RomanJ4
-
Postów
4 627 -
Rejestracja
-
Ostatnia wizyta
-
Wygrane w rankingu
53
Treść opublikowana przez RomanJ4
-

Replika Polskiego silniczka SiM 2b - ambitny projekt
RomanJ4 odpowiedział(a) na Paweł Prauss temat w 2-takty
Piękna robota...I dokumentacja! Myślę, że gdyby podróże w czasie były możliwe, to sam śp konstruktor wybrałby się do Ciebie po plany... -
Jakby jednak nie patrzeć, to oba artykuły, niezależnie czy przedstawiają mniej czy bardziej realne okoliczności, pokazują jedno - życie potrafi pisać najbardziej nieprawdopodobne negatywne i pozytywne scenariusze. Dlatego starajmy się nie dopomagać zaistnieć tym negatywnym...
-
Może się przyda kolegom romansującym z elektroniką, bo choć periodyk swoje lata ma, to jednak podstawy się nie starzeją..... http://delibra.bg.polsl.pl/Content/23846/BCPS_25656_1954_Poradnik-radioamator.pdf
-
A nie dogadałbyś się z jakimś kierowcą TiR-a wracającym do Polski, jeśli miałby kto odebrać?
-
Dobrze, że bez ricinusa... :D
-
Modele dla najmłodszych "Skrzydła Polskich Orłów" :)
RomanJ4 odpowiedział(a) na marek rokowski temat w Inne
Każde propagowanie wśród dzieciarni dyscyplin politechnicznych, a zwłaszcza modelarstwa(z naszej półki patrząc), uważam za ze wszech miar pożyteczne i godne uznania. Brawo Koledzy! Szkoda tylko, ze nasze państwo w osobie Ministerstwa Edukacji takich inicjatyw czynnie nie wspiera promując i wspierając jakimiś środkami takie zajęcia w szkołach, bo chyba nikogo/poza urzędnikami/ nie trzeba przekonywać że to mu się na dłuższą metę opłaci... Jeszcze raz gratuluję Kolegom pomysłu!
-
Memento na naszych polityków... https://www.youtube.com/watch?v=ijiWcGzIThQ
-
Dobrze, że fotela nie przebiło...
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
RomanJ4 odpowiedział(a) na Paweł Prauss temat w 2-takty
Oj, prawda, prawda... Czyż to nie przepiękny krzyżacki zamek na wyspie w Trokach(Trakai) ? Jeśli jeszcze tego nie odkryliście, to mają tam w jednej fajnistej knajpce(której miana niestety nie pomnę) doskonale smakowite miejscowej prowiniencji karaimskie "kybiny", no i oczywiście nie mniej dobre cepeliny... (a i faskę piwa niezgorszą, z wędzonymi paskami świńskiego ucha na zagryzkę.. ) -
Replika Polskiego silniczka SiM 2b - ambitny projekt
RomanJ4 odpowiedział(a) na Paweł Prauss temat w 2-takty
Dobierał się do małmazji i innych specyjałów ? -
Początki Awiacji, vol.2. Przelot nad kanałem La Manche
RomanJ4 odpowiedział(a) na AndyCopter temat w Hyde Park
No, i niedawna fantazja stała się rzeczywistością... Potem będzie przelot nad jakąś górą.... i tak dalej, i tak dalej.... -
Też fajny... https://www.youtube.com/watch?v=pQf5ukMlmWI
-
