RomanJ4
-
Postów
4 627 -
Rejestracja
-
Ostatnia wizyta
-
Wygrane w rankingu
53
Treść opublikowana przez RomanJ4
-
Chyba, że znowu przyjdzie Kozanów zatopić żeby fratrom na Ostrowie Tumskim nożęta się nie pomoczyły..... Na początku '80-tych będąc w Szczecinie w wojsku obserwowałem z mostu jak wędkarz po dość długiej walce wyciągnął z Odry niczego sobie suma. Zważył go, obfotografował, i... wypuścił. Na moje zdziwione pytanie odpowiedział: - "Panie, sama ropa, Do jedzenia się nie nadaje"... A Wisła...cóż, może do Grubej Kaśki była i czysta, ale już płockie petro i włocławska Celuloza wespół z Azotami swoje "pianki" dokładały
-
Szkoda, że nie każdy może tego doświadczyć osobiście... https://pl.pinterest.com/pin/70437481571970/ Polska.... A takie akcje jak ta świadczą dobitnie, że nieraz całkiem wyraźnie zwierzęta oczekują od nas pomocy... https://pl.pinterest.com/pin/560979697335860073/?nic=1
-
Pożyteczna ekologia... https://twitter.com/kuburere/status/1169265977999187969
-
Koledzy, jest nadzieja, jak widać nawet żmiję można oswoić! https://twitter.com/womenliveIonger/status/1169297576350273536
-
Też o kulach... https://www.youtube.com/watch?v=ZSKiSfMIwn8
-
Cały pic polega na tym, by gorący dym zanim na zewnątrz worka wymiesza się z wolnym powietrzem(tlenem) ochłodził się na tyle aby nie nastąpił jego zapłon. Dlatego mały bag do małych pakietów się nada, ma dostatecznie dużą powierzchnię, ale już duży pakiet duży wyrzuca taką ilość gorącego gazu, że nie zdąży go schłodzić, dodatkowo skumulowane ciepło wypala dziury wpuszczając tlen (nie ma to jak uszyty z wrednego azbestowego koca - ten się nie przepali..).. Skrzynka oczywiście się nie przepali, w dodatku stal lepiej przewodzi ciepło, a gdyby jeszcze dać wewnątrz i na zewnątrz niej radiatory to ryzyko zapłonu jeszcze maleje... A dlaczego w drugiej próbie skrzynki się nie zapalił? Bo dym wylatywał przez małe otworki, a jak wiemy z fizyki gaz(czynnik) wylatujący przez "dyszę" się mocno schładza, i zanim wymieszał się z tlenem do wartości krytycznej(zapłonu) był już za zimny... Co prawda małe otwory powodowały wzrost ciśnienia wewnątrz skrzynki, ale za to działały jak bufor wolniej je rozładowując i ograniczając masę strumienia co wpływało też na jego niższą temperaturę... Ot i cała tajemnica..
-

Replika Polskiego silniczka SiM 2b - ambitny projekt
RomanJ4 odpowiedział(a) na Paweł Prauss temat w 2-takty
Oooo... to gratuluję...! -
Replika Polskiego silniczka SiM 2b - ambitny projekt
RomanJ4 odpowiedział(a) na Paweł Prauss temat w 2-takty
Fajny "Kercelak"... a jak ceny? -
Moim zdaniem niezwykłe zdjęcie... (Italia)
-
Znalazłem w necie takie oto ciekawe zdjęcie... ale nie mam wiedzy by zweryfikować jego autentyczność...
