną konstruktywne sugestie. Czyli wnoszące coś nowego, konkretnego a na końcu dające pozytywne rezultaty. Ja wykonuję replikę silnika z przed siedemdziesięciu lat co dla mnie nie oznacza że wszystko będzie dokładnie odwzorowane jak z epoki. W szczegóły teraz nie wchodzę. Natomiast mam przygotowany konspekt czy materiałów czy technologi stosowny do moich możliwości i kultury technicznej jaką staram się reprezentować. I dlatego pod pewnymi rozwiązaniami sugerowanymi wcześniej (czasami stosowanych w epoce powstania silnika SIM 2b) na tym forum swoim nazwiskiem się nie podpiszę. Mariusz Brożek
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
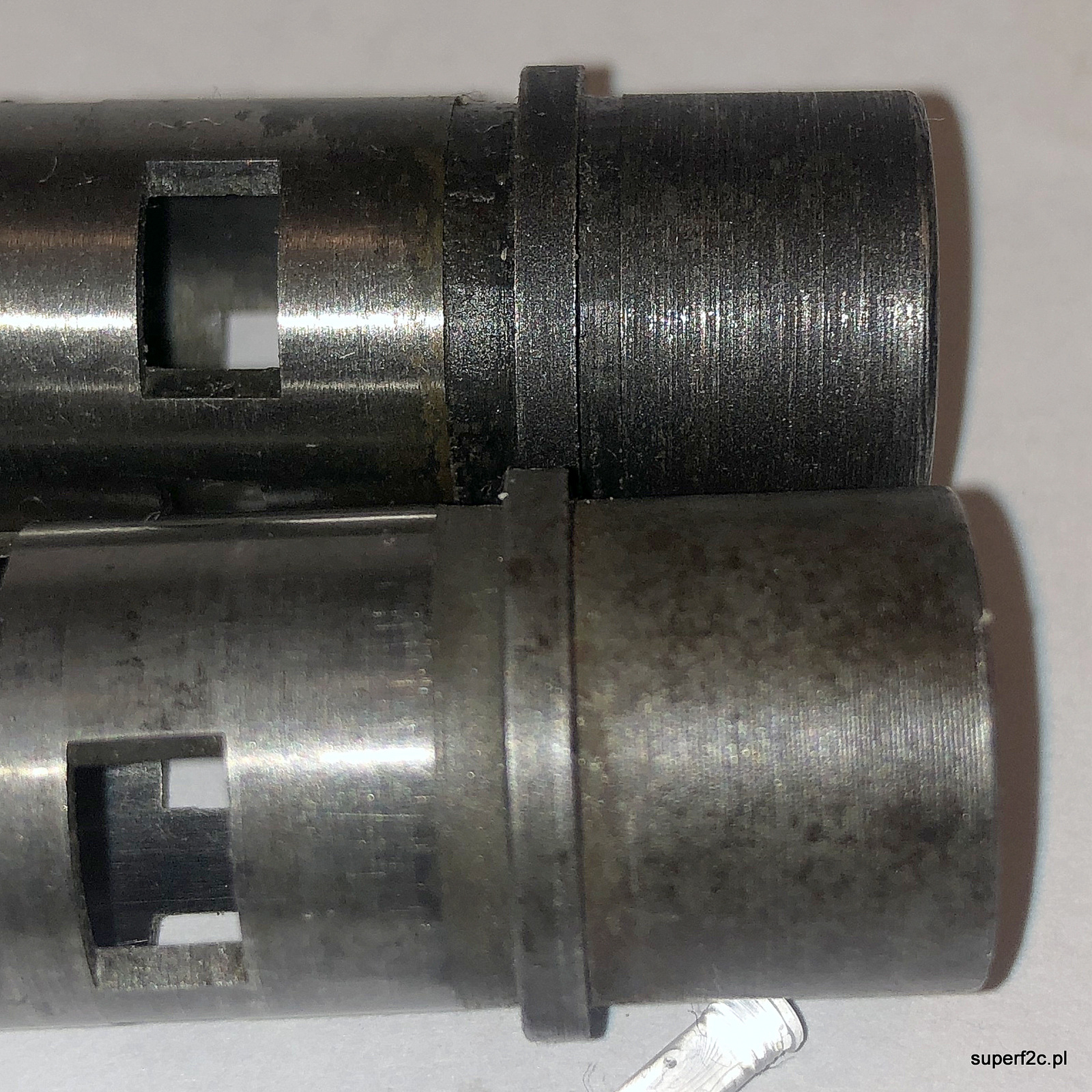
to nie była żadna ironia. Akurat Rytmy doskonale znam i tam po prostu radełkowanie czy jak kto woli moletowana igła jest w pełni uzasadniona to przy igle z zakończeniem w postaci wygiętego drutu pojawiły się moje wątpliwości. Jak ta że element ma rozcięcie co tylko widać na środkowym silniku z mosiężną igłą. Na aluminiowych przecięcia się widać pochowały podczas robienia fotografii. I tylko tyle. Dziękuję za wyjaśnienie spornej w tamtym momencie dla mnie kwestii. W silnikach SIM 2b jest w oryginale sprężynka która ma podobnie jak i rozcięcie powodować opory na gwincie i skutecznie blokować przestawianie się igły podczas wibracji w trakcie pracy silnika. niestety w swojej kolekcji Rytmów mam parę sztuk bez iglicy regulacyjnej oraz dwie iglice luzem wymagających naprawy bo nie da się ich ponownie nakręcić na gaźnik... natomiast w dwóch zupełnie nowych sztukach igły mają na gwincie duży luz i regulacja w tych egzemplarzach nie funkcjonuje. Myślę że nie będę wzorował się na rozwiązaniu pokazanym, występujących w Rytmach jeśli chodzi o iglicę regulującą ilość paliwa. Bardzo proste w wykonaniu dla producenta natomiast późnej przysparzających problemów w prawidłowej regulacji oporów przesuwu igły w gaźniku.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
