f2cmariusz
-
Postów
786 -
Rejestracja
-
Ostatnia wizyta
-
Wygrane w rankingu
50
Treść opublikowana przez f2cmariusz
-

Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
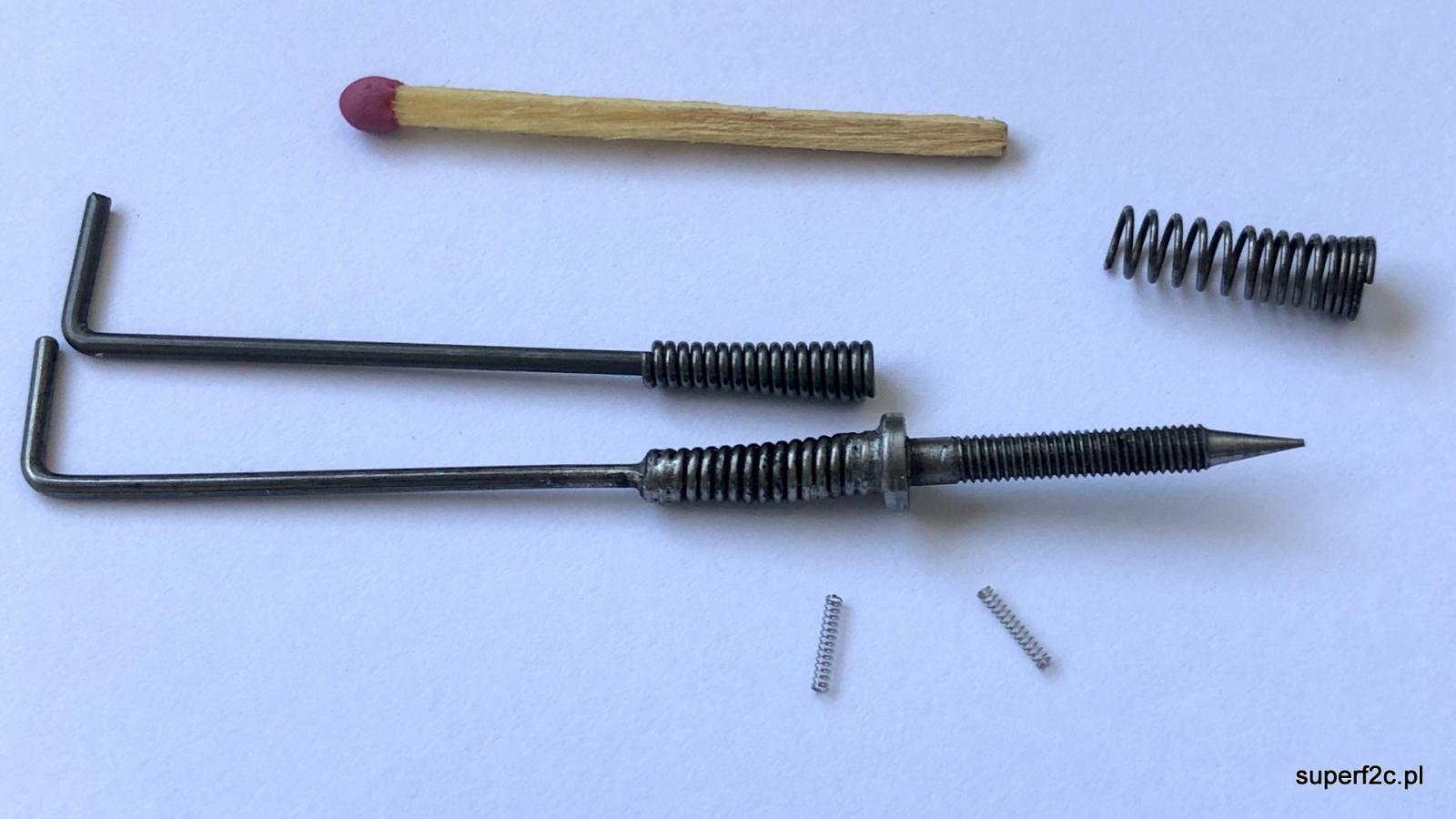
dziękuję za konkretne odpowiedzi. Pewnie skończy się jak w oryginale. Lutem miękkim o podwyższonej wytrzymałości zalutuję tą sprężynkę z obydwu stron. Palnik jak przez mgłę podobny w budowie tylko tyle że niebieską rączką przywiozłem z OHP w DDR. Co się z nim stało w modelarni nie mam pojęcia. Tak jak i kiedyś całą maszynę przywiozłem z ZSRR wytwarzającą wodór i tlen a mini palnik był także zakończony igłą. dzisiaj bez problemu do kupienia na Allegro.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
Trwałe połączenie sprężynki do obu elementów wymusi pewnie lutowanie twarde srebrem LS 45 zbudowane stanowisko na bazie cegieł szamotowych zakupionych na Allegro Ag2P; LM60; AG2P; LS45 w otulinie. pierwsze lutowanie blaszek 0,8 mm Ag2P stara płytka z głowicy przylutowana do trzonka LS45 w otulinie. wszystko aby trwale połączyć wymaga wysokiej temperatury przekraczającą temperaturę odpuszczania (500-540) drutu sprężynowego 50HS Dlatego muszę znaleźć lut o temperaturze topnienia i rozpływania się do 500 stopni Celsjusza. Jakieś podpowiedzi?
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