Ma jedną podstawową wadę - brak skrzynki przełożeń we wrzecienniku, czyli krótko mówiąc moment obrotowy Mo na małych obrotach jest tylko momentem silnika DC (a konkretnie wydolnością układu regulatora obrotów), i z podobnej mocy napędu frezarka z przekładni a nawet nie ma co porównywać (mam akurat porównanie bo mam oba rodzaje, tyle, że głowica mojego kombajnu jest Mk2 i 600W DC) Poza tym silnik DC tak mocno się na małych obrotach i dłuższej pracy grzeje, że musiałem dać mu obce chłodzenie z niezależnym od napędu zasilaniem(by chłodziło także w przerwach pracy) No, i zapewne tak jak w mojej koło zębate odbioru od silnika na przekładnię L/H zrobili z tworzywa by zmniejszyć hałas, co musiałem niestety szybko zmienić bo nie wytrzymało długo, Najpierw na stalowe, ale hałas zmusił mnie do przeróbki na pasek(opis w temacie) https://www.cnc.info.pl/frezarka-warsztatowa-pomozcie-wybrac-mniejsze-zlo-t20217-80.html Gdybym miał osobiście wybierać, to wolałbym tę (zresztą mam tę akurat jak widać na zdjęciu wyżej) https://www.cnc.info.pl/frezarka-model-zx32g-1-z-podstawa-nowa-t100849.html którą Ci gorąco polecam jako alternatywę z kilku powodów. Nie dość, że cena podobna to jeszcze z paroma dodatkami. Prawda, że zakres obrotów maksymalnych mniejszy ale to można łatwo udoskonalić, np falownikiem. a stałoobrotowy silnik 1F lub 3F dostępny do tej frezarki się nie grzeje. M też nieco mniejsze pole robocze ale za to obrotowy stół krzyżowy w zakresie 0-45° dla strony lewej / 0-45° dla strony prawej, co rozszerza możliwosci (także dla szlifowania stożków za pomocą przystawki -dalej w temacie), Różnicę w pracy obu widać po założeniu większego frezu czy głowicy, No i rzecz nie do przecenieni: masa- u VARIO 110kg, a u ZX 230kg!, a co za tym idzie duuużo większa sztywność i zupełnie inna(mniejsza) podatność na drgania nawet przy frezowaniu głowicą 83mm(a mam jeszcze do wypróbowania 110-tkę) https://www.cnc.info.pl/frezarko-wiertarka-zx7045-nowa-p-chinska-jakosc-reanimacja-przed-uruchomieniem-t89380-250.html#p661296. O pomiarach mojej ZX i przeprowadzonych regulacjach możesz przeczytać miedzy innymi w tych tematach https://www.cnc.info.pl/frezarko-wiertarka-zx7045-nowa-p-chinska-jakosc-reanimacja-przed-uruchomieniem-t89380-80.html https://pfmrc.eu/index.php/topic/58564-jaka-ma%C5%82a-frezarka-do-metalu/page-10 pomiary twardości łoża https://www.cnc.info.pl/pomiar-twardosci-loza-300-400-tki-t95698-20.html Można do niej dorobić wspomnianą prostą przystawkę do szlifowania płaszczyzn i ewentualnie wałków(w kłach) którą już na tym forum przedstawiałem. https://www.cnc.info.pl/przystawka-szlifujaca-do-frezarki-zx-t95946.html kilka impresji (jeszcze bez stolika i regulacji) https://www.youtube.com/watch?v=ENMU75hr_Vc https://www.youtube.com/watch?v=A1ixWceJKgY pomiary... https://www.youtube.com/watch?v=H_ISpsDwNLo https://www.youtube.com/watch?v=pKYf3h8rLko https://www.youtube.com/watch?v=kzoOmRUZqkU Z czystym sumieniem (robiłem na niej sporo różnych rzeczy) mogę Ci Andrzeju tę maszynę polecić jako lepszą alternatywę dla VARIO,. (niekoniecznie od tego oferenta jeśli coś nie pasuje). ma oczywiście i swoje wady czy rzeczy do poprawienia, ale z pewnością nawet w stanie "surowym" po niewielkich regulacjach (poleciłbym bezwzględnie pomiar i ew. regulacje łożysk wrzeciona) można na niej z zadowoleniem pracować.
-
Ludzie! Coście tacy poważni? Ze wszystkiego można się cieszyć.... ... Roadster..