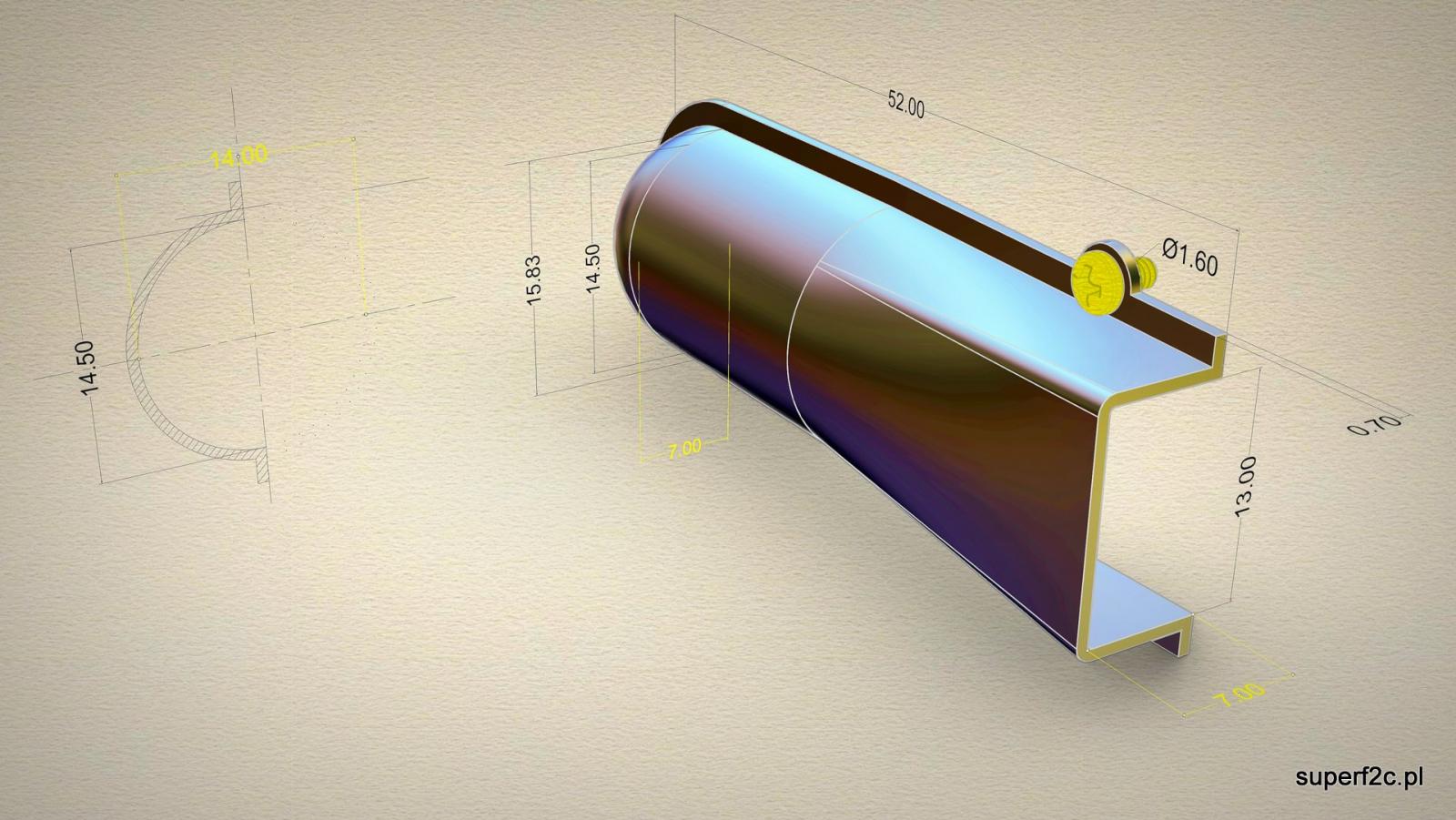
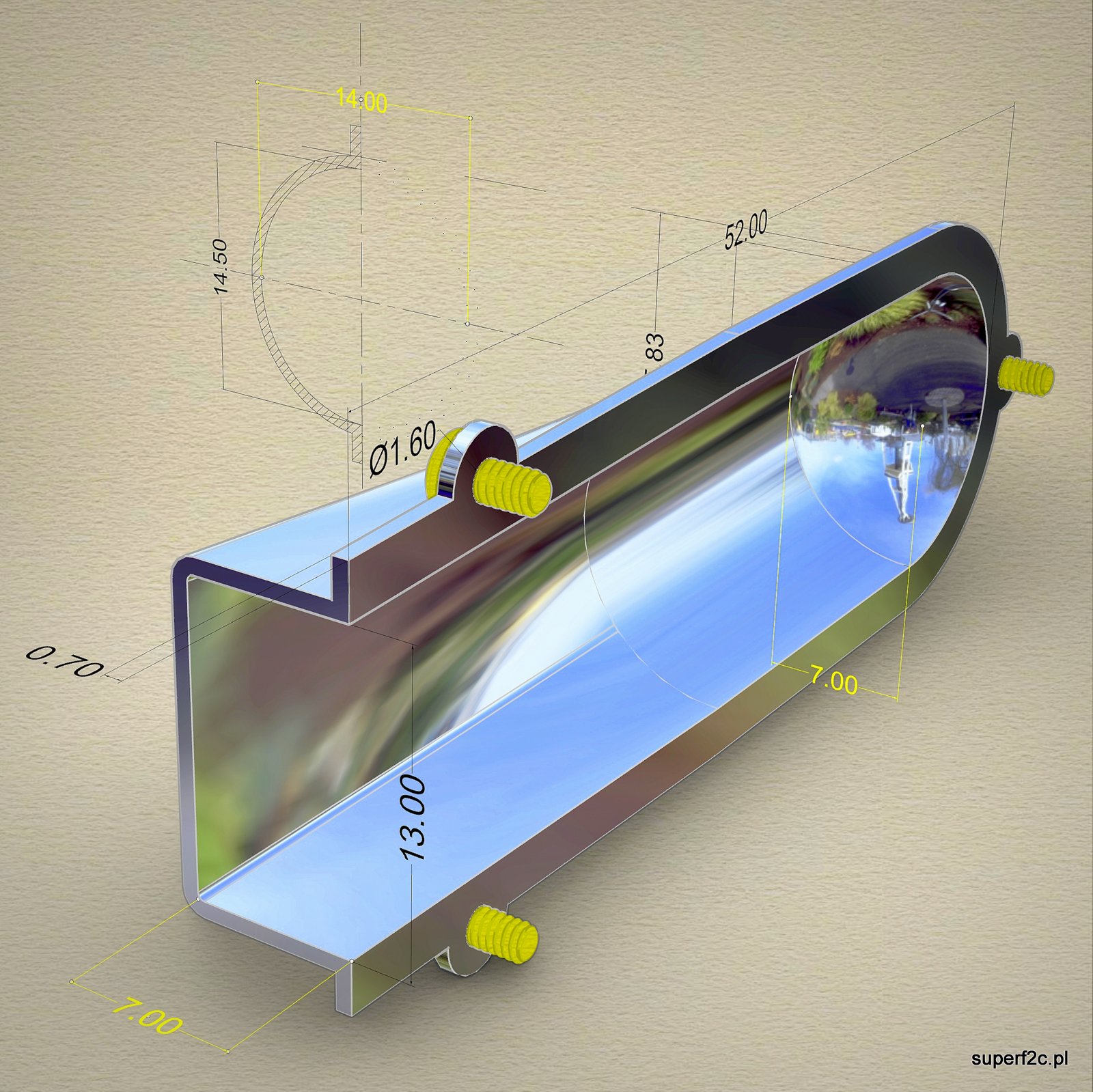
tu jeszcze promień jest w trakcie ustalania wielkości-proporcji i trzecia wersja jaka jest do narysowania i wykonania to zmiana kształtu bo jeśli jest 7 na 13 mm w pionie to należy wykonać 13 na 7 mm co by dłuższy wymiar był w poziomie. A później wykonać pozostaje, uzbroić w to ustrojstwo jeden z modeli i oblatać jak ustąpią śniegi i zrobi się w południe przynajmniej 18 stopni. Mieszkam w Warszawie a latamy we Włocławku bo najbliżej Tylko 200 km w jedną stronę... jak widać na załączonej fotografii nigdy nie wyrzucam uszkodzonych noży tokarskich bo wyszlifowany kształt to często parę minut pracy. stara za duża płytka ponownie przymocowana twardym lutem i po prze ostrzeniu samej widii będzie toczyć wewnętrzne otwory. Wielokrotnie udaje mi się wykorzystywać w ten sposób trzonki noży tokarskich. Nigdy nie wyrzucam. a kolejna wizyta w miejscowości Duchnów k/Wiązowny k/Warszawy zaowocowała podpowiedzią mycia, czyszczenia aluminiowych karterów. Trochę agresywna dla aluminium za to bardzo skuteczna.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
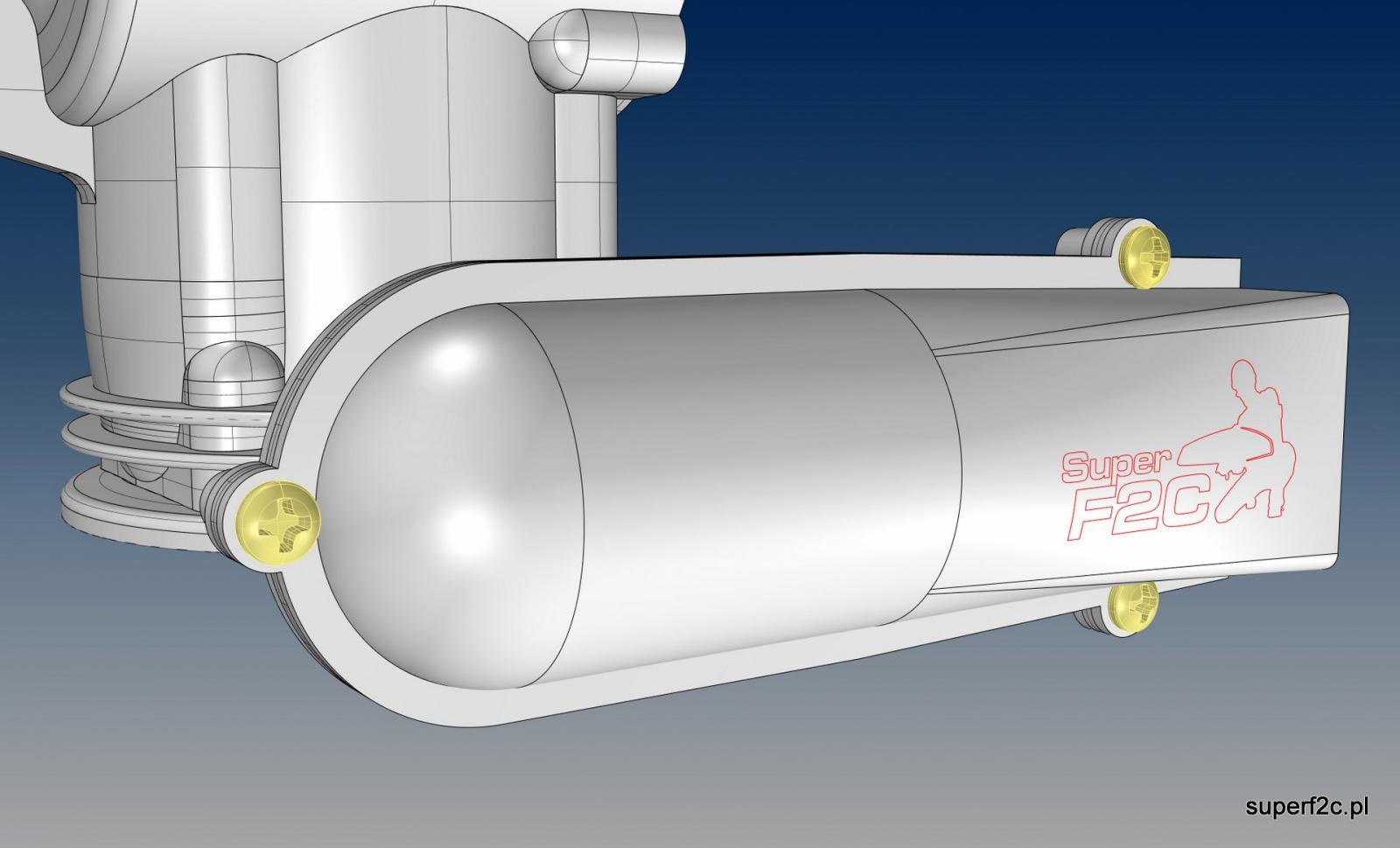
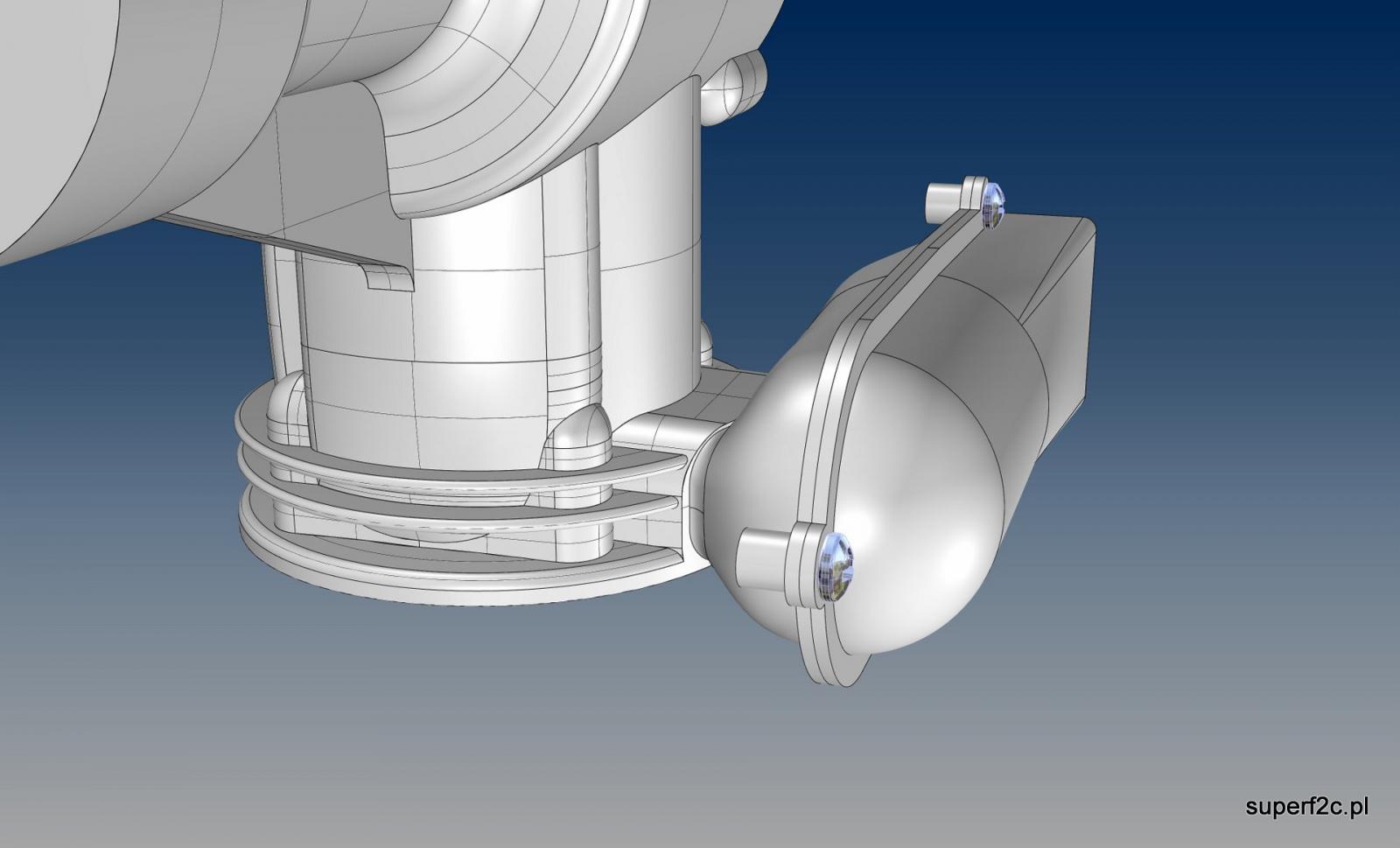
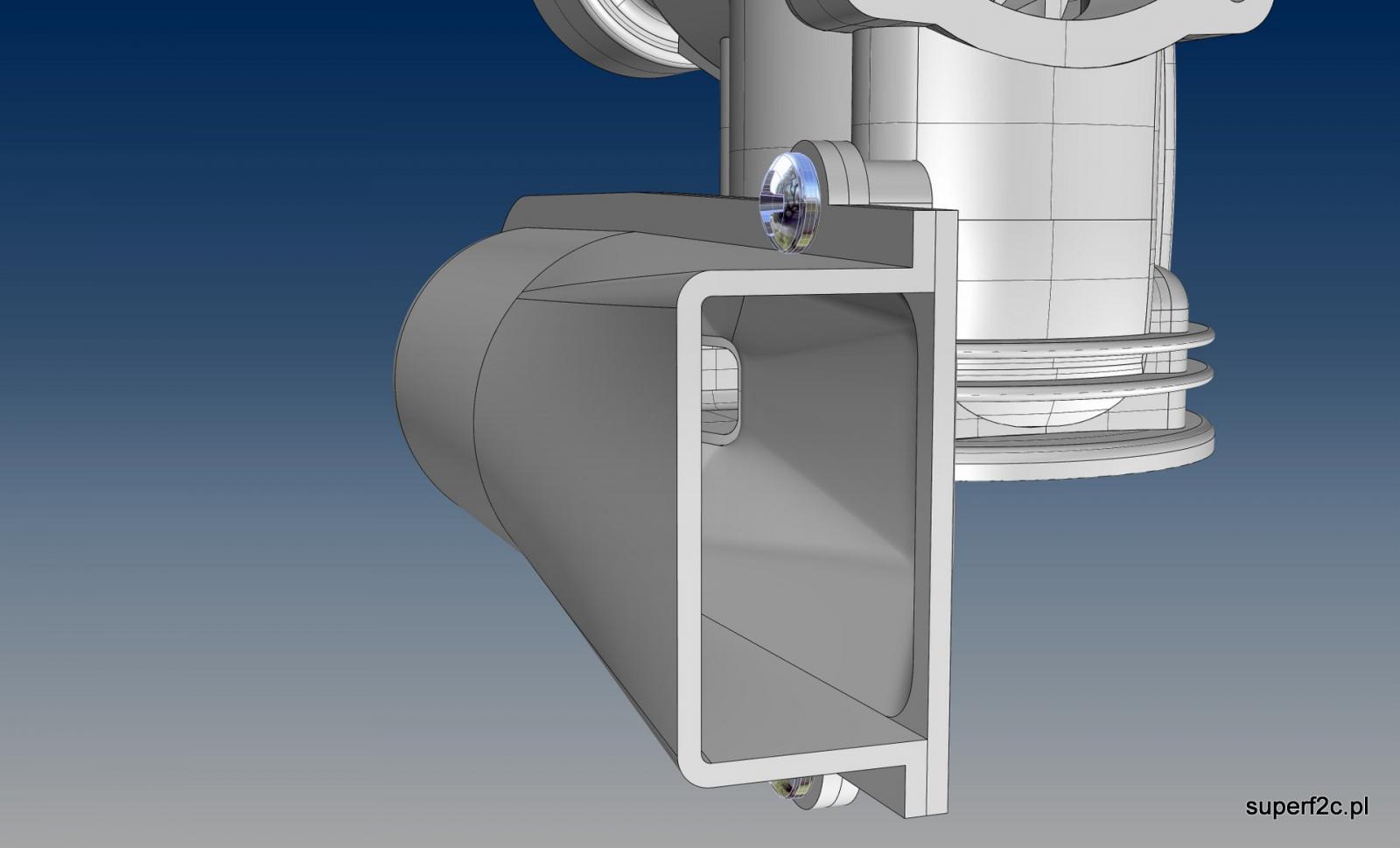
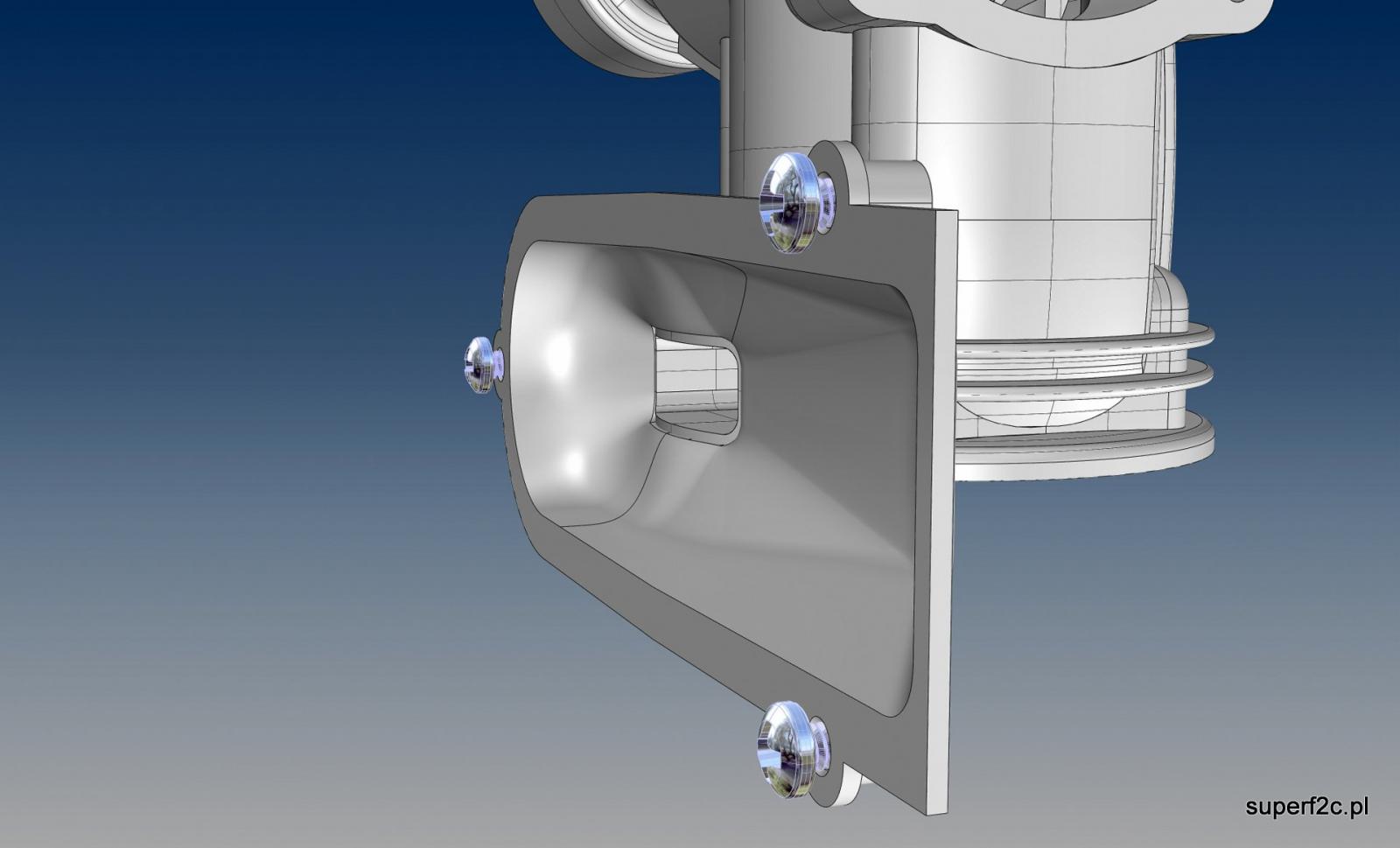
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
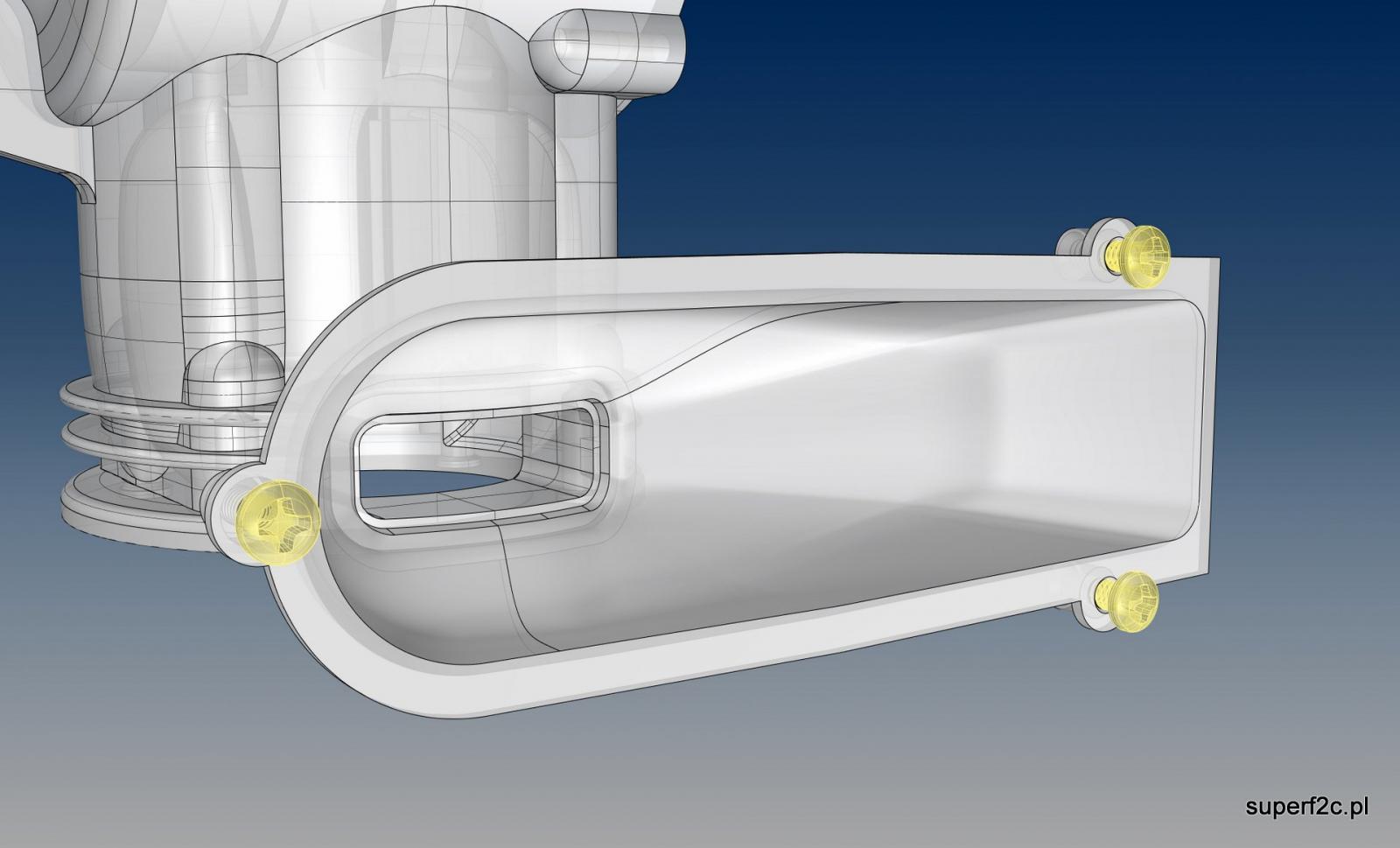
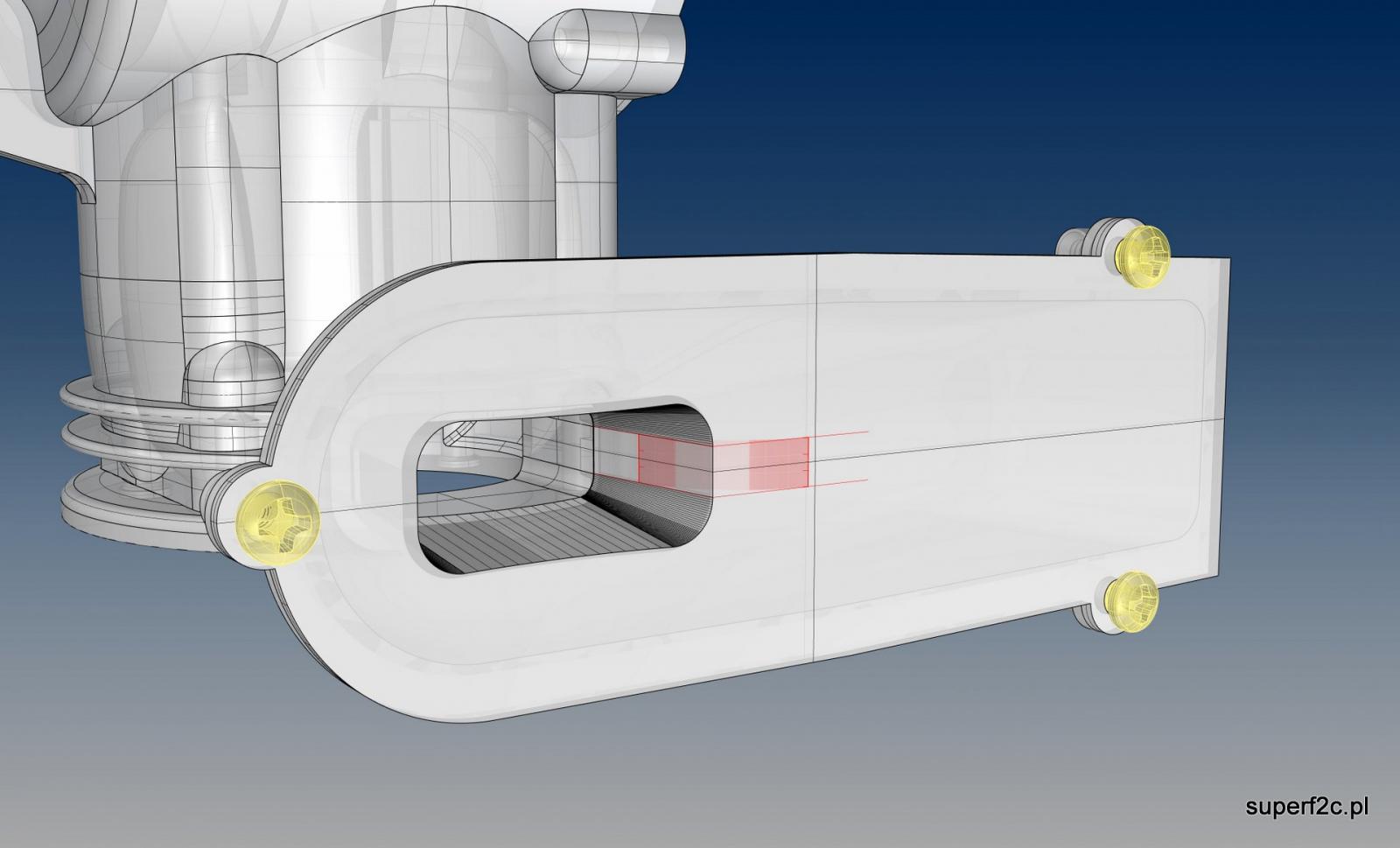
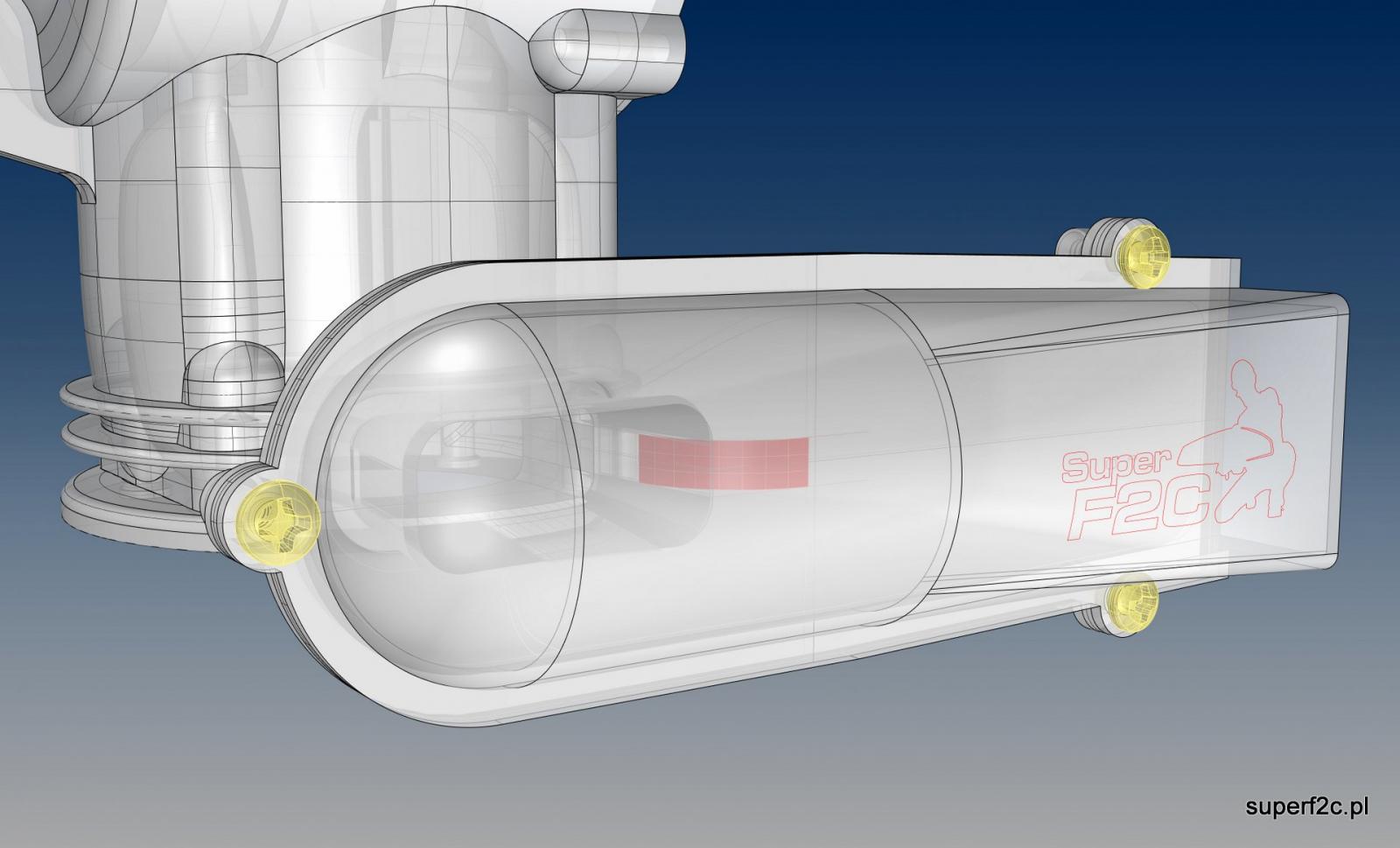
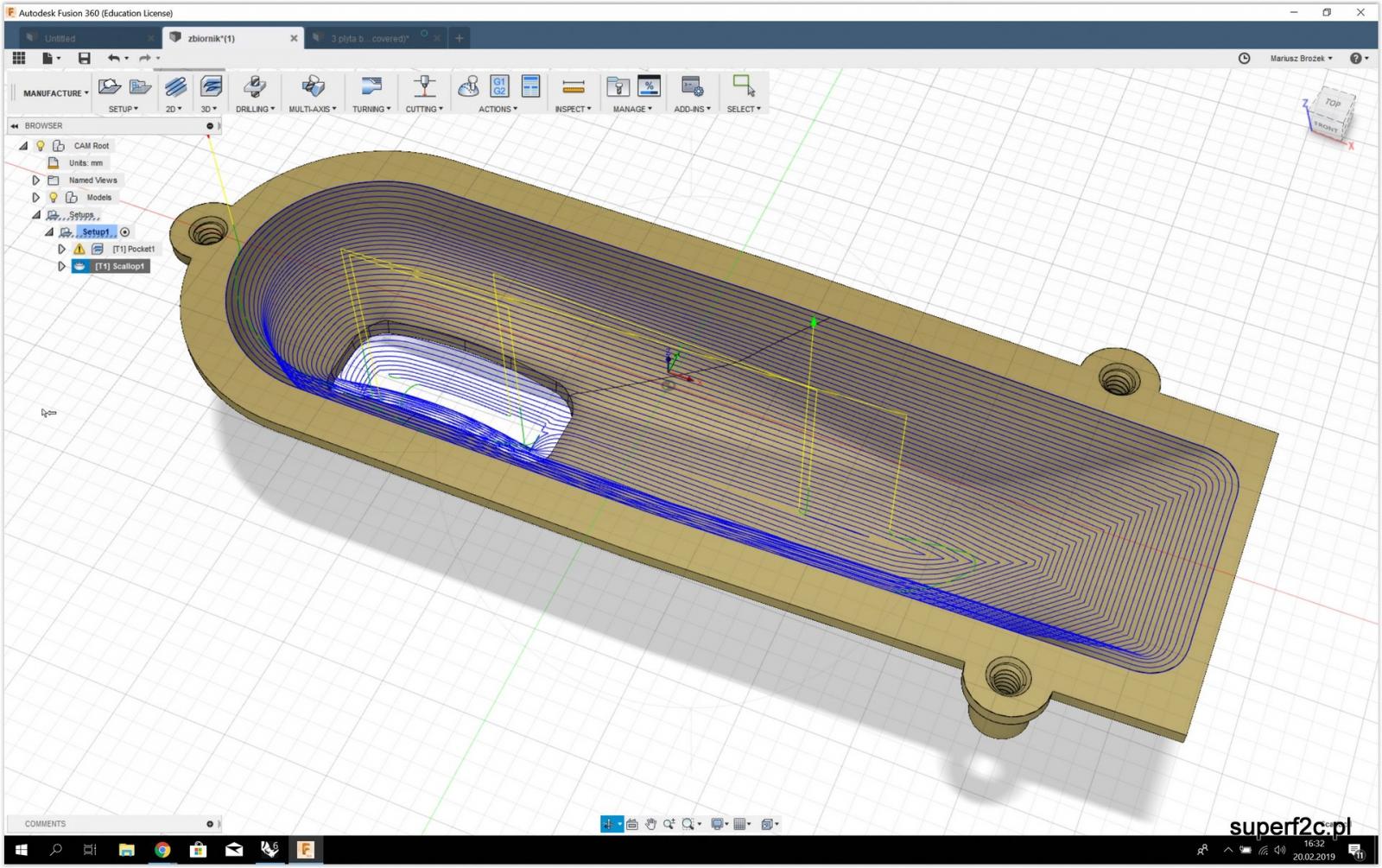
można tłoczyć w szczególności gdy wiadomo jak to to ma wyglądać. Na razie są różne możliwości wykonania osłony wydechu silnika w kategorii F2C i dlatego rysuje a następnie wykonam na frezarce CNC choćby dwie wersja z obszernym zbiornikiem zaraz po wydechu z silnika oraz minimalistyczną wersją rury na dystansie 40 mm bo tak stanowi regulamin. Nowy Aneks na rok 