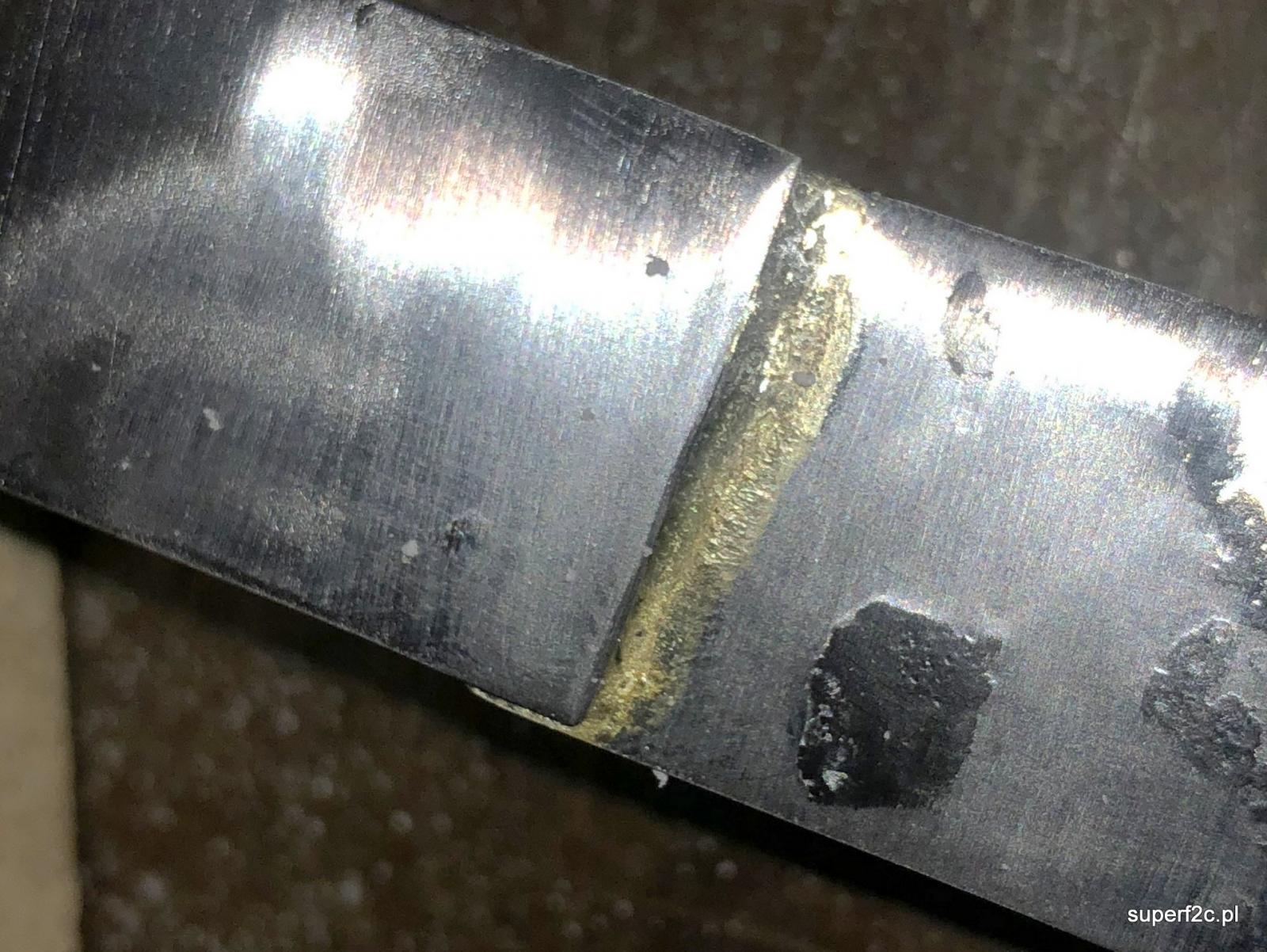
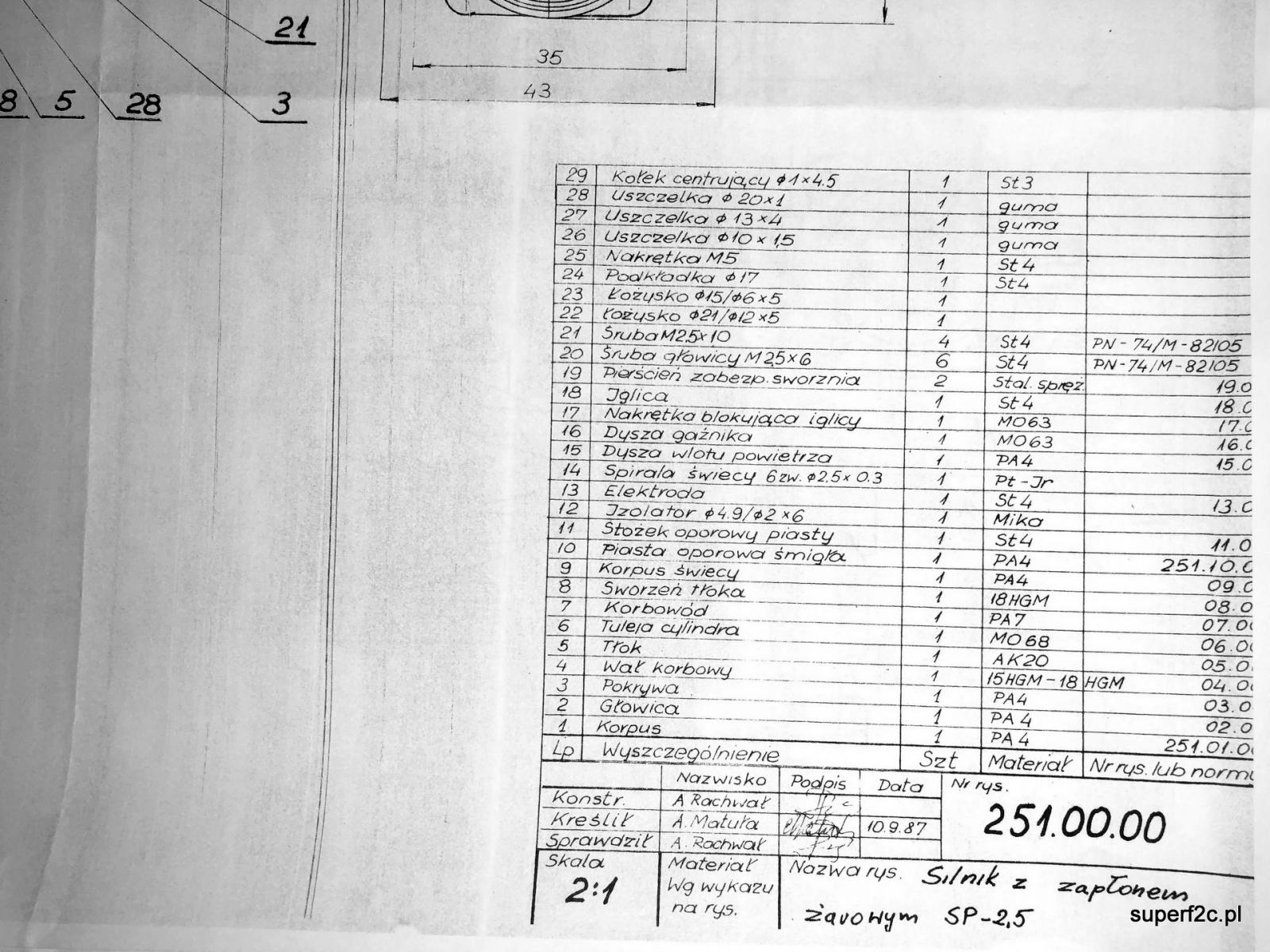
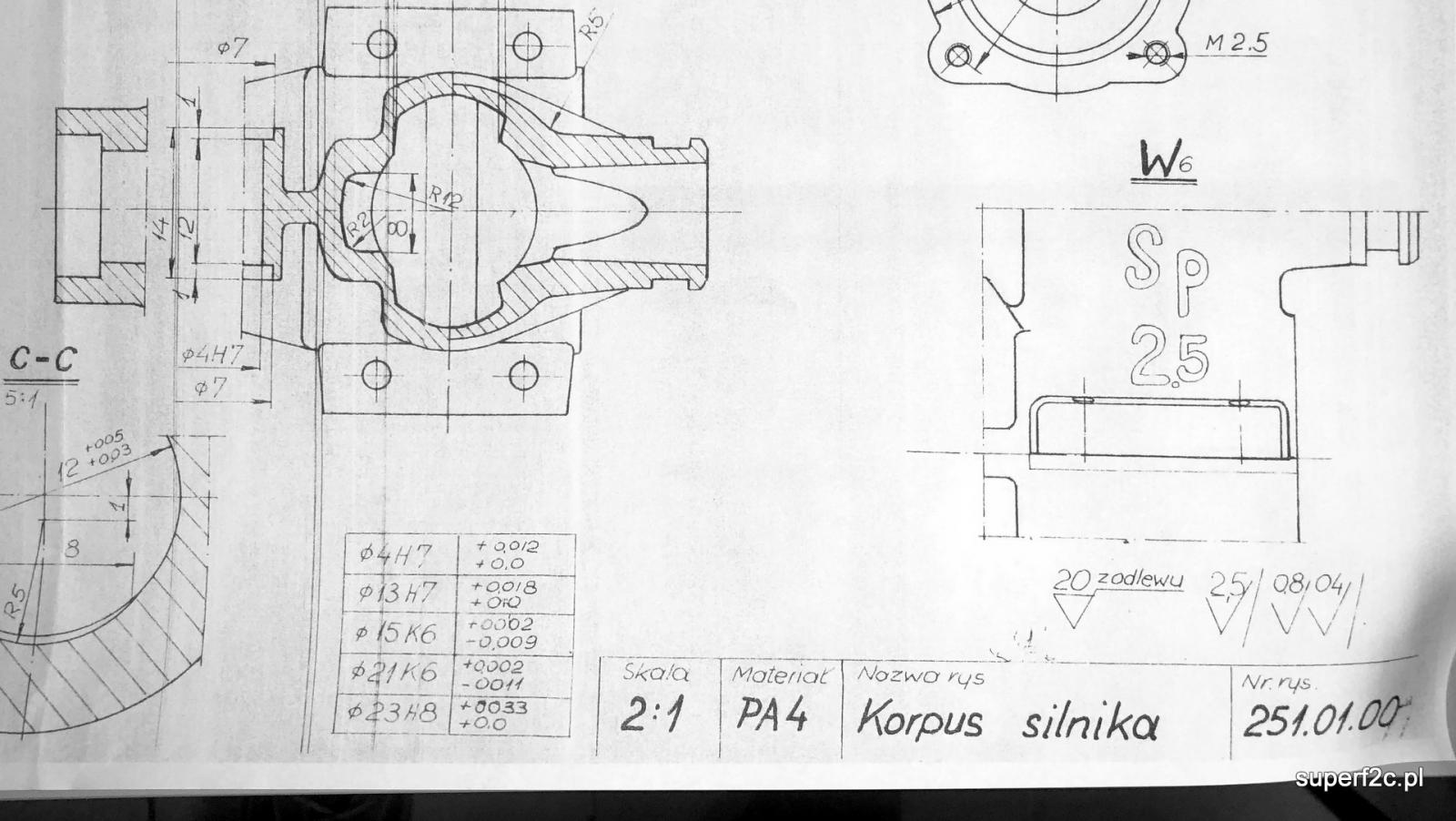
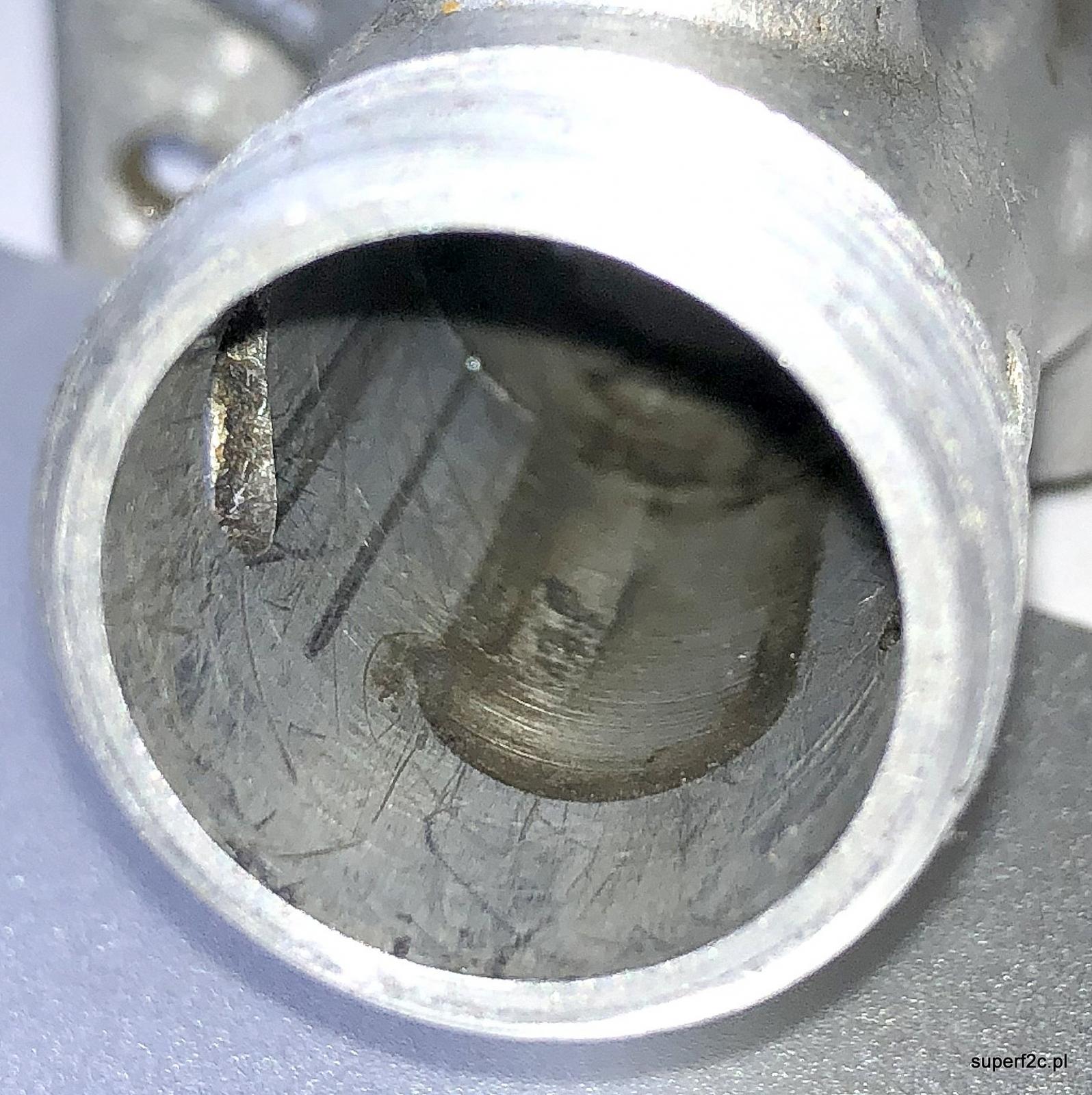
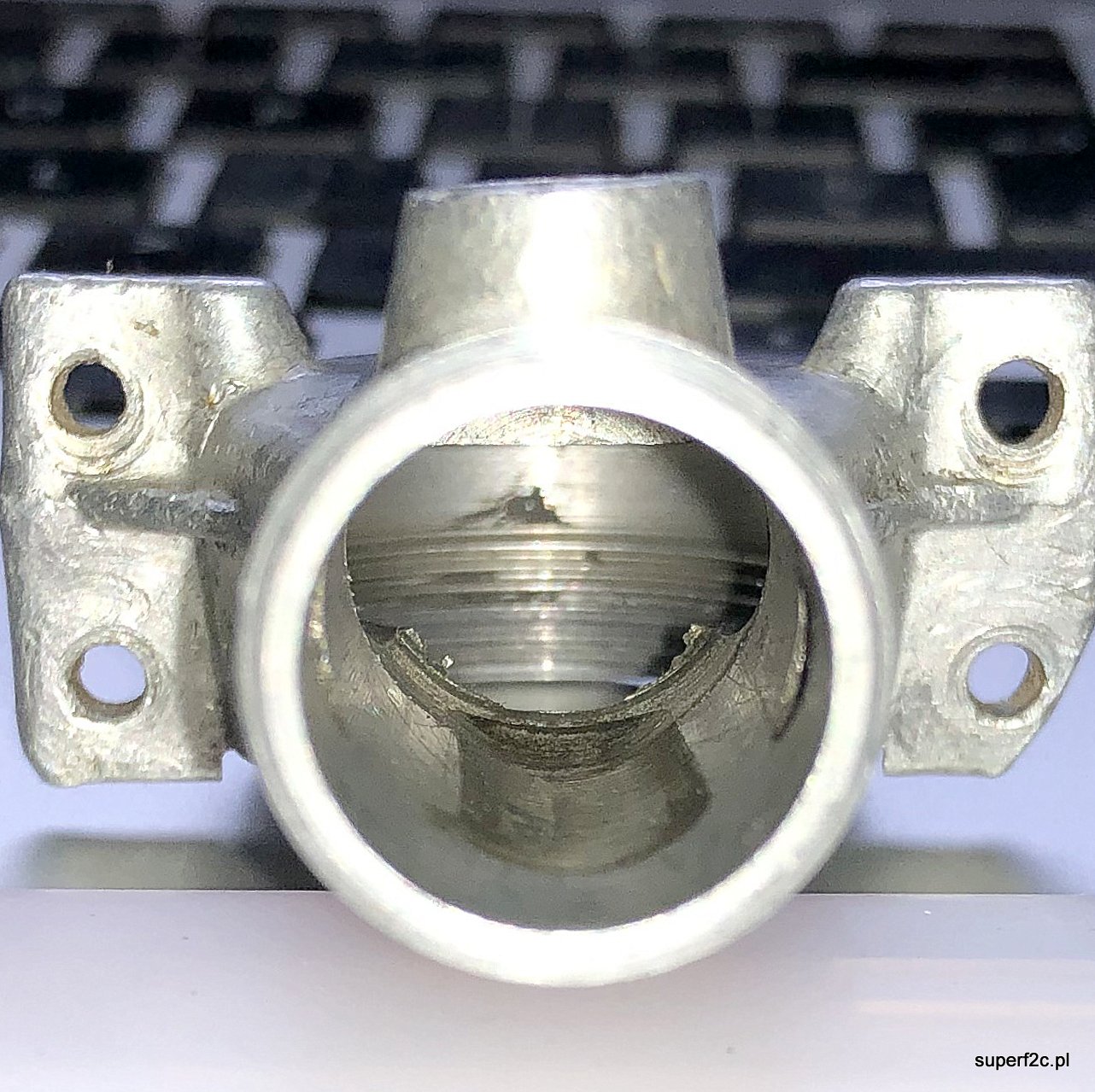
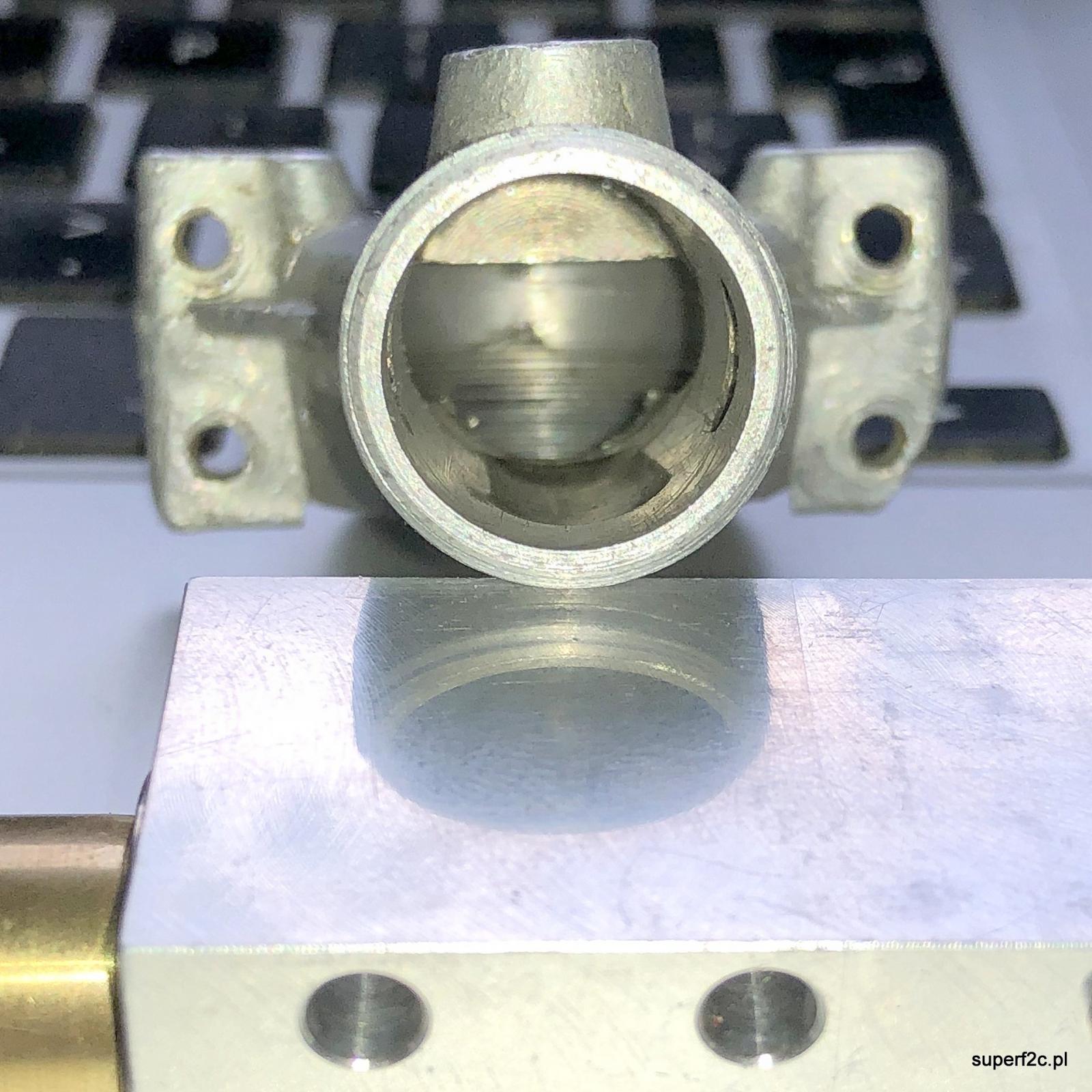
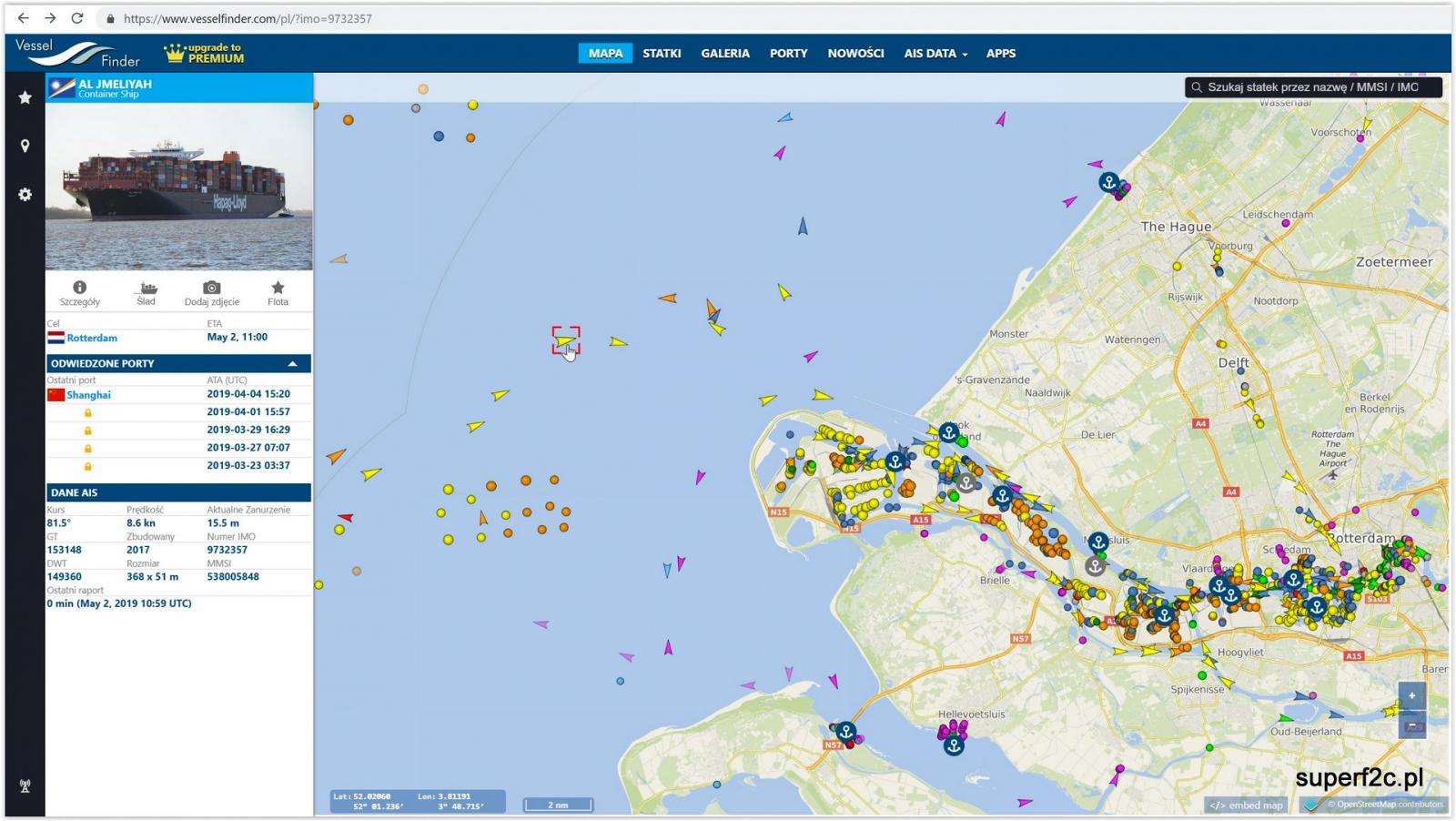
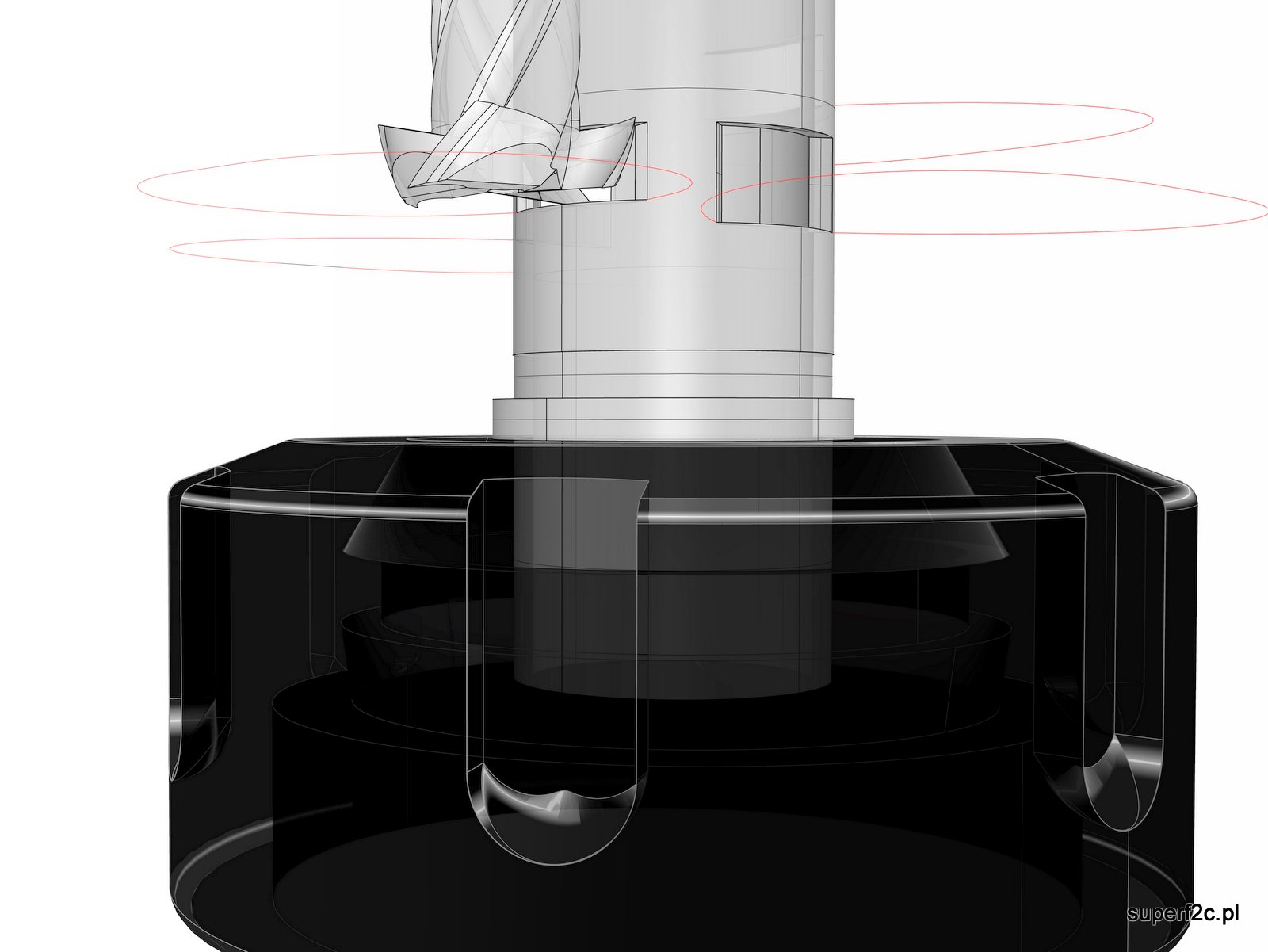
Wracamy do tematu głównego. Paweł dostarczył mi pełną dokumentację ostatniego silnika Andrzeja Rachwała i już wcześniej wiedziałem a teraz mam pewność że taka sama musi powstać kompletna co by wychwycić wszelakiego rodzaju błędy na poziomie tworzenia dokumentacji technicznej 3D oraz 2D (do publikacji). Kanał zasilający w odlewie jest w oryginale wykonany metodą skrawania podczas obróbki odlewu. W tych dwóch egzemplarzach muszę wykonać parę odlewów z żywicy co by poznać rzeczywistą geometrię obiegu mieszanki paliwowo-powietrznej. w głębi widać brak gradowania (w/g Wikipedii gratować) krawędzi utworzonych z dwóch powierzchni obrabianych mechanicznie... co do tokarki to zgodnie z planem kontenerowiec AL JMELIYAHDOBIJA dopływa do redy w Rotterdamie. I na parę dni stracę kontrolę gdzie jest moja tokarka CNC210 do momentu aż z komory celnej nie odezwą się w Warszawie na Matuszewskiej. Nie poleciałem do Charkowa bo to jedyne dni w których mogę nadgonić prace przy SiM 2b. I nadganiam...
