f2cmariusz
-
Postów
786 -
Rejestracja
-
Ostatnia wizyta
-
Wygrane w rankingu
50
Treść opublikowana przez f2cmariusz
-

Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
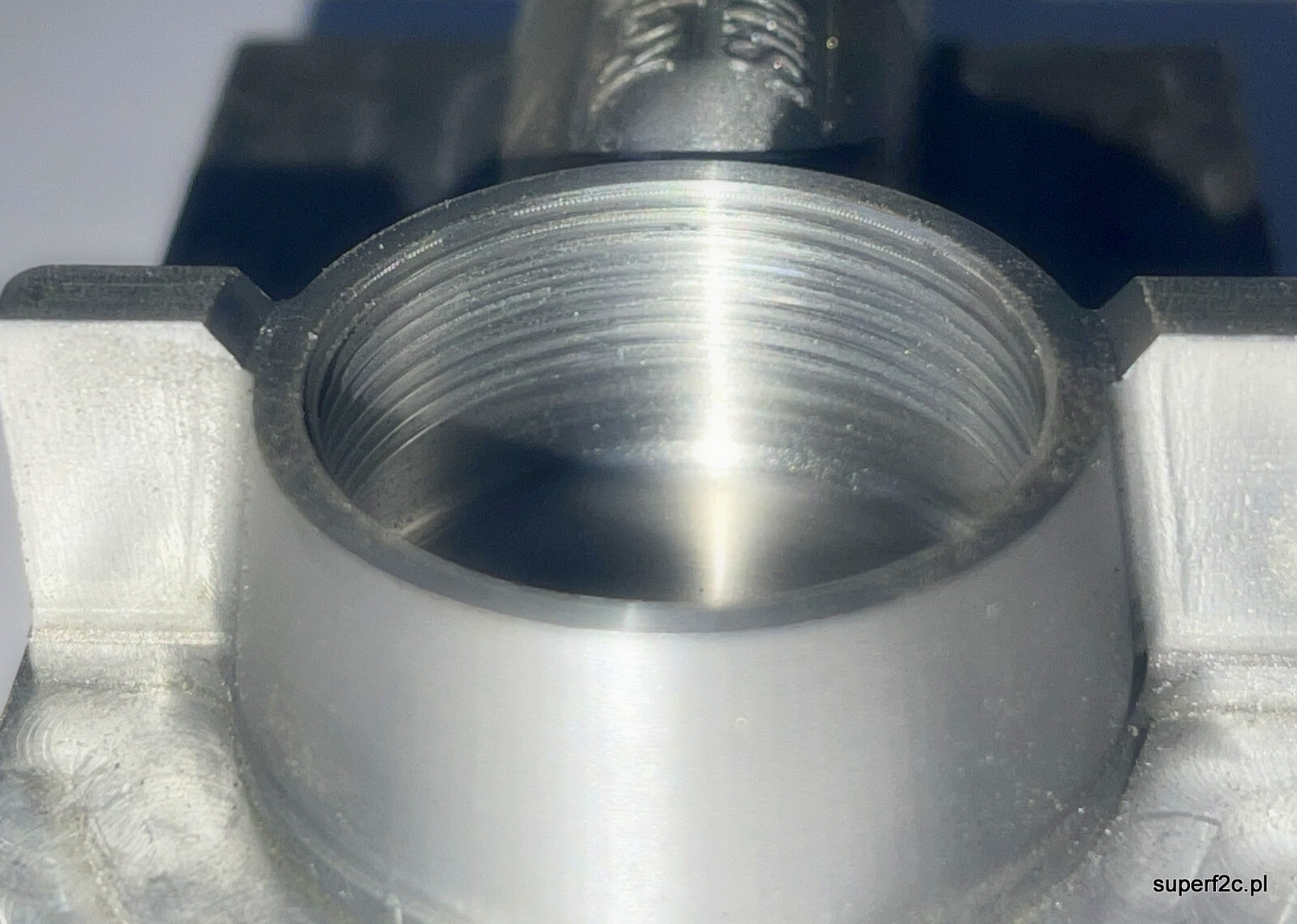
Kolejny gwint M26x1 wytoczony w karterze. Niestety wszystkie elementy do zdjęcia muszą być oczyszczone z farfocli bo tarcza oporowa wygląda jak by przyrdzewiała w między czasie?
