





japim
-
Postów
4 929 -
Rejestracja
-
Ostatnia wizyta
-
Wygrane w rankingu
49
Odpowiedzi opublikowane przez japim
-
-
Po wpisaniu w Google "vacuum forming know how" wyglada na to ze musisz podłożyć podkladke/klocek w formie łagodnej piramidy pod sama maskę.
-
Niestety muszę z przykrością zalecić zmiane na angielski. Inaczej nigdy nie doszukasz sie żadnej konkretnej pomocy.
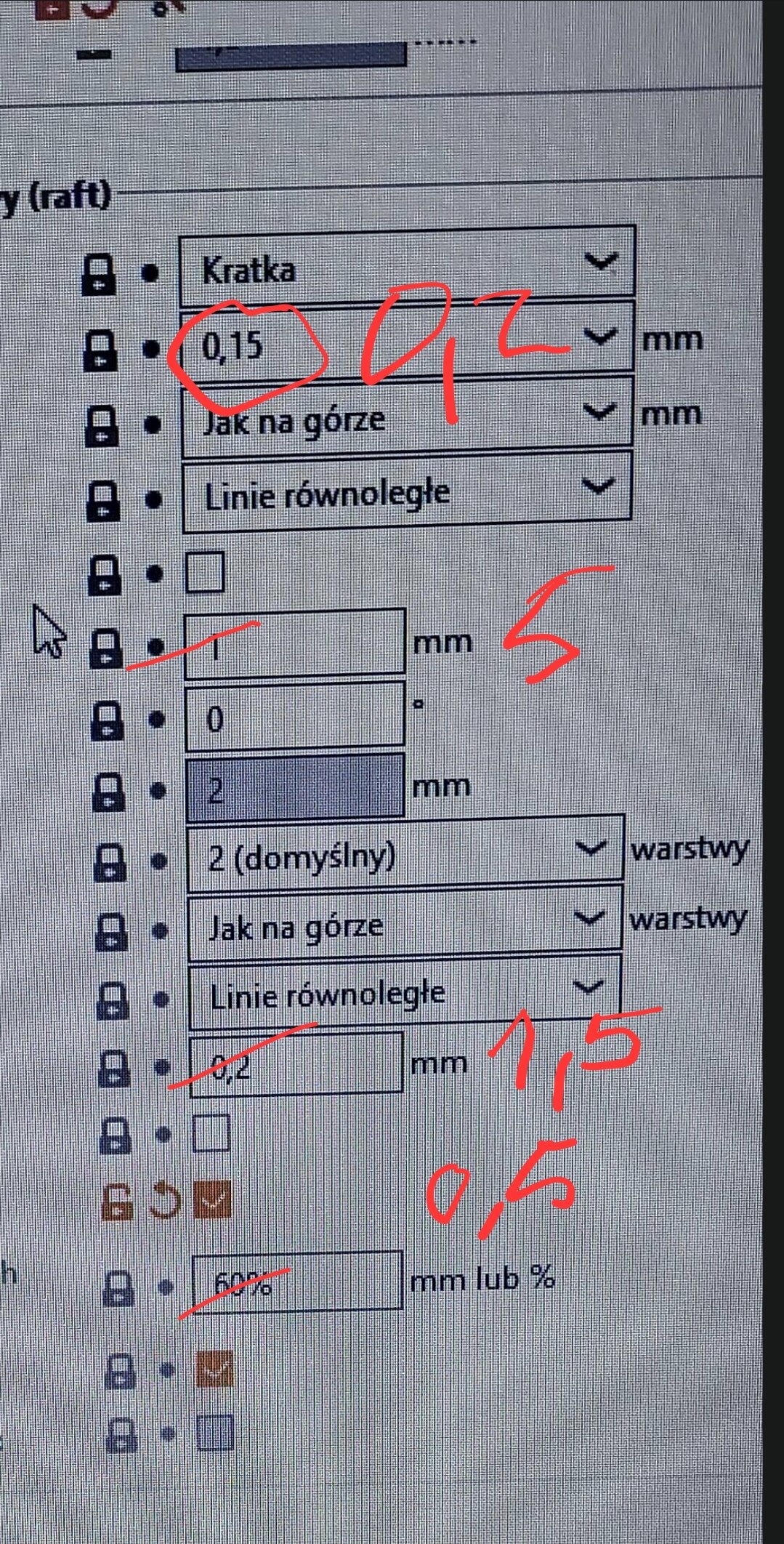
Widzę ze odpowiadają okna temu samemu parametrowi. Masz w tej chwili odstęp z 0.12 - czyli grubość kartki. Pozmieniaj resztę i puść jakas prosta bryle. Zeby potestowac.
Takie coś