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
w dniu dzisiejszym:
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
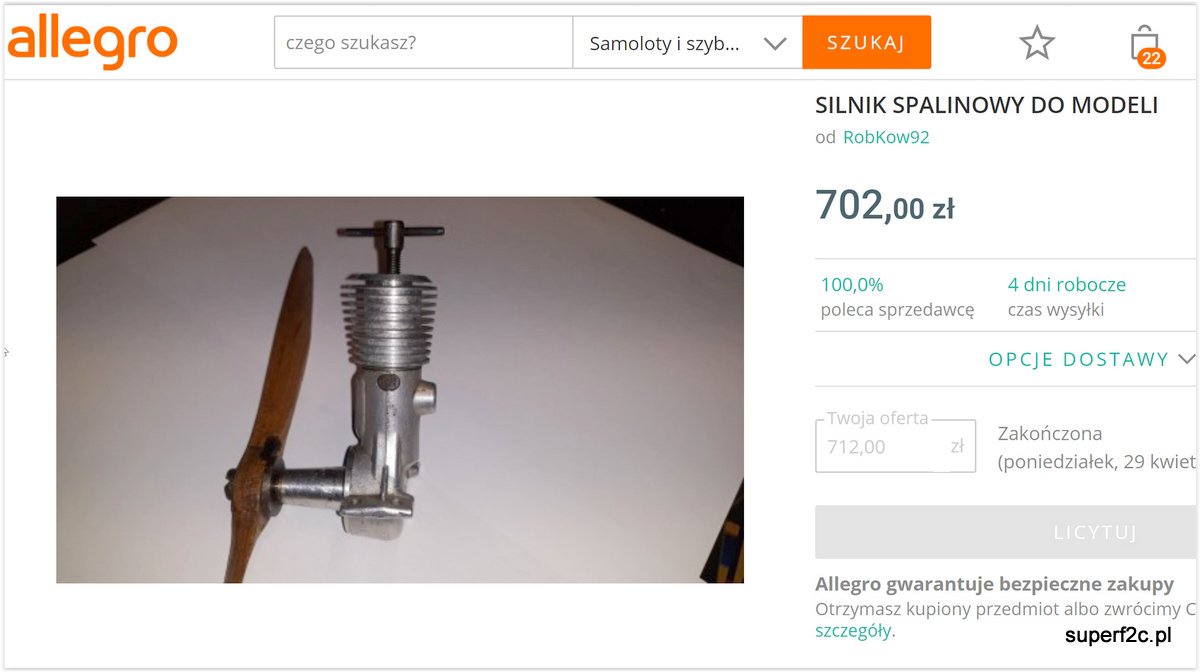
na zawodach we Francji w miejscowości Landres udało mi się sprzedać wszystko co miałem a 30 kwietnia kolejny wyjazd do Charkowa. Dwa puchary i piąte oraz ostatnie miejsce. Na zdjęciu zamieszczonym tutaj na pierwszym planie model F2C z nowym dodatkiem jakim jest coś co przypomina tłumik. Na drugim planie mechanik mojego zespołu Piotrek. Najważniejszy twórca sukcesów. Kolejna wizyta Pawła w Warszawie . Paweł ze swoim nowym nabytkiem. Prawie jak RYTM. Ale to prawie robi różnicę. Ledwie czytelna pieczęć na tekturowym pudełku oryginalnego opakowania. J. A. Oliver Tigre ... ta replika jest w pudełku. Sorry zapomniałem wykonać fotografie. co do Repliki SiM 2b to dosłownie nic nie poszło do przodu. No może po za tym że tokarka CNC210 płynie kontenerowcem a ja jestem w trakcie załatwiania wszelakich formalności celnych w Agencji Celnej. Plus urządzanie pomieszczenia w którym stanie tokarka CNC210 gdzie już jest frezarka CNC. Zdjęcia stosowne zamieszczę...
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
karty do gry ewidentnie się rozdaje a silniki zresztą nie tylko silniki się wymienia
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
Paweł tutaj rozdaje karty. To Jego zabawki. -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
dokładnie miałem na myśli przerywacz ale zaszłości przerabiania w trasie zapłonu iskrownikowego na bateryjny w mokry dzień robią u mnie w nazewnictwie przekłamania. To był wyjazd na Mistrzostwa Polski do Olsztyna w 1978 roku motocyklami. Ja startowałem z Markiem w wyścigu. Niestety mieliśmy prędkość rzędu trzy remonty na godzinę. Plus deszcz skutecznie ograniczał przemieszczanie się. Dopiero wyeliminowanie iskiernika( oryginalne nazewnictwo Marka ) pozwoliło kontynuować jazdę. Niestety w tym Junaku nie działała także prądnica więc i leciwe akumulatory były podmieniane między motocyklami. całej pikanterii dodaje fakt że "iskiernik" zaczął pracować jako przerywacz zespołu bateryjnego i w ferworze został zgubiony klinik blokujący koło napędowe tego przerywacza. Mistrzostwa Polski następnego dnia a cała banda 5 motocykli nie może jechać. Dorobiłem klinik i dojechaliśmy na baterii wymienianej co kilkanaście