2019. To samo publikuję na Facebooku ze znamiennym podtytułem: " Kolejna przeszkoda galopująca ku nieszczęściu F2C " c Całą wiedzę na temat najbardziej optymalnego kształtu osłony wydechu można zdobyć tylko na torze. Potrzebne prototypy wykonuję metodą CAD/ CAM. Będzie gotowa recepta na prawidłową osłonę to pomyślę o następnym etapie produkcji w zależności od zapotrzebowania. to pierwsza wersja z komorą będzie i druga bez komory. Prawdopodobnie przybędzie wypełniający- uzupełniający element dociśnięty tym samym dekielkiem. Szkice są ale nie gotowe do publikacji jeszcze. Bo rysunek następnego detalu nie stanowi jednolitej bryły. a samo frezowanie to program Fusion 360 którego do końca nie ogarniam ale że jest bardzo intuicyjny to po paru symulacjach wychodzi to co ja bym chciał. I to za parę dni będzie w ten sposób obrabiane.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
Widocznie źle zinterpretowałem oglądaną na forum FB "Society of Antique Modeler" fotografię. Mało się widać na tym znam a radełkowane czy moletowane części cylindryczne zewnętrzne igły do regulacji ilości paliwa były tylko ku ozdobie... -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
0,7 mm na razie pierwszy prototyp musi być albo wydrukowany albo wyfrezowany. To już zależy od wolnych mocy produkcyjnych. Dawno dawno temu trawiłem w NaOH w temperaturze podwyższonej tłumik od MVVS-a co był lżejszy A lakierem do paznokci zamalowując kontrolowałem grubość przy gwintach. Będę się starał bardziej starannie opisywać to co robię. Modele wyścigowe F2C z zeszłego sezonu aby spełniały aktualne przepisy zatwierdzone na rok 2019 muszą być przerobione. Koszt to 50 euro. Przy pięciu modelach to już 1000 zł. A jestem pewien że w ciągu paru dni elementy do montażu na modelu będą gotowe. I dla mnie i na sprzedaż. I na to poświęcam po pracy w pracy swój wolny czas zamiast na dalsze rysowanie i wykonywanie elementów do repliki SIM 2b -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
