f2cmariusz
-
Postów
786 -
Rejestracja
-
Ostatnia wizyta
-
Wygrane w rankingu
50
Treść opublikowana przez f2cmariusz
-

Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
smród podnoszący albo zwiększający skurcze serca. Rozbijając ampułki medyczne z azotynem amylu przeterminowane wybuchały ale że to pewnie było 2 ml to specjalnie szkody nie było ale serce zaczynało łomotać. Stosowną obliczoną ilość ampułek na dany dzień latania umieszczałem w wysokim słoiku i rozgniatałem patykiem. Zalewałem odmierzoną ilością nafty i filtrując wlewałem do butelki z paliwem. 7% to miej więcej jest oleju mineralnego plus trochę oleju z dodatkami płuczącymi. Istota paliwa to energia z nafty i tej jest około połowy w składzie paliwa kosztem oleju. Bo eteru to zawsze było około jedna trzecia. Eter to chłodzenie czyli wykorzystanie ciepła parowania wewnątrz silnika. No jeszcze muszą zmieścić się w tych 100% dodatki typu Nitrocet 50 czy coś podnoszącą liczbę oktanową paliwa. W tym roku uczestniczyłem w paru zawodach zagranicą. I za każdym razem przez to że lecieliśmy na zawody samolotem paliwo organizowali mi zaprzyjaźnieni różni ze świata modelarze. Cztery różne paliwa mieliśmy w swojej tankowaczce lane czy dolewane z tej samej butelki co i nasi dostawcy na miejscu startowali. jedynie koledzy z Polski uraczyli nas osobnym paliwem choć do niedawna było z jednej butli dla wszystkich z ekipy. Które paliwo jest gorsze a które lepsze ? Cztery różne paliwa i nie stwierdziłem różnicy. Oczywiście inna zupełnie regulacja kompresji i trochę inna regulacja iglicy na tym samym modelu. Na zawodach jest czas na taki typ regulacji bo po zawodach niestety brakuje czasu na testy dotyczące paliw śmigieł. Po prostu każdy chce wracać do domu. Tu ciekawostka. Paliwo przygotowane przez kolegę Krzysztofa pozwoliło zrobić Rekord Polski na Mistrzostwach Świata w Landres 2018 i wejść na szóstym miejscu do półfinałów. (3:12,2)
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
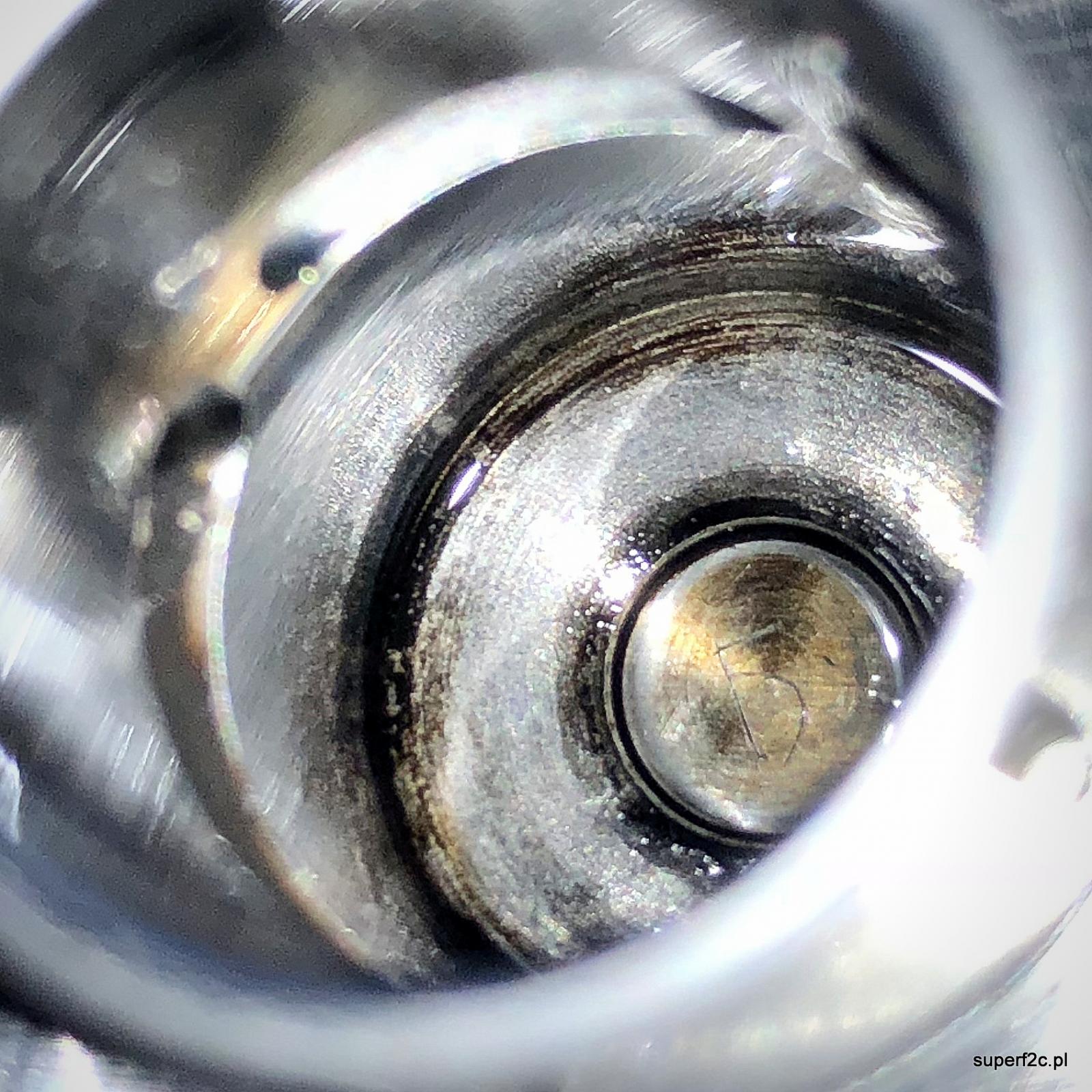
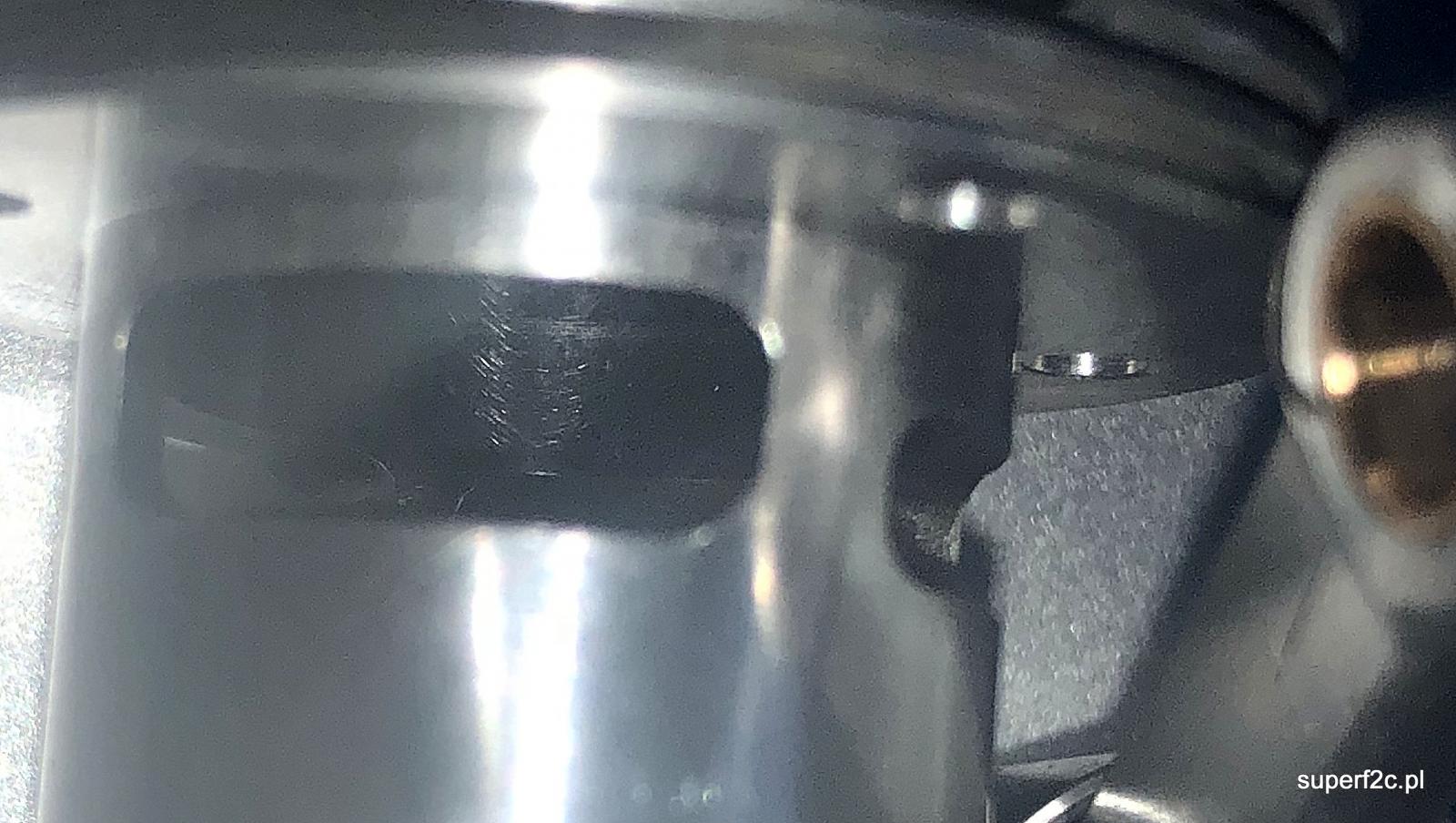
akurat mam zeszłoroczny zestaw z wyczynowego modelu w którym zestaw się skończył w domu i mogę pokazać jaki widać nagar po co najmniej pół godzinie zawodniczej pracy. w głębi cylindra nagar został zdjęty szmatką na kawałku patyka. Chyba nawet bez amoniaku. Bo ze stężonym amoniakiem byłoby zupełnie czysto. To zasługa zastosowanego paliwa. I oczywiście regulacji kompresji. Ani przez chwilę silnik nie został przegrzany na górze tłok z tego cylindra z nagarem, na dole nowy tłok do wtarcia w ten cylinder po prze-honowaniu honowanie to nic innego jak przetarcie docierakiem z grubą pastą diamentową tak aby powstały ryski w chromie. Wcześniej drobniejszą pastą były sprawdzone błędy kształtu. Jak geometria okazała się akceptowalna to dopiero było ponowne zrobienie rysek na utrzymanie filmu olejowego
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
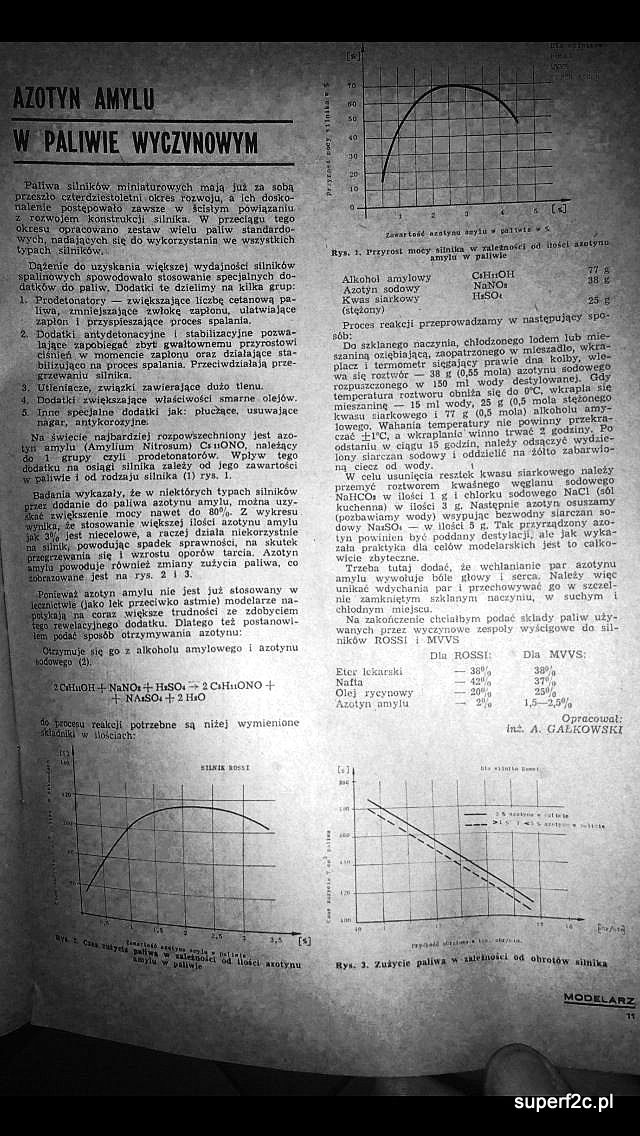