-
Rozprawa o li-polach.... http://abc-modele.pl/akumulatory-li-po-kompendium-wiedzy/
-
Możecie się śmiać, ale coś z prawdy w tym jest... Jestem przeciwnikiem ekoterroryzmu(jak wszystkich terroryzmów0, ale niestety musimy otworzyć oczy na fakty, bo te dzieją się na naszych oczach, i nie są wcale różowe, zwłaszcza dla tych którzy w ich wyniku ucierpieli. Skoro mamy wynikające z ochrony atmosfery przed gazami cieplarnianymi całkiem realnie uciążliwe dla użytkowników obostrzenia co do palenia w piecach nawet węglem (vide-zakaz w Krakowie), to dlaczego by nie opodatkować wcale nie mniejszych od przemysłu jak mówią statystyki producentów metanu? Powiecie - no zaraz, ale przez to mleko będzie droższe! - ano będzie, ale deficytową branżę górniczą wyższymi rachunkami za prąd też (przymusowo) dotujemy przez przyłączenie jej do energetyki. Kwestia tylko tego, że zamiast za te środki sadzić w postaci ekwiwalentu pochłaniające CO2 i zatrzymujące wody z opadów lasy.(jak w Etiopii https://turystyka.wp.pl/etiopia-sadzi-drzewa-w-ciagu-jednego-dnia-posadzono-350-mln-roslin-6408107109476481a ), to wydajemy je na jakieś koszmarnie drogie utopijnie wydajne, i nic nie wnoszące do kwestii technologie. Dopiero ostatnio wielcy tego świata puknęli się w głowy(niestety nie u nas), że dalsza wycinka, wypalanie, i degradacja lasów jest podcinaniem ostatniej gałęzi na której wszyscy siedzimy. A gałąź wysoko, oj wysoko.... A jeszcze dwieście-trzysta lat temu Europa, zwłaszcza środkowa i wschodnia była w dużej części zalesiona, a o poulewowych, krótkotrwałych ale groźnych powodziach mało kto słyszał... Bierzmy przykład z Etiopii... Dobra... bo znowu dostanę burę za OT...
-
"Enginemacherów" różnych typów jest sporo, niektórzy na niezłym technologicznym poziomie... (nie mówiąc o kol. Mariuszu..) http://www.hemingwaykits.com/acatalog/Internal_Combustion.html http://www.john-tom.com/html/Jet.html https://www.elektroda.pl/rtvforum/topic2010123.html https://www.elektroda.pl/rtvforum/topic1006800.html https://www.instructables.com/id/Make-a-Pulse-jet-engine-Scanned-from-1958-plans/ http://www.modelenginenews.org/techniques/index.html http://www.modelenginemaker.com/index.php/topic,1779.0.html http://www.metallmodellbau.de/Sleeve_Valve_Engine.php http://www.rcuniverse.com/forum/engine-conversions-92/3192059-step-step-converting-poulan-25cc-fl-trimmer-%2425-e-bay.html http://www.sam0delki.ru/viewtopic.php?f=10&t=9&start=108 https://rclibrary.co.uk/files_titles/2122/MotorBoys_ModelEngine_PlanBook.pdf https://whittlev8.wordpress.com/ http://www.aardvark.co.nz/pjet/noweld_pulsejet.shtml http://s3.cnccookbook.com/CCStirlingModels.htm http://www.bekkoame.ne.jp/~khirata/english/mk_rot.htm http://www.bekkoame.ne.jp/~khirata/academic/seminar/planse.html http://www.machineconcepts.co.uk/aeromodelling/brians_engine/stunt_engine_6.htm http://www.northernsteam.com/25NC_fronttruck.htm http://www.modelenginemaker.com/index.php/topic,341.135.html http://ridders.nu/index.htm https://www.homemodelenginemachinist.com/threads/scuderi-engine.5106/ itd..itd...itd... (warto też zerknąć w linkownie na stronach..) przy okazji..(można przenieść do tematu książek o... https://rclibrary.co.uk/files_titles/1996/Engine_Encyclopedia_RonMoulton_partA.pdf https://rclibrary.co.uk/files_titles/1996/Engine_Encyclopedia_RonMoulton_partB.pdf http://retrolib.narod.ru/models2.html http://www.john-tom.com/MyPlans/SteamPlans3/Shane2Stroke/Shanes_Two_Stroke_IC_Engine.pdf http://www.barrettsmallengine.com/homelite/parts.html gaźniki, nie tylko do modelarskich http://sinoruixing.com/en/product.asp http://sinoruixing.com/en/product.asp?page=7&cla=1,&leid=1top https://www.walbro.com/service-manuals/ http://www.zamacarb.com/page/carburetor-systems-operations http://www.zamacarb.com/carburetors/carburetor_lookup http://www.zamacarb.com/page/products#OilPumps http://www.barrettsmallengine.com/homelite/carburetors.html
-
Jedna celna kulka i... pleców nie ma....