niestety zamiast robić pożyteczne rzeczy przy replice silnika SIM 2b muszę zrobić kolejną rzecz które szanowni decydenci wprowadzili w przepisach celem eliminacji hałasu i ograniczenia prędkościlotu modelu. Wykonuję tylko dlatego bo u innych producentów kosztuje to $57,5 za jeden set. Osłona wydechu dla mnie to kolejna przeszkoda galopująca ku unicestwieniu F2C przyszedł materiał PA 9 na niezliczoną ilość korbowodów oraz cylindry aluminiowe. Będąc na FB na stronie "Society of Antique Modeler" pokazują trzy silniki z iglicą radełkowaną bez samego druciku czy blaszki powodującą skokową regulację w następnym wreszcie kompletny gaźnik
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
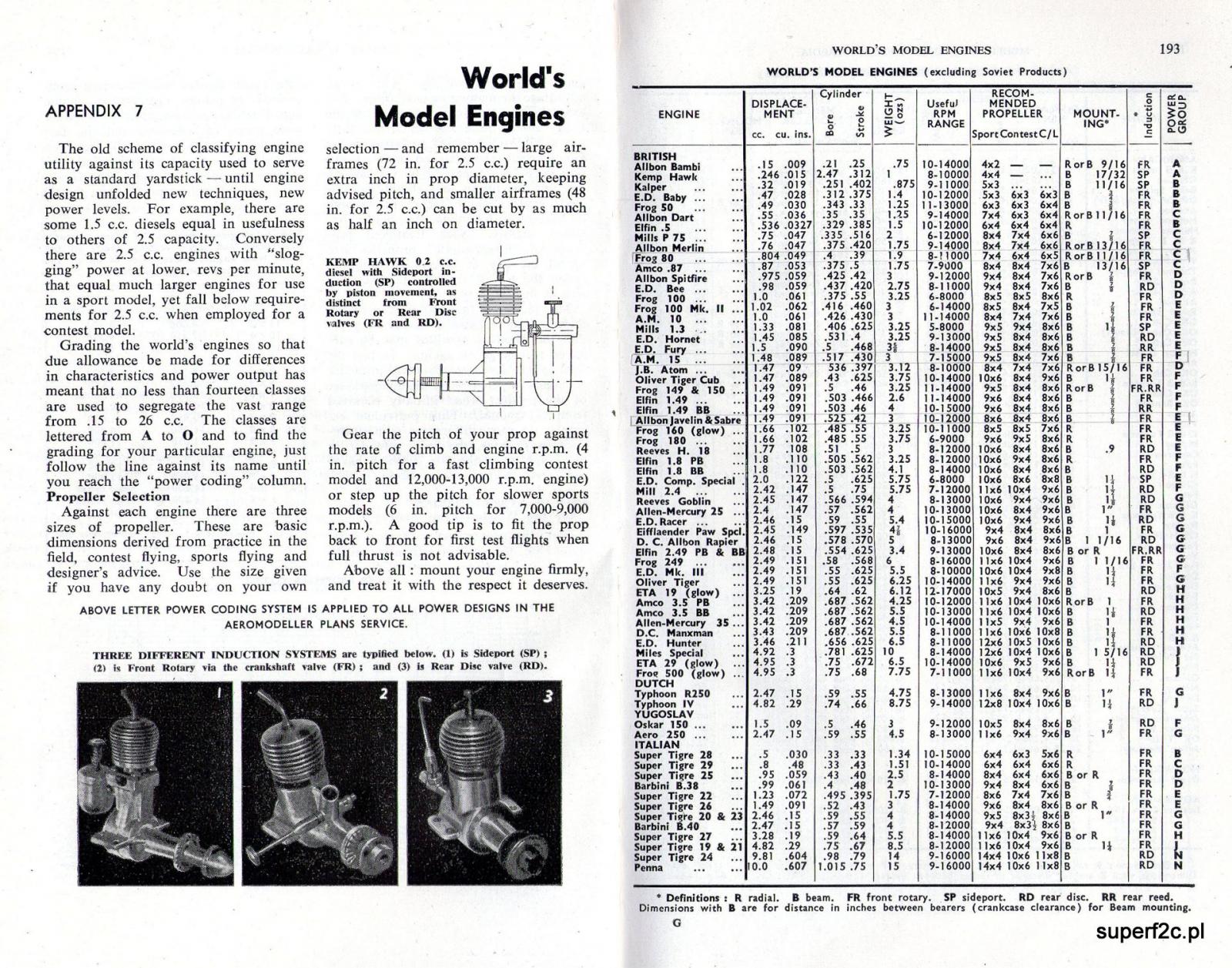
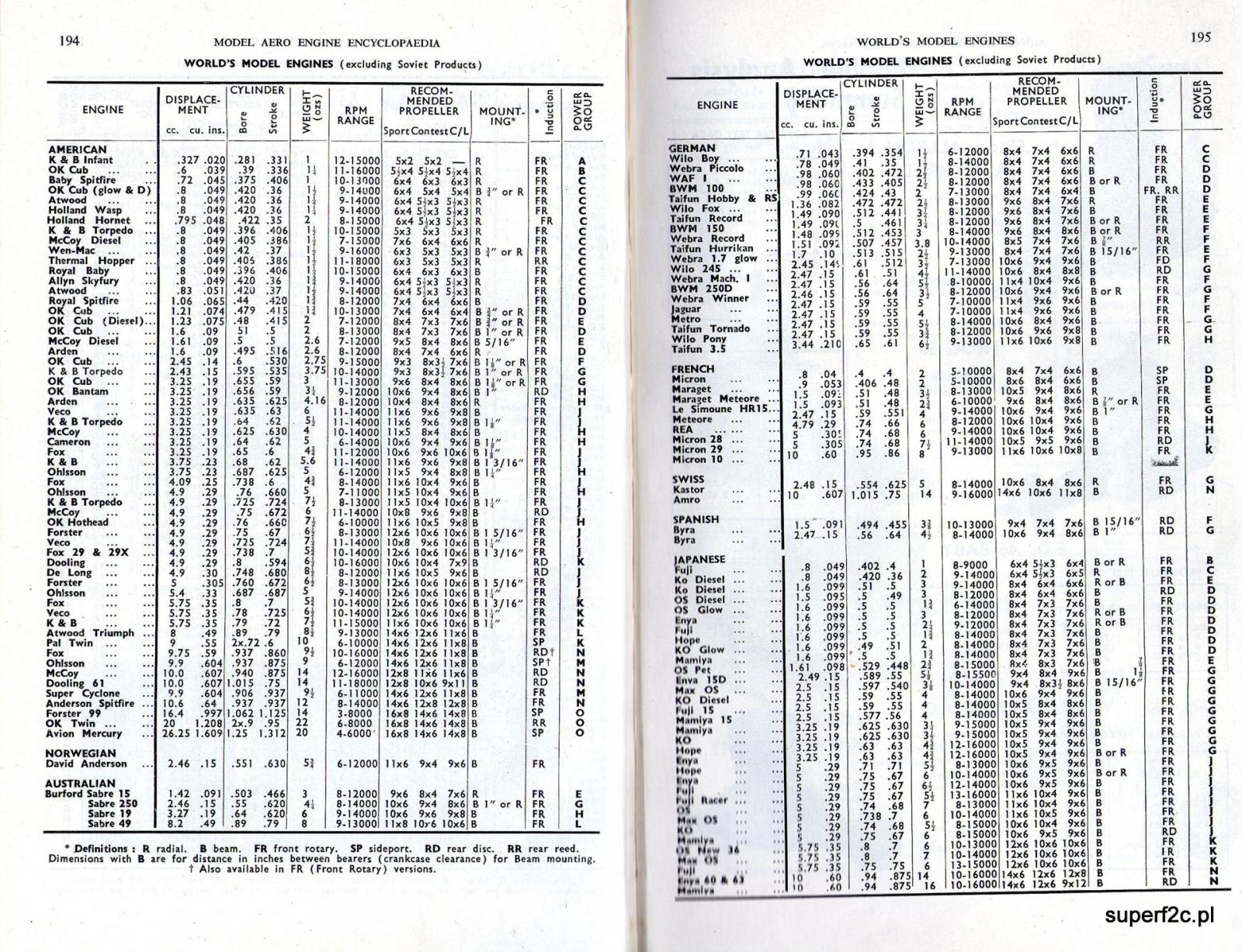
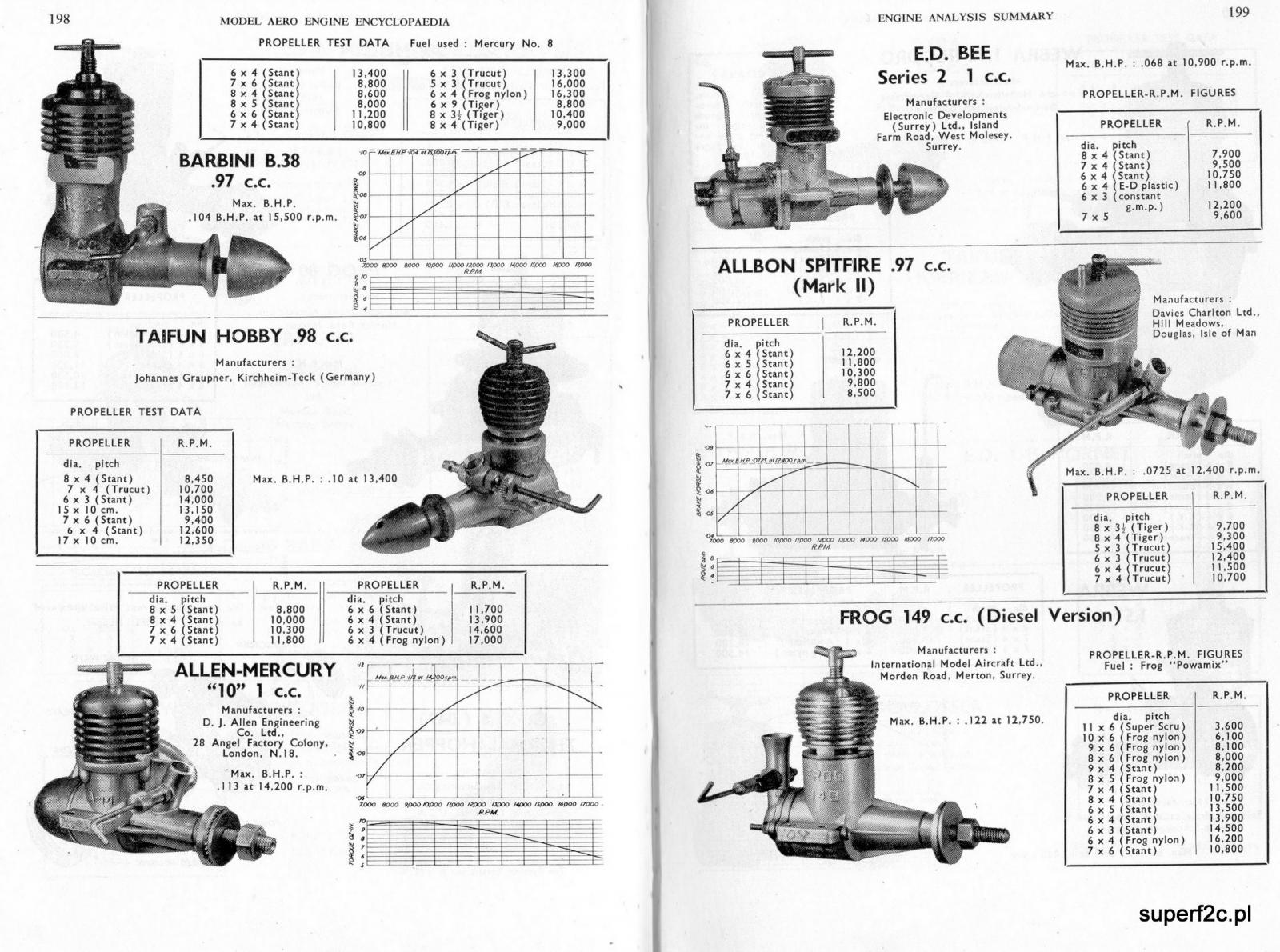
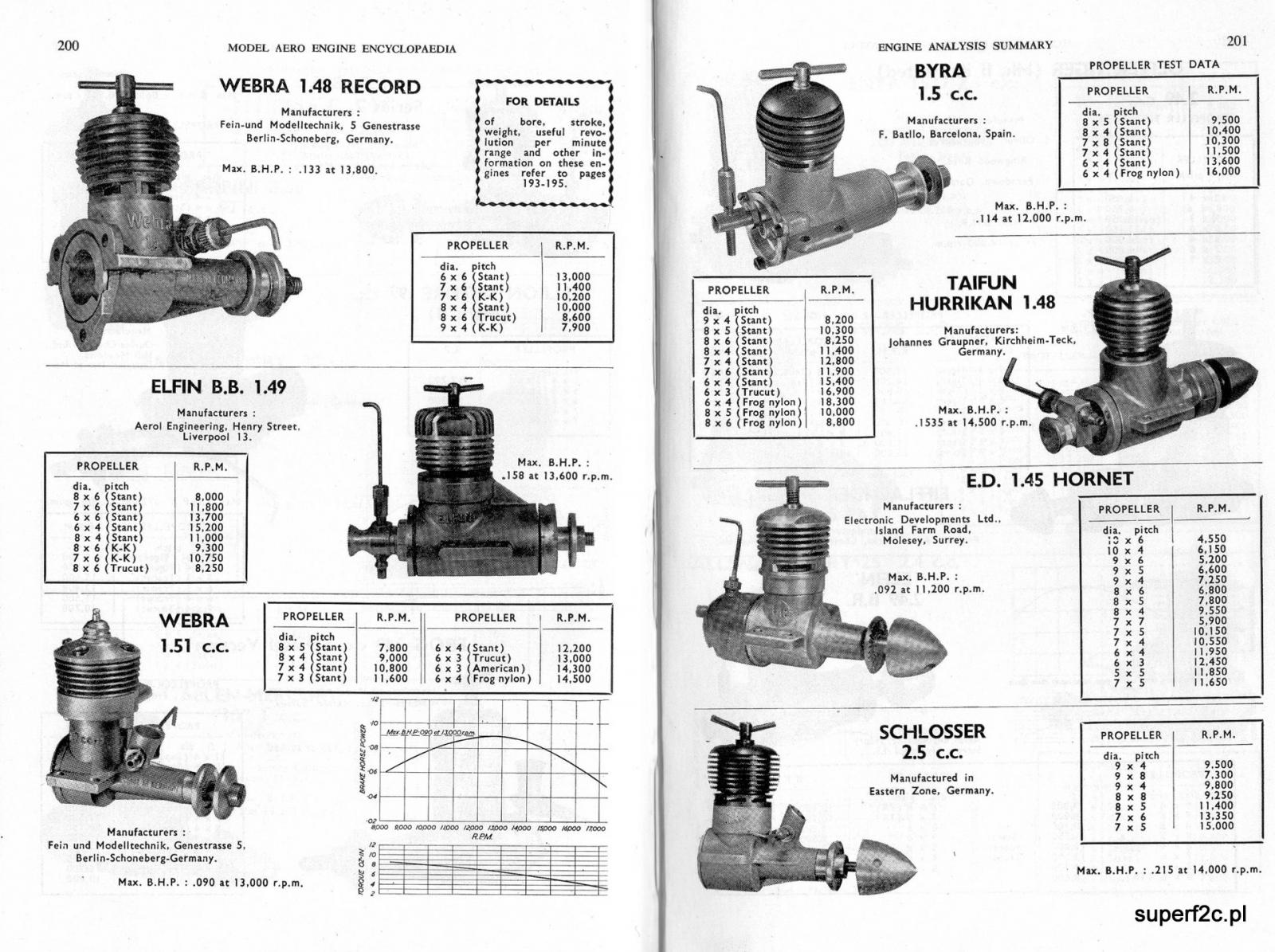
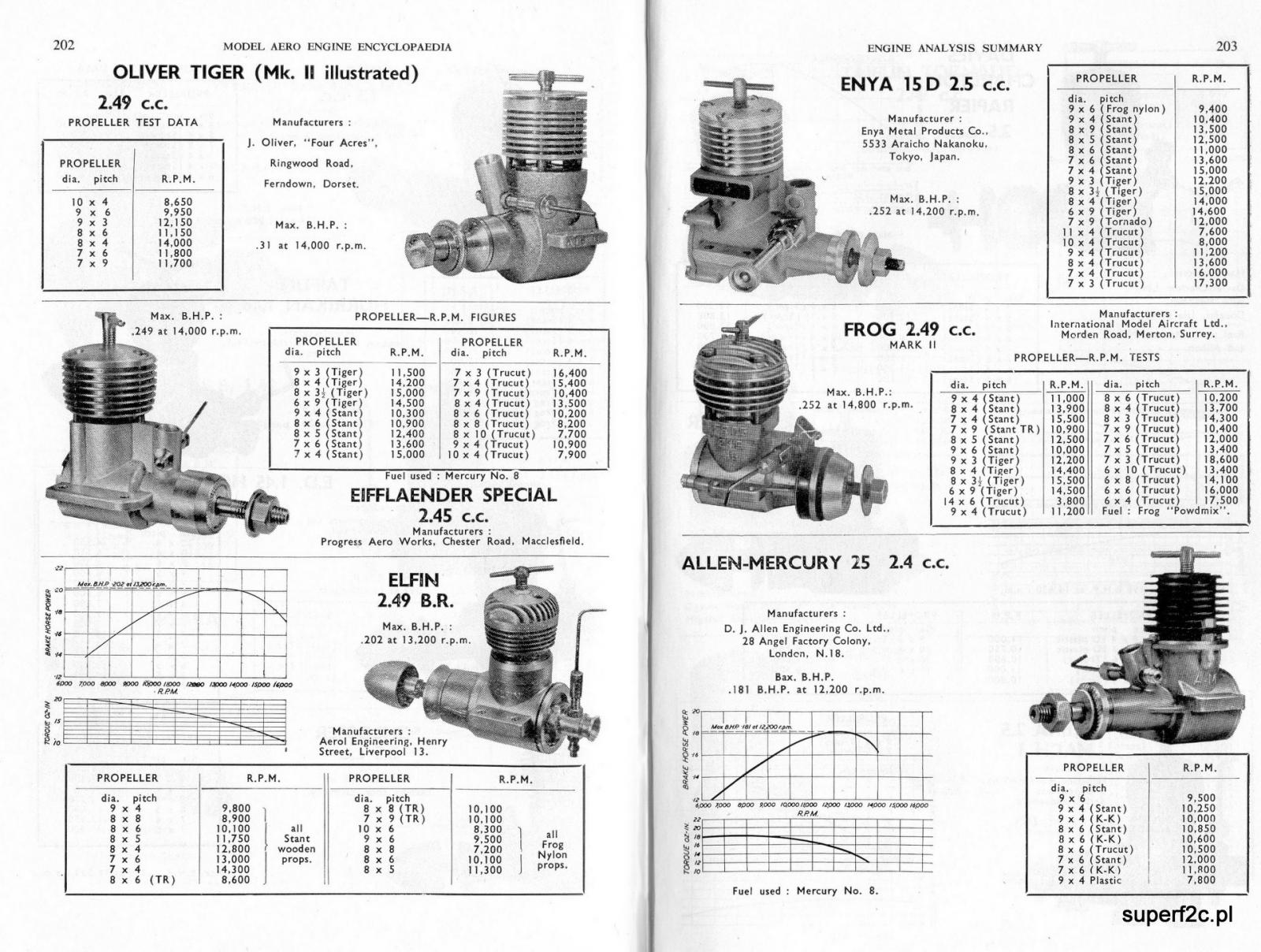
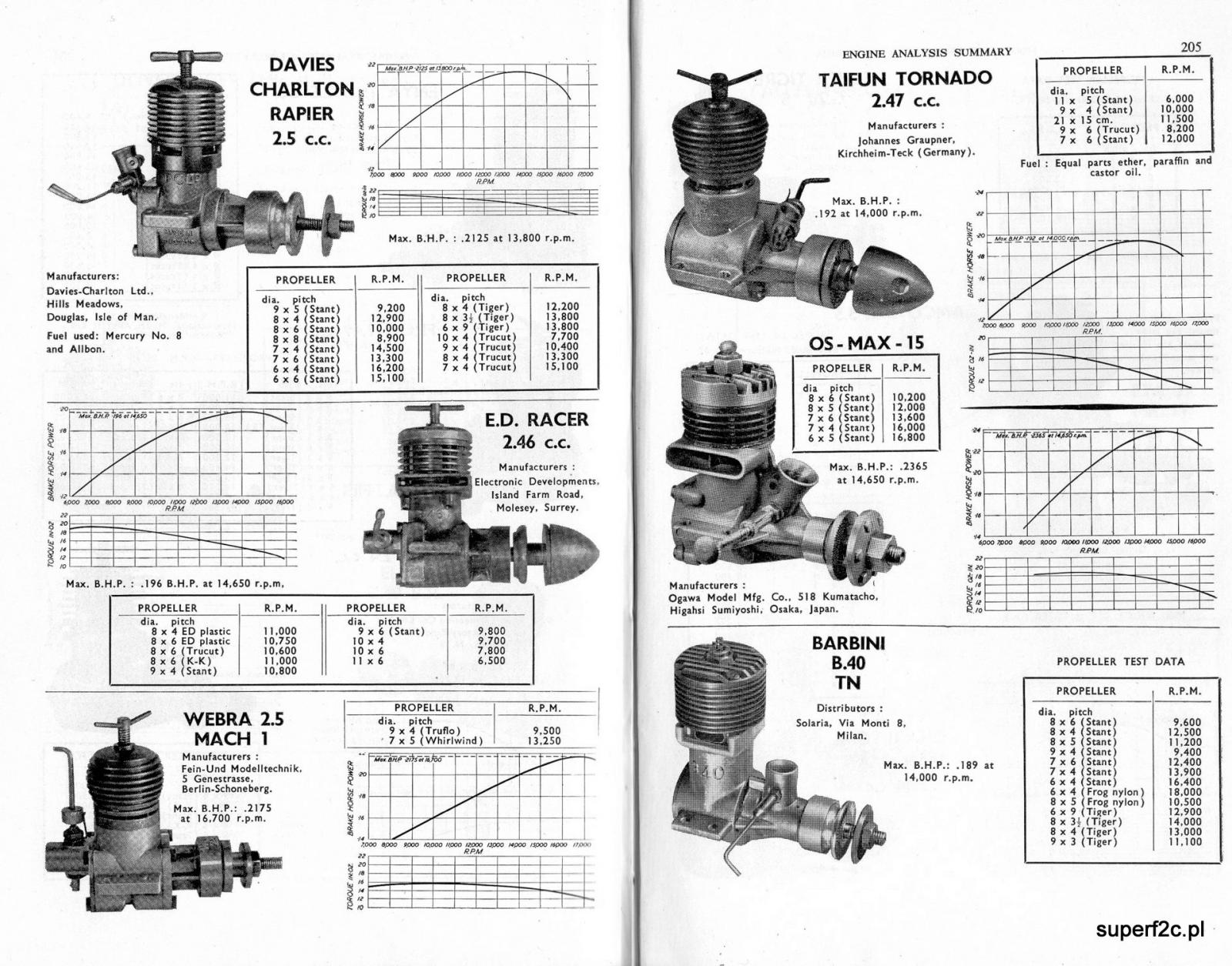
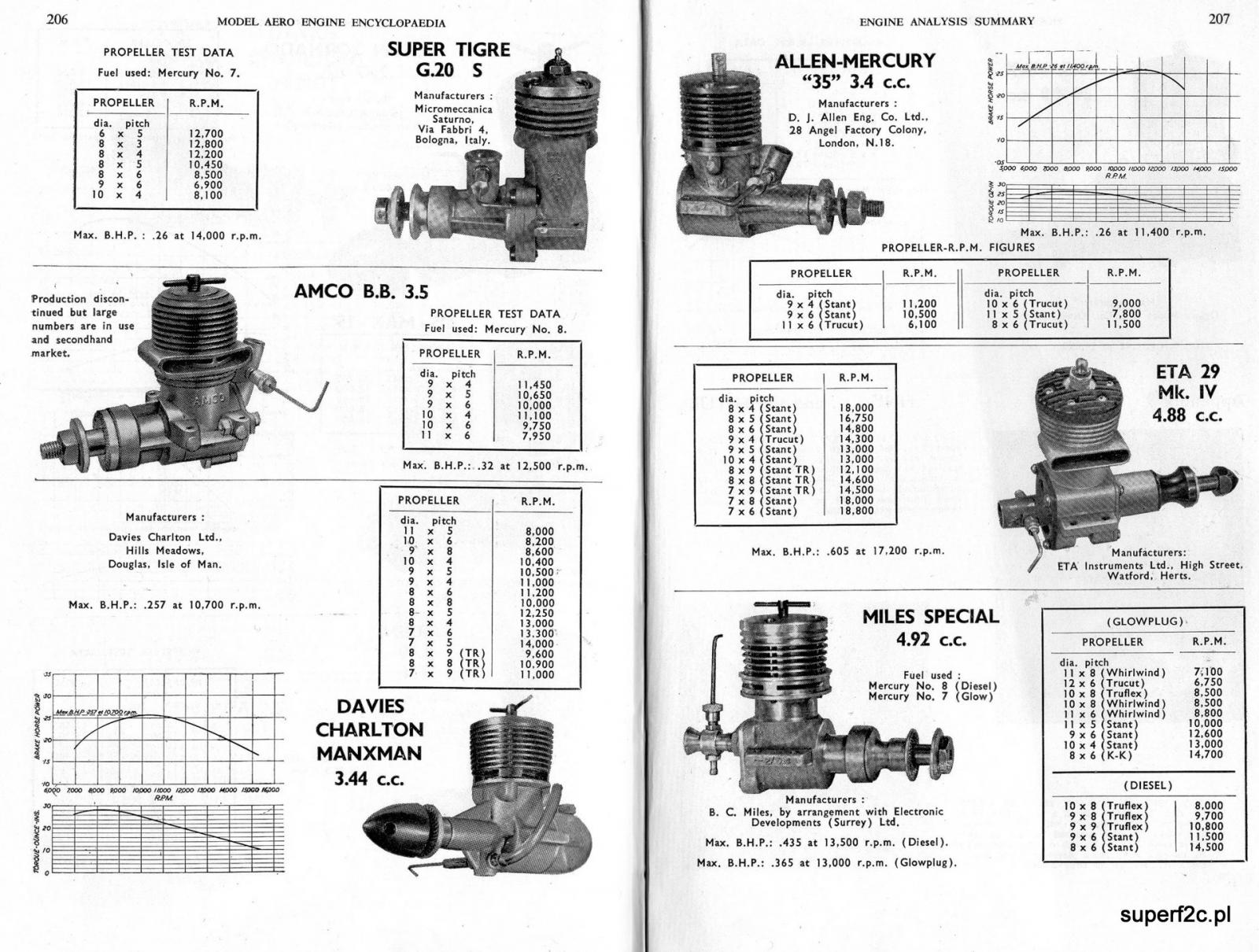
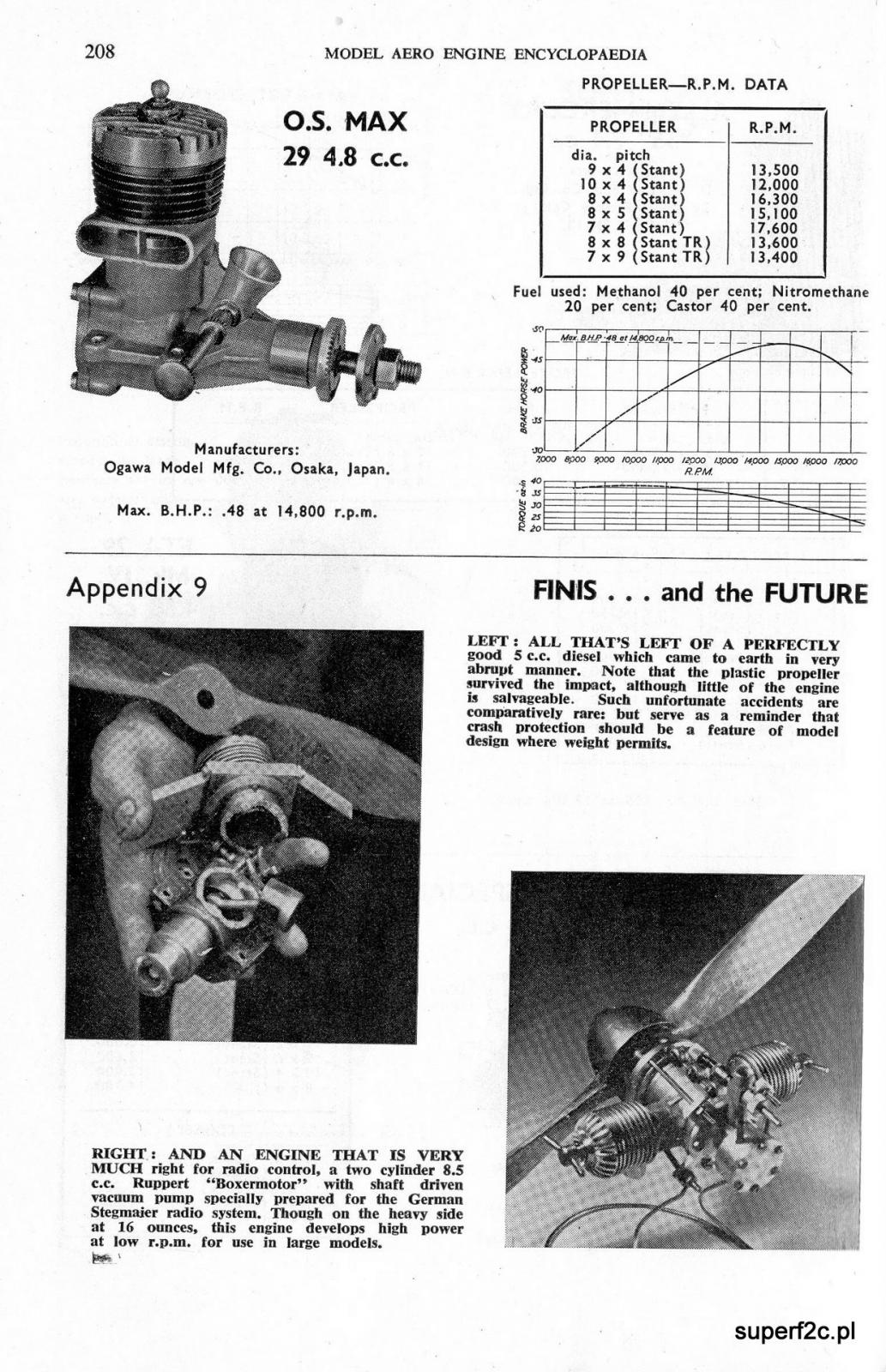
dokładnie i jeśli jest ~ 500 silników to oznacza że żeby powstał katalog w formie na przykład strony internetowej to trzeba co roku płacić około 123 zł plus po godzinie na opracowanie pobieżnej dokumentacji fotograficznej plus 40 godzin na opracowanie pełnej dokumentacji 3D plus kolejne 40 godzin na opracowanie pełnej dokumentacji 2D ( Tu mam na myśli poprawne rzetelne wymiarowanie z tolerancjami). 100 godzin na jeden silnik. Silników tej kolekcji jest około 500 i dlatego nie ma jeszcze pełnej skatalogowanej dokumentacji... (dane szacunkowe bardzo pobieżne ale chyba oddające skalę do wykonania pracy). Śmiem twierdzić że nawet pobieżnej nie ma. ja dzięki wizytom w miejscowości Duchnów k/Wiązowny k/Warszawy mogę pokazać: tak jak wcześniej napisałem. Dzięki takim publikacjom jak "MODEL AERO ENGINE ENCYCLOPEDIA" R.G.MOULTON- a jest wiedza co do skali produkcji w tamtych latach ( 1959 ). I na pewno nie jest to wszystko.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