co Ty zrobisz na uwięzi to naprawdę tylko kibicować należy aby na zapale się nie skończyło. Co do mieszania poszczególnych składników paliwa( eter dietylowy, nafta jet A-1, nafta D60, petroleum z Niemiec Fischera czy Staufen, D100, olej rycynowy z apteki czy z Allegro inne oleje reklamowane do dwusuwu plus czteroetylek ołowiu czy DII czy azotyn amylu. Pewnie czegoś jeszcze nie wymieniłem) to każdy miesza według własnych sprawdzonych przez siebie proporcjach. I dla wielu zespołów jest to największa tajemnica. Trzecie zdjęcie z Modelarza to instrukcja wytworzenia azotynu amylu nieżyjącego Olka Gałkowskiego. no tak zapomniałem o jeszcze jednym dostępnym ulepszaczu z Krupskiego Młyna plus na stacji benzynowej lub na Allegro w dziale dodatki do oleju silnikowego dodatek podnoszący liczbę oktanową Prawie wszystko jeśli chodzi o składniki paliwa do współczesnych silników samozapłonowych dwusuwowych. I ułóż teraz receptę na optymalny skład paliwa na konkretne zawody gdy jest 38 stopni w cieniu albo druga skrajność gdy jest 15 stopni w cieniu.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
oczywiście że żądają. Tak to współcześnie funkcjonuje i chyba dla każdego jest to naturalne. Ale to dotyczy jak kupuję w hurtowni. Osobiście na Allegro nigdy nikt ode mnie niczego więcej nie żądał poza adresem miejsca wysyłki i zapłaceniem za towar czasami z góry czasami przy odbiorze Nafta brana w niewielkich ilościach bezpośrednio przy hangarze gdzie stacjonują samoloty na tą naftę jest na pewno naftą która jest z komponentów uzyskanych w ściśle określonym przez normy zakładowe reżimie technologicznym. To dotyczy także transportu na samo lotnisko i tam przechowywanie. Jak lataliśmy na zwykłej nafcie prymusówce to różne partie się tej nafty trafiały w butelkach półlitrowych. Dopiero jak dotarłem do rozlewni tej nafty a adres był na nalepce to zobaczyłem że na tej samej linii rozlewniczej wszelkie płyny były rozlewane. I wcale nie była czyszczona między zmianą czynnika linia rozlewnicza !!! Olej napędowy. Także byłem na lataniu gdzie koledzy mieli paliwo zrobione na bazie oleju napędowego. Silnik ich i mój pracował ale zupełnie na innych nastawach kompresji I z tego co pamiętam pętli pod pułapem nie byłem wstanie wykonać na paliwie na bazie oleju napędowego. Po prostu w skład oleju napędowego wchodziła nie tylko ta nasza nafta ale i inne węglowodory. Na pewno parafinowe węglowodory były bo walczyłem z tym w mroźną zimę w kolegi Oplu Kadecie. -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
wielokrotnie jak byłem przy tankowaniu samolotu z takim napisem JET A-1 na wlewie to nie było problemu z naftą JET A-1. I to aktualnie chyba jedyne źródło pozyskania w miarę znanego pochodzenia składnika paliwa do samozapłonu. Bo co jest w nafcie oświetleniowej to nie mam pojęcia i chyba mało kto wie... ETER DIETYLOWY i olej rycynowy jak przed chwilą patrzyłem bez problemu jest do kupienia choćby na Allegro. Sama rycyna generuje dużo nagaru więc warto zmieszać z dowolnym olejem współczesnym przeznaczonym do dwusuwu. Także dostępnym na Allegro. Bo taki olej posiada dodatki zmniejsza poziom osadów wysokotemperaturowych w komorze spalania(NAGARU).