kilometrów między motocyklami. Jak widać wspomnienia do dzisiaj jak najbardziej żywe dotyczące sposobu generacji iskry w silniku. Dzień wcześniej dokładnie z Pawłem omówiliśmy różnicę między silnikami mojej wersji ze świecą żarową i jego przywiezionym na wymianę w wersji oryginalnej czyli ze świecą iskrową. https://technohobby.com.ua/engines/engines-profi/ep25f2c.html http://www.f2dservice.com/SLerner.html powtarzam się z wyżej zamieszczoną fotografią. Ale doskonale widać złoty drut zacnego rocznika 2014.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
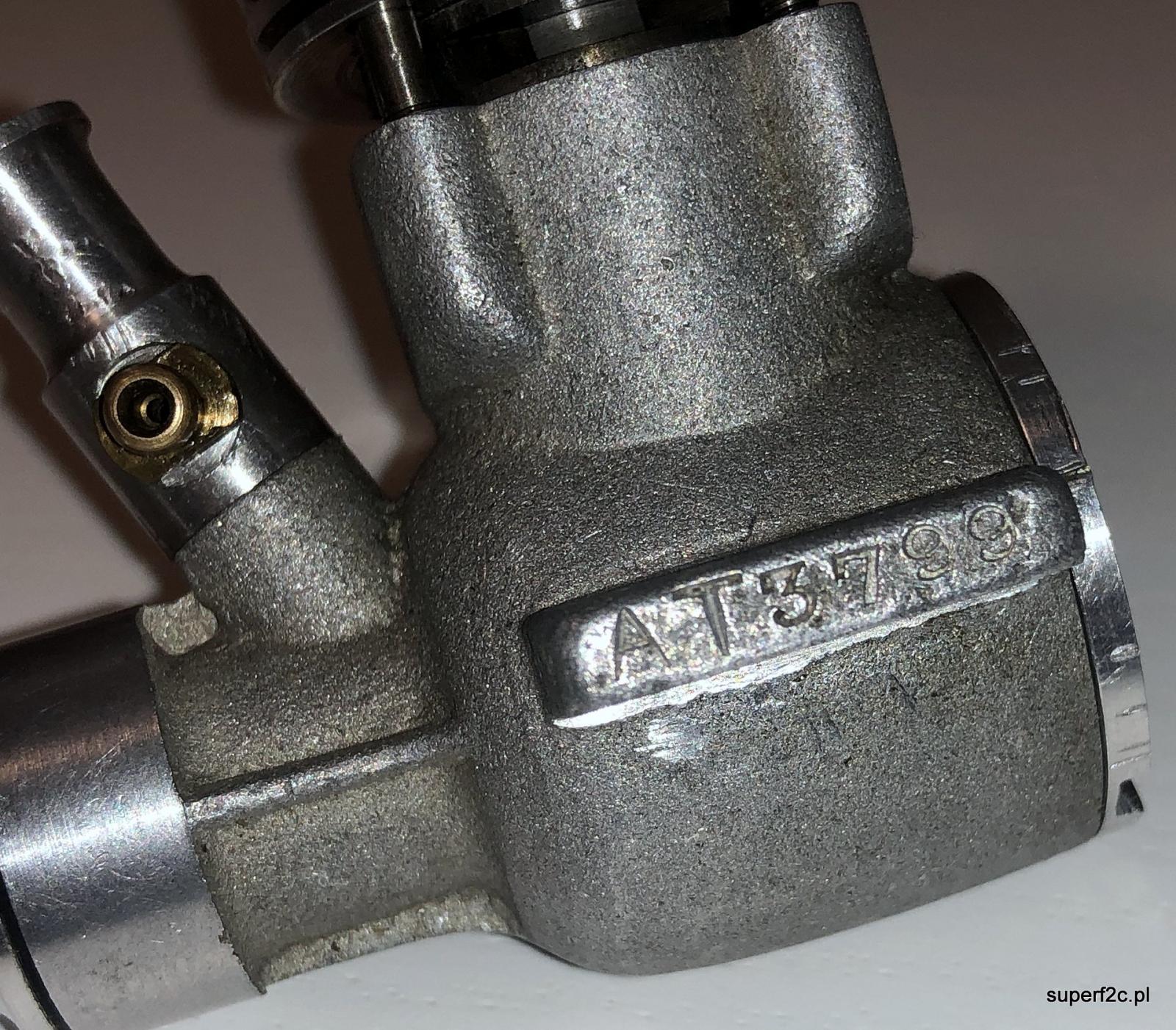
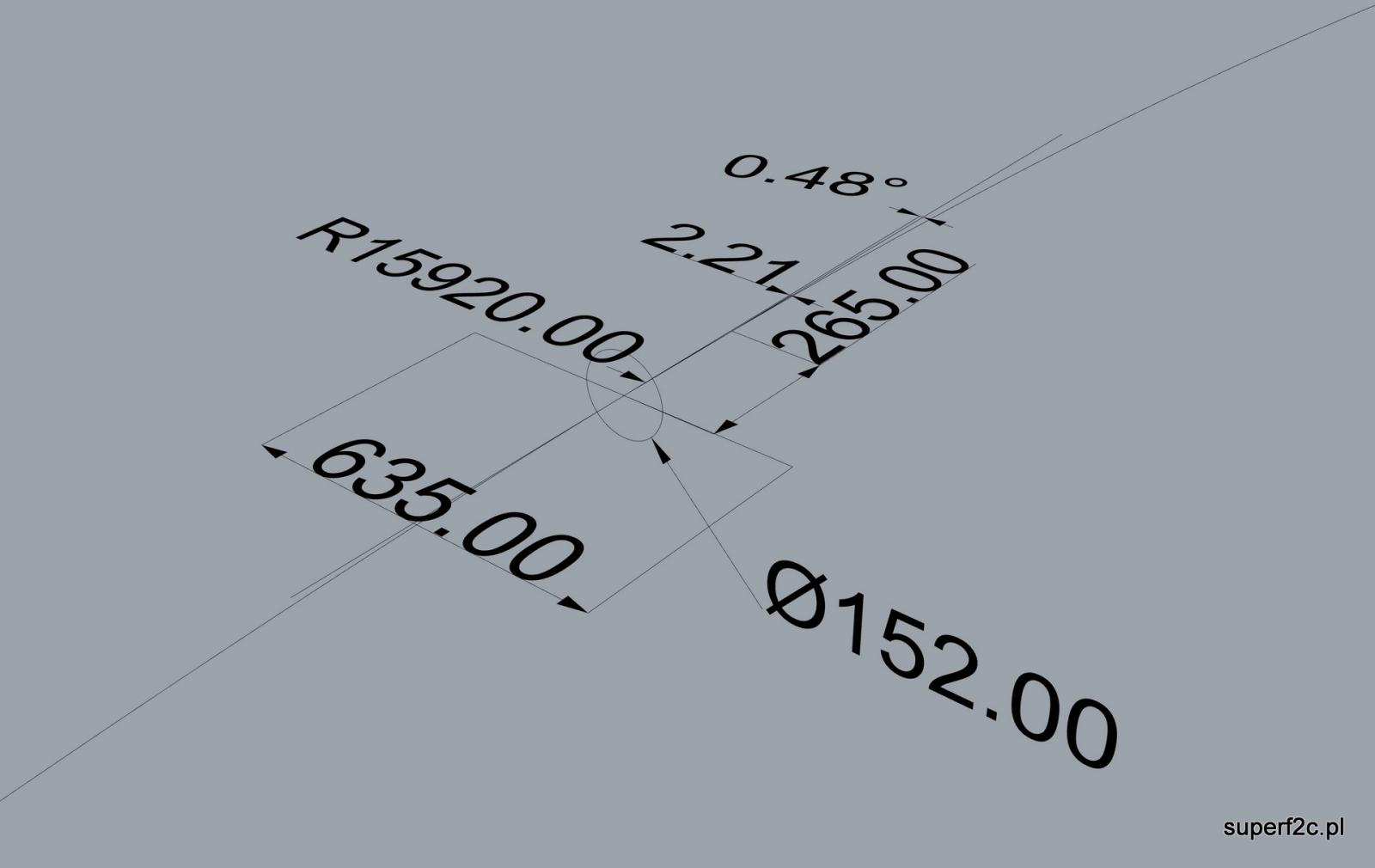
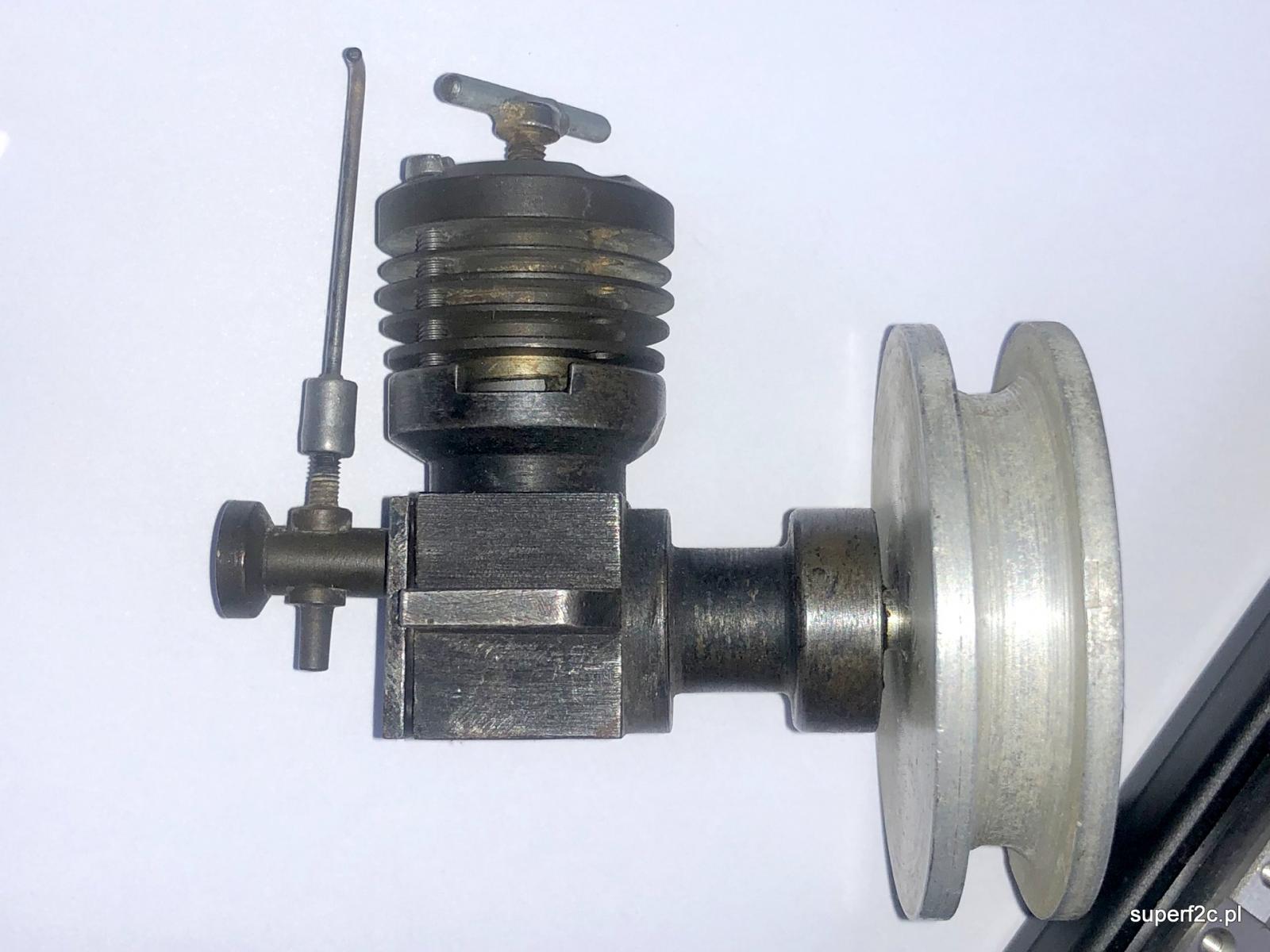
przyszedł wczoraj nowy silnik o numerze fabrycznym 11 637 przykręcany deflektor monolit cylinder z głowicą. Z tym że zamiast przeciw-tłoka jak u mnie średnicy 6 milimetrów jest gwint na świecę 1/4 cala na 32 zwoje na cal. między oporem dla śmigła (opór ma mimośród na wierzchu a wewnątrz jest otwór czworokątny. Mimośród to pozostałość po iskrowniku) a wałem leży zatoczony moja przygotówka na docierak do sworzni tłokowych. R15920.00 to promień lecącego na linkach modelu. 635.00 to rozpiętość skrzydła wyścigówki. fi 152.00 to średnica współczesnego wyścigowego śmigła. 265.00 milimetra to długość kadłuba współczesnej wyścigówki. 2.21 to odchylenie końca kadłuba od linii prostopadłej w miejscu początku kadłuba w osi śmigła. 0.48 stopnia to kąt odchylenia kadłuba... Czyli pół stopnia odchyłki. Jak za czasów młodości szacowaliśmy aby wytworzyć wiatr wokół hamowni o prędkości ponad 200 km na godzinę silniki jakie miałem 15 kW z wtryskarki Kuasy był za mały. Więc i te pół stopnia odchyłki w ustawieniu silnika też nie miało by znaczenia.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
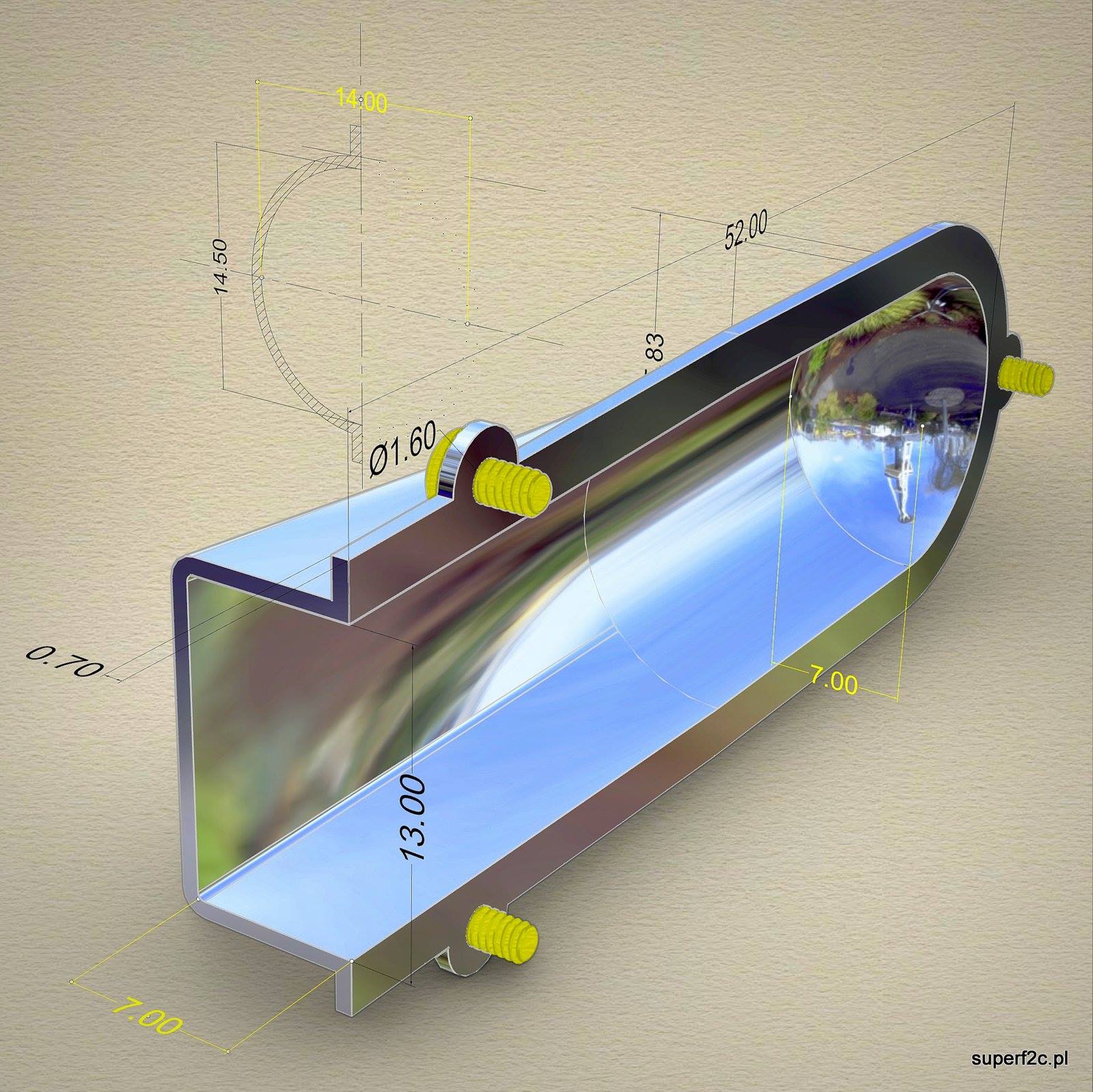
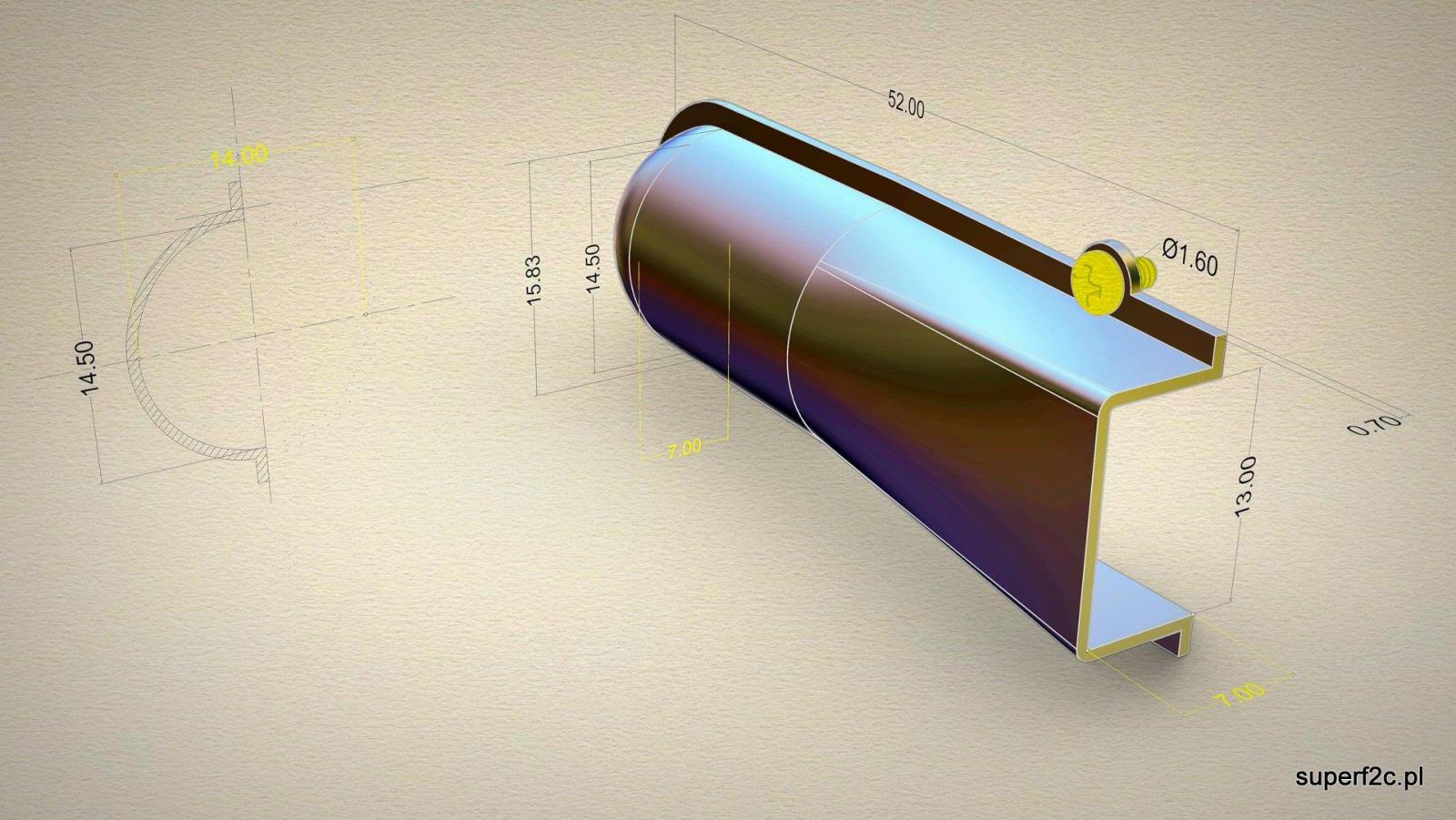
Ja korzystam z dwóch rodzajów silników. Rekord Polski to silnik LernerMOTORS i równie dobry silnik PROFI ponieważ nie ma hamowni z nawiewem powietrza z prędkością ponad 200 km/ godzinę (17.1 sekundy na 1 km.) to trudno cokolwiek powiedzieć o osiągach tych moich silników. Specyfika tej kategorii polega na jak najszybszym pokonaniu 100 okrążeń każde po 100 metrów z dwukrotnym obowiązkowym międzylądowaniem. Przy ograniczeniu pojemności silnika do 2,5 cm3 ograniczeniu pojemności zbiornika do 7 cm3 i na przykład w tym roku wprowadzeniu kolejnego ograniczenia jeśli chodzi o hałas czyli rodzaj tłumika z wielkością otworu 7 na 13 mm.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