temat rzeka: Metrologia czyli nauka dotycząca sposobów dokonywania pomiarów oraz zasad interpretacji uzyskanych wyników. Domagającego się nowego wątku. Choćby z racji że kawał czasu spędziłem na uczelni gdzie teoria zagłuszała normalne podejście do zmierzenia konkretnego wymiaru. A zamienność całkowita czy częściowa, układy pasowań, niepewność pomiaru czy budżet niepewności określenia nad którymi na ćwiczeniach czy później po ćwiczeniach godzinami pracowałem. Wiele by jeszcze można napisać. Jedyne co stosuje tworząc rysunek techniczny 2D to łańcuchy wymiarowe i przejrzystość samego rysunku. Warto pamiętać że wszelkie pomiary powinny odbywać się gdy temperatura w pomieszczeniu oraz obrabianego detalu ma 20 stopni Celsjusza. Moje fotografie kolekcji silniczków:
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
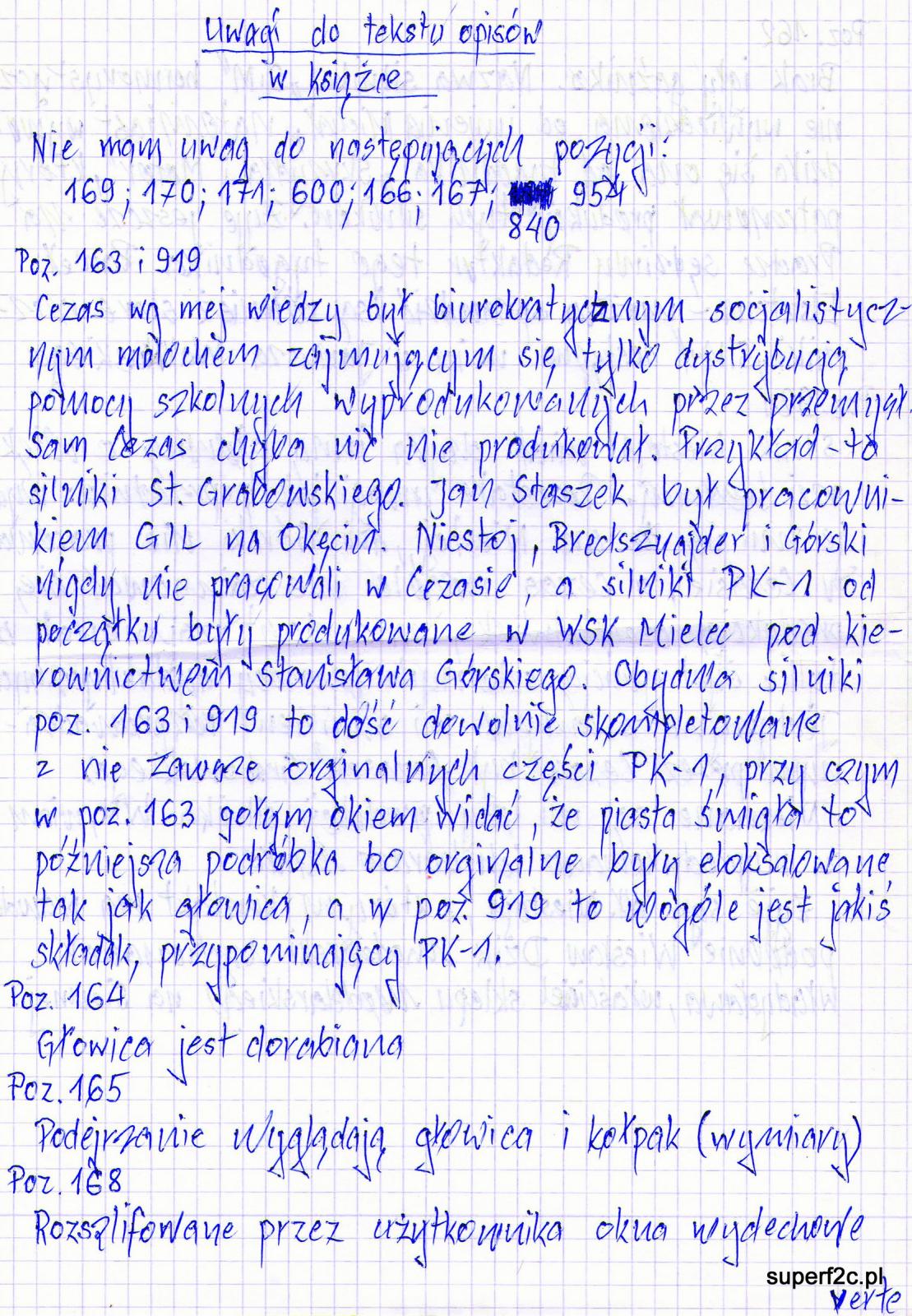
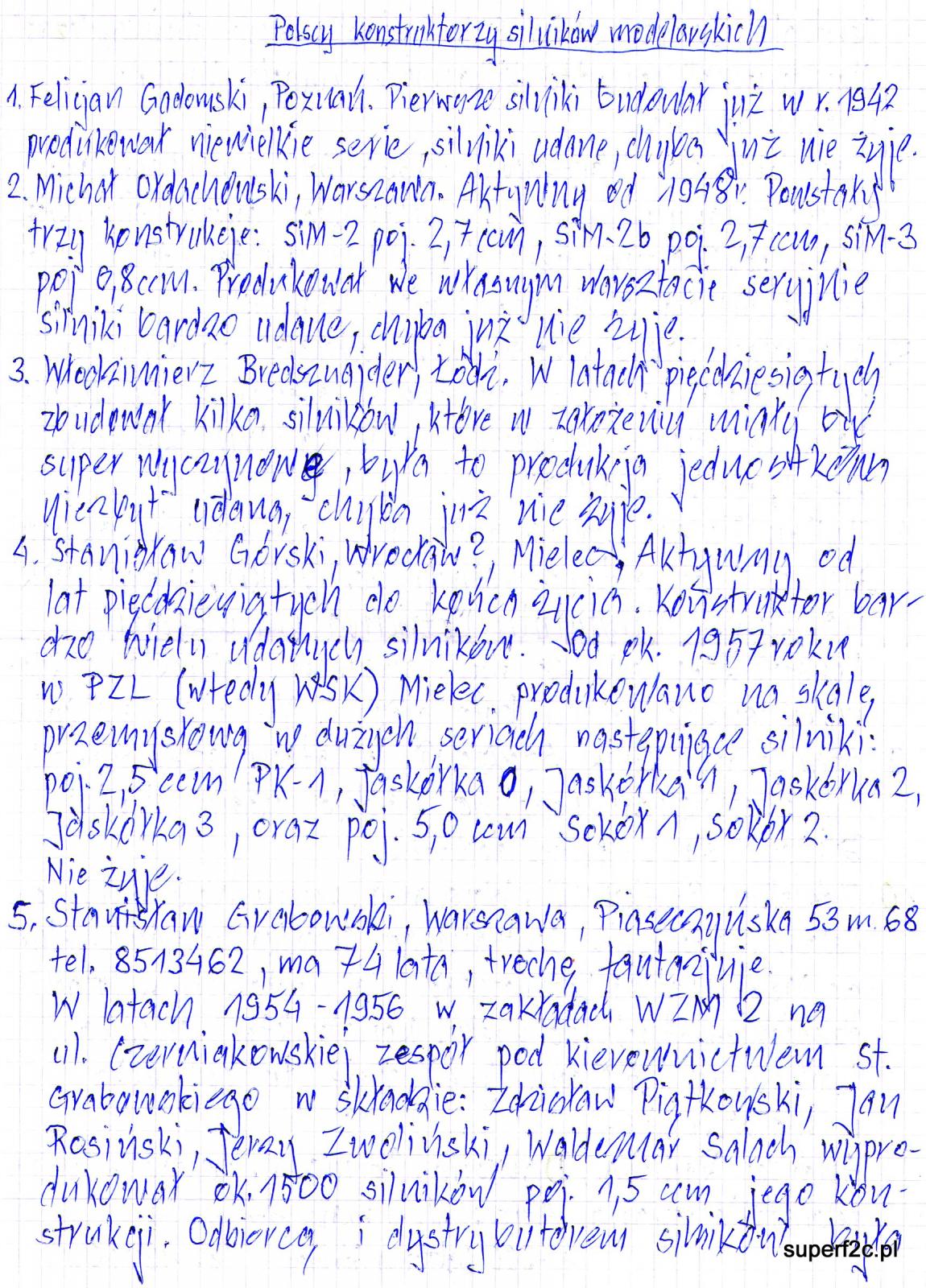
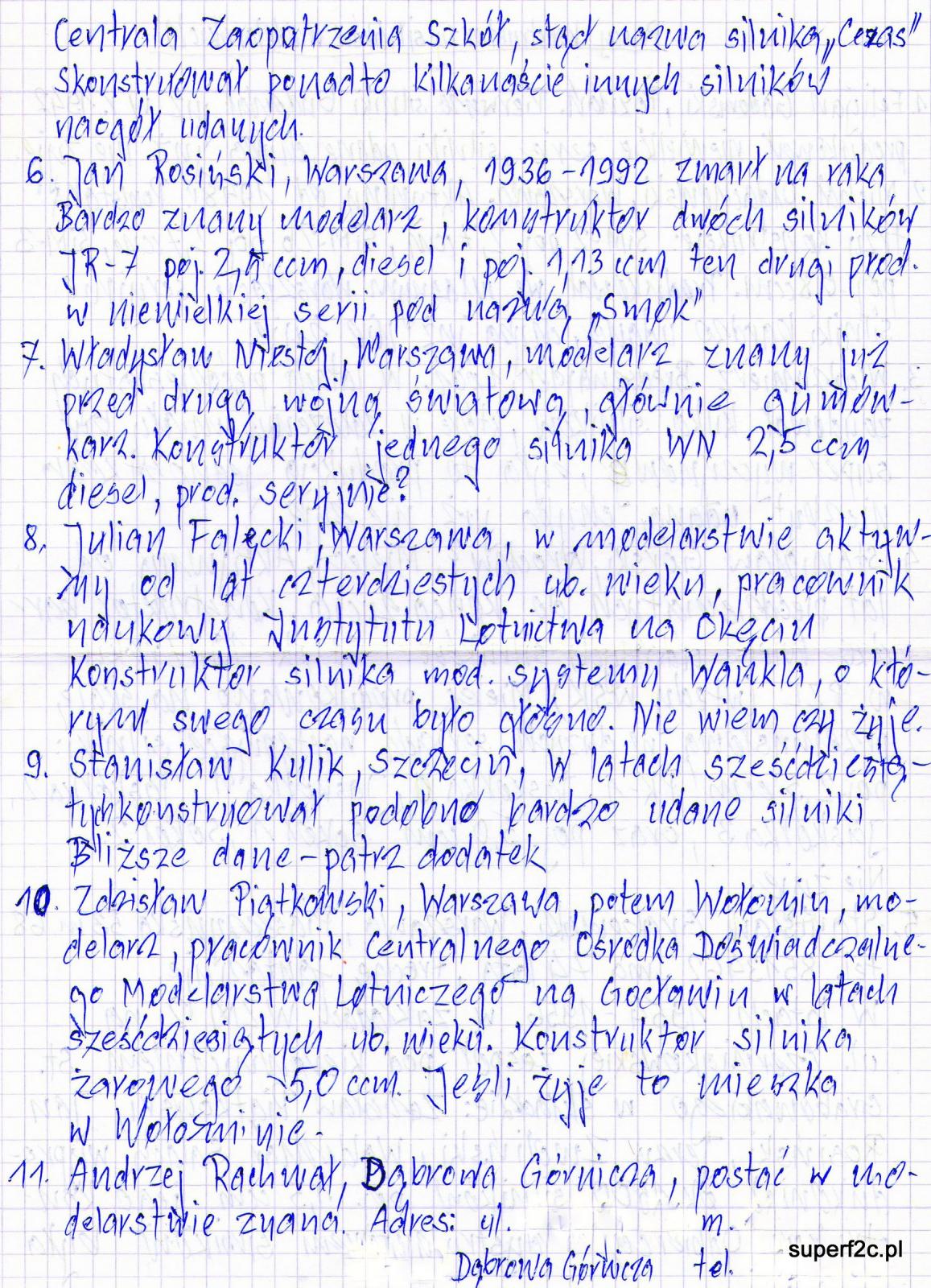
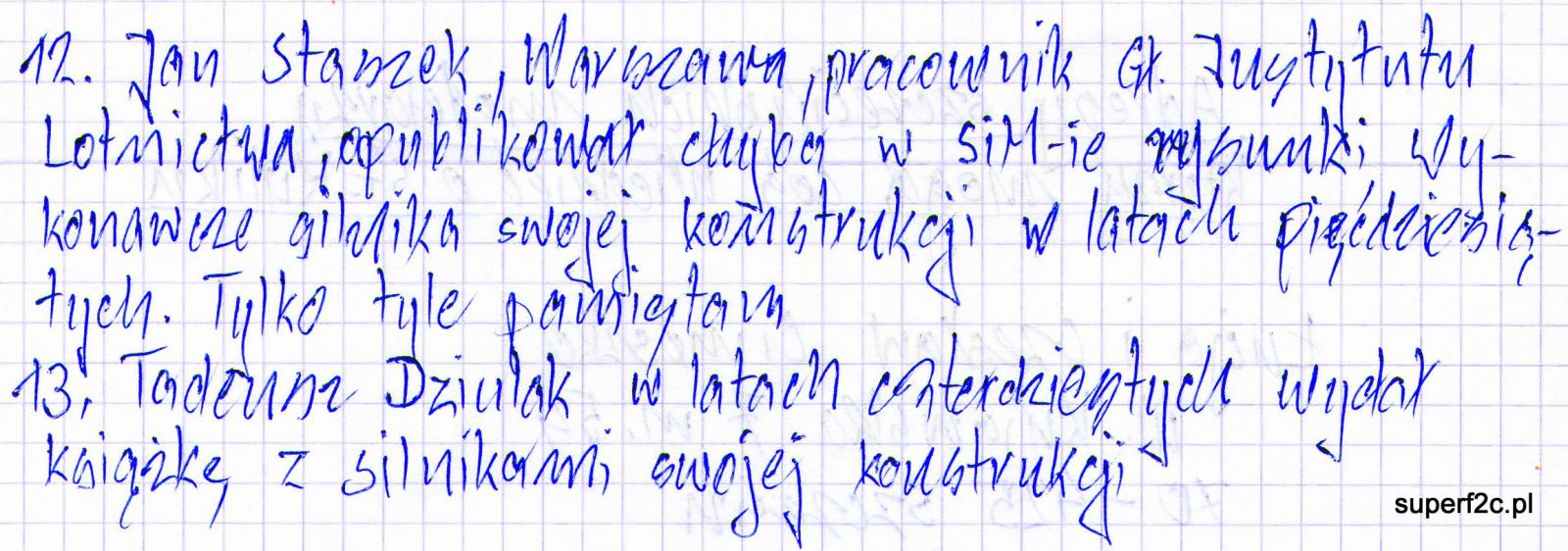
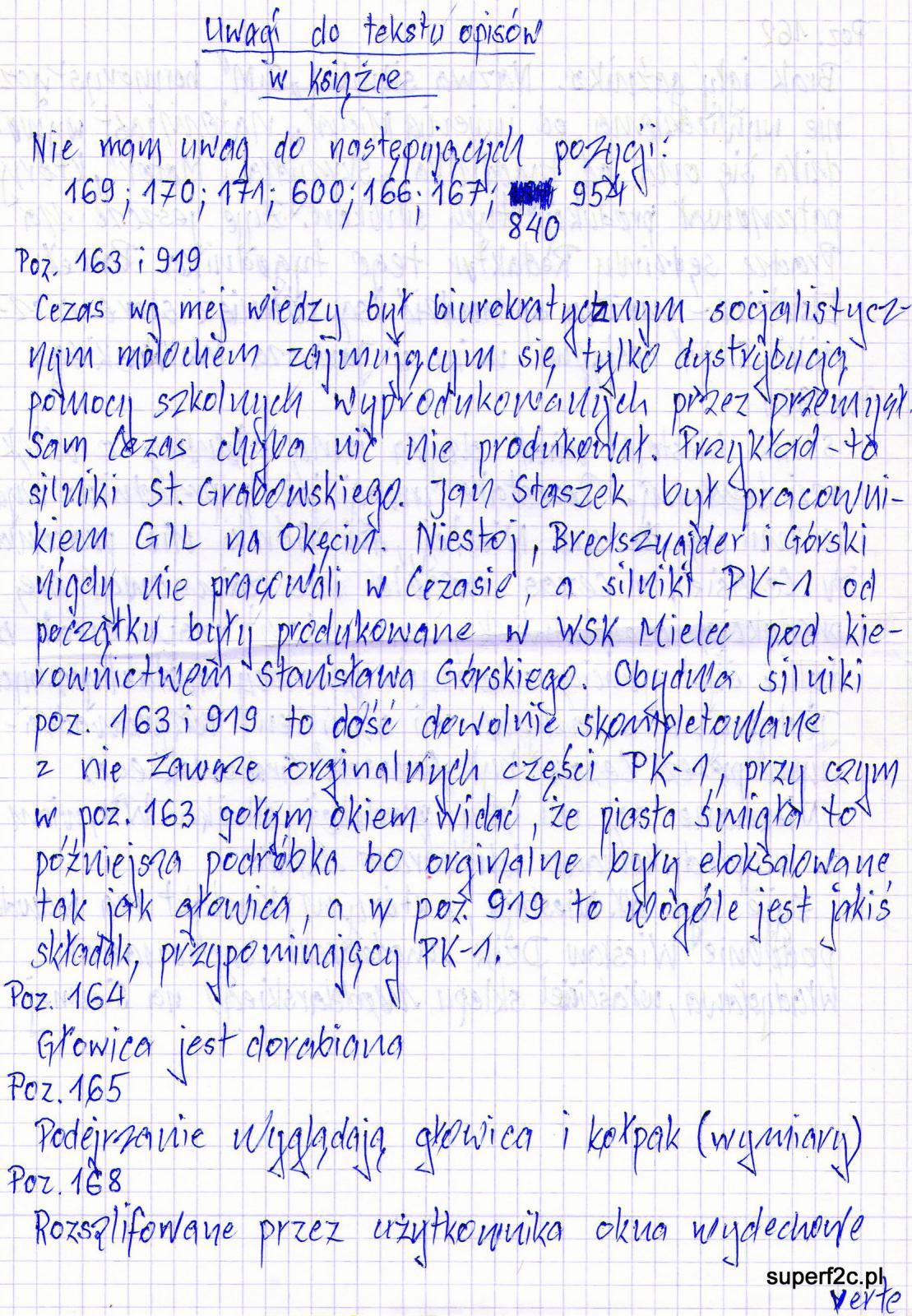
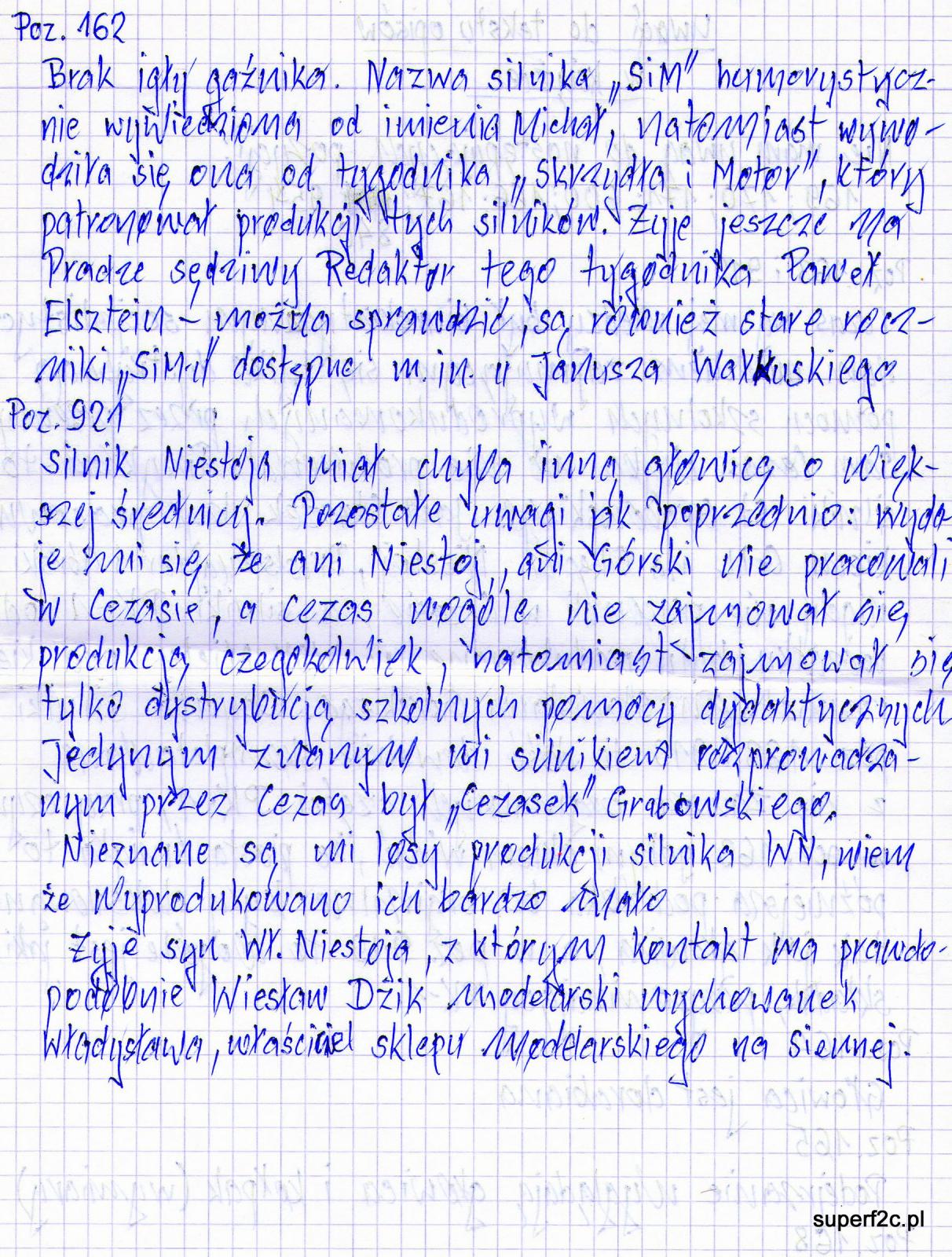
ze starymi silnikami spotkałem się do kupienia na ebay.com, ebay.de, ebay.co.uk oraz allegro.pl, olx.pl, olx.ua. Na tego typu portalach bywam i obserwuję czasami pojawiające się egzemplarze starych silników iskrowych czy samozapłonów. O literaturze nie wspomnę bo jest szereg katalogów. Chyba nawzajem uzupełniających się i tak jak rękopis Waldemara Salacha zamieszczony wczoraj pokazuje nieścisłości w danej publikacji.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
już zaczynałem się martwić że temat POLSKICH KONSTRUKTORÓW I WYKONAWCÓW SILNIKÓW MODELARSKICH przejdzie bez echa. Stefan Gajecki to raczej duże silniki. Ale mam tą książkę i cieszy mnie zawarta tam treść. -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