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
cierpliwie czekam na oryginalny nie używany jak na zamieszczonych fotografiach. Dostawa dopiero w połowie stycznia. Niezbędny aby powstała kompletna dokumentacja wszystkich elementów Brakuje śruby kompresyjnej, elementów gaźnika, zbiornika paliwa, tarczy oporowej do śmigła. Na tej fotografii w towarzystwie Vella VT 11 To diesel o pojemności 02 ccm.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
Słuszna uwaga!!! Przestaną na pewno samosmarować bo mało kto płucze silnik po lataniu. A ja używam rycyny i wiem jak resztki się skawalają... Z autopsji jako czynny zawodnik jest mi to znane. Koniec zawodów. Modele do walizki i do domu. Co najwyżej zanim zamknę wieko walizy cały silnik płuczę WD 40. No ale po to w paliwie jest olej aby to dalej działało i smarowało się. Ja się wcale nie upieram przy montażu tych panewek co już mam. Jak się nie sprawdzą na pewno będą inne (lepsze). -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
jaki będzie luz między dwoma panewkami a wałem korbowym to dopiero się okaże jak zmontujemy za ciasny zestaw i w trakcie docierania silnika stosownie wyluzujemy panewki albo założymy odpowiednio mniejszej średnicy wał wybrany z całego typoszeregu... Ta dyskusja jest także już pretekstem do zbudowania stojanki do SIM 2b w celu wiarygodnych pomiarów luzu na wale korbowym. Na pewno wypracujemy stosowną wiedzę dotyczącą luzu między dwoma panewkami a wałem korbowym w sposób doświadczalny... A dokładność wykonania poszczególnych detali jest mi bardzo potrzebna bo gwarantuje to powtarzalny montaż. I na pewno jeśli pierwsze detale będą ze sobą dopasowywane ręcznie to odpowiednio nanosząc poprawki wymiarowe i tolerancje wykonawcze pragnę sobie zapewnić komfort montażu. co do czopa wału. Już napisałem że utwardzenie powierzchni po przez azotowanie jest na bardzo małej głębokości i tylko w grę wchodzi polerowanie. Ale polerowanie przed azotowaniem polerowanie po azotowaniu to tylko wytarcie albo delikatne starcie nalotu. -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
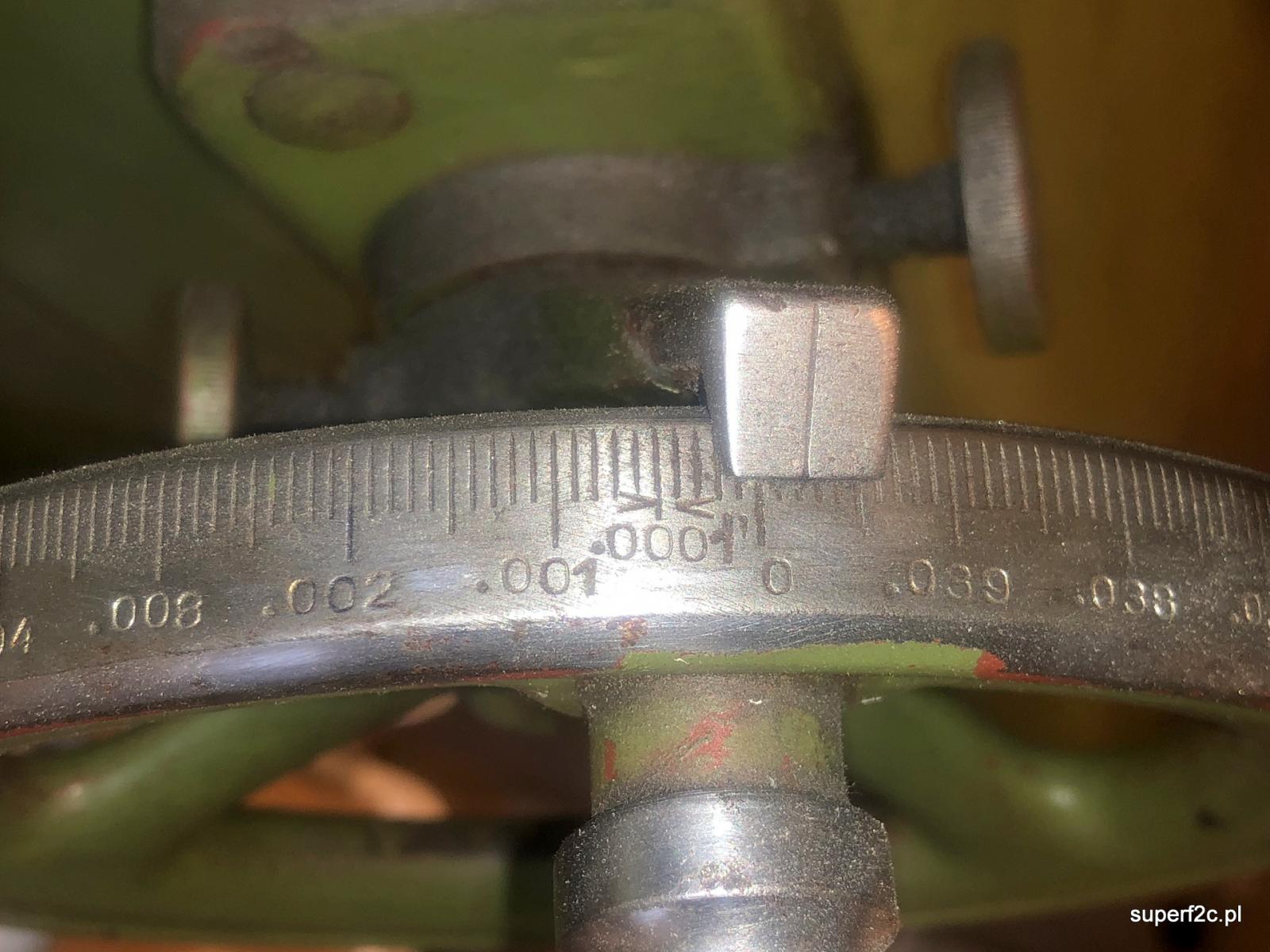