-
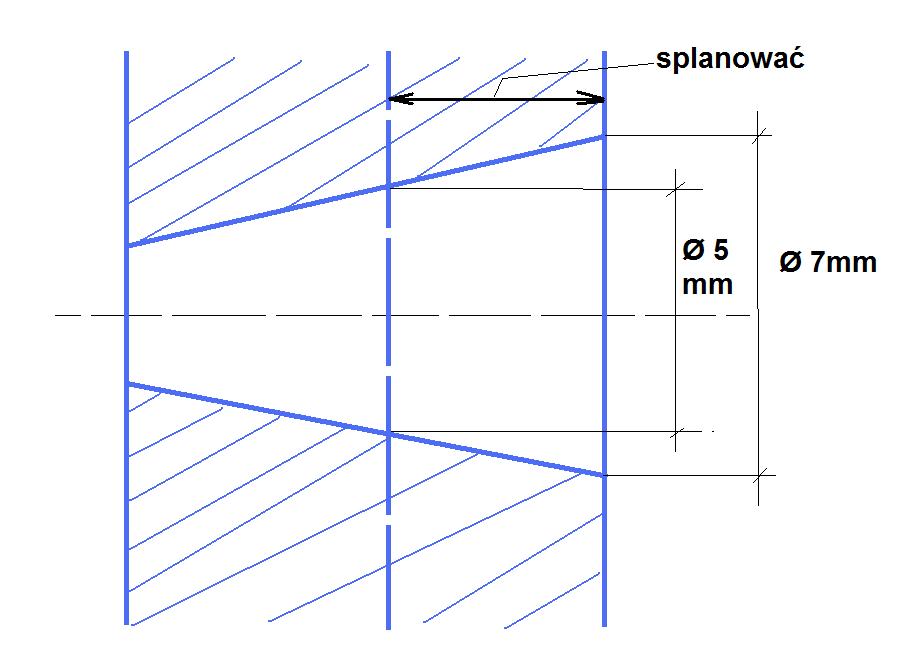
TSA16 ma swoja renomę, ale i ograniczenia. Wracając do stolika kolegi Mirka, to radziłbym mu dospawać pod nogami okrągłe lub prostokątne płytki - ja wykorzystuję do tego grube 4mm handlowe podkładki Ø/□40-50mm(dostępne w marketach typu Obi itp jak to widać na tej fotografii do których od spodu przyspawane są nakrętki M14 w które wkręca się śruby M14 z dospawaną do łba podobną podkładką (pod którą nalepiony jest krążek filcu lub tworzywa piankowego - takie pod nóżki do mebli, też dostępne w Obi..) Taka regulacja pozwoli dokładnie i pewnie wypoziomować stół, jednocześnie odizoluje podłogę od większości drgań. To zastąpi typowe wibroizolatory( https://www.cnc.info.pl/stol-do-nutoola-t22424-10.html ) których do tak małej maszyny nie trzeba. Drewniany blat wygląda na solidny, ale między wannę na wióry(na blacie) a nogi łoża radziłbym dać równej wysokości zaimpregnowane przed wodą z chłodziwa klocki z twardego drewna, które raz że ułatwią sprzątanie, a jednocześnie zminimalizują możliwość pokaleczenia dłoni o wióry przy kręceniu nisko nad wanną położonymi korbami, są dobrymi tłumikami drgań, oraz niwelują drobne nierówności/zwichrowania podstawy przy mocowaniu.. Oczywiście trzeba wtedy uwzględnić sumaryczna wysokość wszystkich elementów tak by korba sanek poprzecznych wypadała mniej więcej na wysokości zgiętego łokcia, lub dać pod nogi kratkę która to skoryguje (dodatkowo nie depcze się po wiórach które się posypały w czasie toczenia) Także zdejmowana pionowa osłona (łapacz wiórów) z lekkiego materiału(sklejka, blacha, plexi, itd za tokarką ułatwi utrzymanie pomieszczenia w czystości, bo wióry będą "strzelać" na wszystkie strony.., A na półkach stołu najlepiej położyć możliwie najcięższe klamoty, bo im większa masa tym mniej podatna na drgania generowane przez tokarkę.. cdn... z większego wewnętrznego stożka zrobić mniejszy można tylko w jeden sposób - splanować czoło, ale zmnieszy sie w ten sposób jego długość, a mniejsza średnica(tył) nie ulegnie zmianie ... W inny sposób - jak to mawiał Kargul : " ..już my raz kabana pastą na dzika przerobili, ale w drugie strone nie da rady..." jedynie zaspawać i zrobić na nowo Co innego z zewnętrznym.
