f2cmariusz
-
Postów
786 -
Rejestracja
-
Ostatnia wizyta
-
Wygrane w rankingu
50
Treść opublikowana przez f2cmariusz
-

Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
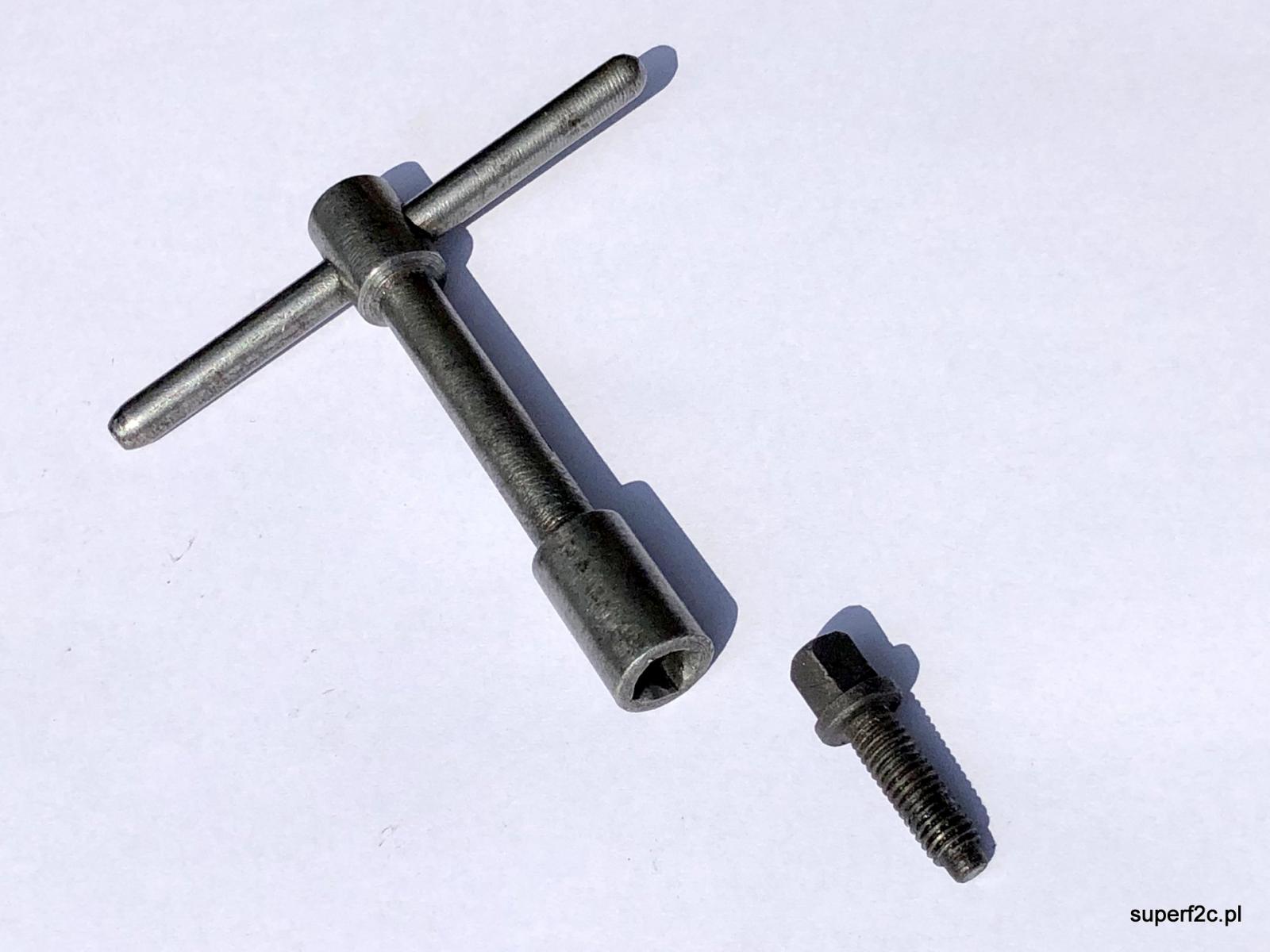
przy małych czy drobnych toczeniach jak najbardziej mocowania noża tokarskiego typu "Multi..." jak najbardziej się sprawdza. Ja dla swojej OUS-1 rozwiązałem ten problem pięcioma kompletnymi imakami. Natomiast jak toczenie zgrubne powoduje powstawanie czerwonego wióra tylko mocowanie na na sztywno. Gdzie nóż dokręcam wszystkimi trzema śrubami imaka. Zachowując dokładnie wcześniej dobraną wysokość noża dla danej tokarki. -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
Dokładnie do tego służy mi zapisana liczba w sposób trwały na tokarce z której kiedyś czasami korzystałem a dzisiaj codziennie korzystam. Polecam takie a nie inne trwałe oznaczanie bo zawsze wiadomo jak potrzeba...
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
powtarzam się... Ale ponownie zapytam, co może oznaczać cyfra wygrawerowana przeze mnie na imaku nożowym...
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
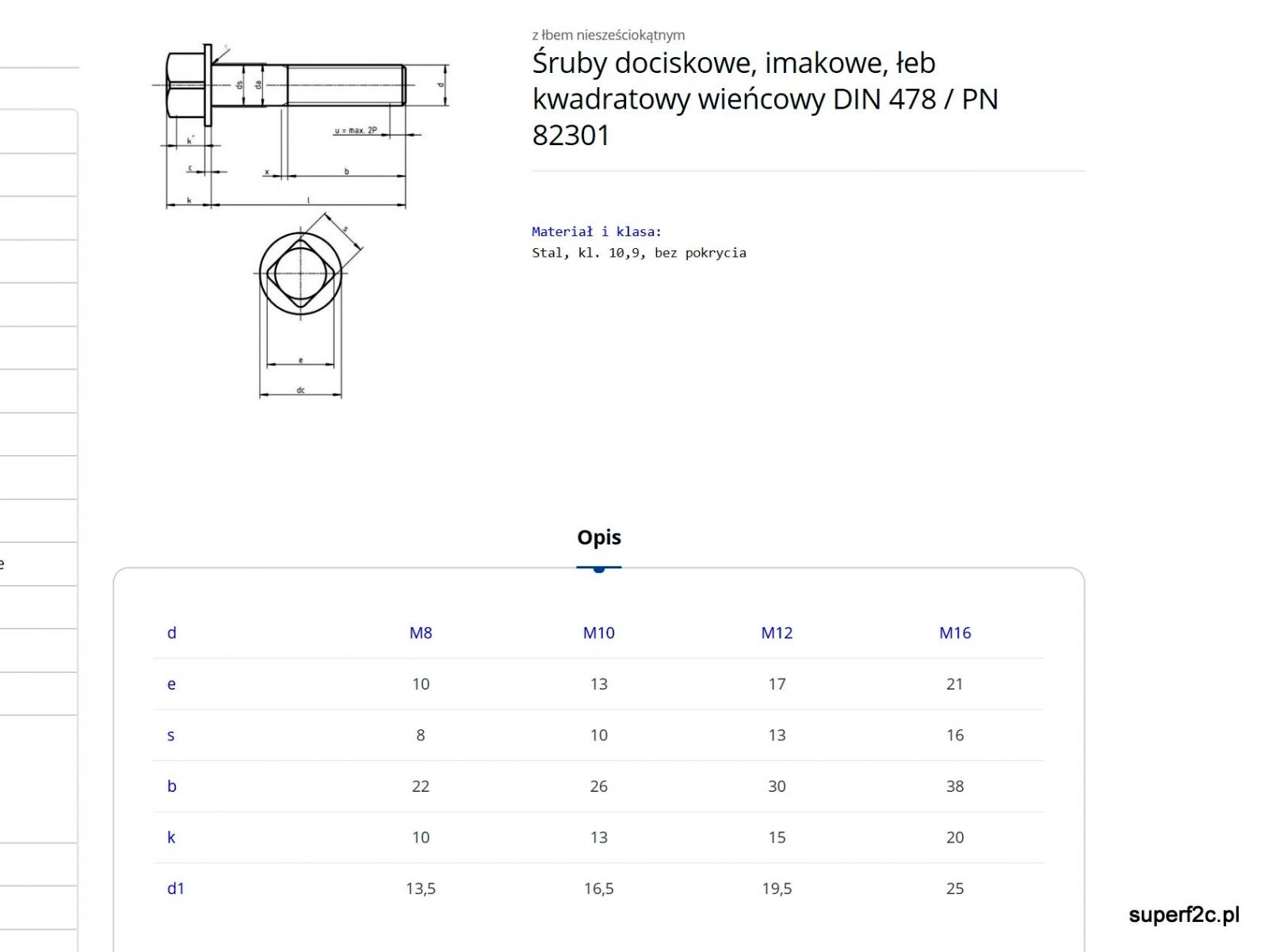
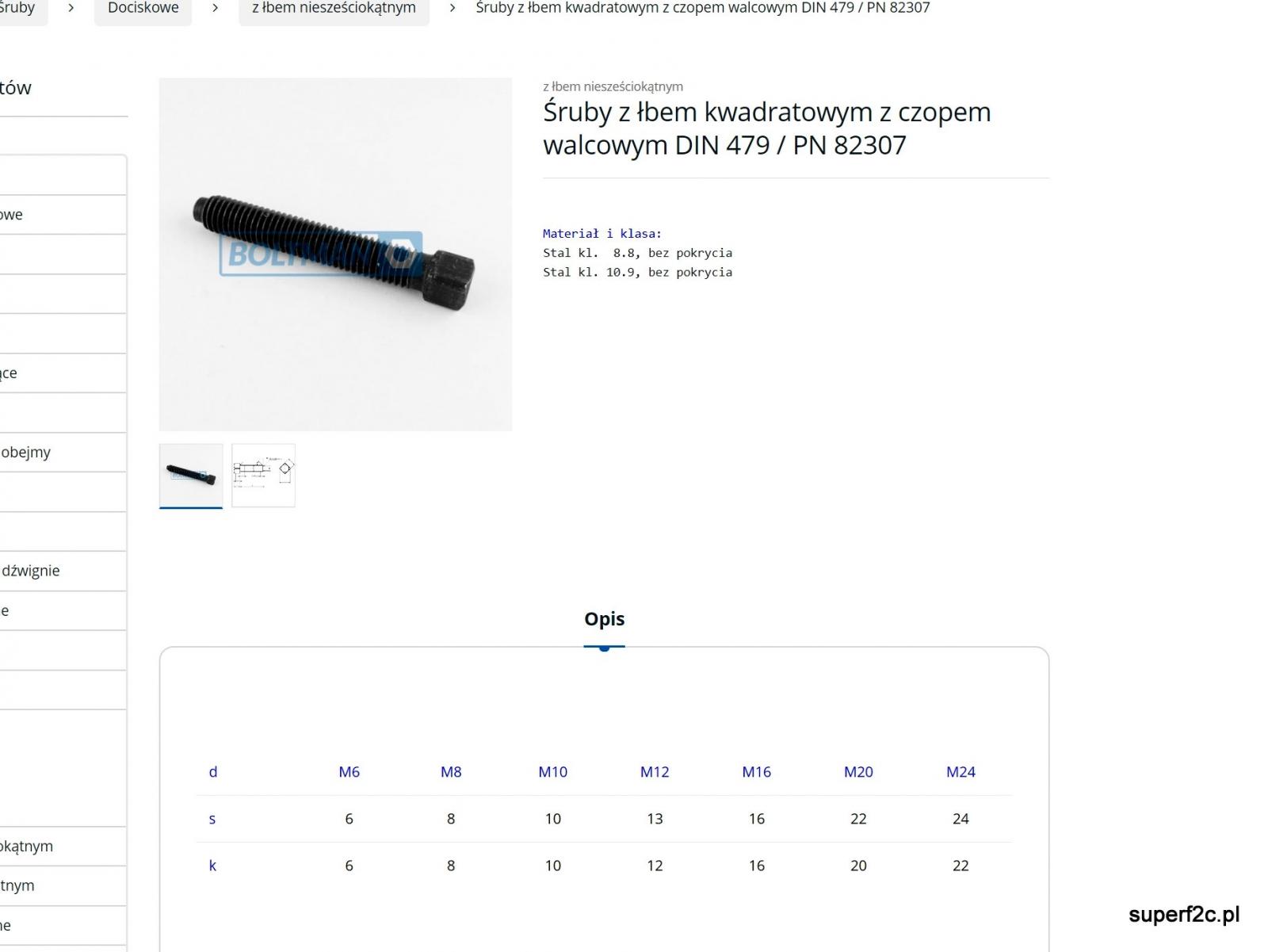
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
w kształcie zbliżonym do kształtu z OUS-1 zaczynają się od M8 a oferta od M6 odbiega od oryginalnych śrub dociskowych stosowanych w OUS. dlatego kiedyś sobie dorobiłem... wiatr robi swoje. Spadająca śruba M6 na tle stolika 800 x 600. Przyszła podstawa pod stołową frezarkę CNC o polu pracy 1050 na 600 mm.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