na co dzień używane przeze mnie pokrętła ze skalą jak na fotografiach: szlifierka na płasko oś Z (skala w calach) Działka elementarna 0,00254 mm. Szlifierka na płasko TOS oś Z Działka elementarna 0,001 mm.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
te pierwsze wały korbowe zostały wykonane ze stali konstrukcyjnej stopowej do azotowania. Azotowanie czyli utwardzenie powierzchni przez nasycenie tejże powierzchni gotowego wyrobu azotem. W komorze w temperaturze i czasie tak aby grubość warstwy utwardzonej wynosiła około 0,01 do 0,012 mm. A gotowy wyrób powstał na tokarce CNC z dokładnością 0,004 mm. Tak cienkie utwardzone tlenkami azotu warstwy wypada zatem tylko wypolerować. (trzy powierzchnie współpracujące z panewką) Jak nadać powierzchni wysoką refleksyjność? W formach wtryskowych gniazda gdzie formuje się detal który ma się błyszczeć poleruję powierzchnię gniazda. I dopiero do azotu. Bo trudno jest coś polerować co ma 1200 HV. Dziś jeszcze nie mam pojęcia ale pojadę do osoby co na co dzień ma z tym do czynienia i myślę że będę wiedział. Czyli utwardzenie miejsc które pracują zostawiając elastyczny rdzeń jest realny w moich warunkach. Zatem teraz należy dobrać stal konstrukcyjną stopową do azotowania co by móc wały zgrubnie potoczone obrobić cieplnie w temperaturze o 30 stopni wyższej niż temperatura azotowania. ( Mam od dawna dobraną z tym że ja muszę kupić 50 mm razy 50 sztuk = 2,5 mb a handluje się 6-cio metrowymi sztangami) Potoczyć CNC na gotowo jak teraz i po azotować. Wszystkie etapy produkcji dokumentuję fotograficznie w celu uzyskania powtarzalności na przyszłość. Taki jest plan. Hurtowni stali także jest parę koło Warszawy. Tylko działać. -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
pierwsze wały wróciły po azotowaniu. co do panewek wykonanych samosmarującego porowatego spieku to doskonale widać jak działa próżnia. Rysunki 2D dalej nie gotowe
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