-
Dostałem od Emilii... (co jednak nie zmienia mojego zdania o WOT ) Żal mi tylko tych młodych dzieciaków którzy związali całą swoją przyszłość karmieni złudnymi macierewiczowskimi wizjami formacji równej co najmniej Marines... https://joemonster.org/art/40546
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
RomanJ4 odpowiedział(a) na Paweł Prauss temat w 2-takty
Trzymam kciuki za całą ekipę!!! -
Co z tego, że ten WOT ma fikuśne zabaweczki (nie mam tu na myśli profesjonalizmu tych dronów) kiedy wojna na Krymie dobitnie pokazała co jest warte na współczesnym polu walki "pospolite ruszenie" wobec nawet garstki dobrze wyszkolonych i uzbrojonych zawodowców. Według mnie weekendowy WOT nawet wobec desantu dywersji się nie sprawdzi, wiec szkoda nakładu sił i środków które mogłyby wspomóc gotowość zawodowej armii... deklaracje.... https://www.gazetaprawna.pl/artykuly/1047620,dowodca-wot-polski-zolnierz-przeciw-rosyjskiemu-specnazowi.html. realia... https://youtu.be/-X21S0estDI
-
Kochane wnuki czasem potrafią dać nieźle w kość... https://youtu.be/JqNTv5ng--o (ale i dziadkowie potrafią być cool... ) https://www.cda.pl/video/526986f2 ....................................................

-
Działanie otwartym płomieniem palnika uważam za groźne dla kadłuba, tym bardziej, że trzeba by jakiś czas rozgrzewać ołów by zaczął się topić. Natomiast możesz spróbować podziałać dobrze rozgrzaną elektryczną kolbą lutowniczą o dużej pojemności cieplnej grubego miedzianego grota (dużej mocy elektrycznej) by wytopić etapami większość ołowiu. W dodatku jeśli był klejony epoksydem, to ten pod wpływem ciepła powinien się uplastycznić na tyle by można spróbować wyciągnąć pozostałość. Kadłub z zewnątrz owiń mokrą szmatą. A jakieś resztki ewentualnie wyskrobać.. A w ostateczności nawet rozgrzanym nad gazem do czerwoności grubym drutem.