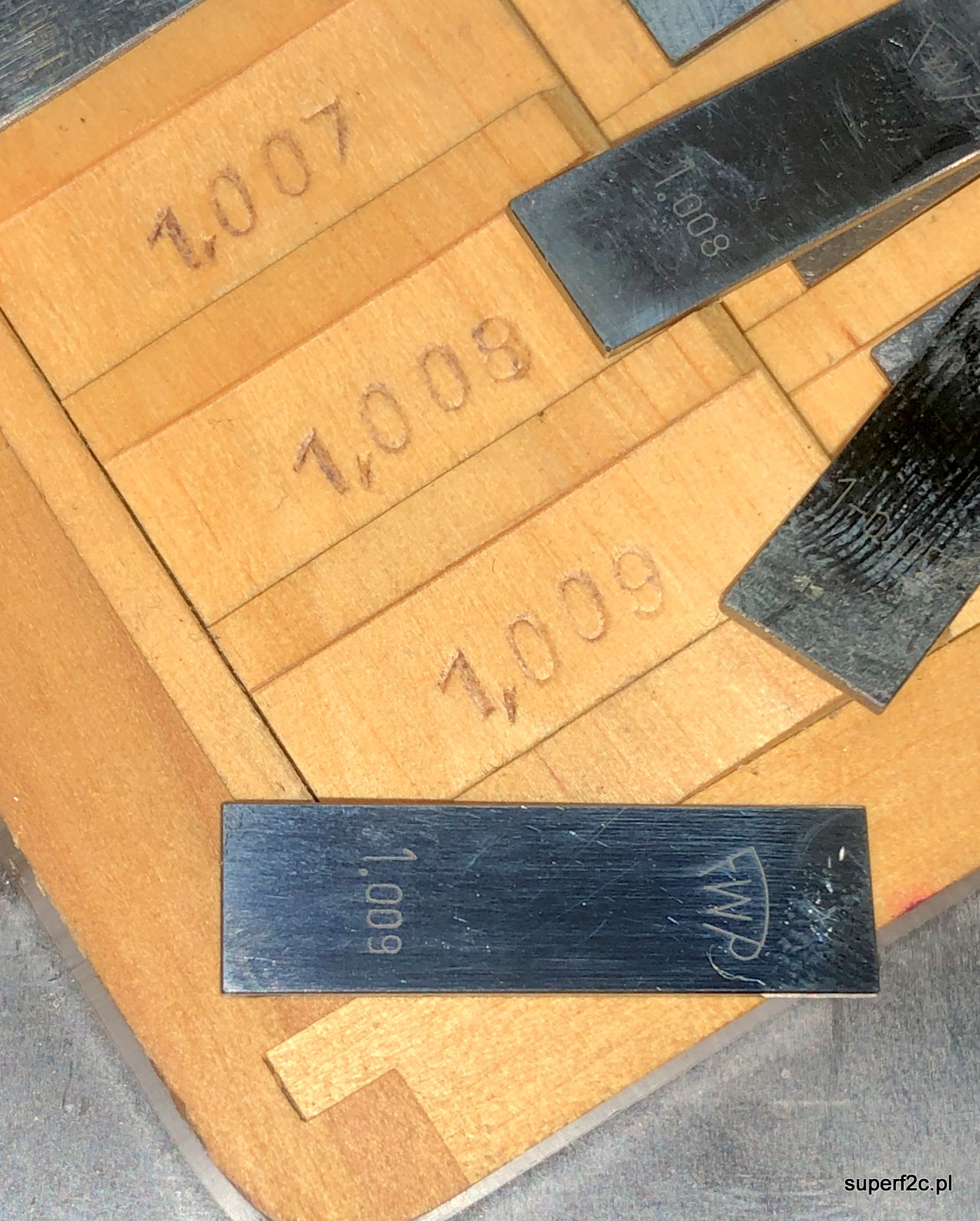
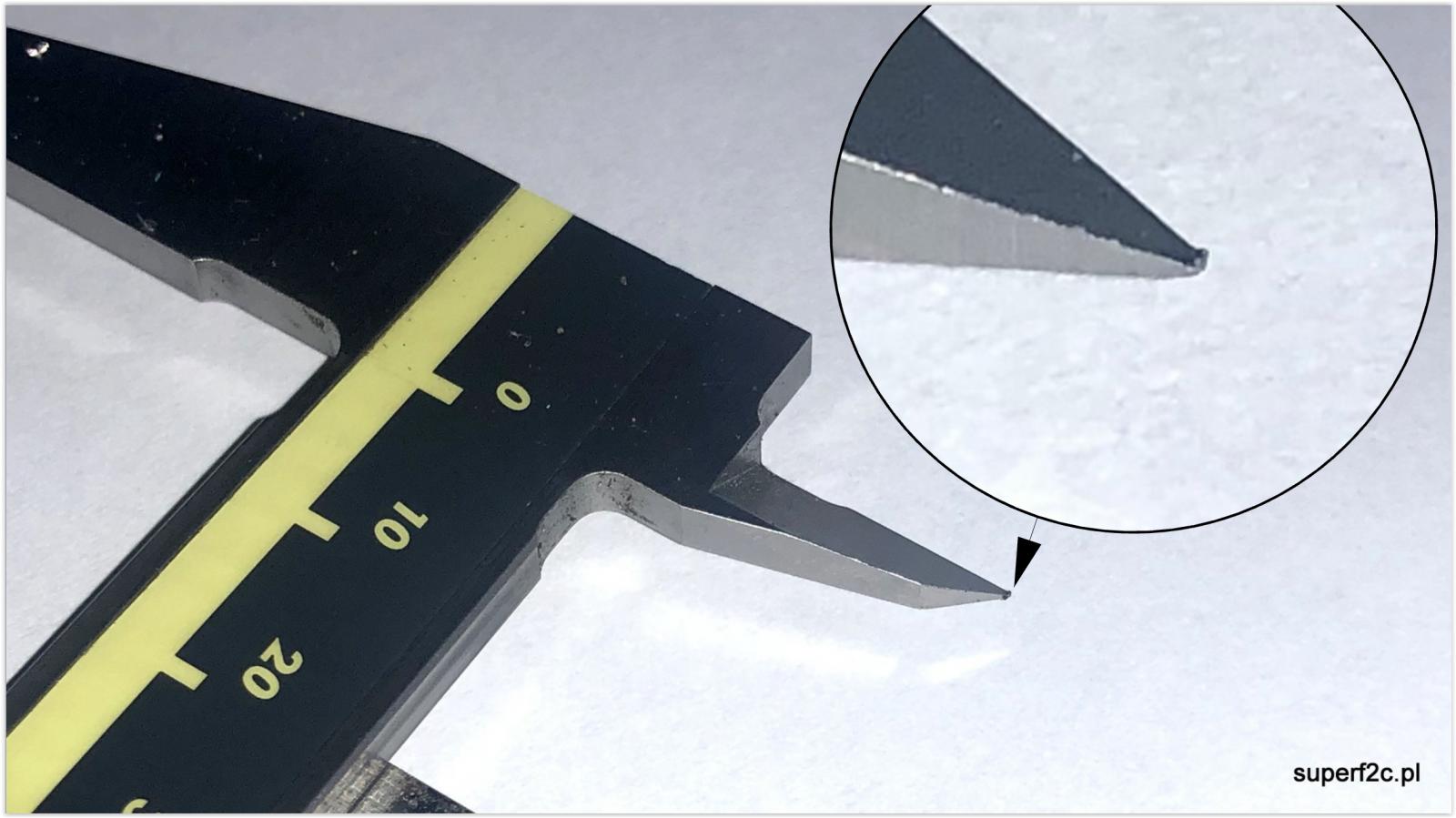
cała dyskusja tylko z powodu że miałem w ręku kupiony wcześniej przez kolegę. Pozytywnie oceniłem a gdy dowiedziałem się o cenie kliknąłem kup teraz. Od Kolegi Andrzeja z Wrocławia chciałbym poza inwektywami dowiedzieć się w jaki sposób mam zweryfikować zakupiony mikrometr? Bo że nic nie warty to już po raz kolejny dowiedziałem się. I nie da się nowego przyrządu pomiarowego o rozdzielczości 0,001 mm i dokładności 0,002 mm kupić za 130 zł. posiadanym passametrem mierzyłem płytkę wzorcową 1,009 mm.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
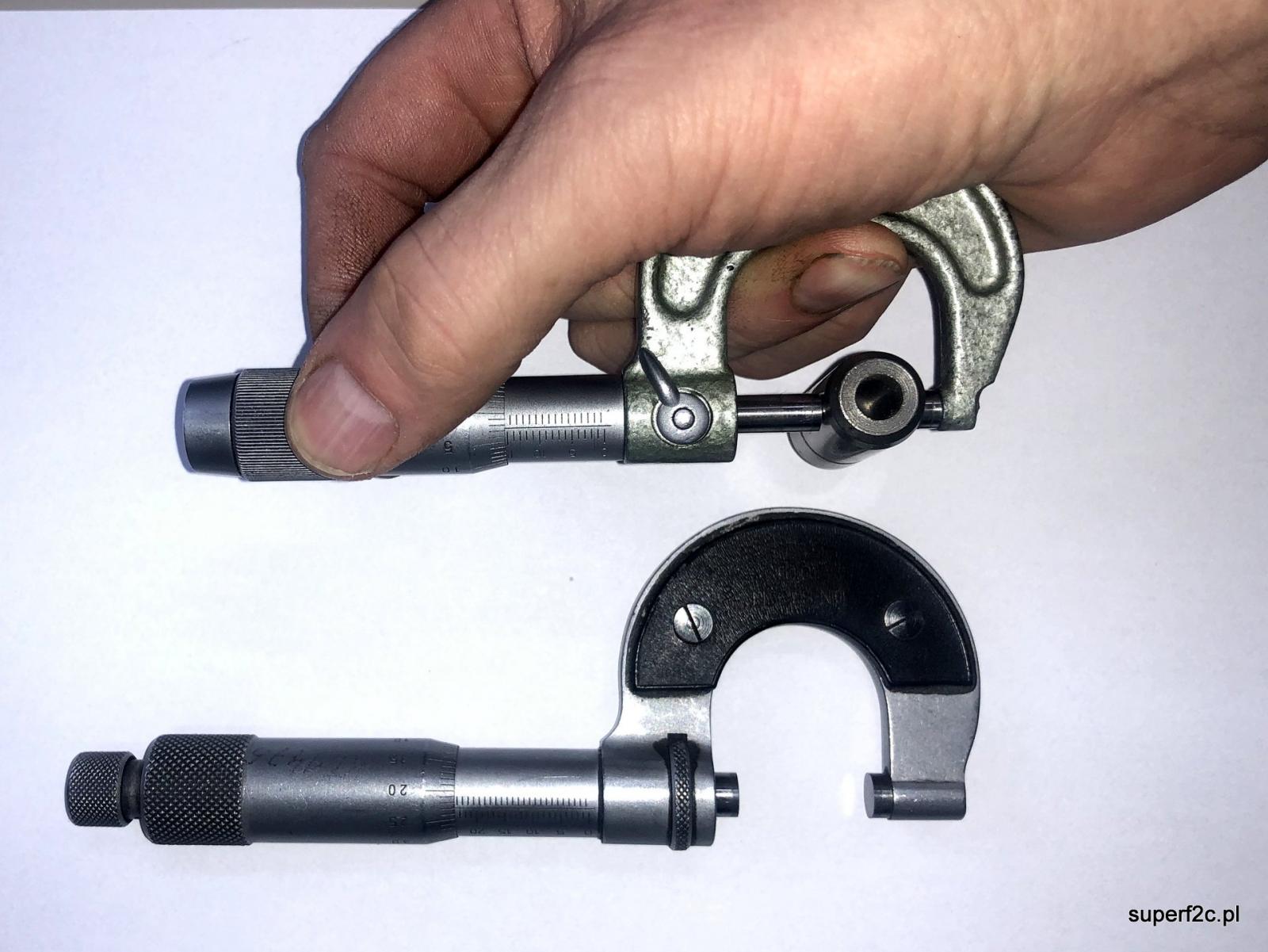
nie jestem kozak tylko ze względu że na co dzień nie posługuję się mikrometrem to muszę wykonywać pomocniczy pomiar suwmiarką co by być pewnym jaki jest konkretny wymiar i ile mam przybrać. Konkretny wymiar to 14,77 albo 14,27. Kiedyś gdy stałem przy frezarce wiele godzin cały czas się posługując mikrometrem noniuszowym zewnętrznym 0-25 mm nie miałem takiego problemu jak starsi moi koledzy co ciągle podczas pomiaru "podpierali" się suwmiarką. Czasy jak widać się zmieniają i sam muszę się wspomagać suwmiarką i dalej kozaczyć nie mam zamiaru bo w każdym mikrometrze noniuszowym gdzie pełen obrót to 0,5 mm jest ten sam problem jak od czasu do czasu używamy to narzędzie. Korzystałem kiedyś mikrometr z dużym bębnem gdzie było 100 działek co 0,01 mm i tam ten problem po prostu nie istnieje. Dalej nie wiem czy proponowany przeze mnie sposób sprawdzenia zakupionego "gównolita wraz z bateryjką woreczkiem i opakowaniem" jest poprawny? No i jaki wymiar płytki wzorcowej użyłem do sprawdzenia?
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