dla mnie to nie jest odbiegnięcie od tematu. Po prostu wymieniamy swoje doświadczenie. A dla mnie to podstawa bycia normalnym modelarzem. A nie robienie tajemnic. Bo mam wśród swoich znajomych takie osobniki co tylko w jedną stronę lubią wymieniać myśli. Wiadomo w jaką. Dzielenie się swoim nabytym doświadczeniem to podstawa. A jak nie do końca wiem to bez ogródek i o tym napiszę że po prostu tego tematu nie przerabiałem i nie mam własnego nabytego doświadczenia. A co do prac nad SIM 2b to w tym momencie zupełnie inne wykonuję prace konstrukcyjne związane oczywiście z modelarstwem. Ale za parę dni i dokumentacja 2D silnika SIM 2b ujrzy światło dzienne tu na forum. -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
kupiłem taki sam mikroskop na Wolumenie i mogę tylko powiedzieć że wyrzuciłem w błoto 20 zł bo tyle to wtedy kosztowało. Zdecydowanie za duże powiększenie, bardzo mała głębia ostrości. Oświetlenie obserwowanego pola jakieś dziwne. Przedmiot nie dał się oświetlić w świetle obitym... Nie potrafiłem skutecznie tym mikroskopem inspekcyjnym się posłużyć. Podobnie jak i okularami ciągle sprzedawanymi na Allegro i nie tylko. ja to nabyłem ostatnio na wish.com i z pełną odpowiedzialnością mogę powiedzieć że to nie funkcjonuje. Ten sam problem. Duże powiększenie a co za tym idzie przedmiot obserwowany nieostry. Albo ja nie potrafię intuicyjnie prawidłowo to ustawić...
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
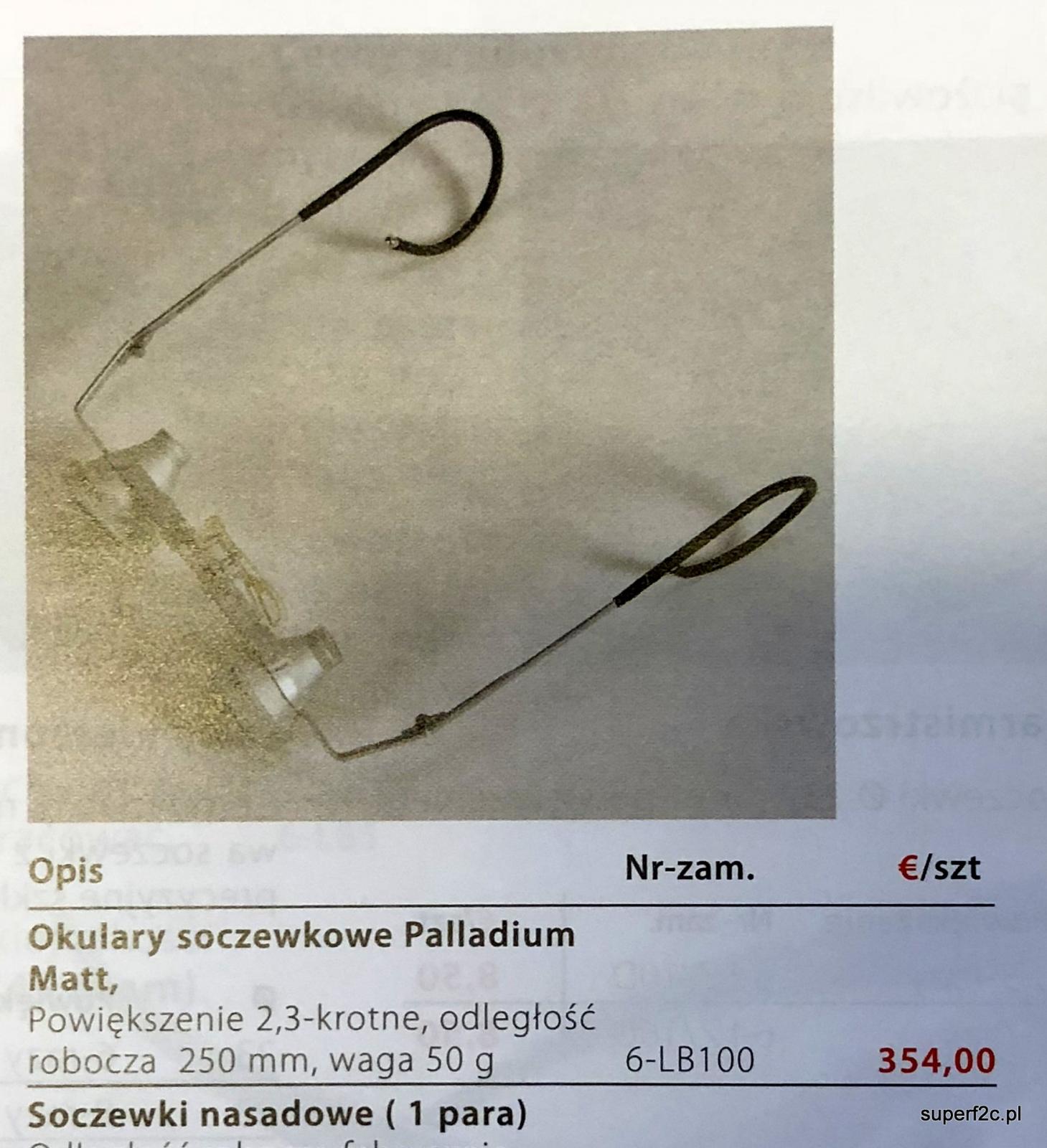
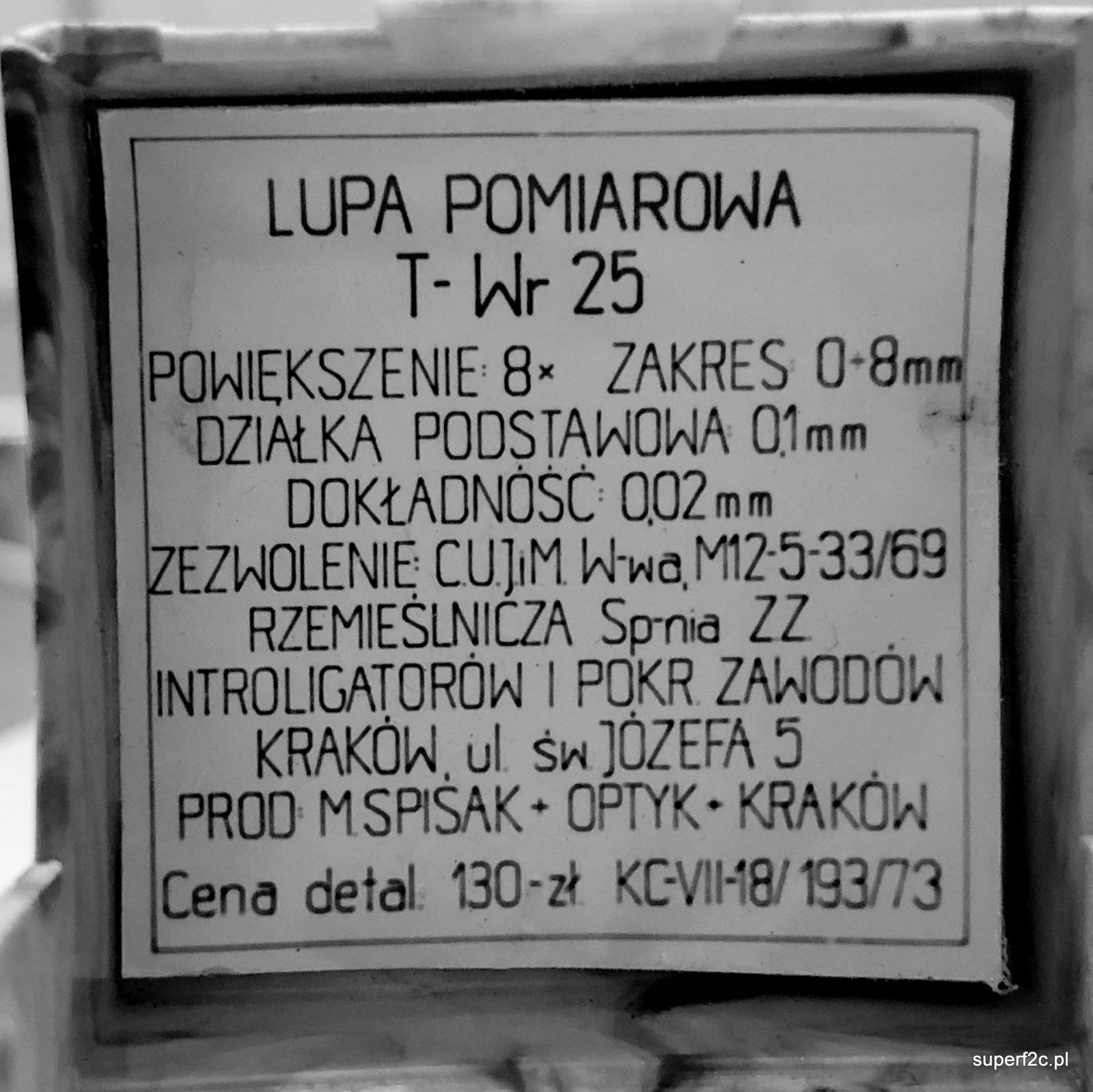
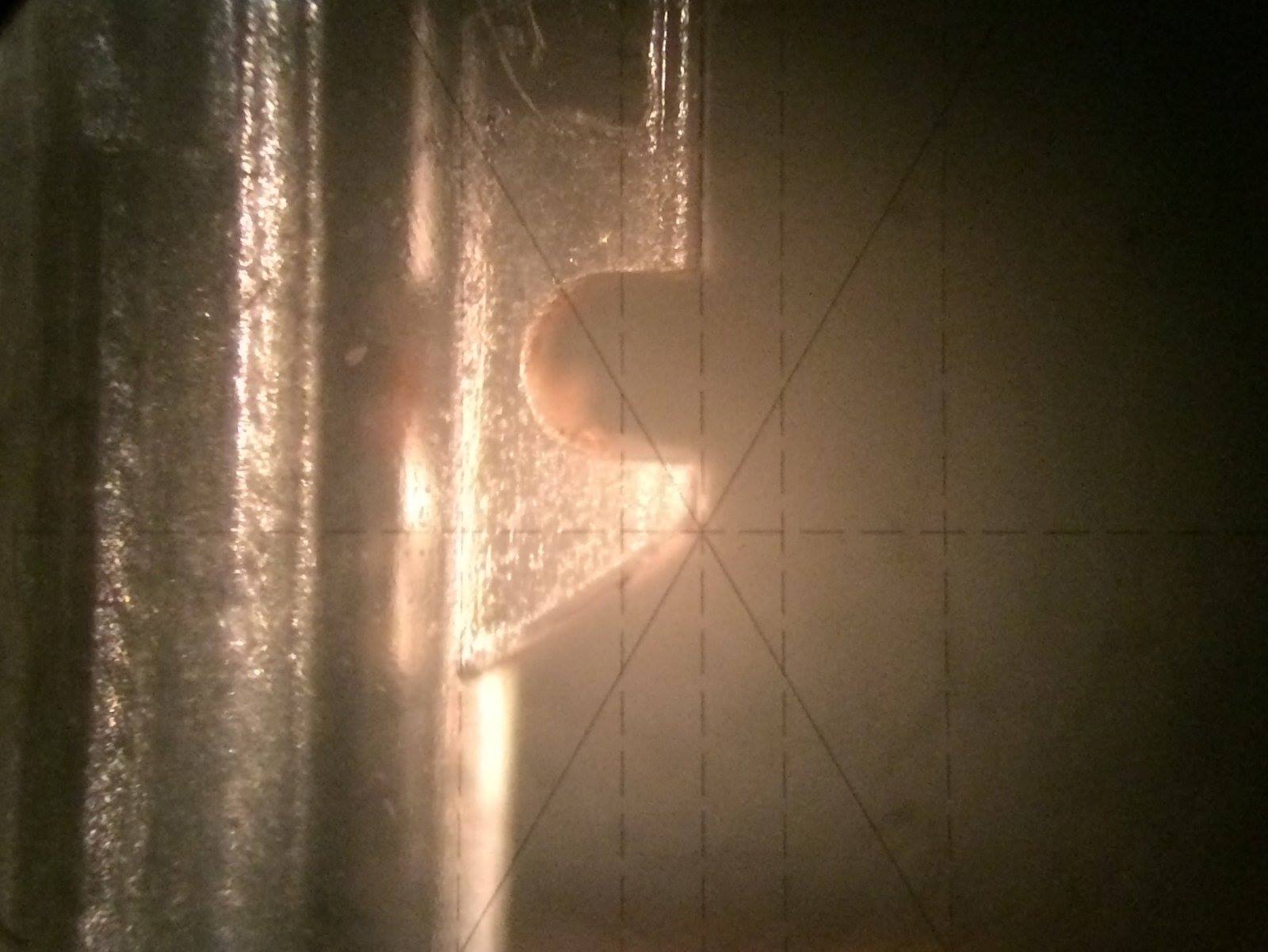
aktualnie typowy bez problemu dostępny (w katalogach przysyłanych) sprzęt optyczny spełniający moje oczekiwania pod względem jakości powiększenia i długotrwałości eksploatacji. Stopień powiększenia i odległość pracy roboczej podobna do moich wcześniej pokazywanych. Ale cena zwala z nóg I zawsze mam przy sobie najprostsze i najlepsze narzędzie pomiarowe tam gdzie suwmiarką nie dam rady zmierzyć : LUPA POMIAROWA T-Wr 25 powiększenie 8x. Zakres pomiarowy 8 mm. Działka podstawowa to 0,1 mm a osiągalna dokładność pomiaru to do 0,02 mm. Zresztą wszystko jest w dołączonym oryginalnym opisie produktu: Bardzo stara produkcja, super "socjalistyczny" przyrząd pomiarowy nieosiągalny dzisiaj. Czasami dostępny na Allegro. Znaczy są większe ale do pudełka suwmiarki 150 mm się nie zmieszczą... Czyli tak jak bym tego nie miał( przy sobie).