-
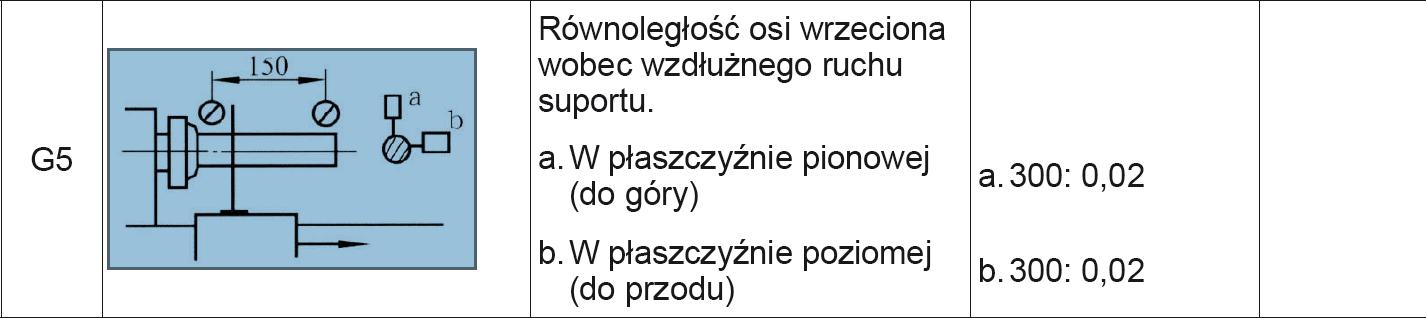
Nikt się nie czepia, jak chyba nie bez racji mniemam, niezbyt dużego doświadczenia Kolegi w obróbce, bo wszyscy kiedyś zaczynaliśmy od "oślej łączki" (nie tylko w tokarstwie zresztą). A wynikające z własnych najczęściej doświadczeń rady mają pomóc zminimalizować koszt frycowego jakie każdy adept musi zapłacić za naukę. Dlatego nie zżymaj się na to co radzą, bo na pewno nie życzą Ci źle, a próbują przestrzec przed popełnieniem tych samych, czasem kosztownych błędów. Wracając do tematu, to może zrobiliśmy błąd(przyznaję - mój), bo powinniśmy zacząć nasze dywagacje od podstawowych danych, czyli: - jaką maszyną/maszynami Kolega dysponuje (nazwa, typ, fajnie byłoby jakieś zdjęcie/a, bo 1 obraz zastępuje nieraz 1000 słów), - posiadane narzędzia - tu z racji tego że kolega pisał o braku ostrzenia przydałyby się zdjęcia/zbliżenia ich ostrzy roboczych, mogło by to wiele powiedzieć, - jakie narzędzia pomiarowe kolega posiada i wykorzystuje do pomiarów w czasie obróbki(fajnie byłoby zdjęcie), - czy obrabiarka miała robione przez Kolegę jakieś sprawdzenie, regulację luzów, testy geometrii, stanu prowadnic, itd, Zwłaszcza chodzi o test równoległości w dwu płaszczyznach osi wrzeciona(toczenia) do osi łoża(test G5 z linku poniżej), a jeśli tak, to jakie były jego wyniki... https://szybkiplik.pl/download/4acbadaaaf638382ec6ef0dc7277491a.html (powyższe testy i wartości wyników można zastosować jako wzorzec odniesienia i do naszych nawet najmniejszych tokarek) bo to może wyjaśnić dlaczego ciągnie stożek szerszy przy uchwycie jeśli nastąpiła rozbieżność zwłaszcza w płaszczyźnie poziomej (przyp. poniżej), lub ma mierzalne zużycie(wytarcie) prowadnic łoża.w części bliższej wrzeciennikowi (stopniowe obniżenie krawędzi skrawającej względem osi toczenia też będzie zwiększać toczoną średnicę(stożek) jak to już pisałem wcześniej... To na początek...