podobne jest i moje doświadczenie w tej materii. Wióry skutecznie blokują prawidłowe osadzenie klucza ampulowego czy jak kto woli imbusowego... Doświadczam tego typu zjawiska pracując na tokarce w zaprzyjaźnionych firmach. moje imaki. Stan na dzień dzisiejszy. przy okazji na jednej ze śrub umieściłem cyfrę 23,5. Wiadomo wszystkim po co? kupując czy robiąc samemu imaki do OUS-1 nie zapomniałem także dorobić specjalistyczne śruby z materiału 40H obrobione cieplnie do twardości 48HRC. Do większych imaków bez problemu dokupywałem śruby na OLX czy Allegro natomiast śruba do imaka M6 występuje w ofercie kilku firm ale składając zamówienie dostawałem odpowiedz braku na magazynie takowych...
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
to naprawdę działa pod Mach3 na Win7 x64 przez USB. Mach3 zakupiłem razem z maszyną i oraz plikiem konfiguracyjnym w formacie pdf gdzie krok po kroku jest pismem obrazkowym pokazane jak i co konfigurować. I zadziałało. Za pierwszym razem. Z poprzednią maszyną nie było tak łatwo. Korzystałem z pomocy osoby ogarniającej kwestie konfiguracyjne Mach3 pod USB...
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
nie za bardzo rozumiem dla czego mam nie "powierzyć" ... Skoro działa i to skutecznie. A jedyne błędy wykonania detalu to tylko moja od czasu do czasu nonszalancja i brawura w obsłudze. Całe szczęście przestrzegając zawsze procedury startowej nigdy jeszcze nie doprowadziłem do krytycznej katastrofy. -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
Brak wokół mnie innego systemu sterowania (z tych najtańszych) niż MACH3. A że druga frezarka oraz dzisiaj co przyszła tokarka CNC210 posiadają tylko do sterowania kabel USB to nawet mi do głowy nie przyjdzie kombinować z czymś innym niż to o czym mam pojęcie od paru lat. Czyli MACH3 przez USB a to oznacza system WIN X64. -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