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
co do wyważania to powiem tylko że zawsze mnie fascynuje jak widzę dwa razy w roku wymianę opon razem z felgami samemu pod domem z pominięciem etapu wyważania. Nie korzystam z dobrodziejstw kamery na USB bo posiadam zwykły mikroskop warsztatowy ze stolikiem mikrometrycznym zapewniającym precyzyjne pomiary co do 0,01 mm. Uzyskiwana głębia ostrości plus prostopadła regulacja wysokości okularu gwarantuje dokładne zczytanie kształtu danego przedmiotu. Jak trzeba pracować nad replikami czy w zagadnieniach inżynierii odwrotnej to nie ma lepszego narzędzia jak dla mnie. A przy mniej precyzyjniejszych detalach to mi wystarcza iPhone a otrzymana fotografia w Rhino3D robi za background i także mogę precyzyjnie obrysować znaczek VOLVO i dalej wykonać stempel do tłoczenia w skórze. A jest to niezbędne przy rekonstrukcji tapicerki skórzanej Volvo P1800. bo każdy skórzany detal był w ten sposób znaczony. dobra bo muszę rysować SIM-a...
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
Mam ten luksus że po drodze mijam często Bibliotekę Narodową w Alejach Niepodległości 213 i każdą książkę spokojnie tam zamawiam w czytelni. I jak mnie coś interesuje to tam robione jest ksero albo dając pen-drive'a dostaję w postaci pliku PDF interesujące mnie strony z danej książki. Zresztą tutaj zamieściłem stosowne strony z książki Pawła Elszteina II STOPIEŃ WYSZKOLENIA W MAŁYM LOTNICTWIE. Raptem 12 stron na temat silnika SIM 2b. Nie omieszkam i tą polecaną literaturę przejrzeć w bibliotece. Co do innego rodzaju ściernic niż polecane wcześniej przeze mnie nie wypowiem się pozytywnie. Leżą w szufladzie i się kurzą. Na razie to cały czas w wolnych chwilach tworzę dokumentację 2D silnika SIM 2b. Przy następnej wizycie Pawła zobaczę resztę drobiazgów brakujących do kompletnej dokumentacji. ( części gaźnika czy śruba kompresyjna). -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
nigdy osobiście nie udało mi się ręcznie wyrównać(obciągnąć) tarczy szlifierskiej z kamienia. Zawsze to robię używając bazy w postaci na przykład dokładanego wspornika. Po prostu prowadnica gwarantuje że diament czy koks nie będzie pogłębiał dodatkowo bicia. Inspiracją było i jest przykładowe rozwiązanie: to naprawdę nie dużo pracy a jest gwarancja w ten sposób usunięcia bicia i możliwość precyzyjnego szlifowania bez przypalania. I tu kolejna uwaga. Zawsze wiertło czy frez trzymam w ręku bez czegokolwiek bo to jedyny sposób na tylko delikatne przypalenie szlifowanego ostrza. Każda szlifierka ma małe naczynie z wodą a oprócz tego w dwulitrowej butli stoi woda do uzupełniania poziomy wody w naczynkach. Ręcznie oczywiście obciągam także tarczę kamienną jak ostatnio gdzie miałem bardzo dużo dobrego aluminium do ogradowania co by na magazyn położyć a to obciąganie służyło tylko pozbyciu się nadmiaru aluminium przyklejonego do tarczy i przywrócenie własności skrawalnych tarczy. I sobie tarcza trochę bije podczas takich szybkich działań... a co do diamentowych tarcz: chyba każda była fabrycznie nawiercona w celu wyważenie. I każda dobra tarcza zjechana do końca. co do samych tarcz to u mnie się sprawdzają tylko o ziarnistości 100/80 no i te znaczki jak widzę te znaki fabrycznego oznaczenia plus 100/80 to raczej zawsze kupię co by czekała na swoją kolej. Tarcze z innymi oznaczeniami ziarnistości oraz pozbawione tych znaków a kupione na bazarze leżą prawie nowe w szufladzie.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
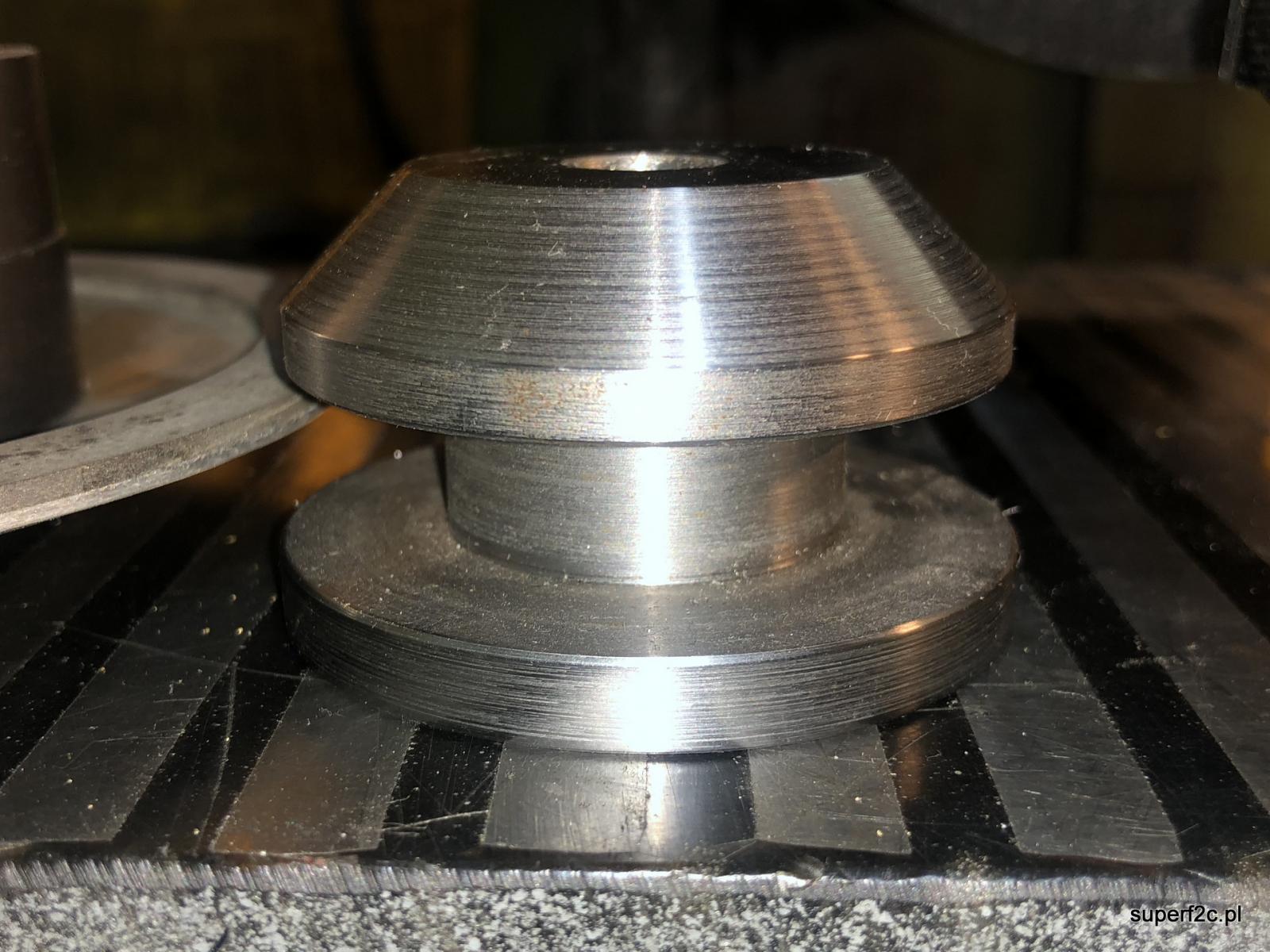
jak widać na załączonej fotografii ten garnek był przeze mnie korygowany jeśli chodzi o likwidację kąta 90 stopni. Było prawie 60 bo to mi wystarczyło do jakiś ostrzeń. Oczywiście ta tarcza jest już bardzo zniszczona jeśli chodzi o ostrość i płaskość powierzchni czołowej. Niemniej jak zajdzie potrzeba ponownie przywrócę jej kąt około 60 stopni z bardzo ostrą krawędzią. To na tokarce biaksem samo się "wyiskrza" po parunastu minutach stosownego przybierania. Zwracam także uwagę na dosztukowaną podtrzymkę. Bardzo istotną podczas w tym przypadku jak pamiętam gradowałem tytanowe nogi do wyścigu w ilości ponad 100 sztuk. ( Likwidowałem ślady cięcia drutem, chińską drutówką )
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