-
Bo trzeba taki na koniec podpiec by się nie ciągnął, choć czasem jakość użytego mięsa gra rolę. Można podpiec albo w wędzarni na koniec wędzenia zwiększając na godzinkę temperaturę do ok 90-100°C(nawet wg niektórych 110°C), albo po wyjęciu z wędzarni zawinąć szczelnie w aluminiową folię(by nie obsychał), i dopiekać przez ok 2h w 90°C w piekarniku. Po wystudzeniu nie potrzeba kroić nożem na paseczki(jak niedopiekany) by zjeść położony na chlebuś plasterek...
-
Pięęękny!
-
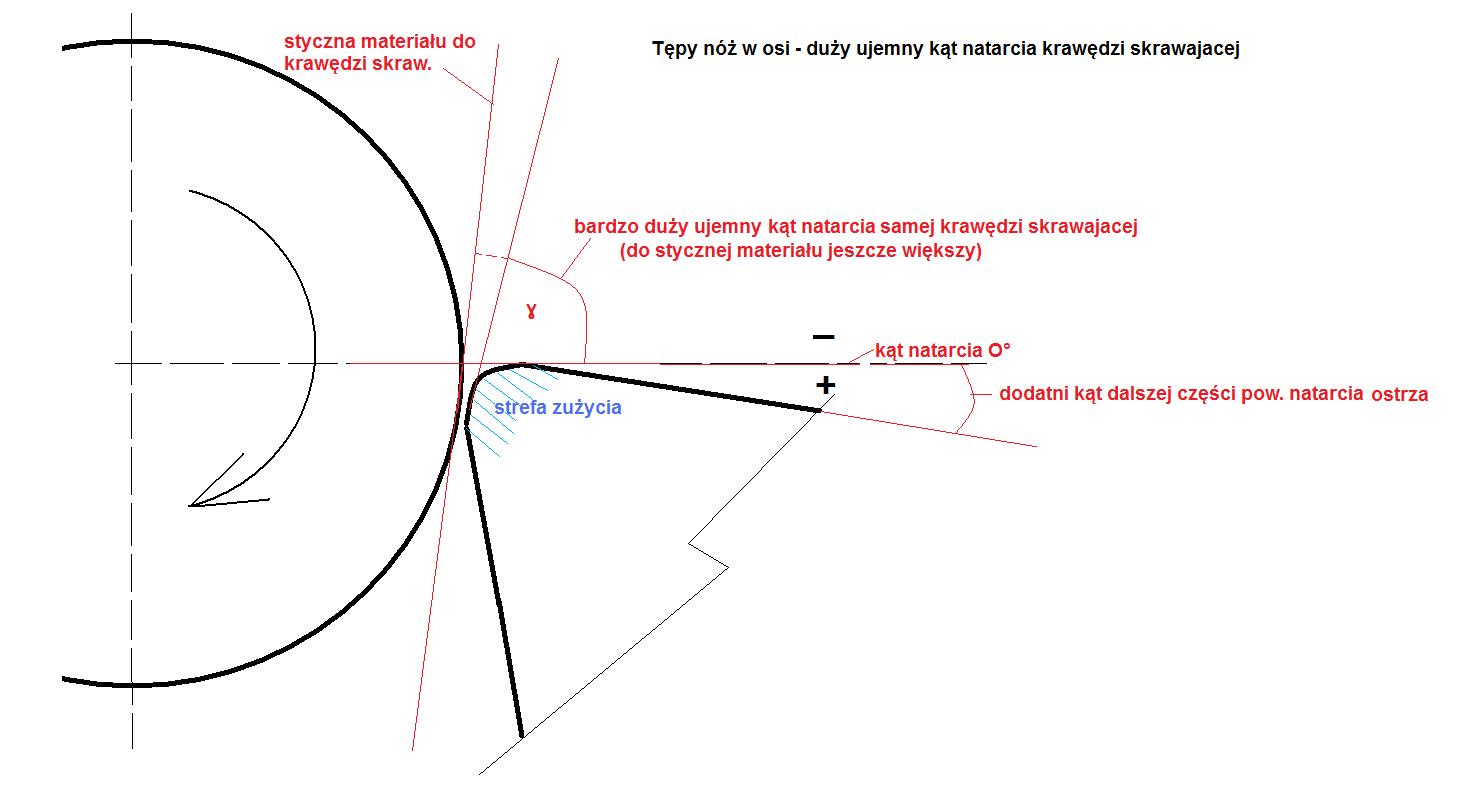
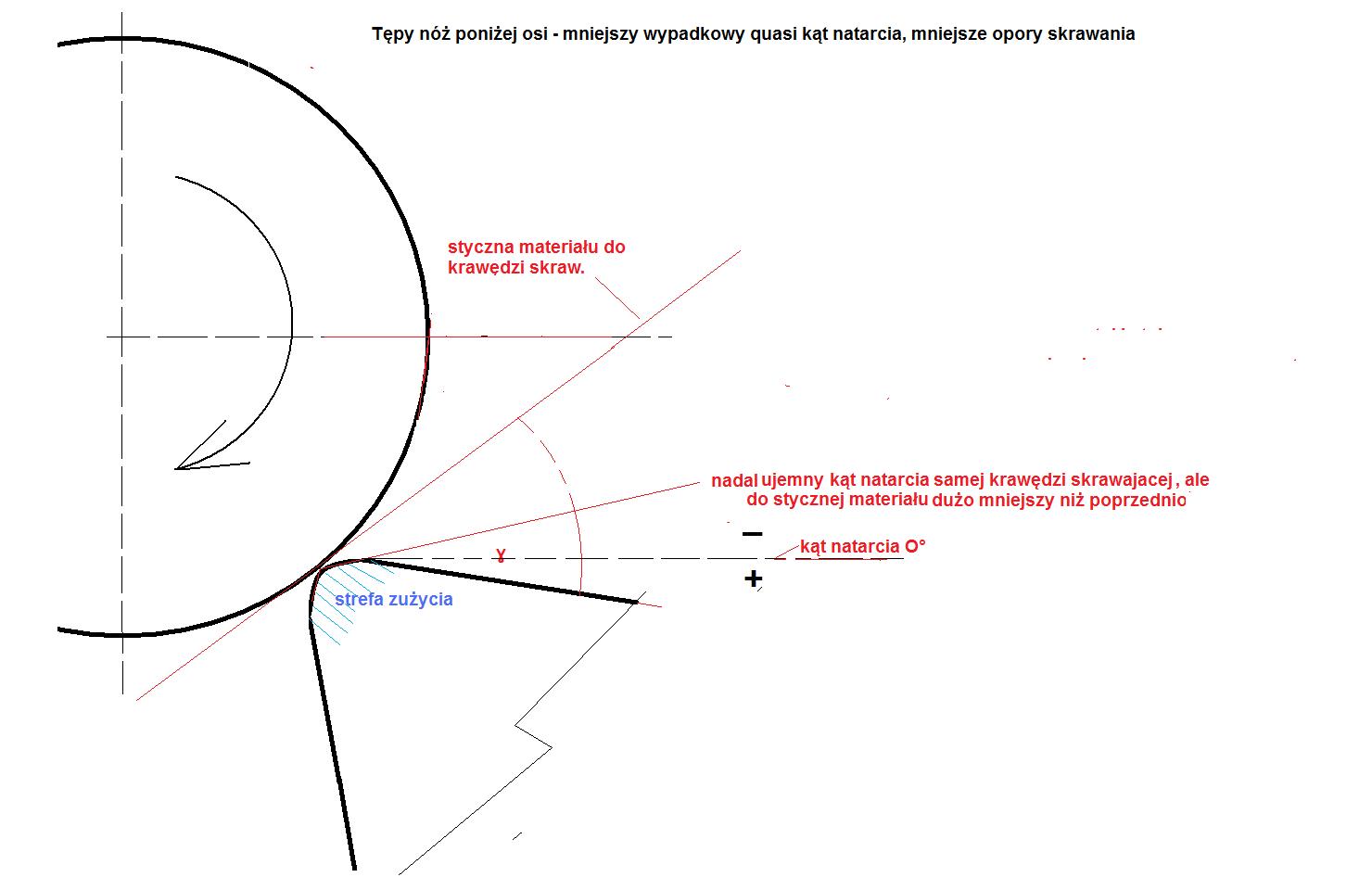
Po pół roku używania nóż może być BARDZO tępy i wcale nie dziwota, że silnie odpycha utrudniając lub nawet uniemożliwiając skrawanie zwłaszcza na słabonapędowej, mało sztywnej obrabiarce, Stąd pewnie i te drgania obrabianego materiału jeśli jest poniżej osi, bo maleje dodatni kąt powierzchni natarcia ostrza, a to wzmaga opory i eskaluje drgania. Jednocześnie toczenie pod osią(bez podparcia konikiem) prowadzi najczęściej do tego, że zamiast walca wychodzi stożek(zbieżny do uchwytu bo rośnie sztywność materiału, a przy cofaniu noża wierzchołek rysuje linie śrubową - jak pisałem wcześniej), czasem baryłka przy podparciu, bo pośrodku podpór materiał najbardziej ulega wyboczeniu(strzałka ugięcia).. gdzie ∆r jest tym większa im dalej od uchwytu, podobnie jak się to dzieje przy toczeniu długiego, wiotkiego materiału bez podparcia, gdzie wolny koniec nabiega na ostrze podrywając do góry co odsuwa oś od ostrza. Ale nie tylko wiotkość(sprężystość) samego