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
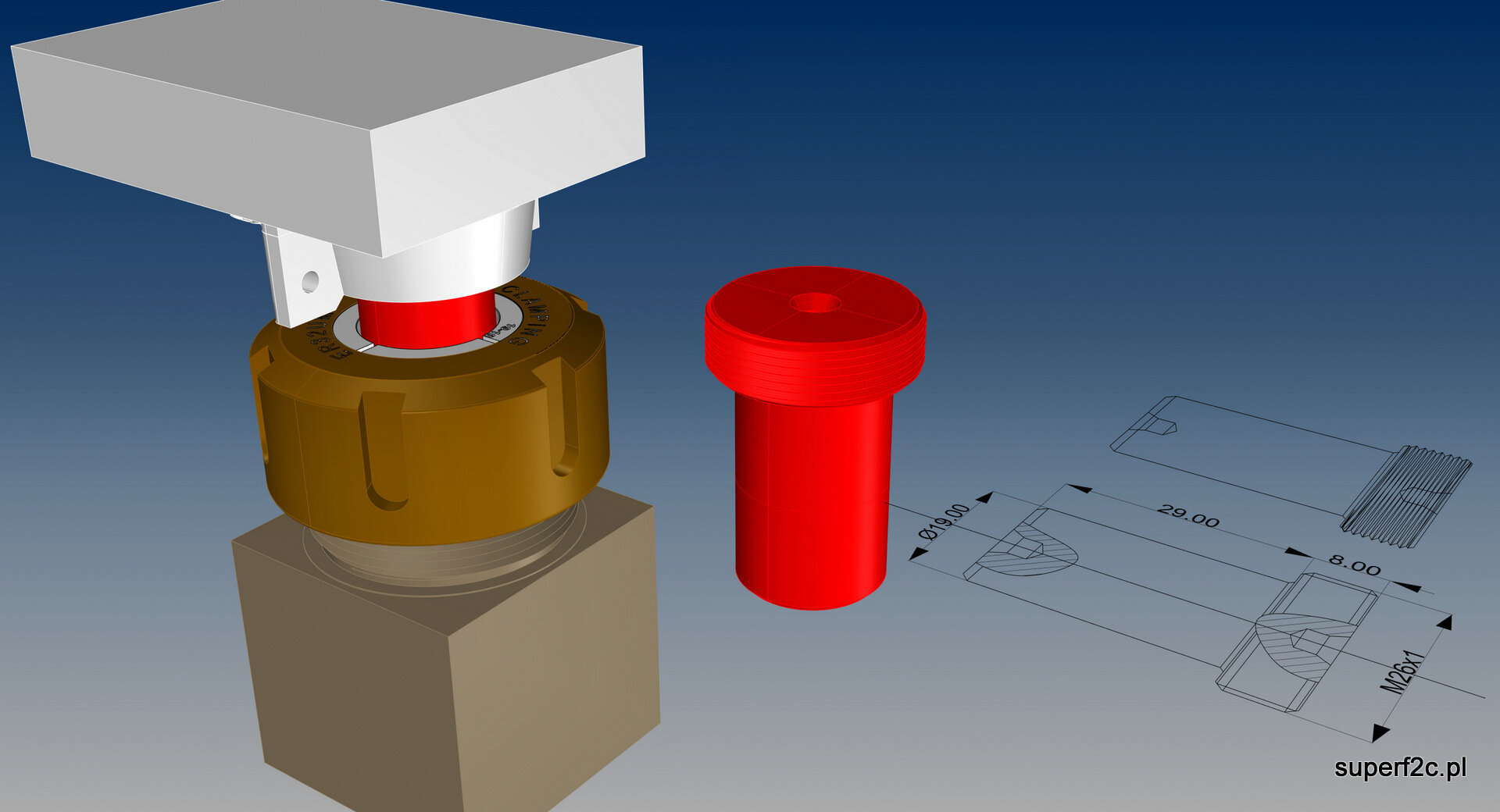
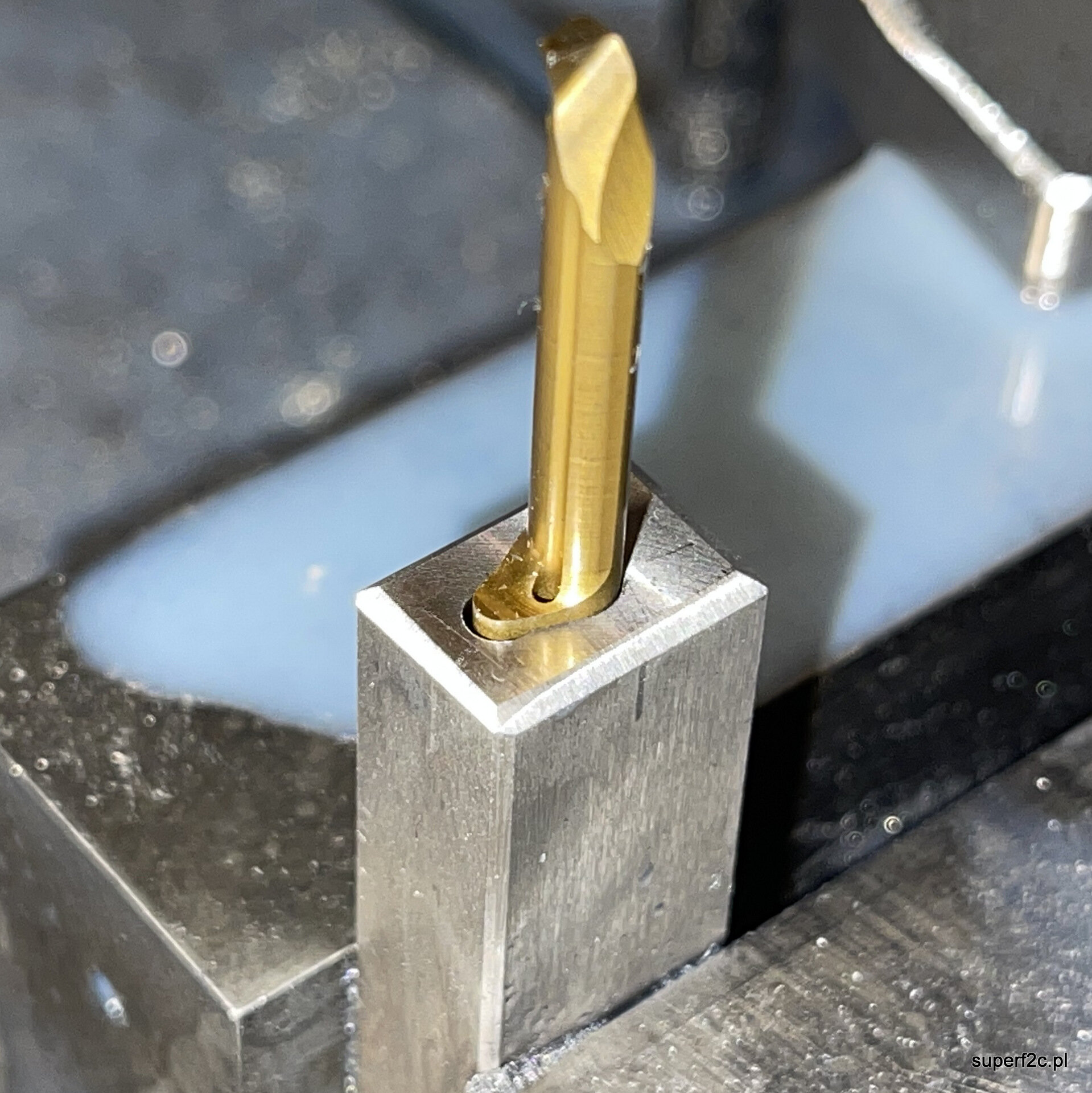
I każdego dnia coś do przodu. ( To już by parę Replik Silnika SiM 2b działało ?) M26x1.mp4 Na dole w imadle, równoległość wypukana na średnicy tulejki 19-18 w uchwycie ER32. Zabezpieczenie przed odkręceniem się z M26x1 jeszcze do końca nie wymyślone... Ustalenie zera w osi X,Y czy Z z dokładnością zostawienia śladu na powierzchni bazowej już wymyślone.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
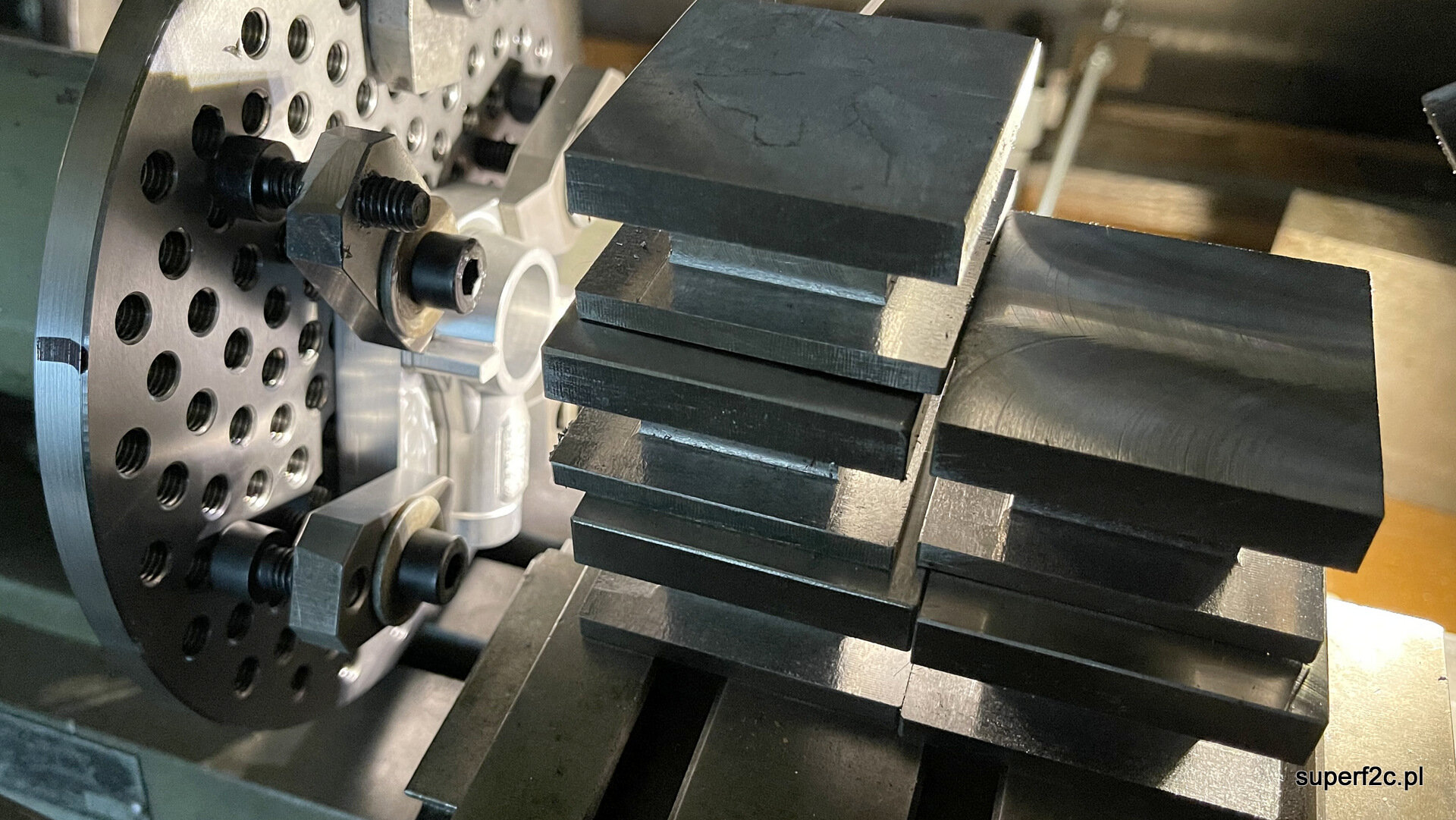
Niesprawna maszyna nie pozwala spać spokojnie... Pas transmisyjny działał nieprzerwanie od kilkudziesięciu lat. Czyli od nowości. Składał się z dwóch pasów pod spodem ze skóry a na wierzchu plecionka tkana i klejąca się do siebie w sposób w miarę trwały bo to do dzisiaj funkcjonuje. Ale bez pasa skórzanego start