to się wszystko jak najbardziej zgadza. Po prostu mało widać precyzyjnie czy jak kto woli niejednoznacznie się wcześniej wyraziłem. Miałem na myśli wyrównywanie ściernicy diamentowej po przez obciąganie jej na swojej malutkiej szlifierce 150 Watowej. Pod wyżej wymienionym linkiem widzę "dorosłe" maszyny a nie swoją szlifierkę. po założeniu na swoją szlifierkę i swój nie bijący zabierak zawsze stwierdzam jakieś bicie części diamentowej. Było ponad 0,05 mm. Wtedy zaczynam na szlifierce na płasko wyrównywać bazę mocowania. Na tej tarczy z fotografii wyżej konkretnie było 0,02 mm. Przeszlifowałem na płasko i bicie praktycznie się skończyło. Druga czynność to zmiana kąta nasypu diamentowego. Tego na zewnątrz. W tym wypadku to było 90 stopni. To co by mi było łatwiej podejść już w samym ostrzeniu ostrzy na frezie z czoła zmieniam ten kąt na zdecydowanie ostry. Pewnie jest około 70 stopni. I wykonuje to po założeniu na zatoczony bezluzowo trzpień i dociśnięciu po przez podkładkę konikiem na tokarce. Część aluminiową staczam nożykiem a część diamentową obciągam biaksem protetycznym z zamontowaną tarczą diamentową. Jak będę obrabiał kolejną tarczę to zamieszczę wtedy stosowną dokumentację fotograficzną. I tak przygotowaną tarczę dopiero mocuję na swojej 150 Watowej szlifierce z przeznaczeniem tylko do wykonywania precyzyjnych ostrzeń frezów fi 4 czy noży tokarskich kształtowych gdzie wymagany jest ostre naroże bez promienia.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
Jak co miesiąc kolejne intensywne konsultacje nie zakłóciły w następny dzień codziennemu wypełnieniu obowiązków.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
chciałbym zobaczyć funkcjonującą wersję tej propozycji. Może i słusznej ale mającej istotne mankamenty. A jakie to dopiero w trakcie eksploatacji wychodzą wady i zalety danego rozwiązania. Ja w pracy i teraz w modelarni na terenie zakładu w którym mam przyjemność pracować używam dwie pary tych samych okularów. Te ciężkie z oświetleniem tylko jak muszę są używane bo są po prostu niewygodne ale niezastąpione z kolei jak trzeba coś stosownie oświetlić. Zmierzam do tego że chciałbym zobaczyć w wersji działającej tego typu wynalazek. O swoje okulary bardzo dbam i regularnie je czyszczę sprężonym powietrzem a później na bazie amoniaku czy alkoholu preparatem i wycieram kosmetycznymi wacikami. Po prostu coś wtedy widać na nowo. A tu gdzie są biaxy czy szlifierki z każdej strony się okulary są pokryte tym czym nie trzeba. Dlatego dalej szukam okularów takich jak na zamieszczanych przeze mnie fotografiach ( SZKLANYCH) bo wydaje mi się że tylko ta wersja ma rację bytu u mnie. I jeszcze co do szlifierki. Czyli ostrzenia freza palcowego fi6 do fi4 a może i fi2. Idea jest taka że mam pomieszczenie o ograniczonej powierzchni tak więc i szlifierka mała na 230 Volt mocy 150 Wat musi się zmieścić. Precyzyjne osadzenie ściernicy na zatoczonych i dotartych powierzchniach gwarantuje minimalne bicie tarczy diamentowej. A to podstawa bo mało realne dla mnie jest obciąganie tarczy diamentowej. To będzie urządzenie przeznaczone tylko do ostrzenia frezów palcowych z czoła. Bo taką mam potrzebę. ER11 plus parę kilo używanych frezów wymusza takie a nie inne działanie. Czyli "ostrzenia linii śrubowej" mnie nie interesuje.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
ręcznie bez bazy nigdy niczego nie da się wyrównać !!! Proste. Czy boku czy czoła wyrównać się nie uda. Przynajmniej ja nie potrafię. Dla mnie musi być baza podpórki diamentu. Tak jak na wcześniejszej fotografii. Co do wyważania to tylko tarcze do szlifierk na płasko gdzie średnica to 250 mm i wtedy tylko statycznie wyważam na wypoziomowanym przyrządzie do wyważania. Obciągam z każdej strony i ponownie na wyważarkę. Aż do skutku. Ale w sumie każdy ma inne doświadczenie. Wracając do okularów. Ja wyraźnie napisałem SZKLANE. Z każdego plastiku matowieją prędzej czy później i zaczynają być okularami rozmazującymi obraz przy okazji ściemniając. Po prostu szlifując coś precyzyjnie muszę z bliska to wykonywać a iskry są wtedy bezwzględne. Z tym że soczewkę szklaną niszczą dużo dłużej. W swoich okularach wymieniałem już parę razy szkła. ogniskowa 20 cm czyli 5 dioptrii i u optyka to koszt 40 zł z montażem. W tej chwili z oświetleniem i bez i stosownie do pracy. Podsumowując. nie spotkałem na rynku wtórnym także od paru lat szklanych okularów nagłownych. Chyba że chirurgiczne ale na Allegro poszły za ponad 500 zł. To takie moje nabyte doświadczenie. Po prostu szlifierka czy biaks nie idą w parze z poliwęglanem...