materiału może być przyczyną zjawiska, także zwiększone opory skrawania(tępa krawędź skrawająca) będzie tym silniej odpychać materiał im dalej jest od zamocowania wykorzystując do tego nie tylko wiotkość samego materiału, ale także maszyny, narzędzia, oraz luzy podzespołów maszyny... (rys - wielkość naprężeń/oporów dla różnych kątów natarcia) A dlaczego tępy nóż poniżej osi skrawa jakby lepiej? Otóż przy nożu w osi kąt natarcia w mikroskali samej krawędzi skrawającej ma bardzo duża ujemną wartość do stycznej z materiałem, (postaram się to wyjaśnić na mocno przeskalowanym rysunku) natomiast po obniżeniu osi narzędzia ten quasi kąt migruje w kierunku wartości dodatniej, choć nadal jest ujemny, A jak wiemy - im bliższy dodatniemu kąt natarcia - tym mniejsze opory skrawania i co za tym idzie odpychanie materiału, które uwzględniając sprężystości i luzy wpływają realnie na kształt/wymiary otrzymanego detalu. Ale zazwyczaj ta "poprawa" jest okupiona błędami kształtu/wymiaru. Trzeba tu jednak zaznaczyć, że celowe zatępienie krawędzi skrawającej zwane mikrofazą lub ścinem (jak w pierwszym rysunku) stosuje się dla ochrony przed wykruszaniem ostrzy z bardziej od stali szybkotnących(HSS) kruchego węglika spiekanego(VHM), oraz materiałów ceramicznych(CBN), w płytkach wymiennych https://www.cnc.info.pl/planowanie-stolu-stalowego-t100271-10.html które stosuje się w wysokowydajnej obróbce stali z dużymi prędkościami skrawania(Vc), dużymi posuwami(fn), i głębokościami skrawania(ap). Ale wymaga to stosowania sztywnych, masywnych, mocnonapędowych obrabiarek, zazwyczaj produkcyjnych. To tak pokrótce o tym zjawisku. jak widać lepiej jednak naostrzyć noże... Daj zdjęcia/zbliżenia na ostrza tych noży to będzie można powiedzieć coś więcej...