-
Takie wiadomości radują wszystkich, tylko nie naszych zajętych sobą rządzących, a za przaśnej głębokiej "komuny" byłaby na wszystkich plakatach...
-
Tyle się napisałem i wszystko wcięło... no nic, wrócę do starej metody -napiszę jeszcze raz i wrzucę, a potem będę dopisywał wątek..... Jest mi niezmiernie przyjemnie, że moja skromna wiedza może komuś praktycznie pomóc, Bardzo dziękuję kolegom za uznanie, i jednocześnie namawiam do uczestnictwa (darmowego) w forum http://www.cnc.info.pl gdzie jest bardzo wśród amatorów małych obrabiarek popularny dział http://Tokarka Nutool 550, Zuch, OUS, TSA, TSB, Mini Lathe i inne małe tokarki z wieloma bardzo przydatnymi amatorom tematami Bardzo smuci fakt, że poza wznawianymi publikacjami powstałych jeszcze za PRL poradników E Górskiego, i innych autorów dla tokarzy, frezerów, szlifierzy, narzędziowców, itd, nie ma u nas praktycznie współczesnej polskiej literatury dedykowanej amatorom obróbki skrawaniem (podobnie zresztą jak i w modelarstwie po upadku WKiŁ), tak jak jest to propagowanej np w krajach anglosaskich.. https://www.google.com/search?client=firefox-b&biw=1365&bih=933&tbm=isch&sa=1&ei=MTZBXfCbJ83GgQaD7avQDQ&q=home+machinist%27s+book&oq=home+machinist%27s+book&gs_l=img.12...65880.67246..70378...0.0..0.138.626.0j5......0....1..gws-wiz-img.VGUAjCgGTBo&ved=0ahUKEwiw-LvpxN7jAhVNY8AKHYP2CtoQ4dUDCAY A rzeczone poradniki, choć bardzo pożądane, i prędzej czy później niezbędne operatorom ze względu na zasoby norm i informacji specjalistycznych, to jednak nie przybliżają zaczynającym przygodę z obrabiarkami niezbędnych podstaw teorii, i praktycznych prawideł, bez znajomości których zdobywanie doświadczenia w obróbce okupione jest wieloma niepowodzeniami prowadzącymi niestety często do zniechęcenia, i stratą zainteresowania samodzielną obróbką. A nie musi tak być, bo nie jest to jakaś bardzo skomplikowana wiedza tajemna którą trzeba wbijać młotkiem do głowy dlatego pozwoliłem sobie na napisanie tego tematu i przekazanie w możliwie najbardziej przystępny i logiczny dla laika(nie cierpię tego określenia, ale jest ono najbardziej obrazowe dla stanu konkretnej wiedzy) sposób swojej skromnej wiedzy w tym zakresie, by pomóc im jak najbardziej skrócić "oślą łączke".. którą każdy musi przejść. Na szczęście można u nas dostać niektóre obce publikacje (w oryginalnym niestety języku) odnośnie małych obrabiarek https://allegro.pl/kategoria/poradniki-i-albumy-rekodzielo-bizuteria-szycie-260862?string=lathe&bmatch=product-buynow-new-price-eyesa-boo-1-1-0619 np dedykowane Mini-Lathe https://allegro.pl/oferta/david-fenner-mini-lathe-for-home-machinists-7700499245?utm_source=google&utm_medium=cpc&utm_campaign=_KRK_PLA_Ksi%C4%85%C5%BCki+i+komiksy&ev_adgr=Ksi%C4%85%C5%BCki+i+komiksy&gclid=EAIaIQobChMI28K-zsLe4wIV1ud3Ch28dw0GEAQYBSABEgJKP_D_BwE