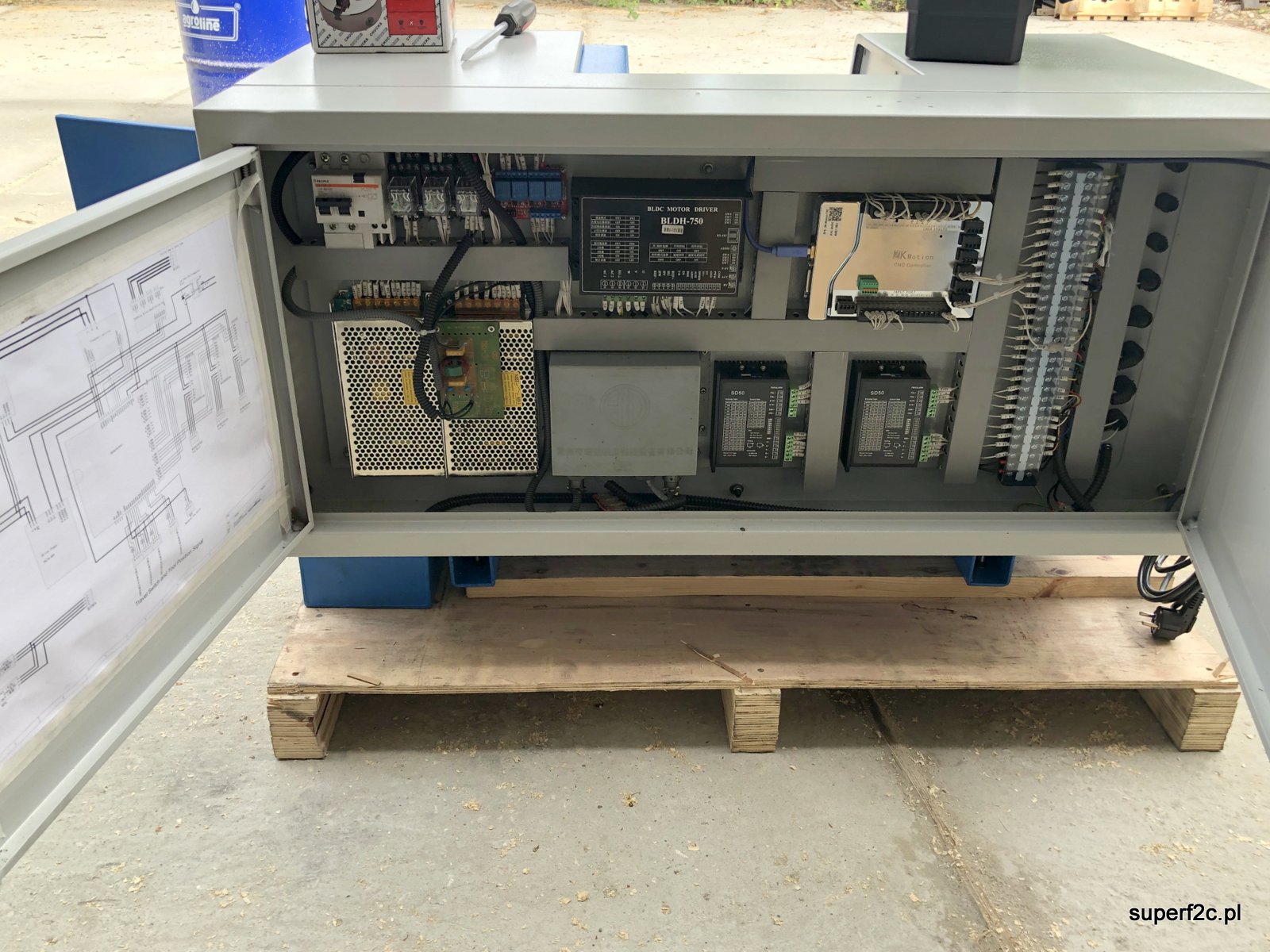
z rana zorganizowany samochód ciężarowy przywiózł od dawna oczekiwaną paczuszkę. Najmniejsza jaka w dniu dzisiejszym była na samochodzie. część elektryczno-elektroniczna maszyny. Wychodzi kabel 230V i USB. powolny wjazd na swoje miejsce. główne wyposażenie modelarni przy Zakładzie Pracy zrealizowane... Frezarce nikt nie przeszkadza i sobie pracuje. Teraz WINDOWS x64 niezbędny na jakimś laptopie z czterema wyjściami USB (Obsługa tokarki, mysz, odbiornik USB bezprzewodowego sterownika pod MACH3 i pen-drive z programem NC)
-
Oleg Antonow. https://pl.wikipedia.org/wiki/Oleg_Antonow
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
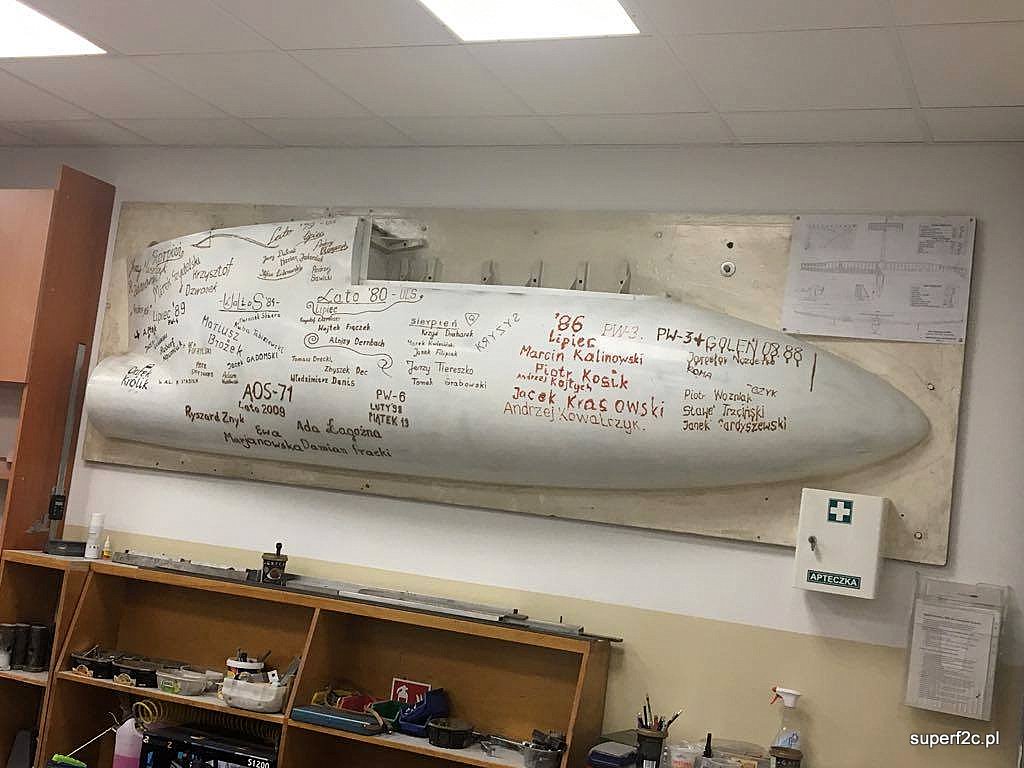
wyważarka szczęśliwie odnaleziona i naprawiona... odnalezione archiwalna fotografia. Swój podpis złożyłem w 1979(?) roku.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
Zapewniam że każdy sobie poradzi mając do dyspozycji kabinę lakierniczą z wymianą powietrza przez filtry z napędem wiatraków wielokilowatowymi silnikami, płaszczem wodnym po ścianach (odkurz czy latające muchy nie istnieją !!!). A na wysokości 80 cm dodatkowe oświetlenie w postaci kilkudziesięciu 120 cm 40 Watów świetlówek. Mając jeszcze do dyspozycji po drugiej stronie ulicy mieszalnie farb lakierów samochodowych z bardzo doświadczonym właścicielem ( I chętnym do pomocy) malowanie natryskowe rozkręconym i umytym po ostatniej pracy pistoletem natryskowym to przyjemność. -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
tak ten pojazd wyglądał na dzień wyjechania z kabiny. Felga czy kołpak to następny temat do regeneracji. Właśnie jestem na etapie wybierania technologi z użyciem acetylenu...