-
Chciałbym mieć taką panią...
-
na tak cienką ściankę, w dodatku z kolorowego, bardziej od stali miękkiego materiału, działają siły skrawania powodując już przy tak małym przekroju "płynięcie" materiału wynikłe z jego granicy plastyczności. Pomóc by mogło zmniejszenie oporów skrawania przez zastosowanie noży o bardzo dużym kącie natarcia("ostrych", najlepiej z HSS), lub przetaczanie powierzchni zewnętrznej po wykonaniu otworu np nożem kształtowym, ale tu może zajść zjawisko odwrotne, i z tego względu łuska musiała by być osadzona otworem na kalibrowanym obrotowym trzpieniu w koniku.. Z tego względu przemysłowo łuski, nawet artyleryjskie, są wytwarzane przez tłoczenie (wieloetapowe) a nie skrawanie, co pozwala zachować wymaganą dokładność kalibracji, i co nie mniej ważne - małą chropowatość powierzchni(dodatkowo odprężane, polerowane, itd) . (produkcja lata 40-te) https://www.youtube.com/watch?v=wXNXUpOozDg https://www.petersoncartridge.com/our-difference/drawing-brass/ https://archive.org/details/Homemade_Ammo_Duncan_Long_Paladin_Press https://www.shootingtimes.com/editorial/ammunition_making_brass_101910/99835 https://www.google.com/search?q=How+Cartridge+Brass+making+is+homeMade&client=firefox-b&biw=1365&bih=903&source=lnms&sa=X&ved=0ahUKEwiQ6ubioZHkAhWitYsKHeXZBisQ_AUIDCgA Myślę, że albo musisz kalibrować szyjkę po toczeniu (i uprzednim odpuszczeniu i zmiękczeniu w płomieniu) wtłaczając ją praską w wytoczony kalibrator(pewnie z trzpieniem do otworu łuski), albo w ogóle wytłaczać jak niżej, tłoczenie home made https://www.youtube.com/watch?v=o0JVm76Y37I (https://www.youtube.com/watch?v=41Odh1eoNqs https://www.google.com/imgres?imgurl=https%3A%2F%2Fi.ytimg.com%2Fvi%2F-eDj9ZaQsKc%2Fmaxresdefault.jpg&imgrefurl=https%3A%2F%2Fwww.youtube.com%2Fwatch%3Fv%3D-eDj9ZaQsKc&docid=sxNIhdQGgNKuQM&tbnid=cMZTStKzAD3wAM%3A&vet=1&w=1280&h=720&client=firefox-b&bih=903&biw=1365&ved=2ahUKEwj3uYnJpJHkAhWLy6QKHVZeDagQxiAoAnoECAEQGw&iact=c&ictx=1 https://www.google.com/search?q=Making+Copper+Bullet+Jackets&ie=utf-8&oe=utf-8&client=firefox-b albo wytwarzać łuski przez drykowanie(wyoblanie) na kopycie mocowanym w tokarce (lub tak kalibrować toczone), i późniejsze kalibrowanie ich średnicy na prasce... http://www.campro.ca/en/technologies http://www.madehow.com/Volume-2/Ammunition.html