ja po prostu za każdym pomiarem pobieram suwmiarkę czy mikrometr z pudełka i tam je odkładam. I dotyczy to narzędzi pomiarowych drogich jak i tych kupionych w Lidlu za 39.99 zł za sztukę. z tym że zanim kupiłem otworzyłem pudełko i zobaczyłem co to jest warte. Spodobało mi się i ładnych parę lat już używam. Każdą rzecz przed zakupem oglądam i mam cichą nadzieję że dostanę mikrometr zamówiony na Ebay.de taki sam jaki parę dni temu oglądałem" "nie klekotało i nie miało luzu". A jak będzie na prawdę poinformuję. Jedną z przyczyn zakupu cyfrowego mikrometru jest to że nigdy nie wiem czy mam na mikrometrze wymiar na przykład 14,26 czy 14,76 Pomagam sobie suwmiarką. A to czas zajmuje. Na dzień dzisiejszy nie ruszając się z miejsca poprawność przyrządu pomiarowego weryfikuję w ten sposób jak na fotografii. Jaką wyjąłem płytkę i z zestawu? Zero oczywiście jest co potwierdzę wieczorną fotografią plus fotka samej płytki. Jutro pewnie przyjdzie materiał na cylindry aluminiowe plus materiał na korbowody 7075 T6.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
widzę małe niezrozumienie tematu. Ale to jak widać nie pierwsze nasze drobne nieporozumienie. Będąc przez długi okres studentem na MEiL-u nabyłem praktyczną wiedzę z metrologii warsztatowej w zakresie fundamentalnym. I ją stosuję z powodzeniem do dziś. Każde narzędzie posiada swoje opakowanie i w nim jest przechowywane. Przynajmniej u mnie. Dzięki temu żywotność narzędzia zdecydowanie się wydłuża bo zapobiega się przypadkowym upadkom. Powtórzę: Kupuję między innymi dlatego że posiada solidne opakowanie gwarantujące że posłuży długo i jest wygodne w eksploatacji. To dla mnie ważne przyrząd pomiarowy gdyż musi być mobilny. I także powtórzę że sprawdzę po przez zwykłe porównanie jak to działa. Ale na pewno na izbę pomiarową nie będę jechał. I po raz trzeci powtórzę kliknąłem kup teraz tylko dlatego że ten sam egzemplarz kupiony miesiąc temu do kolegi miałem parę dni temu w ręku "nie klekotało i nie miało luzu" jedna wersja mobilna druga stacjonarna w pracy. Mam nadzieję że każdy domyśli się która to wersja stacjonarna a która mobilna Na razie replika silniczka SIM 2b idzie w swoim tempie czyli została zepchnięta na drugi plan bo mam inne ważne modelarskie projekty związane z nadchodzącym sezonem. F2C oraz F1C