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
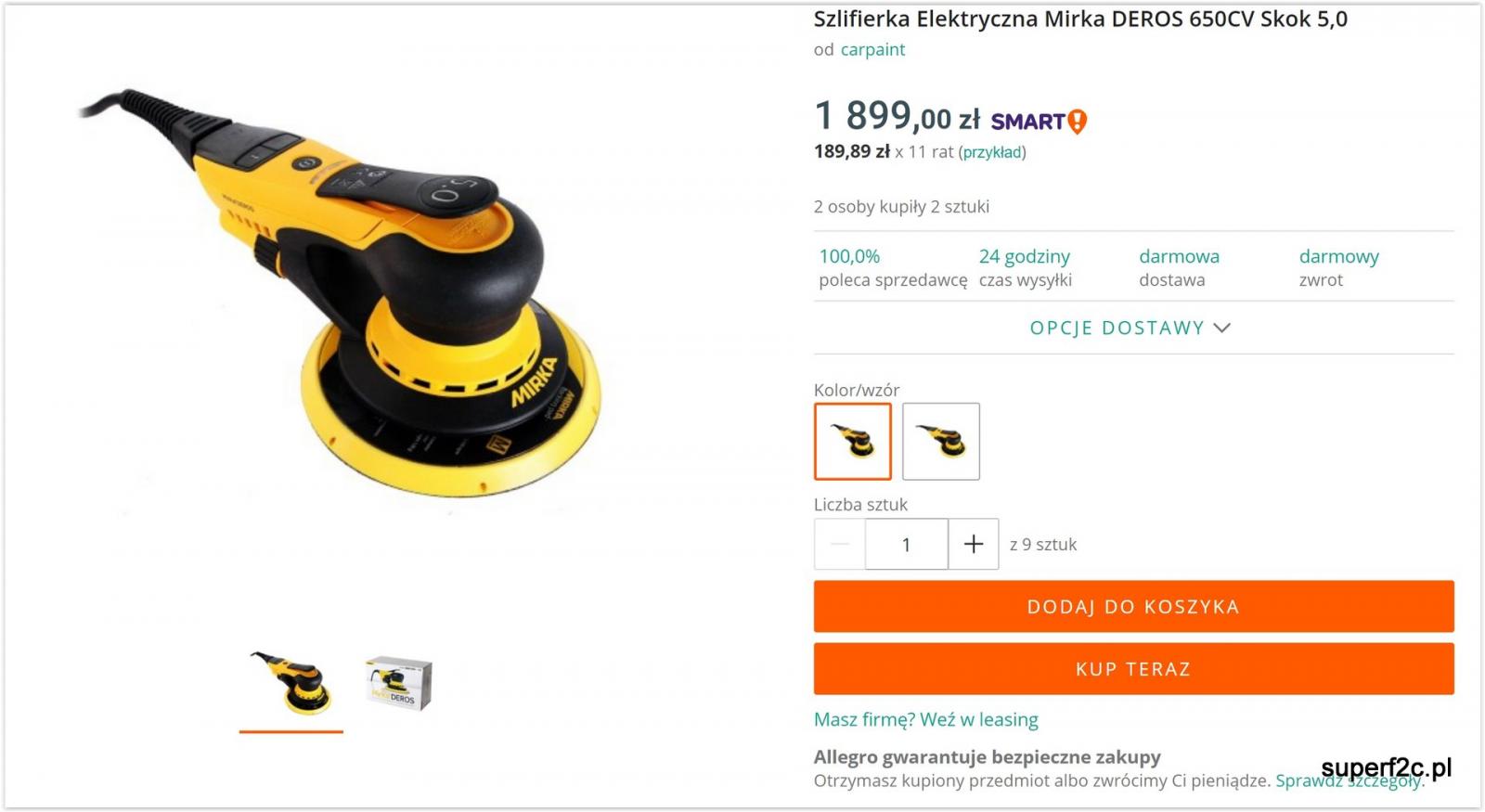
to oczywiście produkt szwedzkiego przemysłu lotniczego wykonany z żelaza zatem w celu uzupełnienia wokół szyby ramki, rynienek na prowadnice do szyby czy łapaczy uszczelek wargowych z blachy stalowej nie wystarczy lutowanie cyną "60". Bo to się po prostu rozejdzie w trakcie eksploatacji pojazdu. Muszę to szczelnie mosiężno-srebrnym spoiwem złączyć. Lutowanie miękkie idzie tylko na korozyjne wżery na wylot. Tylko po to co by woda nie dostawała się pod nowy lakier. tu każdemu polecę tą maszynkę aktualny screen oferty z Allegro. Widać dwie osoby kupiły. Ja także polecam razem z odkurzaczem uruchamianym automatycznie przyciskiem przy szlifierce. Dodam jeszcze że to urządzenie posiada wbudowany czujnik wibracji oraz moduł Bluetooth. czasami jestem ponownie modelarzem czy bardziej stolarzem. Tu na fotografii nowy boczek wykonałem z lepiej dopasowanym kształtem geometrii !!! jak oryginał. niestety rysowanie pełnej dokumentacji silnika SiM 2b czasami wstrzymują i tego typu prace... Na pierwszym planie czerwono złota moja praca w 3D w Rhino3D a na dalszym planie oryginał.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