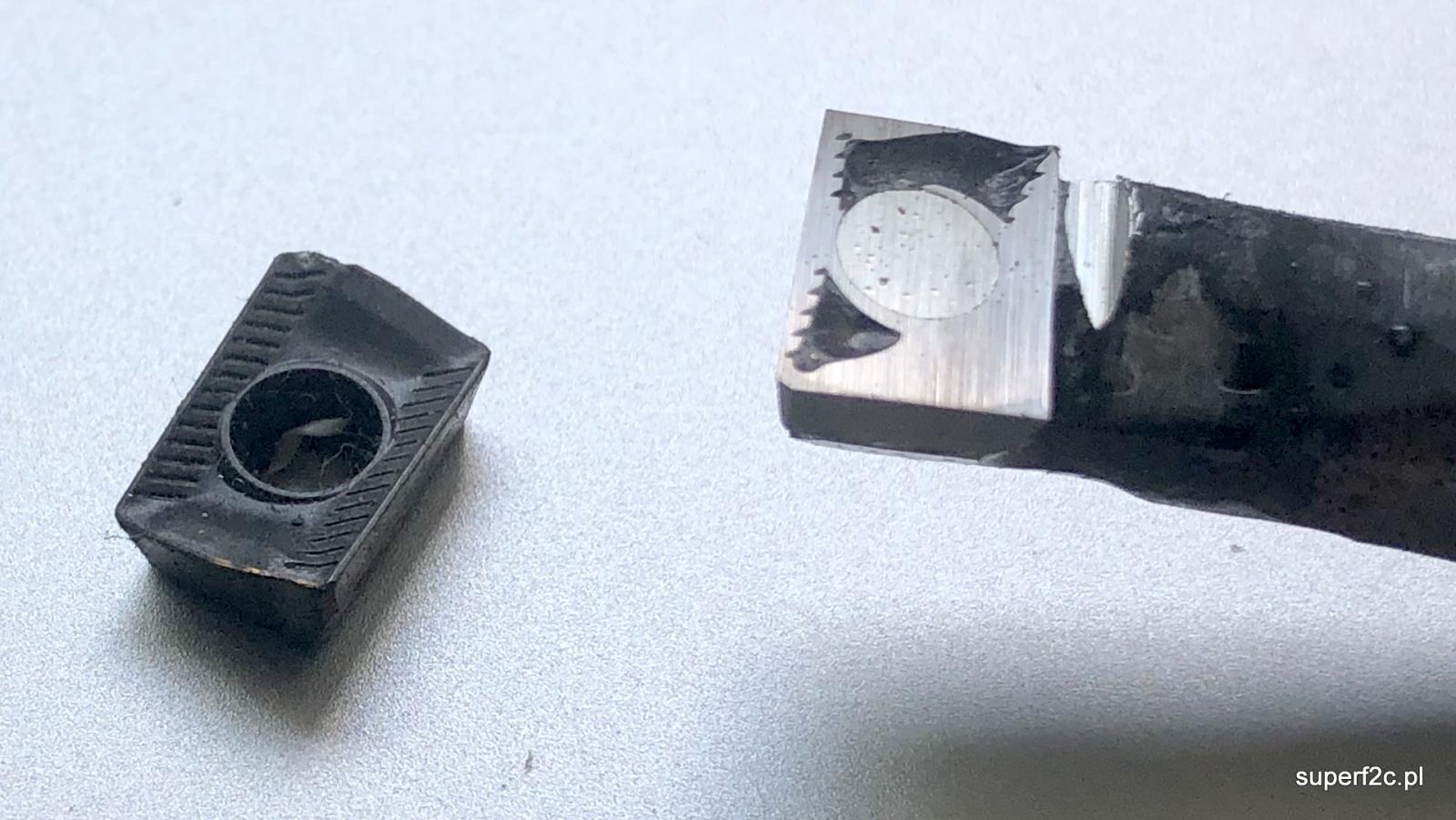
Dokładnie. Tarcza hamulcowa zrobiona z żeliwa szarego. Zużyta po dużym przebiegu. Niemniej 8 milimetrów jeszcze zostało materiału. I z tego będą zatoczone docieraki według wzoru załączonego na wcześniejszych fotografiach. A że tarcza hamulcowa cechuje się dużą odpornością na ścieranie plus pasta diamentowa da gwarancję dla mnie dobrego docieraka. -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
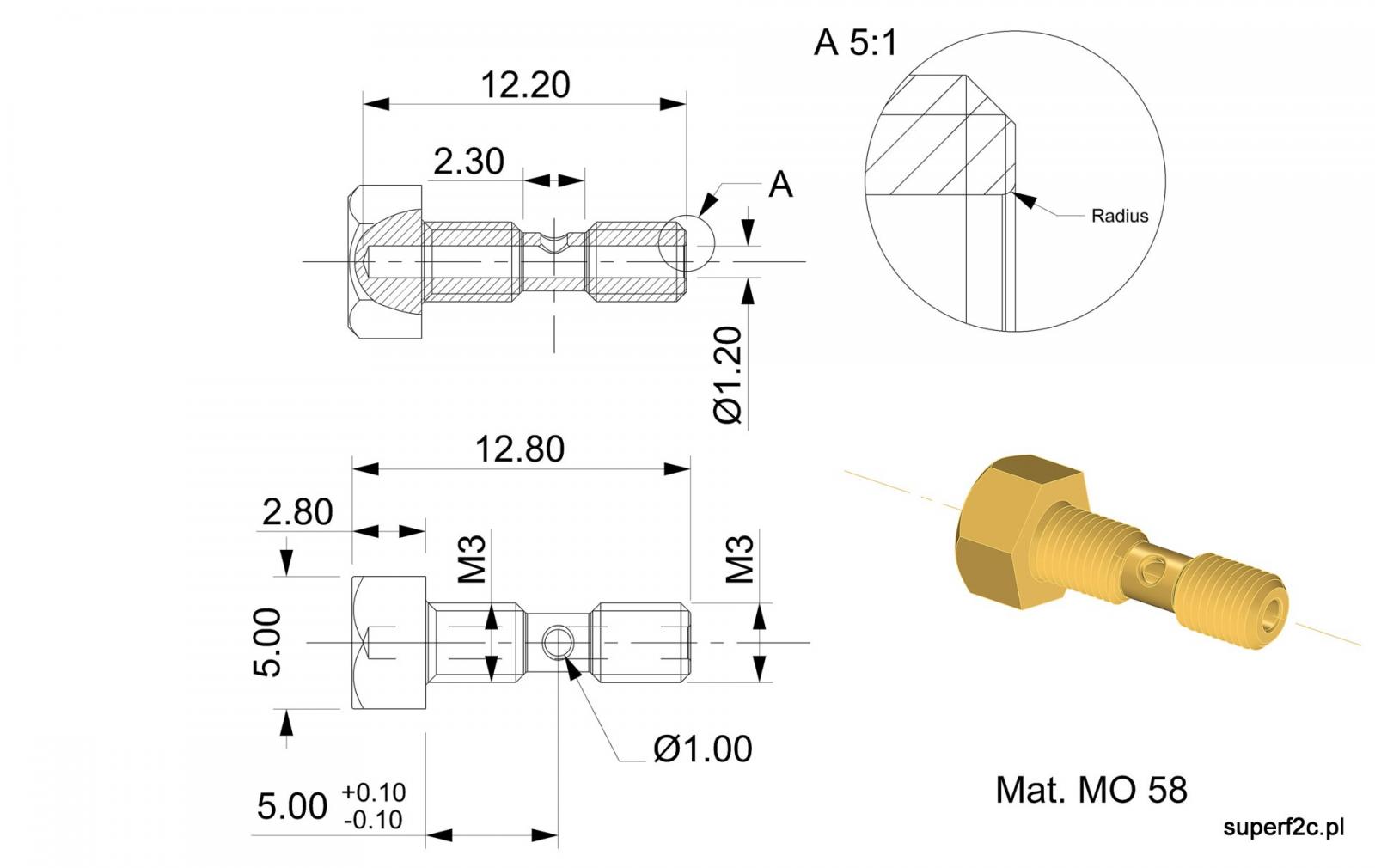
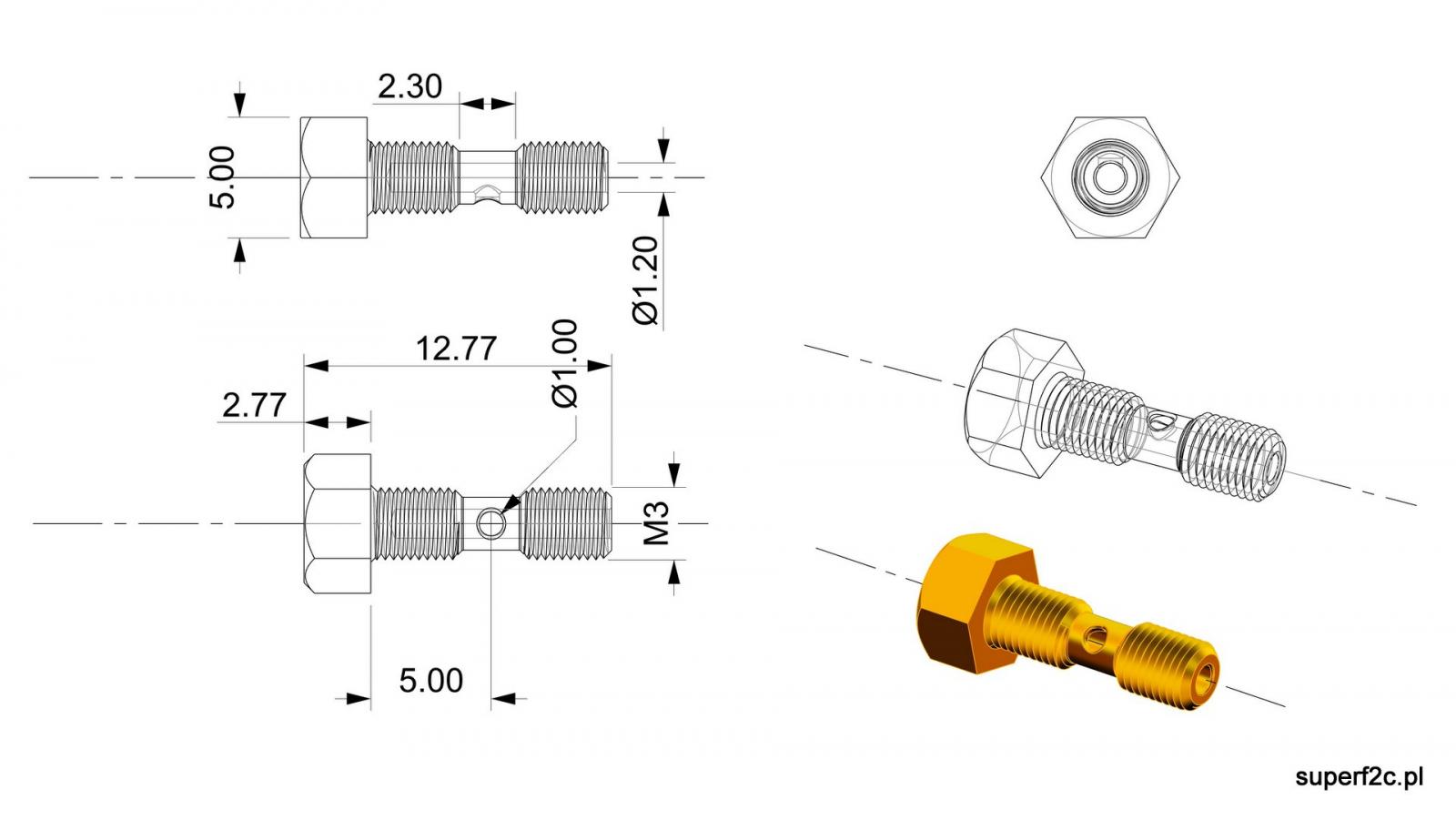
nie zapomniałem o SiM 2b. Prace z mojej strony zdecydowanie zwolniły z racji przygotowań do kolejnego sezonu. Radzieckie czasopismo dalej jest dla mnie źródłem inspiracji jak powinna wyglądać przemawiająca do wyobraźni dokumentacja. produkcja czegoś co jest potrzebne idzie pełną parą. w ferworze nonszalancji udało mi się zrobić coś co jest nikomu nie potrzebne... tu już prawidłowa geometria. pełne zaskoczenie że to także do SiM-a 2b wyjaśnienie. benzyna i żarowy kolejny element udokumentowany pełnym wymiarowaniem. Niezbędne to jest aby móc oddać pracę zakładom kooperującym.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
tak power-bank to podstawa wszelakiego współczesnego zasilania różnego rodzaju urządzeń. W zeszłym roku zdobyłem pełną niezależność w robieniu zdjęć na lotnisku przez cały dzień z kompletem tylko czterech akumulatorów i paru power-banków. Jak na fotografii: ładują się właśnie cztery baterie do Sony RX10 IV na weekend. Z dwoma dziesięcio amperowymi power-bankami plus karty pamięci stosowne jeśli chodzi o pojemność jak i szybkość zapisu daje to pełną swobodę pracy na zawodach modelarstwa lotniczego czy pokazach lotniczych.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
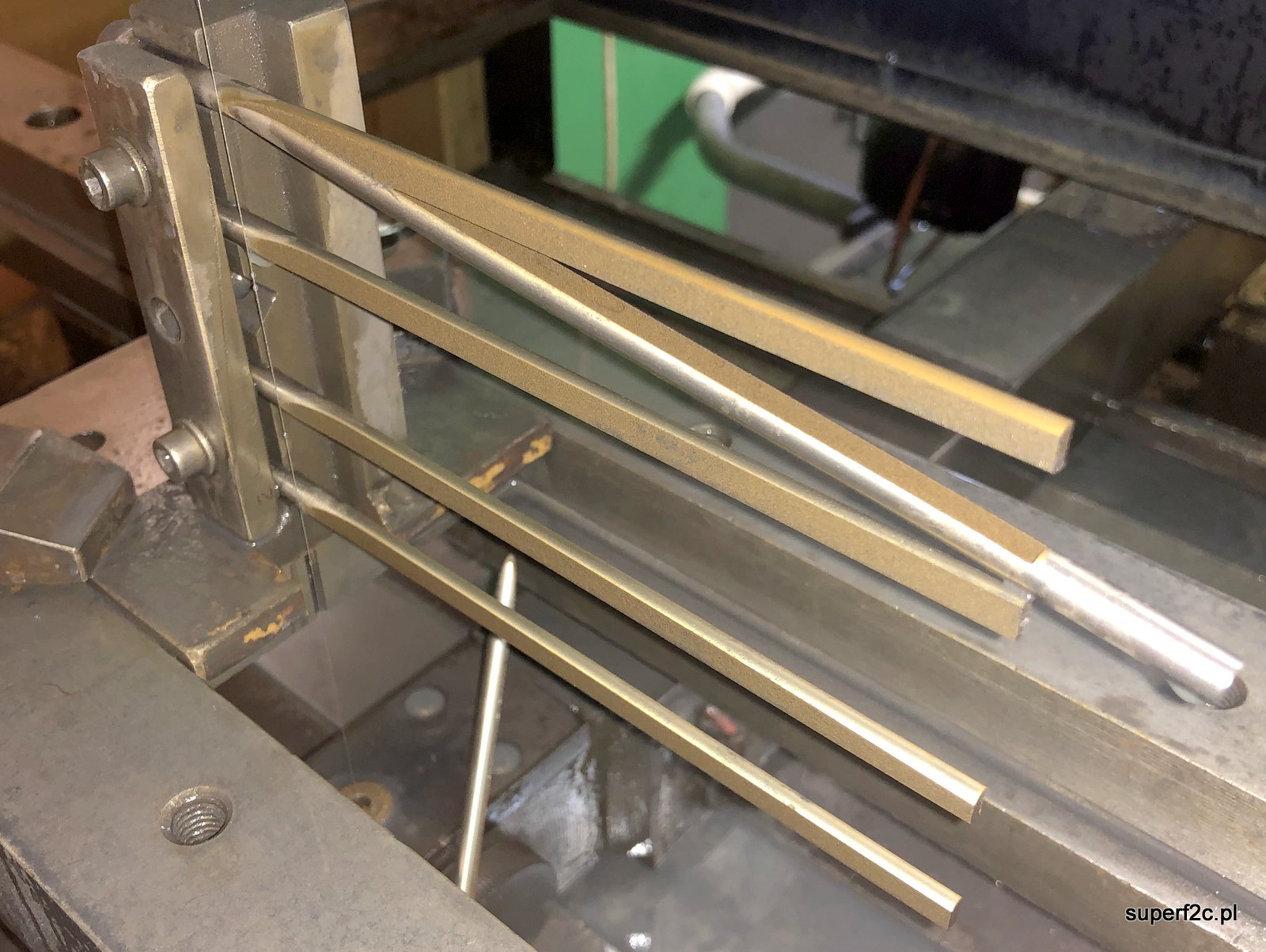