-
 1
1
-
-
Nie wrzuciłeś swojego screena wiec nie wiem jakie masz obecnie ustawianie. Znalazłem w sieci taki screen gdzie zaznaczylem co trzeba zmienić.
Aha. I jeszcze pytanie. Jaką masz prędkość i przepływ przy mostach (te które będą kładzione nad podporami - te same co zwykle mosty /bridge) i Jaką masz prędkość druku i szerokość sciezki dla podpór?
-
Ps. Zmien tez tytul na bardziej konkretny - np podpory w druku 3d. Inaczej poziom clickbajtowy.
-
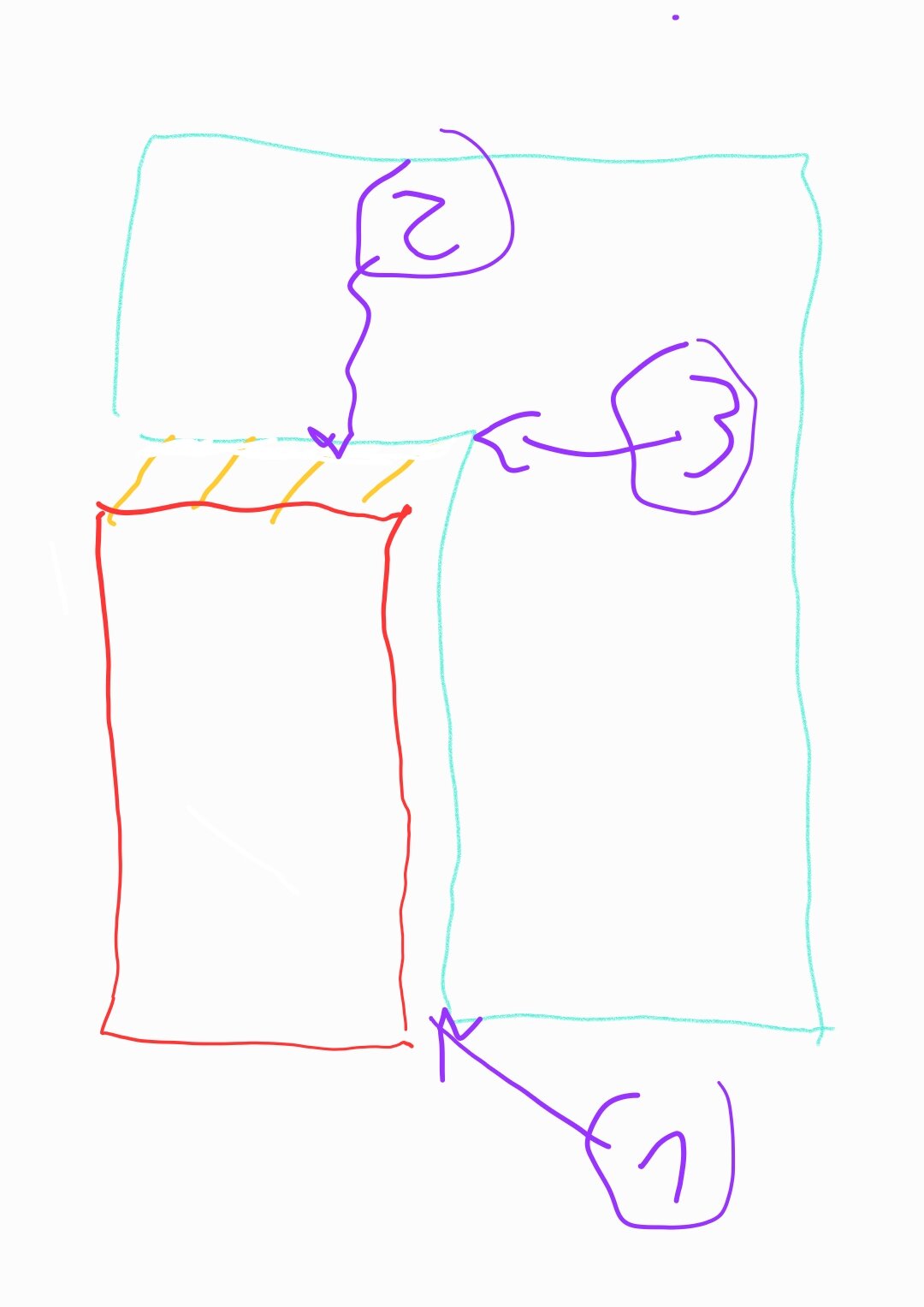
W "normalnym" slicerze jak Prusa są parametry do ustawiania jak daleko od obiektu ma być podpora (1) - ja ustawiam minimum 0.5mm bo wiem ze jak dam mniej to sie sklei. Można wydrukować test tostera aby zrozumieć jakie najmniejsze odstępy nasza drukarka moze drukowac bez sklejania.
Jak ma być skonstruowana warstwa podporowa (2) czyli tak która bezpośrednio jest pod wydrukiem - ja ustawiam odstępy co 1 - 1.5mm I grubość tej warstwy przejściowej na 2 warstwy. A same podpory aby oszczędzić na materiale sa drukowane z rozstawem wewnętrznym 5mm.
I na samym końcu odstęp pomiędzy podporą a obiektem w osi Z (3) - domyślnie jest 0.2mm (czyli 1 warstwa). Dla rozpuszczalnych filamentow podporowych ustawia sie 0.