wcześniej pytałem o palniki. Na tych fotografiach dokładnie widać po co mi to jest potrzebne. Do skali 1:1 niezbędne...
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
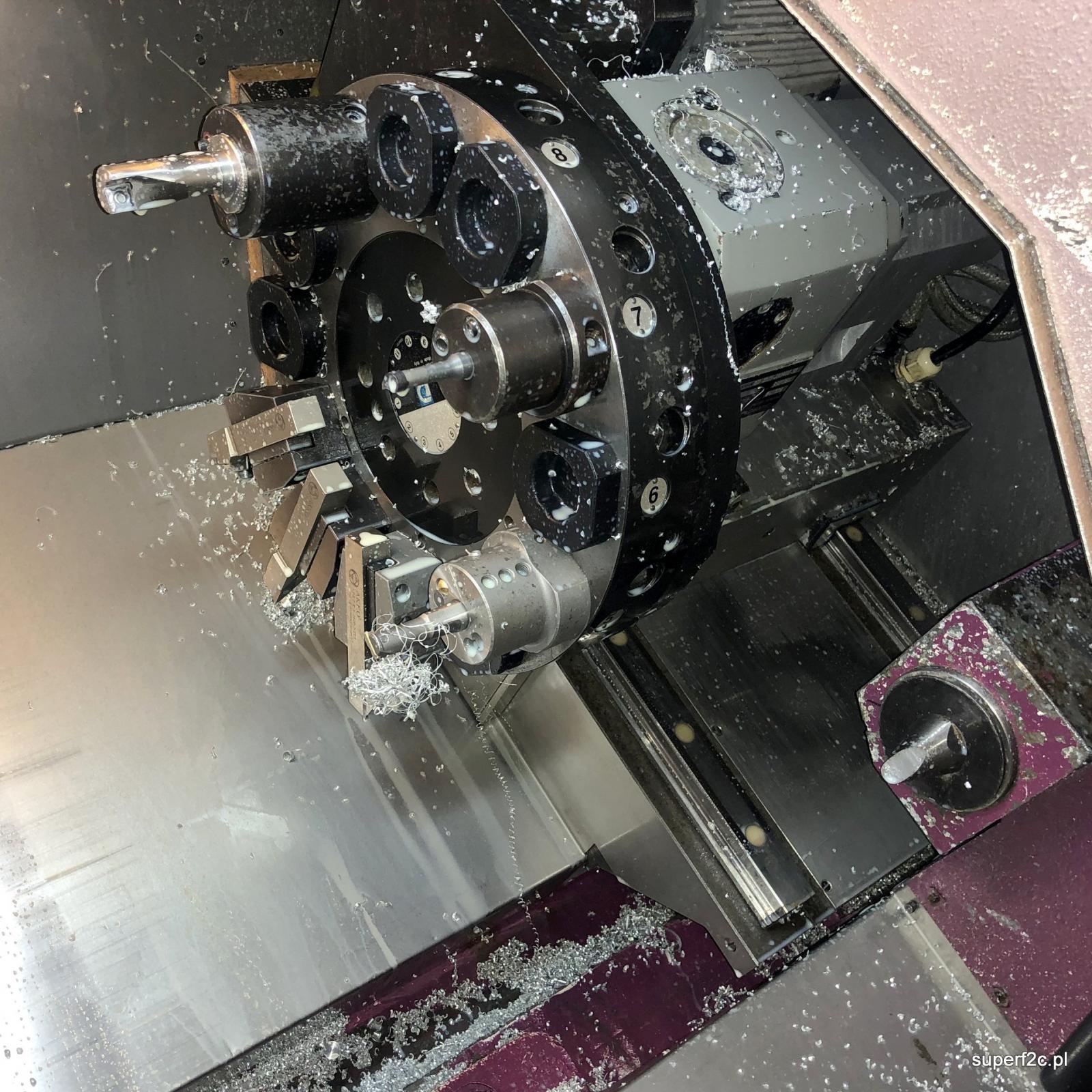
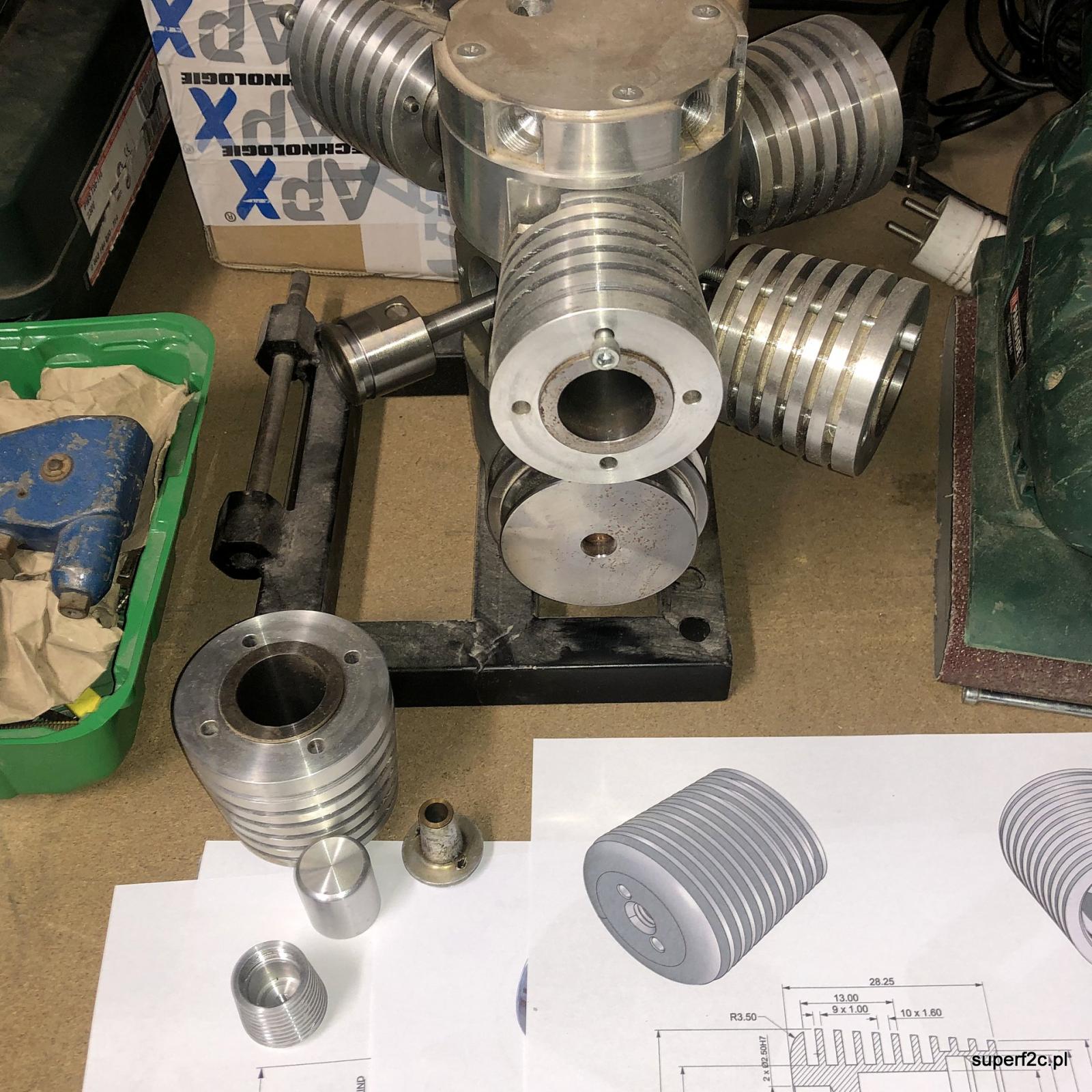
zawiozłem pręty duralowe i ze stali do Tokarza. A tam już czeka maszyna bo skończyła inne zamówienie. trochę narzędzi także napędzanych można tu założyć... pierwszy raz w nowym miejscu byłem i od razu niespodzianka to co zobaczyłem na biurku:
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
pożyjemy zobaczymy. Niestety nie dane mi jest codziennie zajmować się silnikiem SiM 2b. Ale że nie jestem teraz na zawodach pucharowych w Mińsku na Białorusi czy w Kijowie na Ukrainie to nadrabiam zaległości. Siedzi w bagażniku i raczej dowiozę tam gdzie już były wykonywane wały korbowe. Fi30 aluminium i trochę mniejsza średnica na 38HMJ po obróbce cieplnej na 96 wałów korbowych. główne rysunki części toczonych zrobione. Kwestia wydrukowania, poprawek i razem z materiałem gotowe do wywiezienia. A za tokarkę zapłaciłem cło i podatek czekam. Przyjedzie prosto do modelarni prosto z Gdyni.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