Materiału odpowiednika Pa6 jest na 66 kompletów do silnika SiM 2b ( głowica aluminiowa, część toczona karteru oraz zbiornik na paliwo). Przed pocięciem sprawdziłem cechę na pełnej długości sztangach. Cecha widoczna na wałku na samym dole. tu taka ciekawostka jak uwalniane naprężenia wewnętrzne będące w materiale deformują detal podczas wycinania drutem wypychacza okrągłego na prostokątny. drugi od dołu mimo dania dużej tolerancji nie wyda... kolejna partia elementów do niechowanych podwozi blokuje skutecznie frezarkę... Zaaranżowaliśmy przesyłkę, kiedy otrzymam datę ETD, powiem ci. Tylko że nie mam pojęcia co oznacza ET...day. przecież wystarczy zapytać Googli: ETD (Estimated Time of Departure) - planowany czas wypłynięcia statku z portu a kabel USB i dwa męskie banany gdzie będą podepchnięte??
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
zdecydowanie po kolei. Ta cała moja filozofia po prostu musi się przestawić po zakończeniu zajmowaniem się F2C. Z Pawłem zdecydowanie mamy konkretne plany ale podstawa tych planów z mojej strony to własny park małych wręcz bardzo małych maszyn CNC zdolnych w powtarzalny sposób wytwarzać detale charakteryzujące się w pełni zamiennością całkowitą. Tu długo by opowiadać ale powiem tylko że czwartą maszyną musi być teraz konwencjonalna maszyna: szlifierka do wałków i otworów. Mała zdecydowanie mniejsza od łódzkiego Jotes SWA 10 Ja na razie dzisiaj wiem że tokarka jest gotowa z mojej strony wszelkie płatności dokonane i spokojnie czekam aż kontenerowiec na przykład Salahuddin dowiezie kontener z moją tokarką CNC210 do Europy. A później do modelarni przy fabryce. Tym razem wykupiłem opcję z dostawą na miejsce. I taką polecam bo papiery czyli formalności opłat VAT czy cła mając papiery przesłane kurierem można dokonać w trakcje dostawy. -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
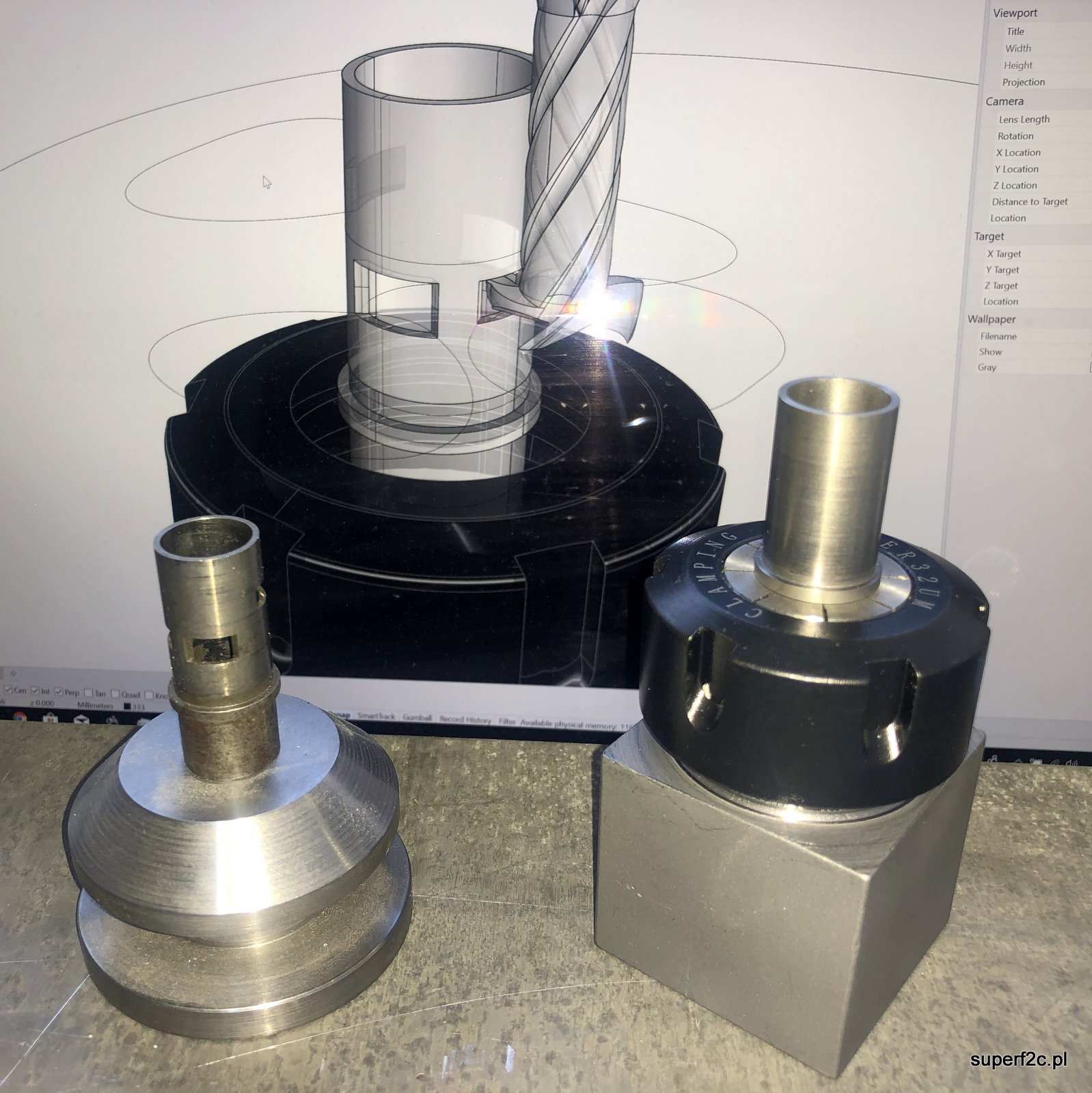
na niemieckim ebay'u zamówiłem 13 marca a dzisiaj prosto z Chin Guangzhou oprawka u podstawy w kwadracie a na górze ER32 przyszło. Do poprawki bo mieści się prostopadłość i równoległość w paru setkach (3-4 na 44 mm pomiarowych). Ale to nie problem jak trzy szlifierki na płasko stoją za ścianą. Cały czas jest idea aby po zaznaczonym czerwonym konturze samo się wyfrezowało na raty. Bo to nie problem stanąć na dużej tokarce i ... stać i przybierać przekładać o 90 stpni i znowu do rysy czy wymiaru przybierać. Technologię jak nie było CNC do perfekcji opanowałem. Czerwony kontur słabo tu widoczny. Karter cały ze stali o masie 91,6 grama. cylinder z żeberkami wykonany z brązu o masie 52 gramy. Nakrętka śruby kompresyjnej przylutowana. Takie same. Zamienność całkowita wyszła w pierwszej partii. Teraz będzie podobnie.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