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
dla kuriera to żaden dystans i chętnie wyślę parę zużytych frezów o trzpieniu fi6 z parunastu kilo które ciągle zbieram. Ale jak nie ma oprzyrządowania jeszcze zrobionego to do freza o uchwycie fi 6 to naprawdę nie ma problemu. Dla mnie to tylko motywacja do zmodernizowania i skończenia tego co już funkcjonowało ( Teraz przybędzie śruba mikrometryczna do przybierania) i ponownie pokazaniu że się da. Konwencjonalne tarcze szlifierskie czy jak są nowe czy po prostu co jakiś czas obciągam diamentem gdzie baza czy jak kto woli prowadnica gwarantuje precyzyjną likwidację bicia. No niestety tutaj także przybieranie to popukiwanie. Też pewnie i to zmienię bo używane mikrometry są teraz na OLX czy Allegro za grosze. Lupy nagłownej (szklanej) nie spotkałem od wielu wielu lat na rynku.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
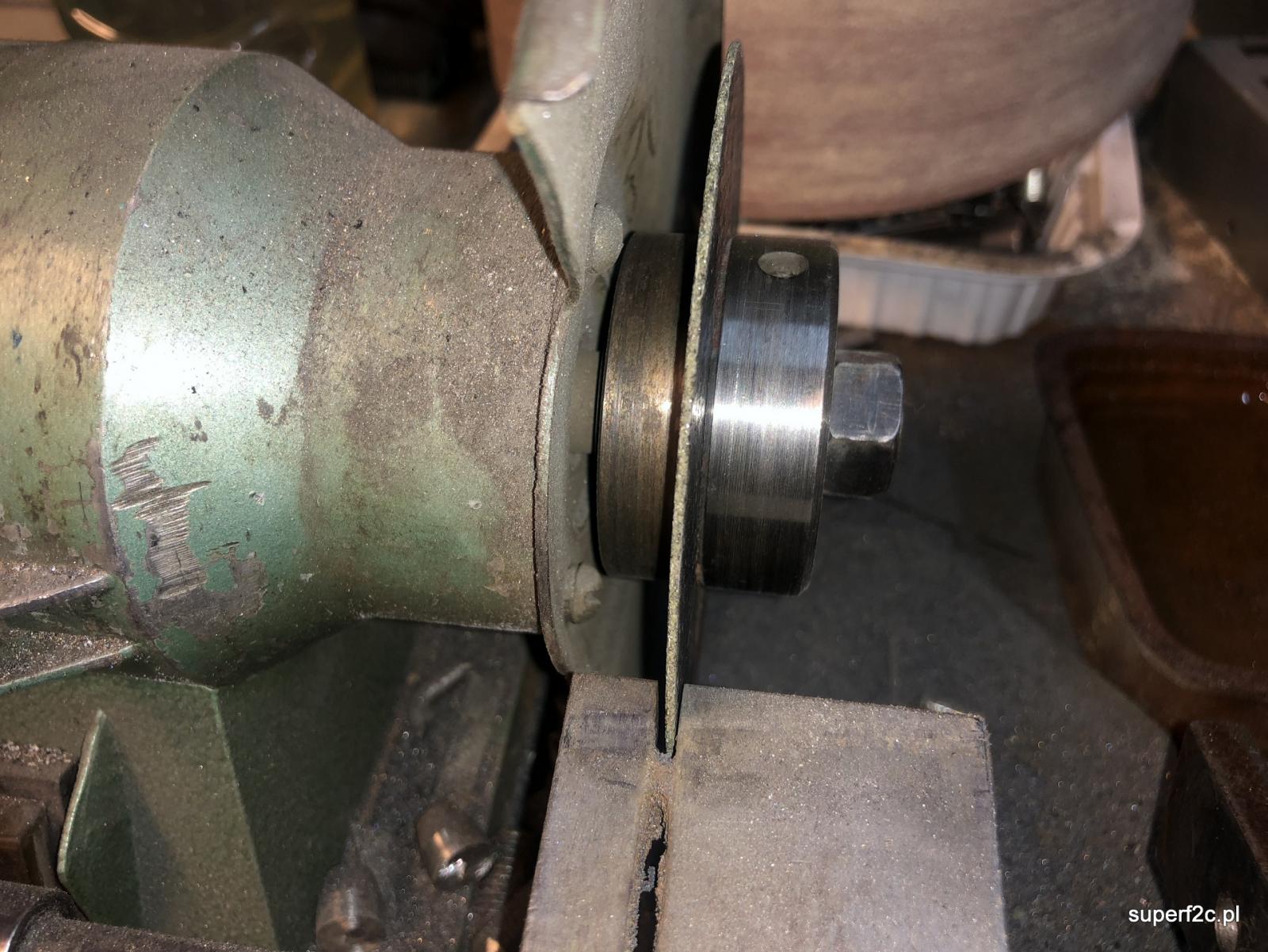
nawet nie wiem jak to ująć. Po kolei. dwa pierwsze filmy głównie dotyczą profesjonalnych ostrzałek narzędziowych typu NUA 25 na której miałem okazje ostrzyć ale bardziej przyglądać się jak to robi szlifierz narzędziowy z wieloletnim doświadczeniem co i jak ma ustawić i w jakiej konfiguracji aby tępy frez na nowo znakomicie pracował powierzchnią boczną jak i czołową. Pytanie: Co to ma wspólnego z ostrzałką typu GARMET (polecanej)?? Trzeci film nie pokazuje jak naostrzyć na ostrzałce typu ZZM-10A (to przysłowiowy Mercedes w stosunku do tej polecanej na forum w tym wątku) mojego przytępionego frezika widiowego cztero piórowego średnicy roboczej fi4 a średnicy mocującej fi 6 tylko i wyłącznie z czoła freza aż łysinka zniknie. Tj około 0,3 mm. wcale nie szydząc dalej moje zapytanie jest aktualne: "Chętnie się udam do kogoś na szkolenie w zakresie ostrzenia freza walcowo-czołowego. ODPŁATNIE dodam że oczywiście chodzi o przeszkolenie na "Też mam DM 2770, fajna poręczna maszynka, ma większe możliwości niż DM-2772"" szlifierkę stołową którą chcę przeznaczyć do swoich potrzeb wybieram tego typu co po kilkunastu minutach biegu jałowego jest tylko ciepła a nie parząca. Jak już pokazałem drugie kryterium to bicie osi. Każda oś bije w tych tanich współczesnych szlifierkach na 230 Volt i tu jak pokazałem na filmie zamiast wrzeciona OUS-1 jest szlifierka a zamiast uchwytu tokarskiego jest rączka prostnicy protetyczna. mocowanie ściernicy diamentowej to dwa elementy które ściskane fabryczną nakrętką bazując na osi szlifierki zapewniają brak bicia tarczy diamentowej. Dwie setki to wszystko. Ta tarcza położona na stole magnetycznym wykazuje 0,02 nierównoległości co likwiduję na tejże szlifierce obstawiając tarczę i szlifując. tarcza diamentowa średnicy 150 sposób jak wyżej opisałem zamocowana. tarcza 150 czołowa także solidnie osadzona. prosta tarcza grubości 0,8 mm zbrojona na 80 watowej szlifierce także zamocowana w sposób opisany wyżej. W każdym przypadku otwór w zabieraku jest indywidualnie dopasowany do zmierzonej średnicy osi szlifierki. Wcześniej oczywiście na osi jest likwidowane bicie i do tej średnicy dotaczam otwór.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
film numer jeden super fajnie z tym że mało precyzyjne przybieranie Bo chyba kołek baza nie ma regulacji. U mnie ten kołek będzie stanowił ruchomą część mikrometru do pomiarów otworów 25-50 mm Ja się pokuszę i o modyfikację z tym że najpierw swoją wersję skończę. Uruchomię i pokażę jak funkcjonuje. Na swojej frezarce przybieram w obróbce zgrubnej frezem palcowym fi 6 tylko 0,2 mm bo frezarka ma starczyć na długo a jest mi obojętne czy maszyna skończy frezowanie o drugiej w nocy czy o siódmej rano. A ostrze po linii śrubowej powyżej wartości przybierania nie pracuje więc jest ostre. Ja to widzę przed i po ostrzeniu. Na szafie stoi tego typu ostrzałka i jest nie używana bo nie umiem okiełznać ją. W Niemczech na podobnych ostrzałkach w firmie Graviernd Esser UG były tylko ostrzone jednopiórowe frezy stożkowe do grawerowania z widii. Chętnie się udam do kogoś na szkolenie w zakresie ostrzenia freza walcowo-czołowego. ODPŁATNIE Dodam tylko że prowadząc kiedyś działalność gospodarczą udało mi się kupić szlifierkę narzędziową NUA 25 z pełnym oprzyrządowaniem. Dwie szafy. I dopiero jak odsprzedałem do COBI w Radości to panowie pokazali mi do czego służy szlifierka narzędziowa. I współpraca się bardzo dobrze układała dla mnie w zakresie ostrzenia narzędzi do obróbki skrawaniem z SW18, SW9 i SW7M (Piłki)