jedyne znane mi miejsce w Warszawie gdzie bez problemu wszelkie obróbki cieplne stali dokonuję. Zawsze było zrobione na czas i bez zastrzeżeń. Wjeżdża się samochodem praktycznie pod sam piec Zawiozłem tam wreszcie do ulepszenia cieplnego 20 kg wałków z 38HMJ. I dzisiaj odbieram. Postały wreszcie wszystkie rysunki dotyczące Aluminium Pa6. Można wreszcie cały materiał zakupiony wcześniej zawieść do toczenia CNC. A tokarka CNC210 wreszcie w Gdyni i chyba wszelakie papierkowe formalności wczoraj udało mi się pozytywnie załatwić. Cło i podatek VAT jeszcze bo zapłacenia. Ale najpierw firma spedycyjna musi uwolnić przesyłkę do Agencji Celnej... czy jakoś tak
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
parę dni temu odbył się Puchar Warszawy w Charkowie w uwięziowych kategoriach. Kolega będąc w tamtejszej modelarni natknął się w modelarni na gablotę z tymi o to fotografiami. Pytając Jacka dowiedziałem się że ten z orzełkiem na piersiach to Władysław NIestoj. Poznałem go osobiście na Mistrzostwach Świata w Częstochowie w 1980 roku.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
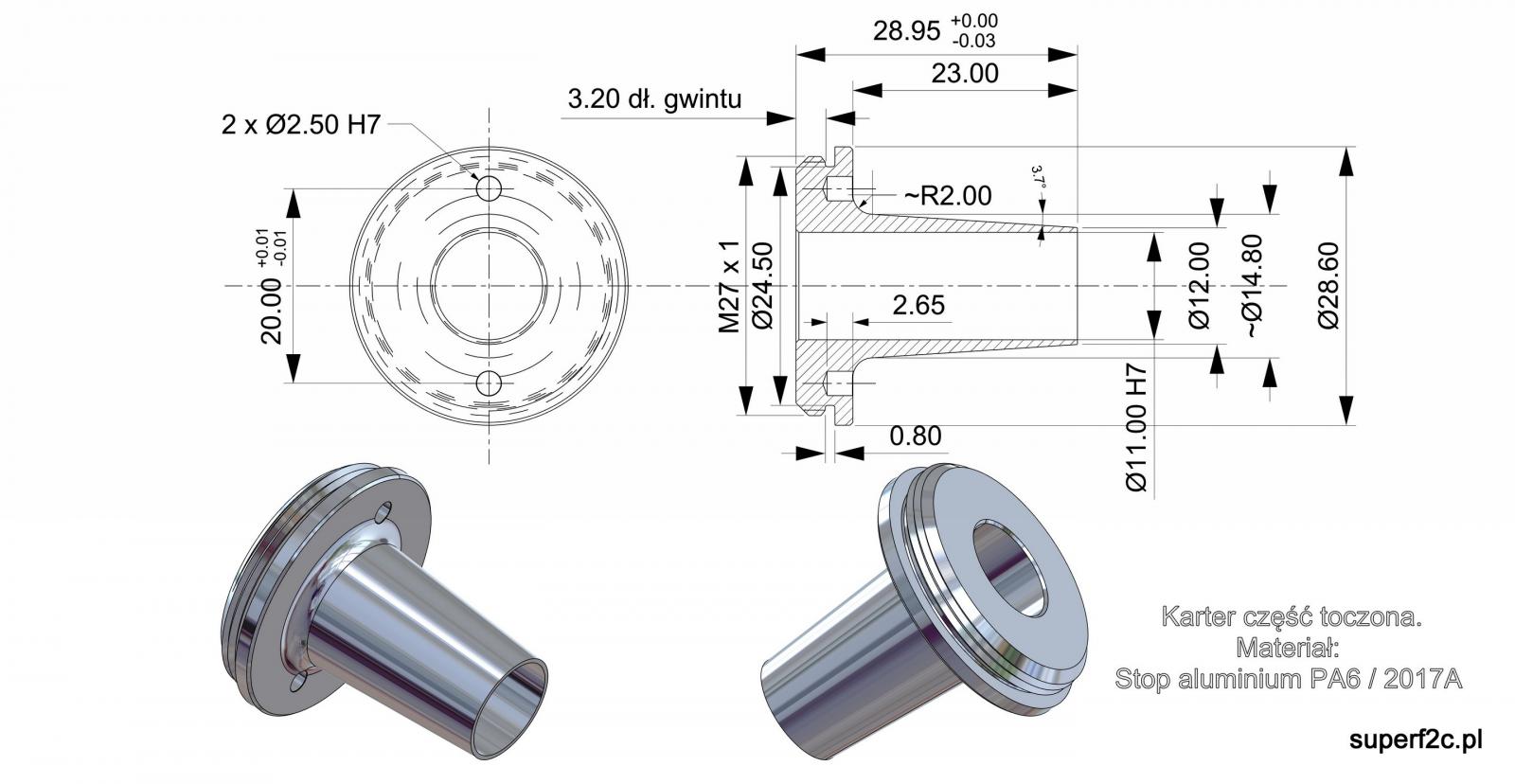
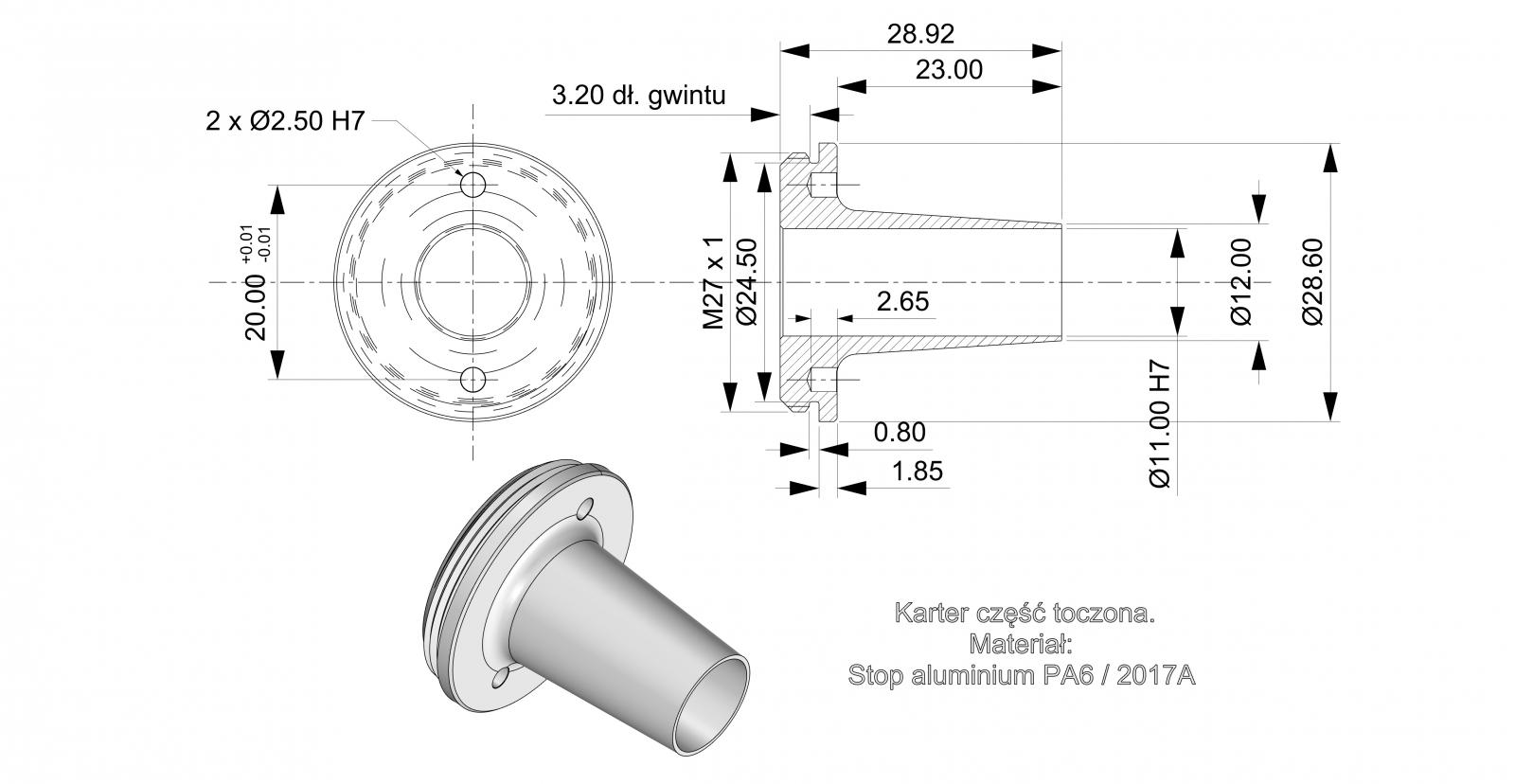