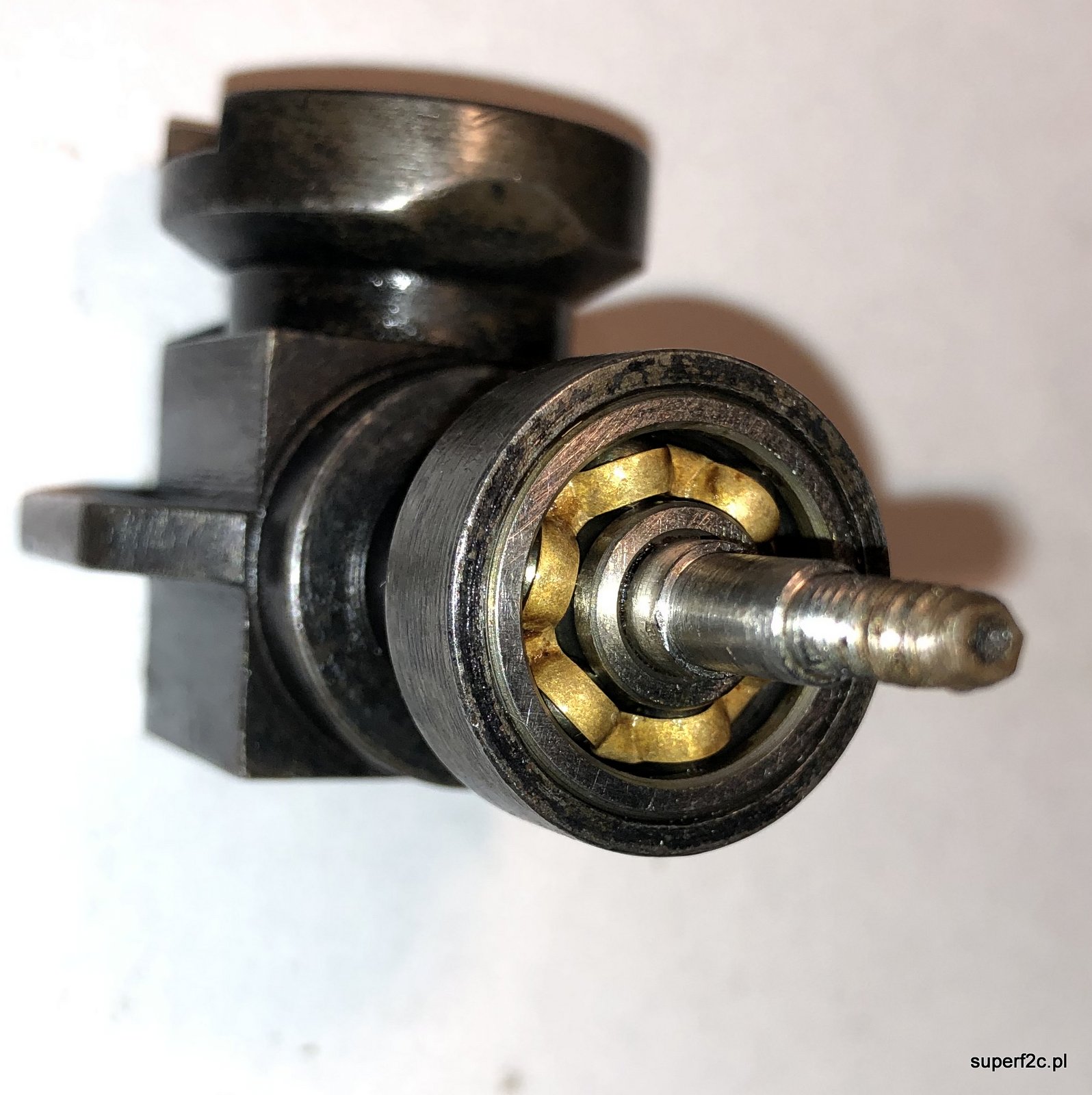
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
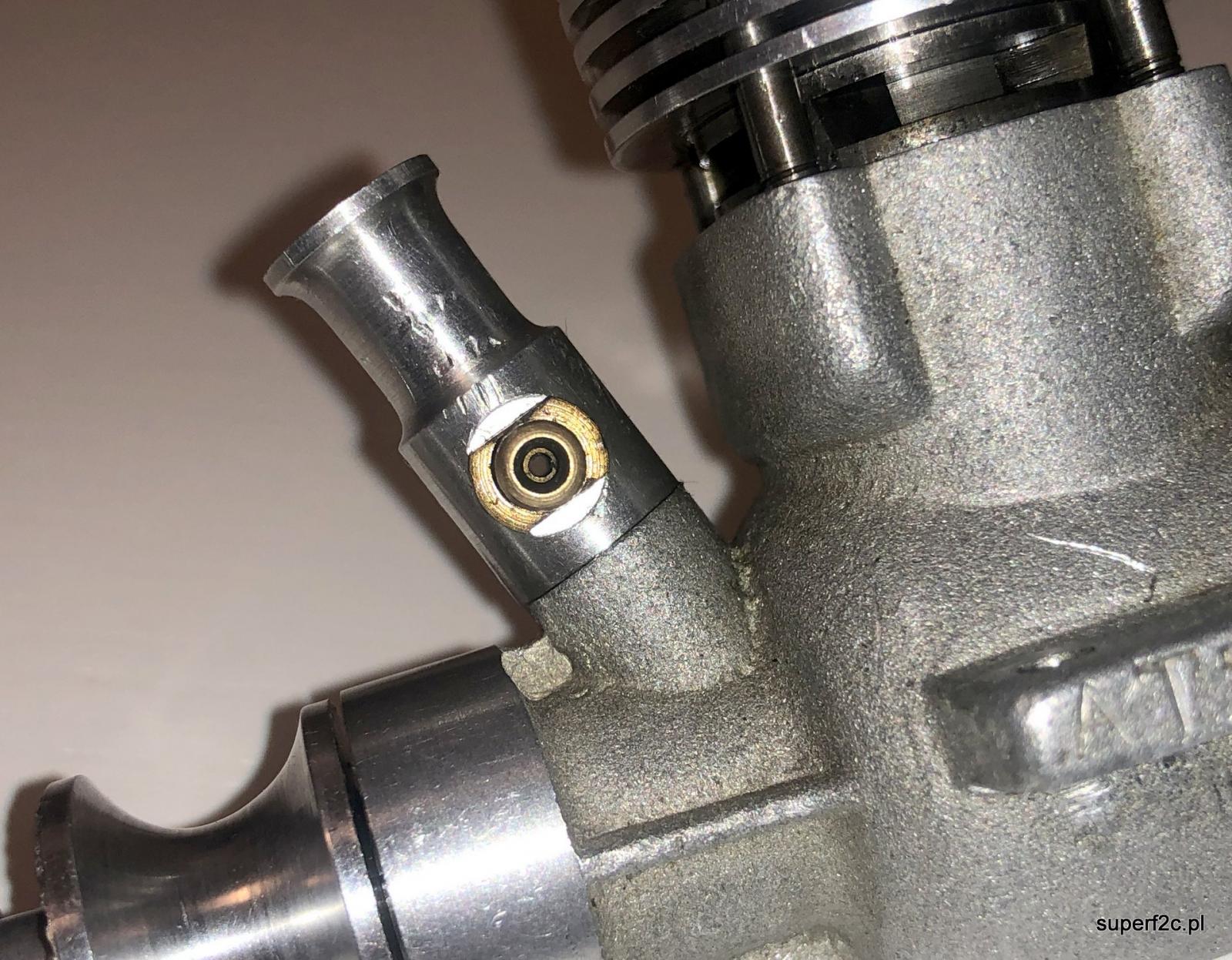
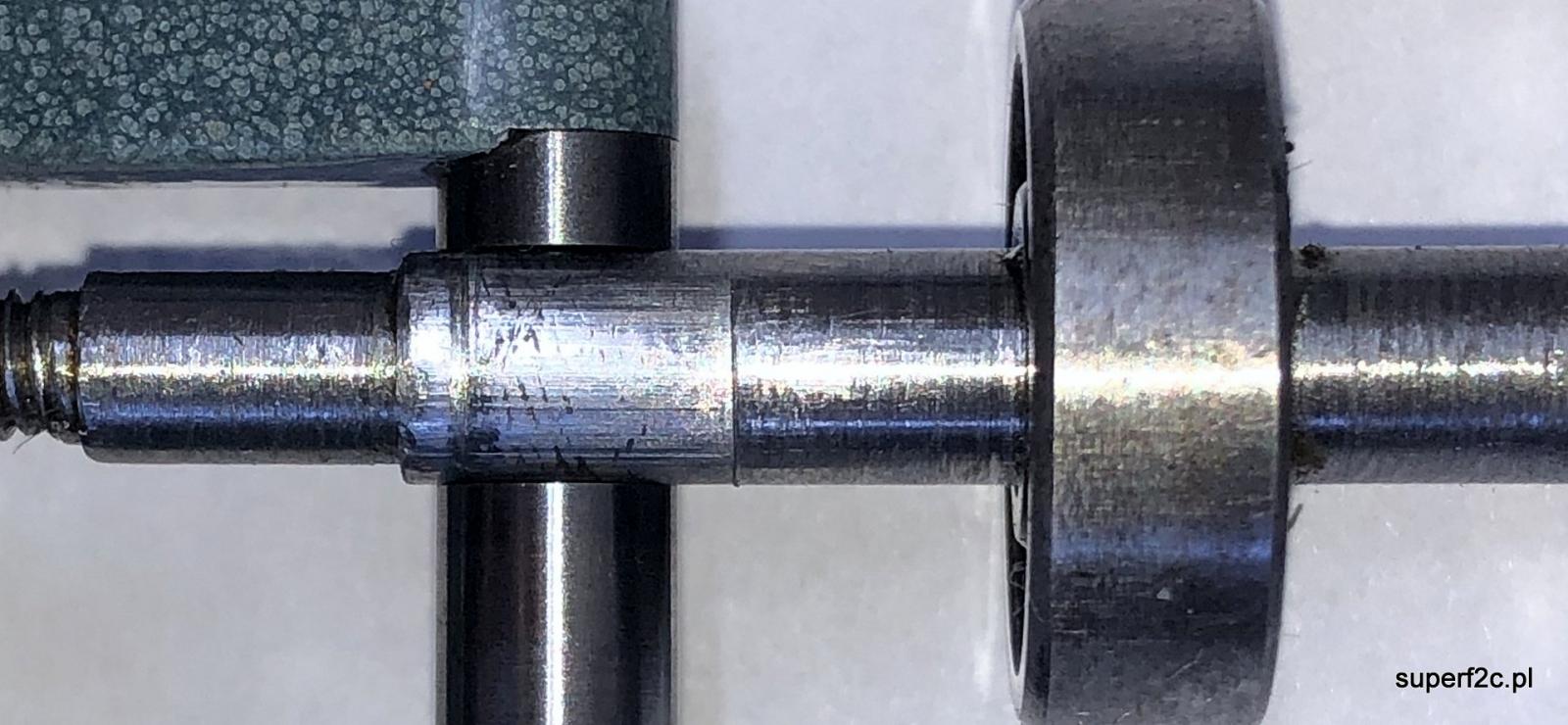
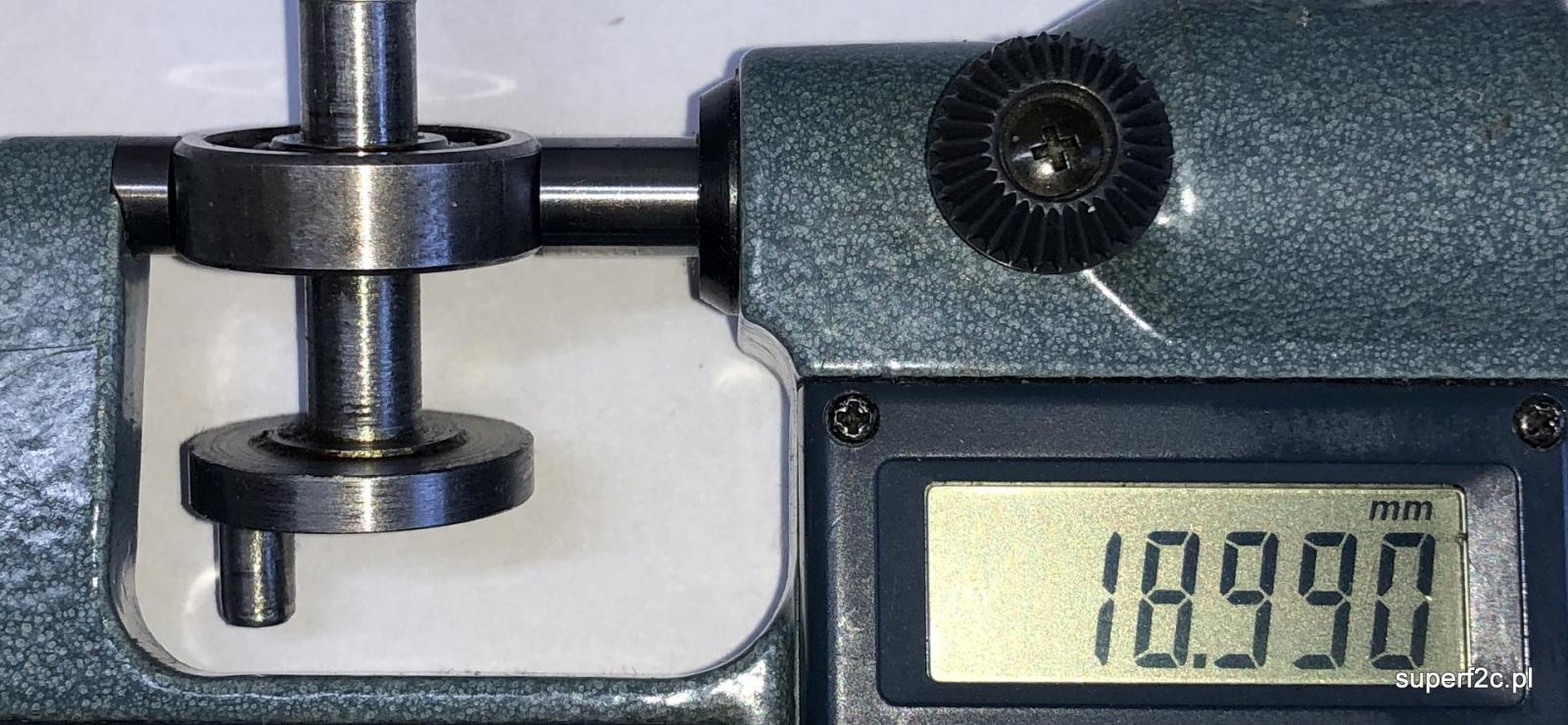
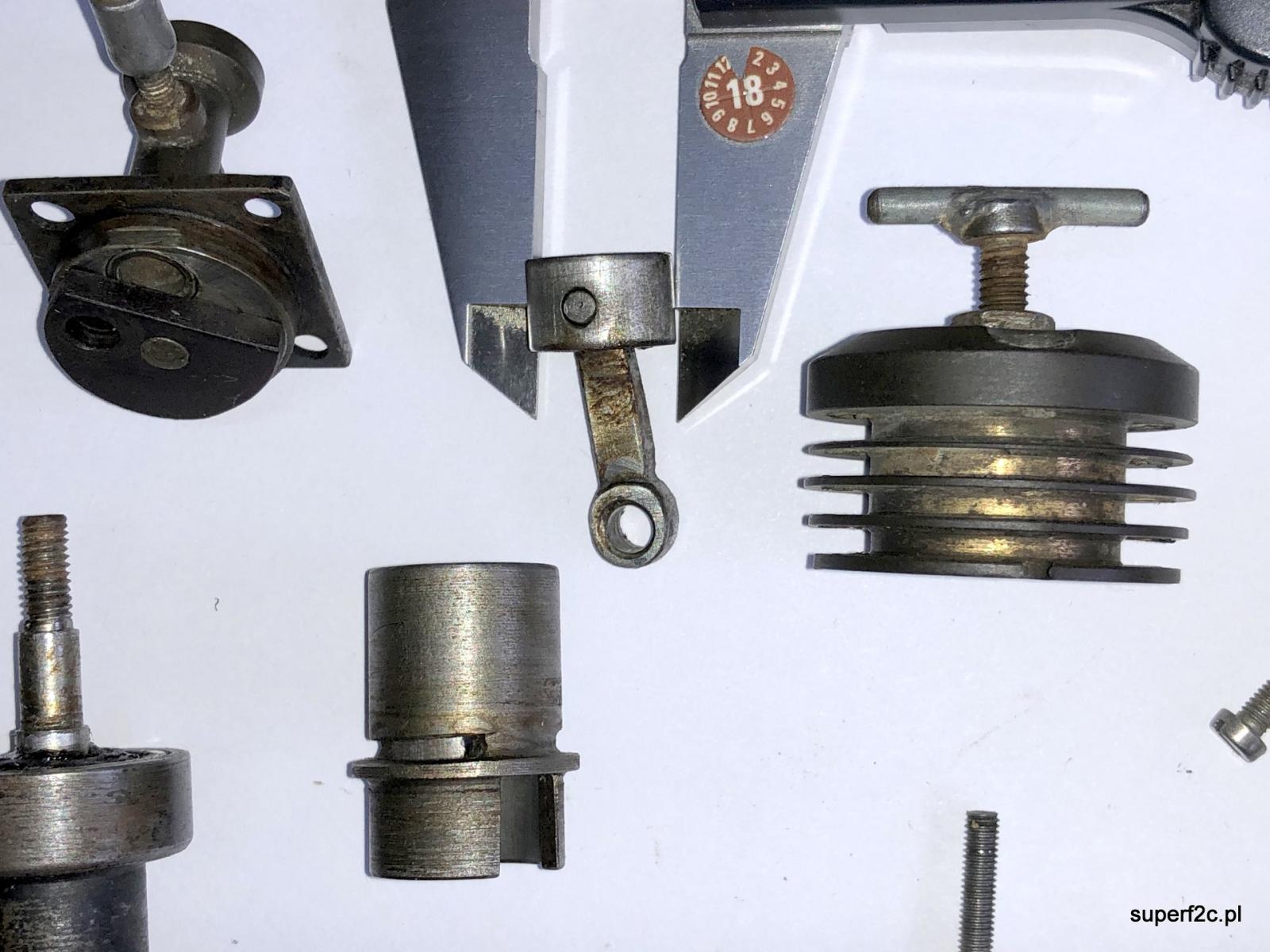
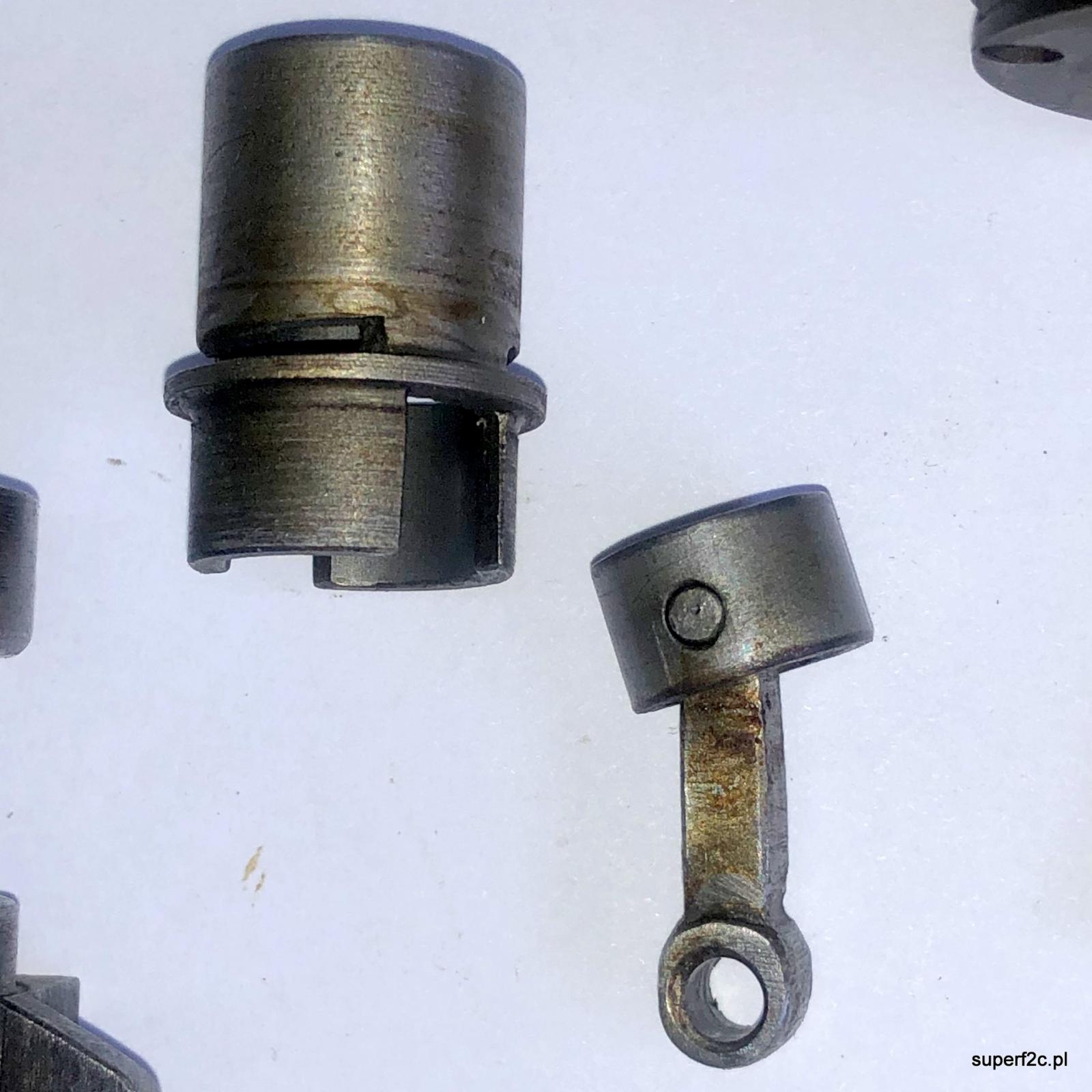
Bez najmniejszego problemu wycisnąłem wał z łożysk. Właściwie sam wypadł. Widocznie już parę razy była tego typu operacja powtarzana. łożysko o podanych oznaczeniach są ciasno wykonane. Po dokładnym umyciu zegarem mikro-nowym postaram się je zmierzyć. Drugie łożysko jest bez oznaczeń. Ślady wzdłużne na wale świadczą o konkretnej sile użytej w celu przeciśnięcia wału na swoje położenie. ślady wzdłużne na wale łożyskiem zostały skalibrowane na konkretny wymiar. Wał jak widać jest toczony wykonany z jednego kawałka stali z pozrywanymi nitkami gwintu.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
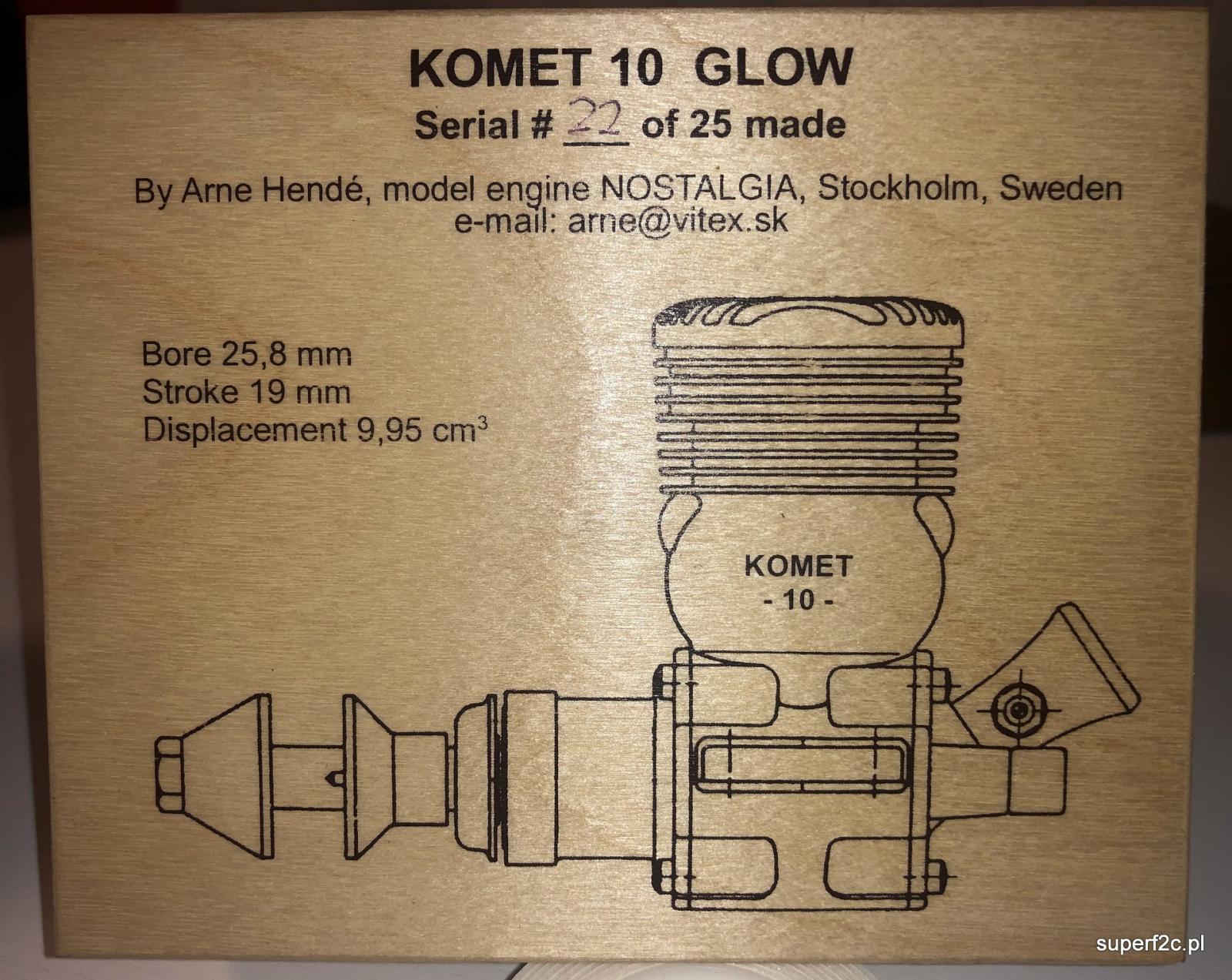
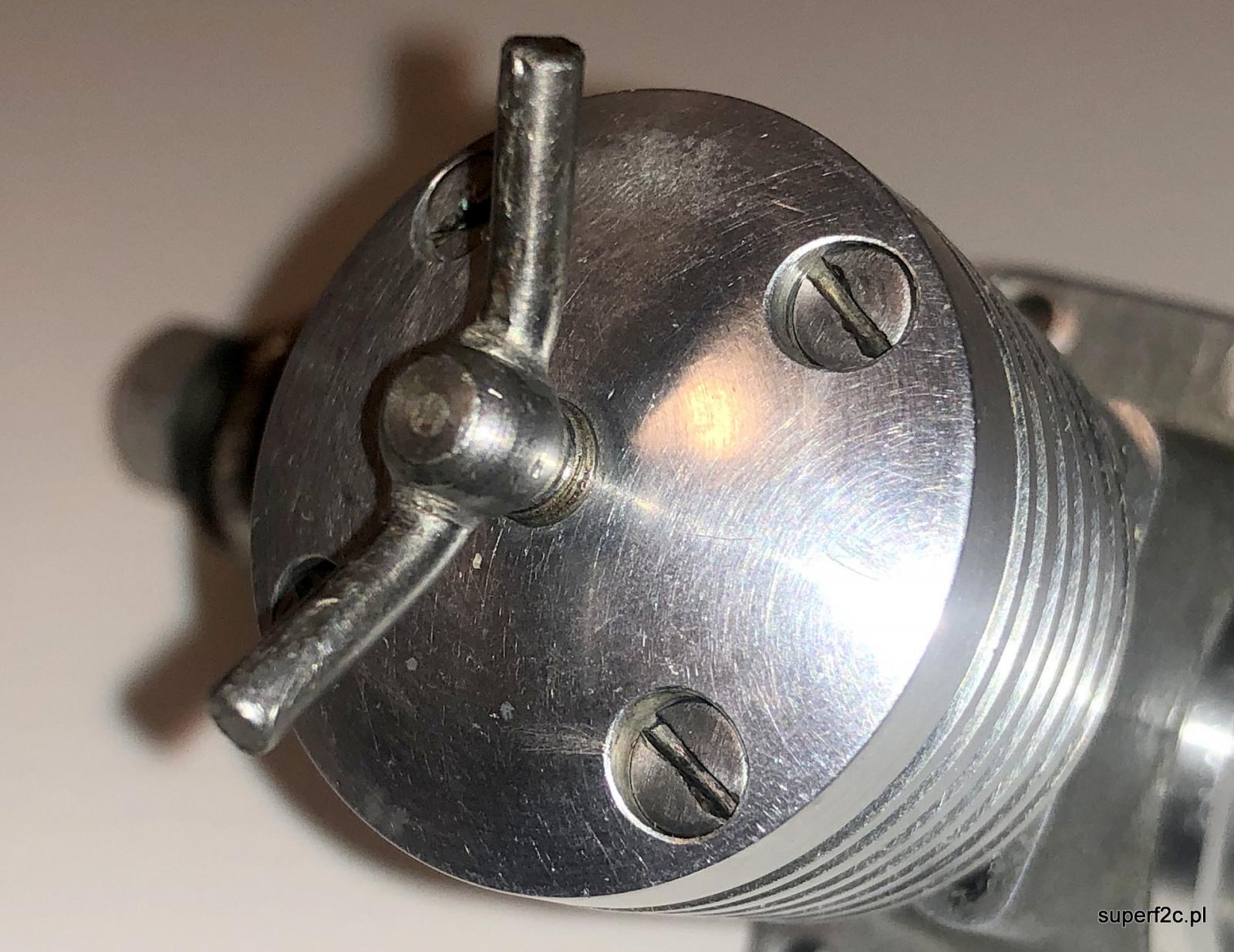
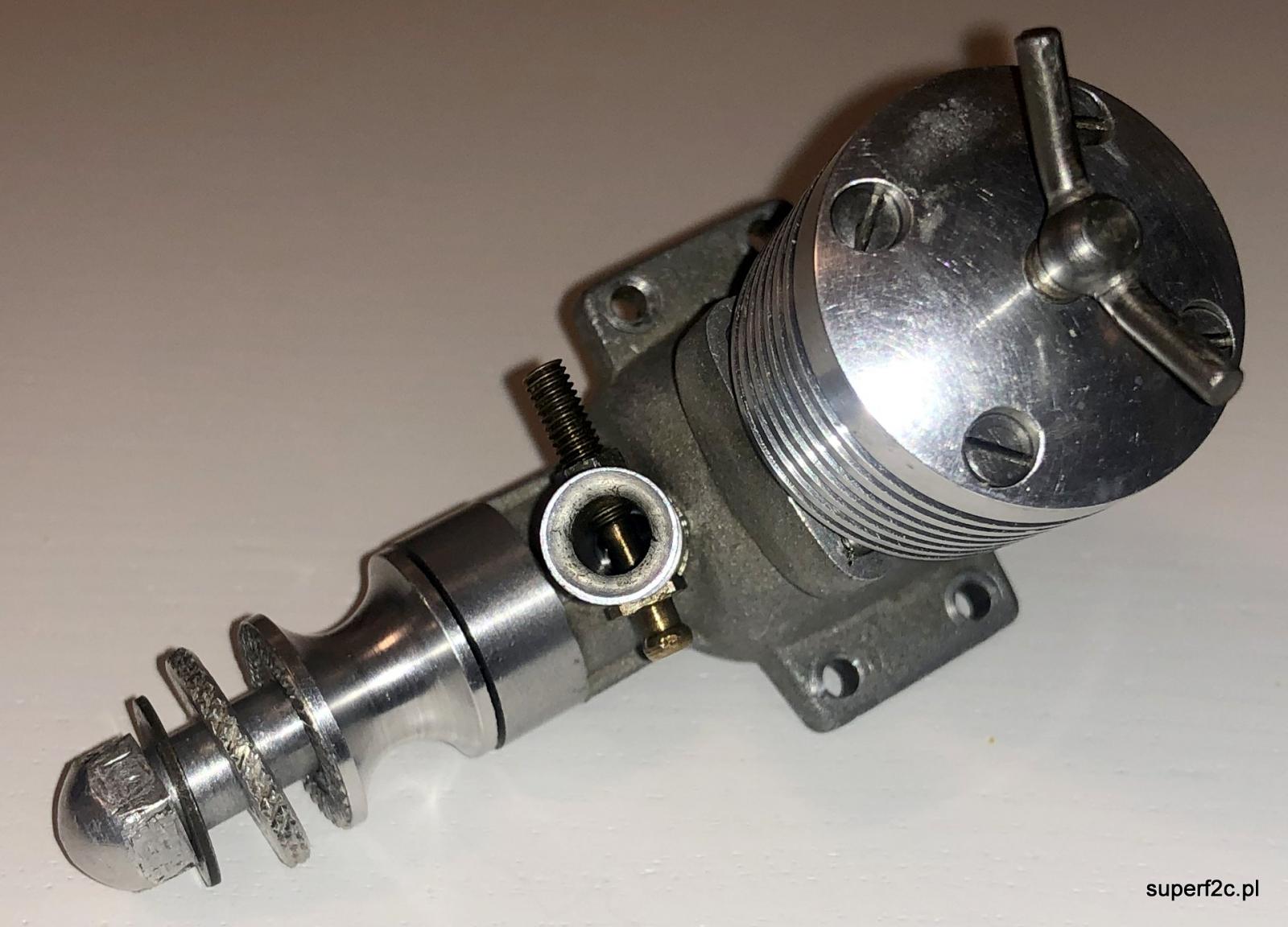
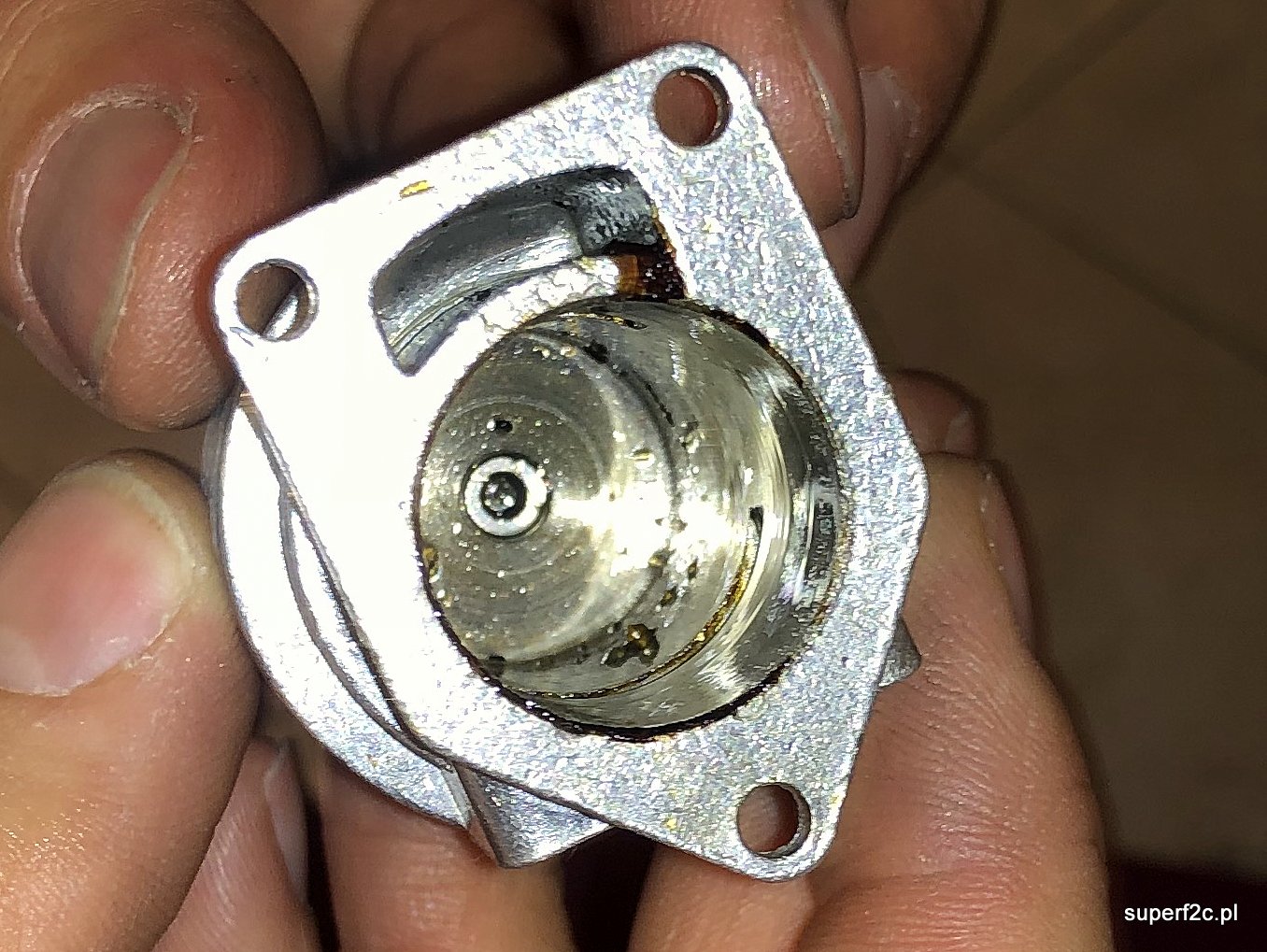
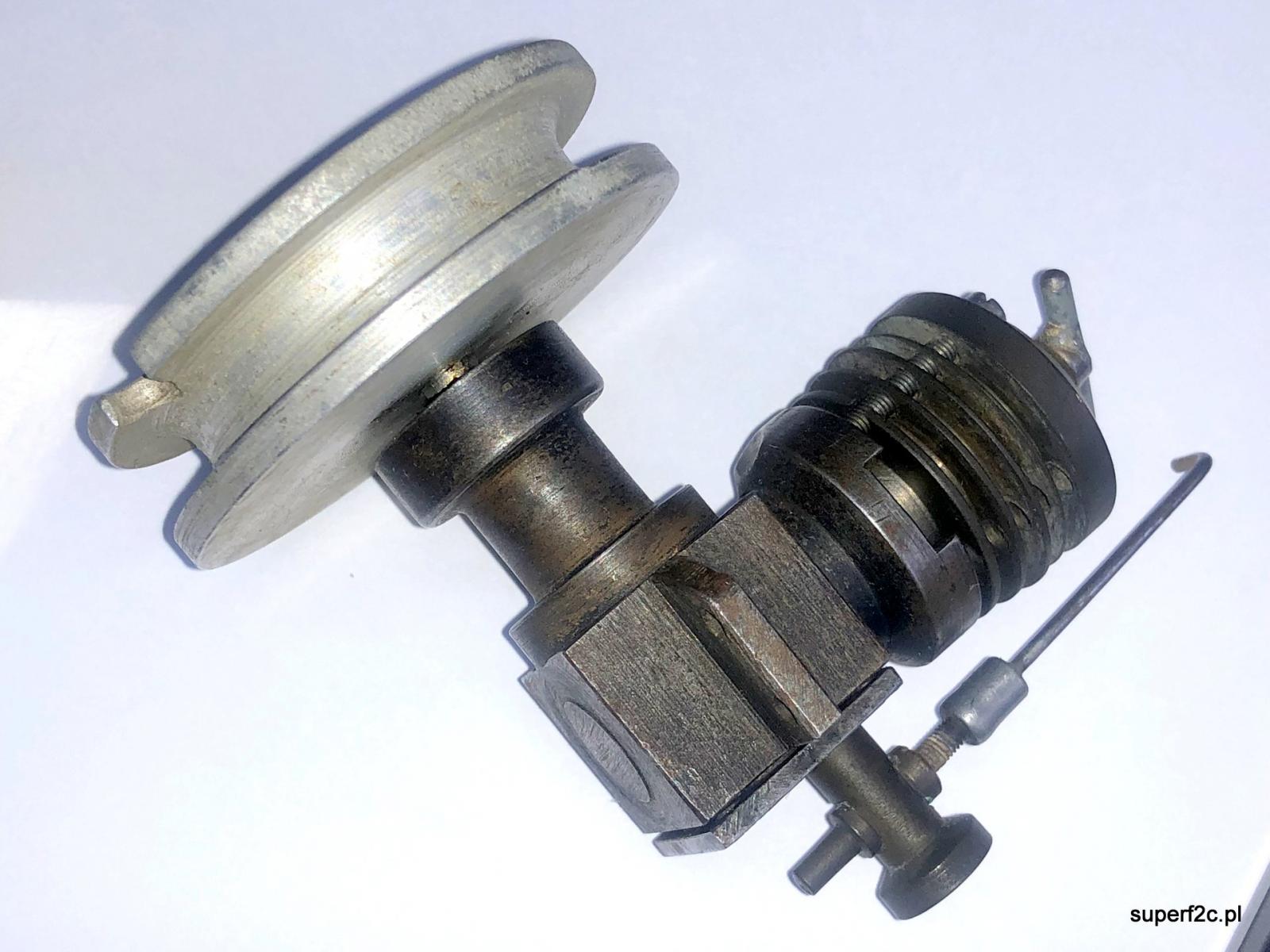
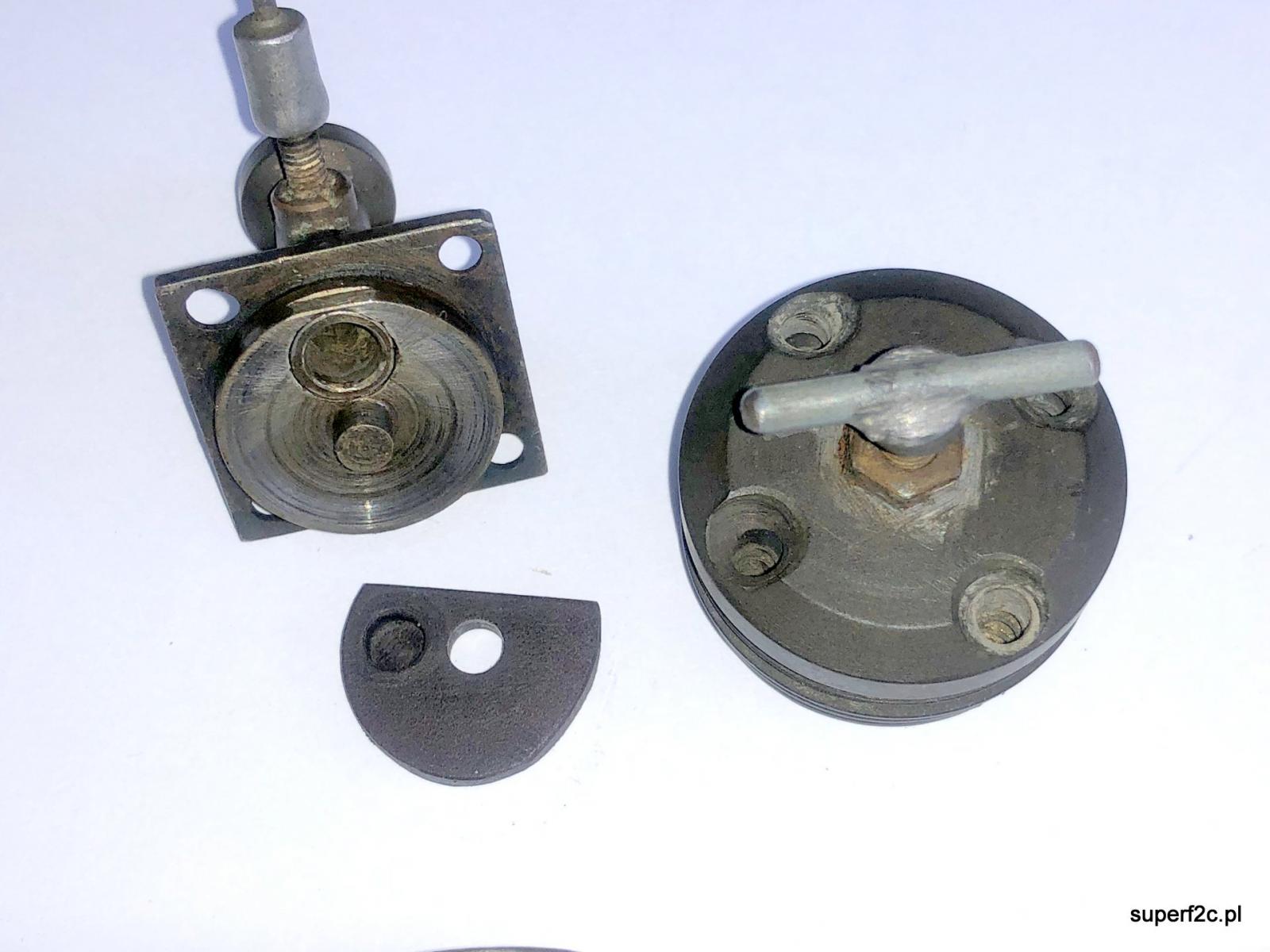
przyszła przesyłka z silniczkiem. Pierwszy raz widzę takie rozwiązania techniczne. głowica z kolorowego materiału luźno osadzona na cylindrze stalowym a na pewno magnetycznego materiału. igła palcami jest nie do ruszenia. tylko to mam zawsze pod ręką pomoczy się do przyjazdu Pawła i do myjki ultradźwiękowej położymy. Każdy element z osobna.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
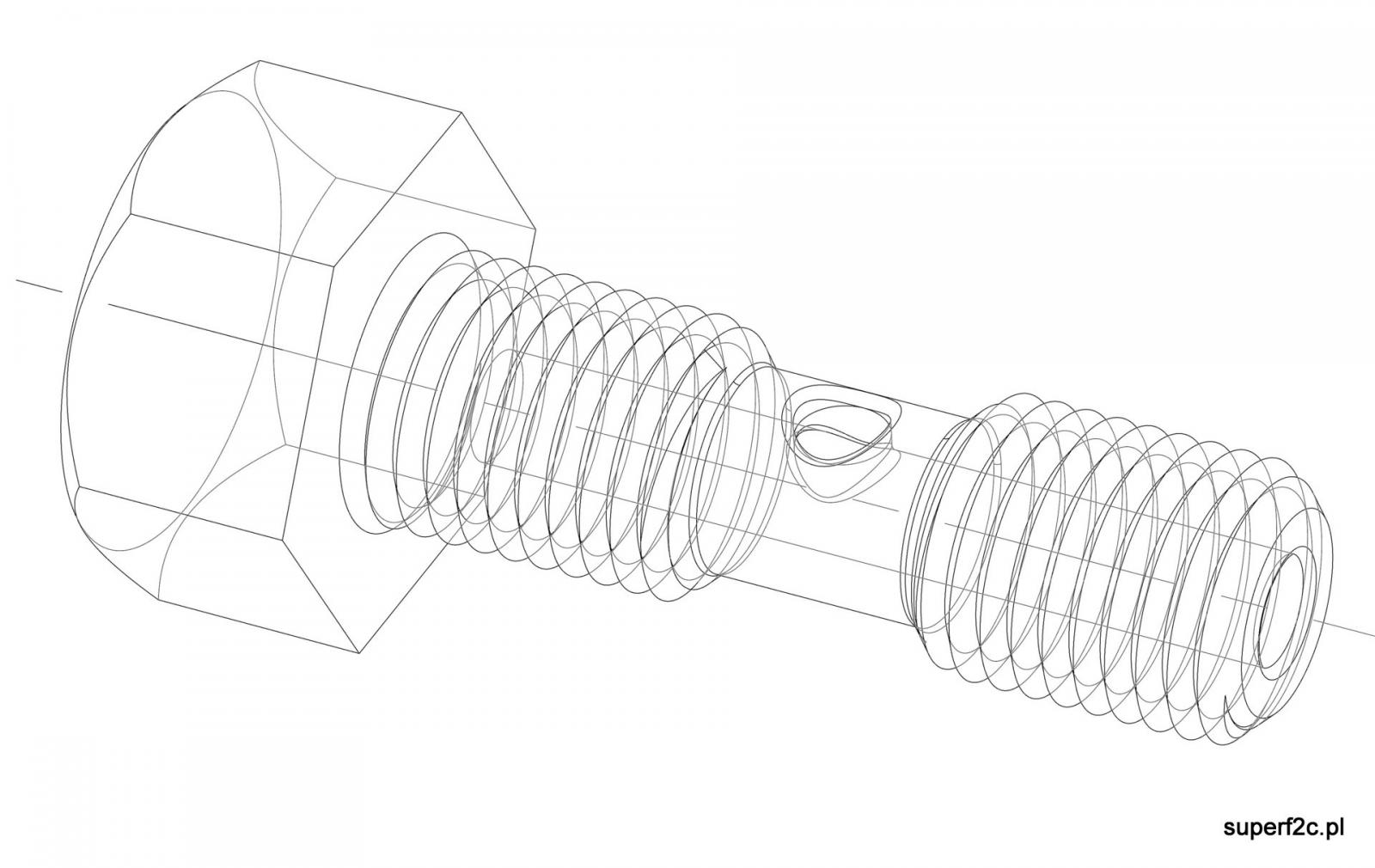
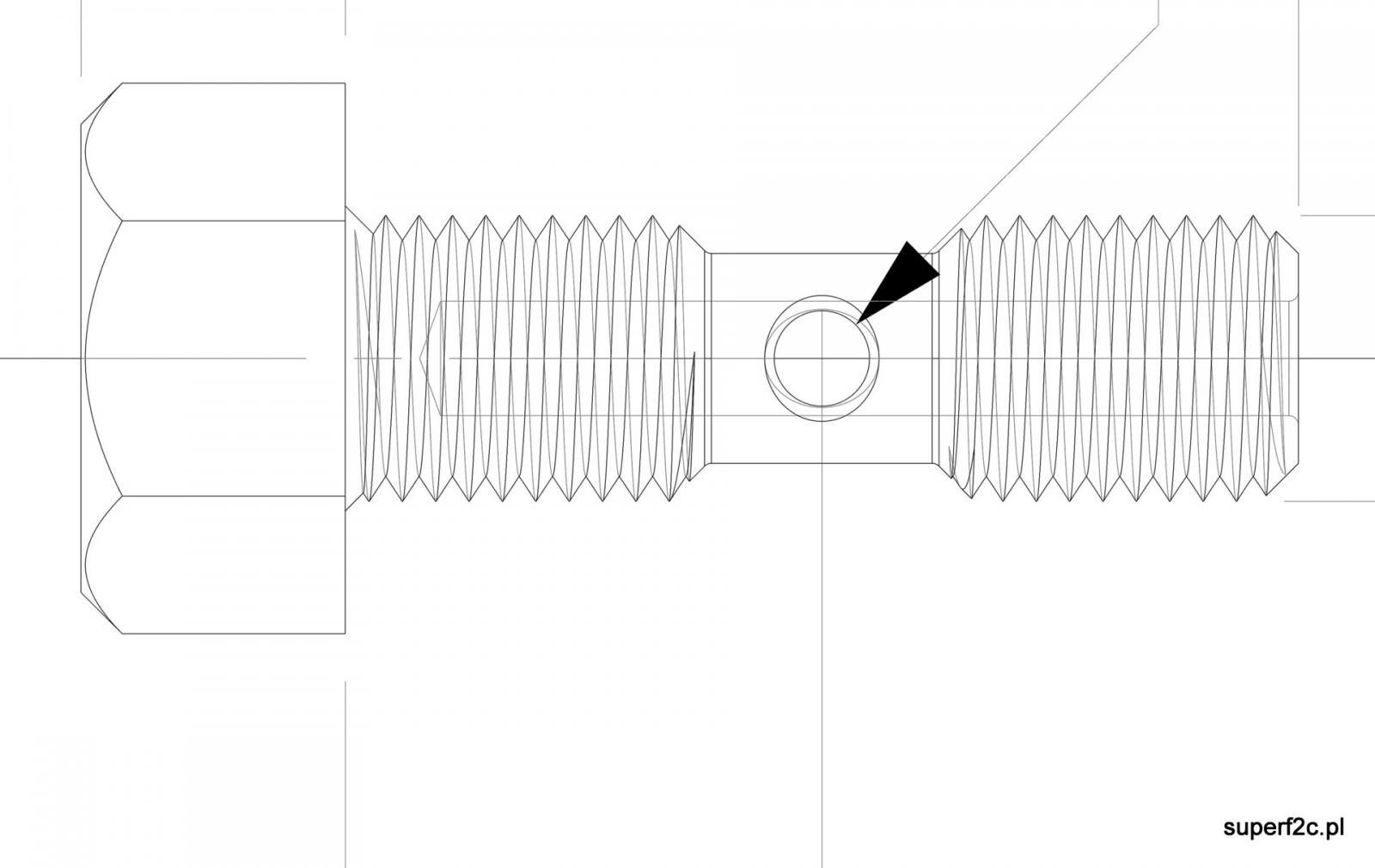
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
narysowałem element gaźnika w który wchodzi stożek igły. Wcześniej powstał rysunek 3D a rysunek 2D czyli płaski wygenerował program bo jest takie narzędzie. No niestety rysowanie gwintu inaczej mnie w szkole uczyli... Poprawię Kiedyś rysowałem ołówkiem na kartonie ślimak do wtryskarki i pamiętam że te krzywe z krzywików słabo wychodziły. Dopiero wypiłowanie własnego krzywika pozwoliło narysować stosowną długość gwintu. Ten rysunek oczywiście do poprawki.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
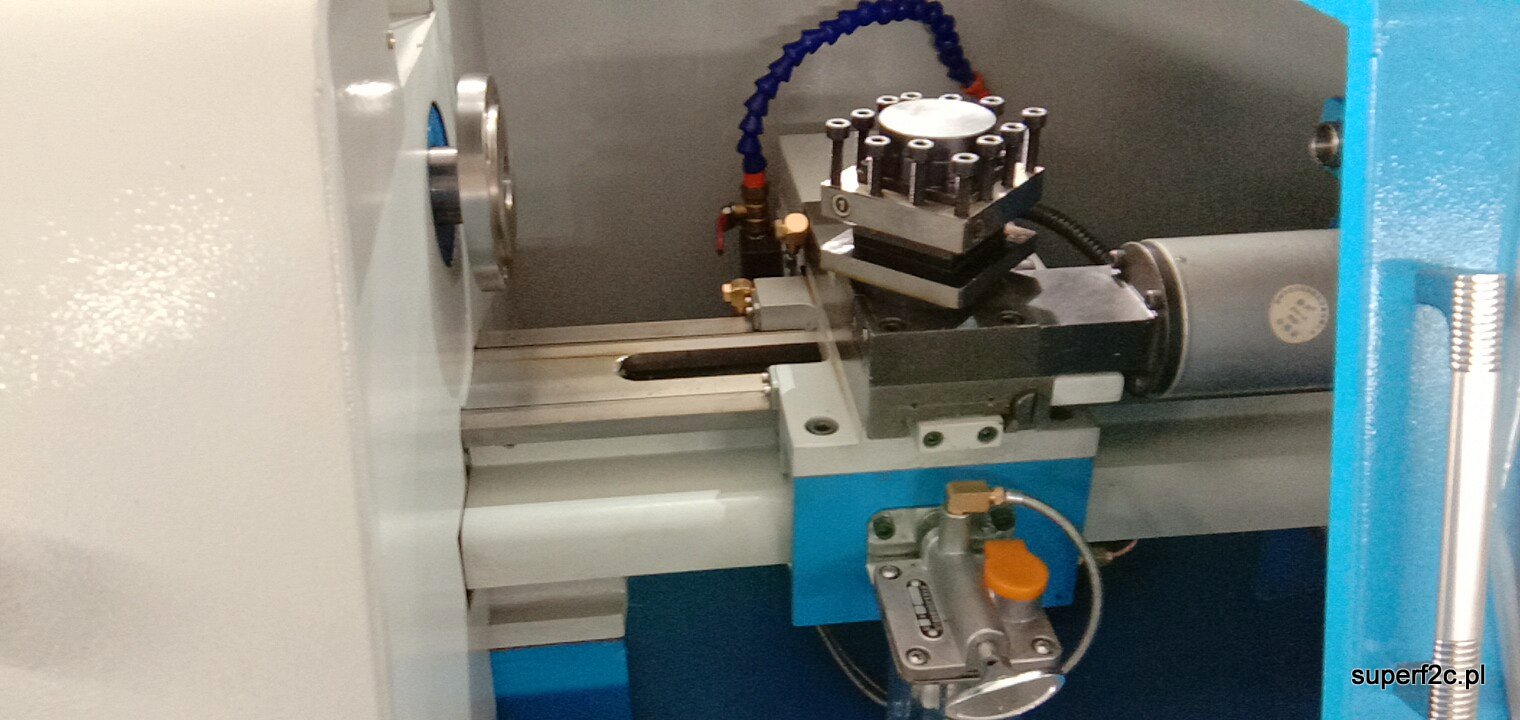