https://allegro.pl/oferta/mini-lathe-tools-projects-for-home-machinist-7815995609?utm_source=google&utm_medium=cpc&utm_campaign=_KRK_PLA_Ksi%C4%85%C5%BCki+i+komiksy&ev_adgr=Ksi%C4%85%C5%BCki+i+komiksy&gclid=EAIaIQobChMI28K-zsLe4wIV1ud3Ch28dw0GEAQYBiABEgJR9fD_BwE. które są bogato ilustrowane zdjęciami i rysunkami bardzo pomocnymi w zrozumieniu o co chodzi. Zresztą większość zawartych tam informacji jest uniwersalna także i dla innych obrabiarek, więc nie tylko posiadacze Mini-Lathe (i klonów) mogą tam znaleźć interesujące dla siebie informacje, zwłaszcza z technologii obróbki, przygotowania i użycia narzędzi itd.. (zresztą, każda wiedza się przydaje). A ja polecam kolegom ściągnąć sobie na dysk 727MB (póki nie zniknęła z netu) bibliotekę numerów bardzo przydatnego amatorom periodyku "Model Engineers' Workshop" która znajduje się pod linkami https://www.cnc.info.pl/ostrzarka-do-wiertel-i-frezow-t66734-20.html https://yadi.sk/d/Z4bl6k8n3Lgp8X https://yadi.sk/d/22VYW8j93Lnbim spis treści cdn.. Tokarka kolegi Andrzeja poza gabarytami(i wagą) ma jeszcze jedną niewątpliwą zaletę(o czym nieraz pisałem) nad tokarkami bez przekładni mechanicznej we wrzecienniku - wraz ze zmniejszaniem obrotów rośnie moment obrotowy Mo , co bardzo się przydaje do gwintowania narzynkami/gwintownikami, wiercenia, i bardziej energochłonnych robót. cdn...
-
Kiedyś to nawet byłą jedność nieba z ziemią...
-
Dobre ogłoszenie musi trafiać w grupę potencjalnych użytkowników...
-
potrzebne doświadczenie z wyczynowym "Komarkiem" mamy...
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
RomanJ4 odpowiedział(a) na Paweł Prauss temat w 2-takty
A poza tym Drodzy Koledzy, jak replika - to replika, kosmicznych materiałów się nie wprowadza. Widziałem kiedyś w okolicy Idar-Oberstein (piękne kopalnie minerałów do zwiedzania) skansen na kształt naszego Biskupina wymurowany z.... suporeksu obłożonego po wierzchu odłażącą gliną.. Całość wyglądała ohydnie... -
.... i po opróżnieniu nie wiesz, czy widzisz szklankę, czy.... Płacę za jedno czy dwa...?
-
"Nie czyń drugiemu co Tobie nie miłe.." - jest takie powiedzenie - które dedykuję tym którzy lekceważąco podchodzą do samego zaistniałego faktu opisanego przez kol. grafvadera (a nie do późniejszych komentarzy). A jak macie jakieś wątpliwości to spróbujcie wyobrazić sobie że to w Wasze małe dziecko bawiące się pod Waszym czujnym okiem na plaży znienacka rąbnął ten model. Albo w Wasz samochód....... Bo niby czemu nie? Niemożliwe? Założę się, że wtedy opinie byłyby zgoła odmienne...
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
RomanJ4 odpowiedział(a) na Paweł Prauss temat w 2-takty
Stówka za diamentową to dość tanio, w Inter-Diamencie, Diamosie, Diamentpolu, czy Perfektlos ze dwa do cztery razy drożej.. Chociaż zdarzają się zadziwiająco tanie oferty... https://allegro.pl/uzytkownik/MAJSTERSKLEP/obrobka-metali-tarcze-i-sciernice-121495?bmatch=baseline-var-n-dict4-eyesa-bp-com-1-5-0619 -
Replika Polskiego silniczka SiM 2b - ambitny projekt
RomanJ4 odpowiedział(a) na Paweł Prauss temat w 2-takty
Алмазные ?