ewidentnie zabrakło wymiarów... Dziękuję za konstruktywną uwagę Jacku.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
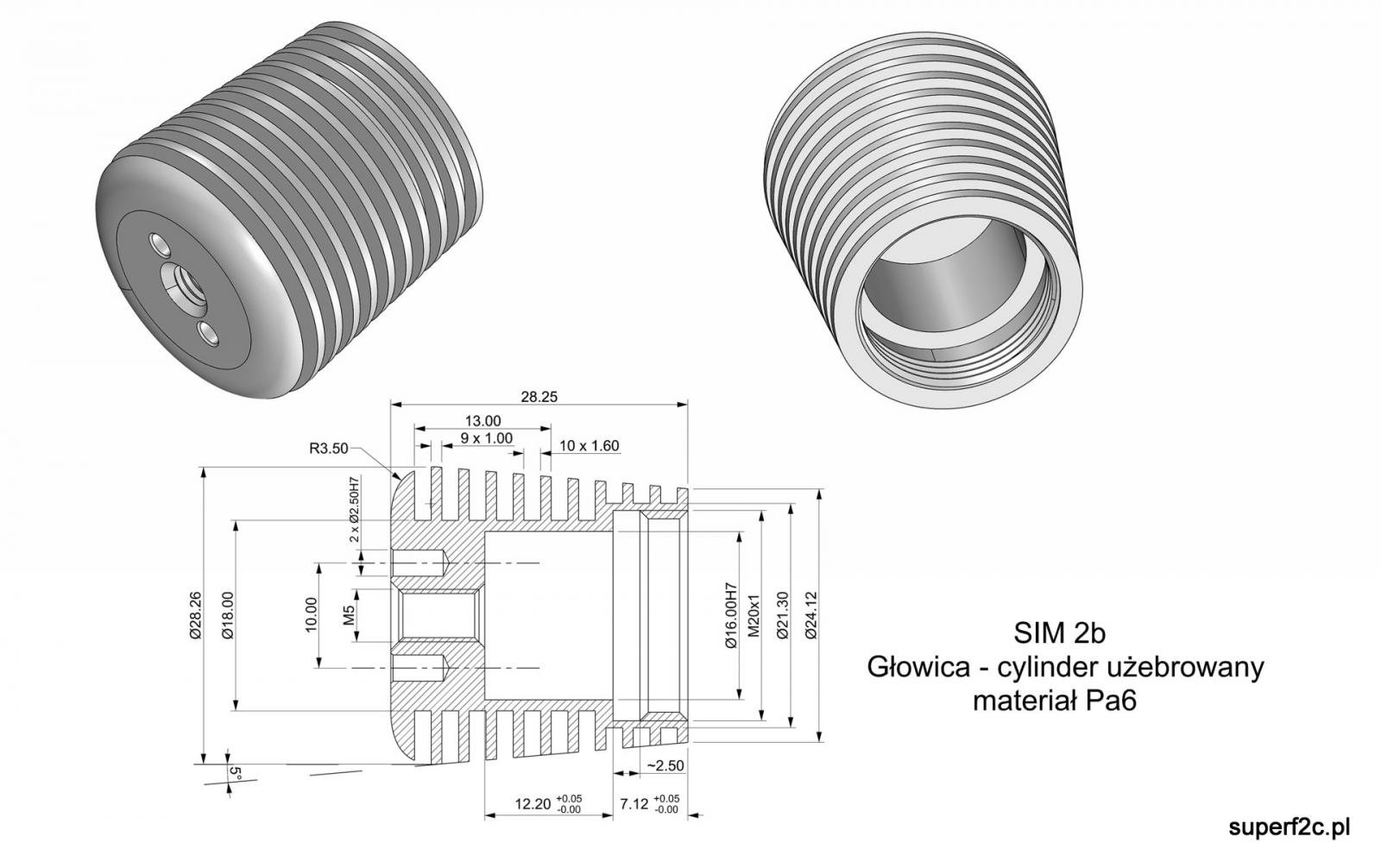
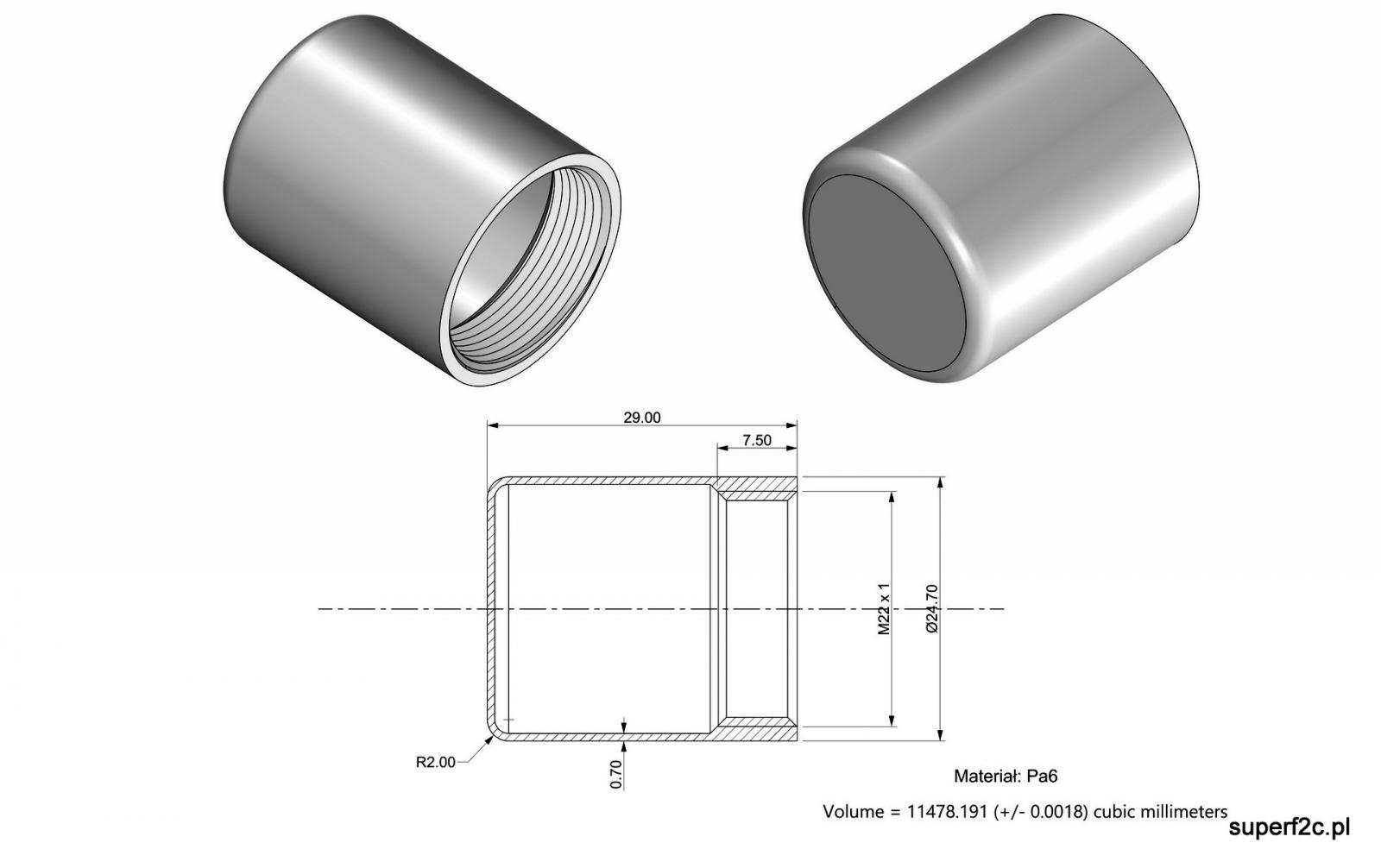
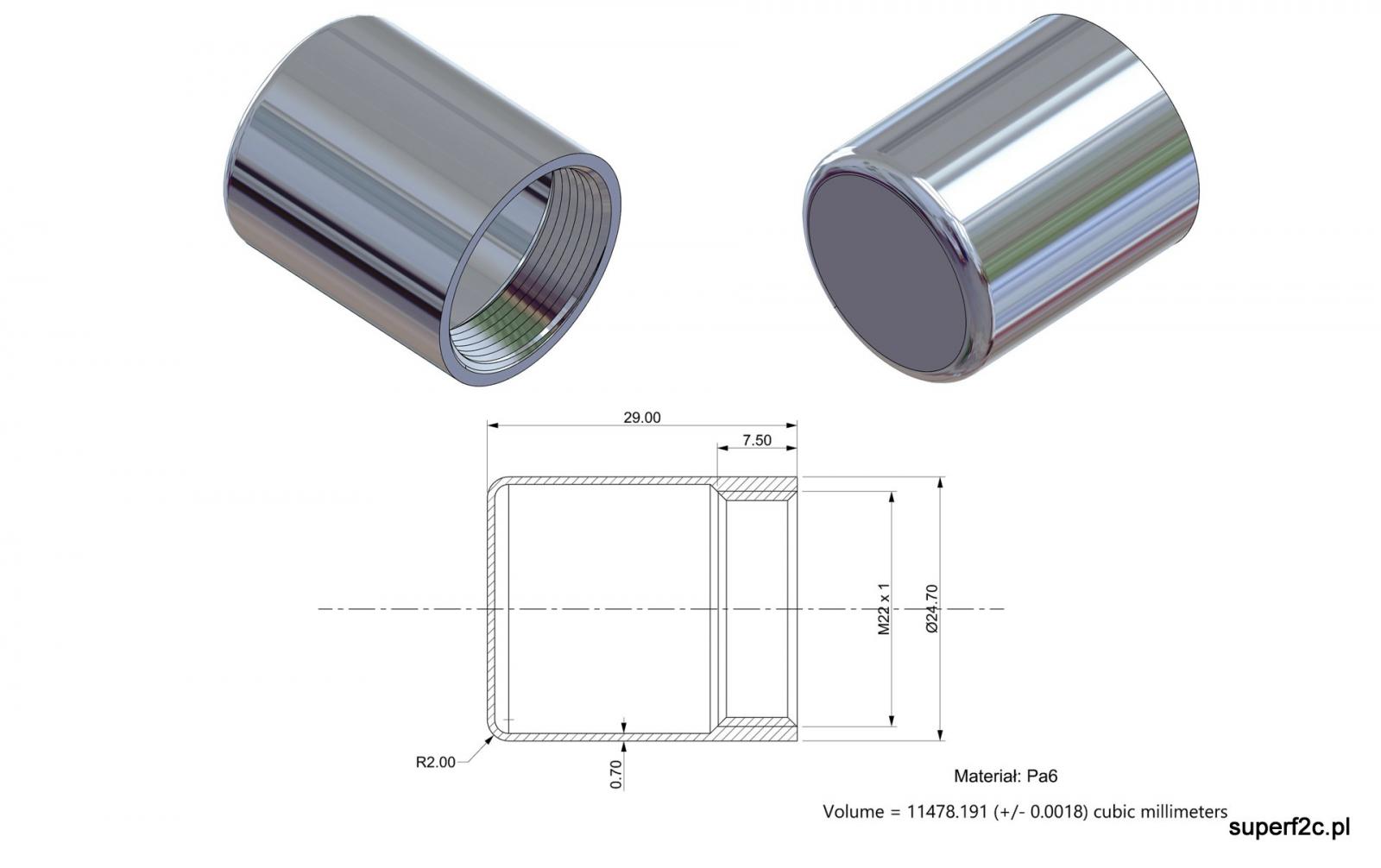
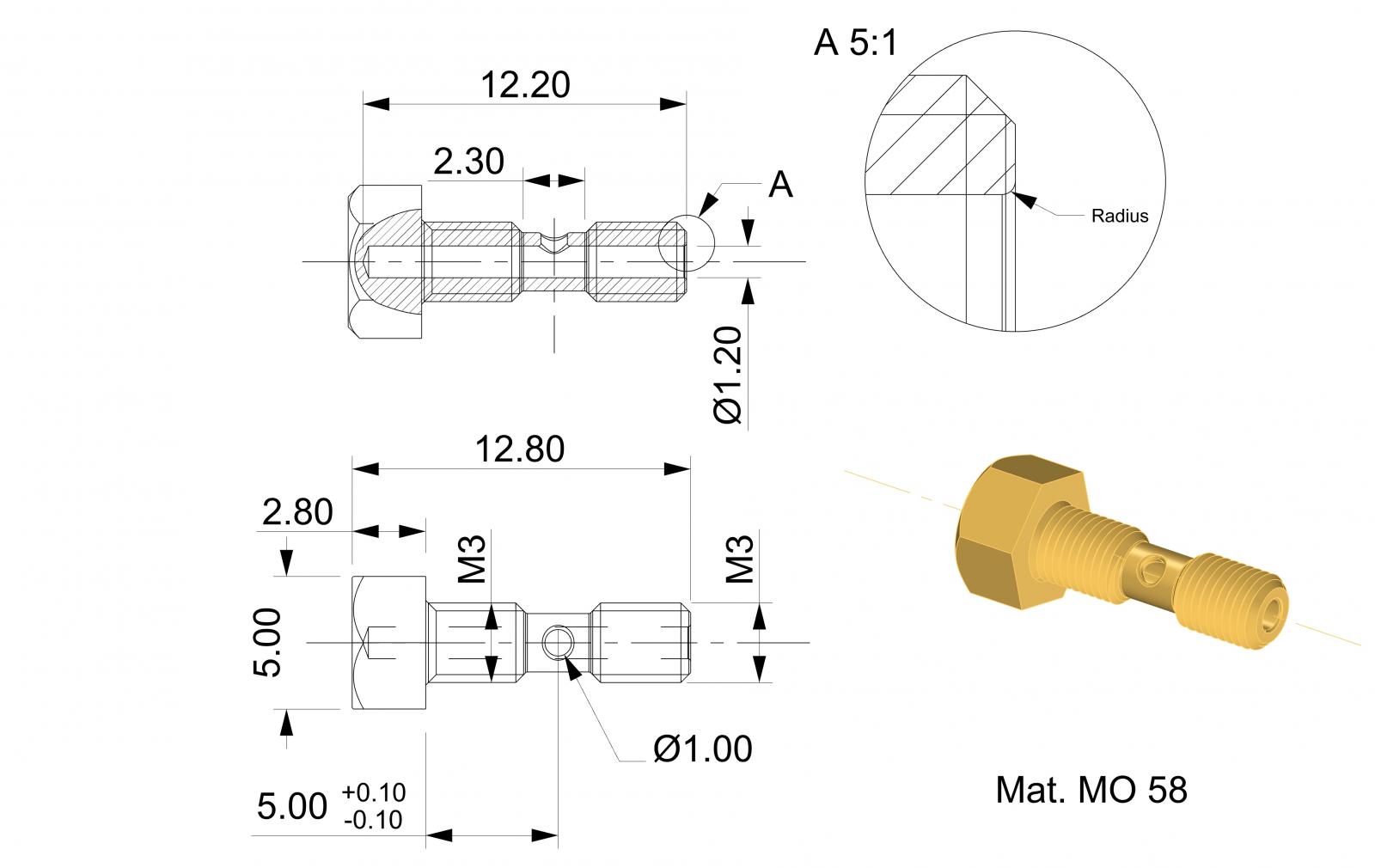
Powoli ale konkretnie powstały kolejne dwa rysunki wykonawcze detali składające się na całość silnika SiM 2b. tu to nie ma co wyjaśniać. to element mosiężny w który wchodzi igła gaźnika. co do tokarki CNC 210 to teraz mniejszym już statkiem płynie z Rotterdamu do Gdyni. Spodziewany rozładunek 17 maja. A mnie zostało już tylko trzy dokumenty do złożenia czy wyjaśnienia. Czarna magia bo pierwszy problem to "na kopii konosamentu brak informacji o przewoźniku morskim". Całe szczęście nie jestem sam na tym świecie i mam kogo pytać jak sobie poradzić...
-
Jak dawno temu rozmawiałem z Valeriy Kramarenko pomysł na silnik wynikł z potrzeby zbudowania makiety tak aby z gondoli silnikowej makiety nie wystawała głowica silnika.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
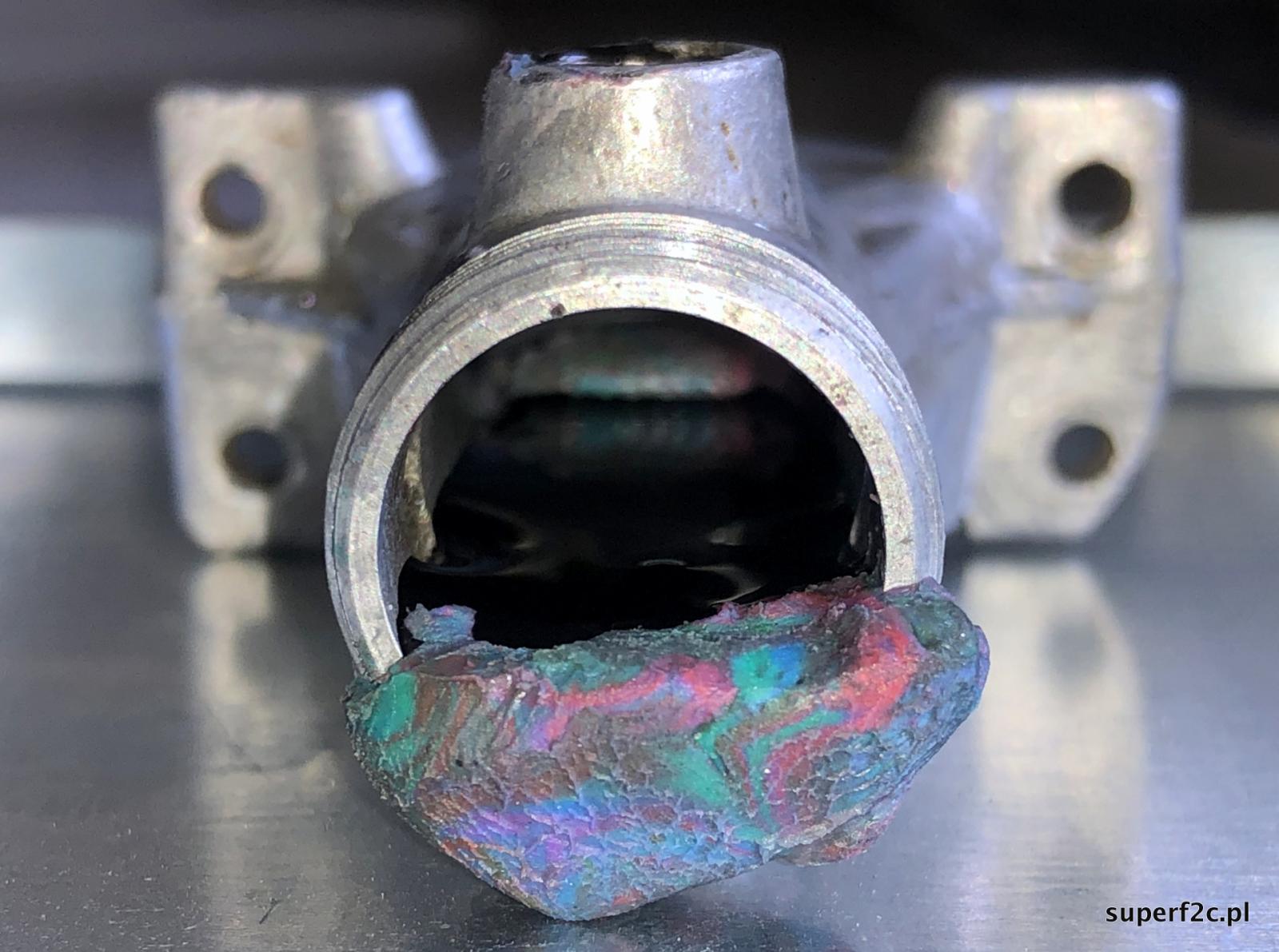