-
Pokaz zdjecie. Skleja Ci sie druk leżący na podporze? Czy podpora przywiera bokiem do głównego obiektu?
I jakie masz obecnie ustawienia podpór- wklej screen.
-
Gratulacje z udanej wyprawy.
A jak wygladaly ciecia finalistow? 10? 15?
-
Polecam tego allegrowicza
") a tak na serio to zakupy w Nkon to jak kazdy inny sklep. Ostatnio próbowałem Alibabe w innych tematach I tez "normalnie". Płatności przez przelew bankowy...
a tak na serio to zakupy w Nkon to jak kazdy inny sklep. Ostatnio próbowałem Alibabe w innych tematach I tez "normalnie". Płatności przez przelew bankowy...
-
 1
1
-
-
Latanie BVLOS stało się ostatnio bardzo utrudnione. Czy masz uprawnienia aby latać na takie odległości?
-
Same przewody to bedzie z 50 g minimum (przedluzacze serw, przewody do silnikow). , na kadlub w tym rozmiarze to jednak zalozylbym tez ze 400g a nie 300.
Ogolnie raczej bym zalozyl +10% do tych wyliczen,
-
-
Z ciekawosci wygooglalem film:
Czy te wskazowki nie działają?
-
Jest jakas instrukcja bindowania? Yt co mowi o tym modelu?
-
Prawie 1m to dobry i poręczny rozmiar. Nie ma problemu z budowaniem, przechowywaniem, lataniem, wyposażeniem.
-
To jest wersja D modelu który już jest wydany - wersji B/C. Różnica polega na znacznym uproszczeniu/ zoptymalizowaniu modelu pod wykorzystanie tylko filamentu. Nie ma klap, nie ma podwozia. Może być w wersji ultra lekkiej z silnikiem 2830-1300kV na 3S 1300 jak i wersja ultra mocna - z silnikiem 350W BR4108 i pakietem 6S 1500 i wszystko po środku.
Skala 1:12. Rozp 970mm. Masa do lotu od 720 do 1100g. Powierzchnia nośna 15.9dm2.
-
Moim ulubionym materiałem był papier pakowy na rozcieńczony wikol. Tworzył piękną skorupkę. I tez można zrobić na gładko. Teoretycznie można go potem było kryć zwykłymi farbami nitro byle nie dopuścić do pełnego przesączenia papieru bo zjadało styro. Ale cienkie warstwy nie uszkadzały styropianu.
-
I film z 3 lotu (po poprawnym wyważeniu):
-
3
-
-
-
16 godzin temu, sp350D napisał:
Przemku,
Czym nakładałeś ten akryl? Mam podobną tubę, czy pęzlem/wałkiem to nie będzie za cięźko wychodziło?
Pędzlem. ciekawa sprawa ze srebrnym - że tej farby wcale nie trzeba dużo aby uzyskać efekt. Wałkiem na pewno nie - bo to będzie już przesada. Zrób sobie testy na jakimś kawałku. ALE ! trzeba pamiętać że to jest farba akrylowa - próba malowania tym plastiku jako takiego (EPP, wydruki z PLA/ PETG) kończą się tym, że lakier schodzi od pociągnięcia paznokciem - wcale nie trzyma.
-
-
2
-
-
2 godziny temu, Andrzej Klos napisał:
Farby akrylowe do wnetrz nie zawieraja koloru srebrengo.
Nie doczytałem ze chodzi o srebrny. ALE srebrny używają artyści:
I mam taką tubkę.
P82 malowałem taką farbą:
-
1
-
-
A co tym razem wsadziłeś? Może jakiś skrót historii?
-
Farba akrylowa do wnętrz. Ja kupuję próbki kolorów - taki wybór że hej...
-
- Ta odpowiedź cieszy się zainteresowaniem.
- Ta odpowiedź cieszy się zainteresowaniem.
Kolega Marcin zrobił taką wariację:
Mam nadzieje, że opisze tutaj na forum jak poszła budowa.
-
5
.jpg.426c4811de48e97c4e32d5fb315ffb72.jpg)

.jpg.f30b037a9399d65fa466f268d9ef4370.jpg)
.jpg.351e73ad129794f236a00b4ea7cbb30c.jpg)
.jpg.ec649e80ecea792de724561e4f13b67d.jpg)



{kind=link}
Podpory w druku 3D
w Warsztat
Opublikowano
Hmm. Ja za wszelką cenę jak drukuje to tak ustawiam model aby nie bylo podpór. Jaka masz przeplyw i prędkość dla mostów? Bambusy drukuja szybko i cieniej niż normalny przeplyw - moze musisz sie tutaj pobawić.
A dodatkowo to druk okręgów/ walców w tej orientacji to zawsze będzie porażka. Ja ostatnio jak drukuje kołki to obcinam pierwszy 1mm - i tak jest dobre pasowanie a oszczedzam sobie wszystkich nieprzyjemności z prawie zerowym kontaktem ze stolem, z nawisami, z mostami, z podporami.