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
Nie bardzo rozumiem po co chwalić się czymś co się od dwunastu lat nie używa bo klekocze i ma luzy. Sentyment? Bardzo ważna sprawa. Mam także duży sentyment do tradycji. Szeroko rozumianej. Przyjdzie na miejsce do mnie do pracy zamówiony przyrząd pomiarowy i go w grupie osób przetestujemy i sprawdzimy co jest wart. Nic nie przebije mojego ulubionego Vis-owskiego polskiego mikrometru gdzie pomiary można dokonywać jedną ręką bo jest w zasięgu sprzęgło cierne docisku tą drobną różnicę uświadomił mi Janek Rosiński w latach siedemdziesiątych. Ja kupuję to a nie inne urządzenie między innymi dlatego że ma solidne lekkie opakowanie wieloletniego użytku z miejscem na zapasowe baterie oraz z miejscem na konkretną płytkę wzorcową którą doinstaluję do zestawu. Po prostu nie wyobrażam sobie narzędzia bez opakowania. A wielokrotnie widziałem czy suwmiarkę czy mikrometr w skrzynce startowej luzem między innymi gratami. ledwo wyczuwalne zagniecenie rzutujące na poprawność odczytu wymiaru wewnętrznego. Ponowna wizyta w miejscowości Duchnów k/Wiązowny k/Warszawy zaowocowała następującym materiałem. Nie wiem czy nie powinno się założyć osobnego wątku: POLSCY KONSTRUKTORZY I WYKONAWCY SILNIKÓW MODELARSKICH Autorem tego rękopisu jest Waldemar Salach wieloletni instruktor w pracowni pokój 308 Modelarstwo Lotnicze w Pałacu Młodzieży w Warszawie
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
parę dni temu miałem w ręku podobne jak na zamieszczonych fotografiach urządzenie pomiarowe. Które niczym nie odbiegało podczas pomiaru od uznanych marek. Nabyłem na niemieckim ebay-u. I prosto Chin do 6 marca mam mieć u siebie. I wtedy dopiero opowiem co to jest warte za 130 złotych.