Dziękuję za konkretny link do przedmiotu który poszukuję. Jak widać proste jest znalezienie czegoś pod warunkiem że znamy odpowiednie słowa kluczowe do wpisania w wyszukiwarkę. Ale wracając do tematu głównego: parę dni temu wykonałem odlew kanału zasilającego. wypychacz obok ma średnicę 0,99 mm a sam kanał jest nierówny ma od 0,51 do 0,58 mm. A sam nadlew wykonany na zewnątrz karteru ma 1,82 mm w kopiowanym przeze mnie oryginale silnika SiM 2b.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
dziękuję za cenne informacje poszerzające zakres wyposażenia mojej modelarni. Ale na żadnej aukcji na Allegro czy szukając po sklepach netowych nie spotkałem teraz zestawu z mikro-palnikiem takim jak zamieszonym w ostatnim poście. ( Z trzema metalowymi igłami lekarskimi ). A po konsultacjach widzę że to narzędzie jest mi ponownie niezbędne. Proszę zatem o pomoc w znalezieniu miejsca gdzie coś takiego mogę nabyć. Specjalnie pojadę na Orlą gdzie są sklepy Jasper i inne. No i dzisiaj zaraz Wolumen.
-
to jak byłem na Mistrzostwach Świata w Australii w 2016 roku. Koledzy z ekipy rozjechali się do Sydney czy Bali a ja zostałem na całodniowych zawodach regionalnych. Filmowa relacja jest na https://www.youtube.com/user/f2c a konkretnie: https://www.youtube.com/watch?v=Pd7iWfUo3ds&t=426s