tak naprawdę bardzo rzadko stosuję na konwencjonalnych maszynach lejący się płyn chłodzący. Przy braku osłon (szczelnych) nie ma możliwości nie śmierdzieć podczas powrotu z pracy. Na swojej frezarce małej CNC bez wody przy posuwach powyżej 600 mm/minutę także się nie da pracować. Chyba że się stoi i ciągle polewa chłodziwem. Dzisiaj idzie chłodziwo z pompki od chłodziwa zakupionej na Allegro małej mocy. Chyba 40 W. I mi to jak na razie w pełni wystarcza. na tej fotografii widać konkretną pompę do chłodziwa i stosowny wąż doprowadzający chłodziwo do wężyka nastawnego. Niebieskiego z pomarańczową końcówką.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
Pełna specyfikacja zamówionej tokarki CNC210 widać ewidentnie otwór we wrzecionie 26 mm i stożek Morse'a numer 4.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
we wcześniejszej specyfikacji maszyny przelot wrzeciona miał być 26 mm co bym mógł wały korbowe do SiM-a 2b toczyć sam. Ale stożek Morse'a 3 w taką dziurę wpada. Jest jakiś błąd ale że w Chinach skończyli już pracę to się niczego nie dowiem. Generalnie zawsze będzie jakiś niedosyt i zawsze okaże się że dla następnej pracy maszyna jest za mała... -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
I stało się. Mała tokarka stołowa CNC210 jest gotowa. Ze zmieniaczem cztero-pozycyjnym narzędzi. Działa pod Mach3 wersja stołowa... stożek we wrzecionie to Morse'a 3 sterowanie Mach 3 te same widzę komponenty co we frezarce. Widać niebieski kabel USB do transmisji danych z laptopa WINDOWS 7 X64 po przez USB a nie port drukarki który tylko teraz w stacjach dokujących występuje.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
dzisiaj Expert Marek naprawia węglowe wędki połamane przy "zacinaniu ryby". To że wcześniej była zdeptana to już nikt nie pamięta bo najgorsze jest w tym że rybka nie była zacięta na haczyk Wraz z odejściem Marka z modelarstwa do równie prestiżowych zawodów w łowieniu ryb bezpowrotnie odeszła z Polski kategoria F2D. Na tych zawodach na Kanale Żerańskim Marek wylosował numer 81 i jeszcze było dalszych parę miejsc zajętych. Pozazdrościć frekwencji na zawodach lokalnych.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
Chwila oddechu od szarej codzienności. Na Kanale Żerańskim pokibicowałem chwilę kolegom na zawodach. Marek, Paweł, Mariusz.