czy zatrzymywanie maszyny odbywa się z poślizgiem. widać na górze zdjęcia pęknięty pas skórzany a na dole na nowo naciągnięty dotychczasowy pas plastikowy. Łączony jak widać na trzycentymetrową zakładkę. po lewej fabryczne łączenie. Lekko rozklejone. Plus po prawej jeden koniec rozerwanego pasa. potrzebny jeden kawałek 30x10 cm aby prawidłowo dosztukować rozerwany kawałek. plus klej do połączenia tego wszystkiego: ale czy na pewno starą skórę z nową da się połączyć trwale ze sobą ??
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
aluminiowe tłoki do swoich silników z tłoków firmy "Kamaz" wykonywałem i to latało. Ale prawdziwy przełom nastąpił gdy dostaliśmy wałki odlane z firmy "MAHLE" o oznaczeniu "MAHLE 124" z zawartością krzemu 18 procent. Kamaz 12% krzemu. Ale przyszłość leży w tych technologiach. Gdzie do wyścigu F2C już dzisiaj wykonuje się tłumiki czy korpus zbiornika z zaworami. https://www.mahle.com/en/news-and-press/press-releases/mahle-produces-high-performance-aluminum-pistons-using-3d-printing-for-the-first-time-76416 -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
Ale "Kiedyś" to nie ma takiego dnia tygodnia. Naprawdę nie ma co odwlekać marzeń... kupiłem uchwyt ER32 o podstawie kwadratowej do łapania w imadle. Po wyszlifowaniu na "magnesówce" czterech boków względem trzpienia fi19 zamocowanego w ER32 wykorzystam do wykonania drugiej strony karteru. tylko potrzebuję wykonać kolejny przyrząd który na pewno przyda się także w obróbce karterów odlewanych w kokili. Nie wykonałem bo pas transmisyjny w tokarce TOS mam w ręku. Szukam zatem wiedzy jak to ponownie zainstalować pod pas ciągle istniejący tkany. Ale bez tej skóry zupełnie nie jest przenoszona moc. Owszem się kręci i pewnie dam radę zrobić drobne detale ale mam pilną potrzebę naprawienia tego.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
otwieramy temat rzeka. Który na pewno ma wiele wątków. Nadawanie gładzi cylindrowi plus wysoka twardość ma jak największy sens. Choćby patrząc na trwałość. ale z drugiej strony musi jakoś utrzymać się film olejowy który bez problemu może się utrzymać w mikro porach uzyskiwanym podczas chromowania. To wiem bo to kiedyś wykonywałem budując swoje silniki do wyścigu. Jak wygląda żywotność zespołu tłok- cylinder w innych konfiguracjach? Po prostu nie wiem bo tego nie zrobiłem. odsyłam do wcześniejszych moich wypowiedzi na temat chromowanie: całe szczęście Replika Silnika SiM 2b nie wymaga tak złożonych operacji jakim jest chromowanie. Choć obserwując nowe wcielenie KMD-2,5... https://f2abcd-store.ru/products/42019853?fbclid=IwAR2nH3jovW8vNU_GgteuV0Mtn4mV9Ld5yiMxqdxK8fEfwjtowDnJZuWtR8I -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
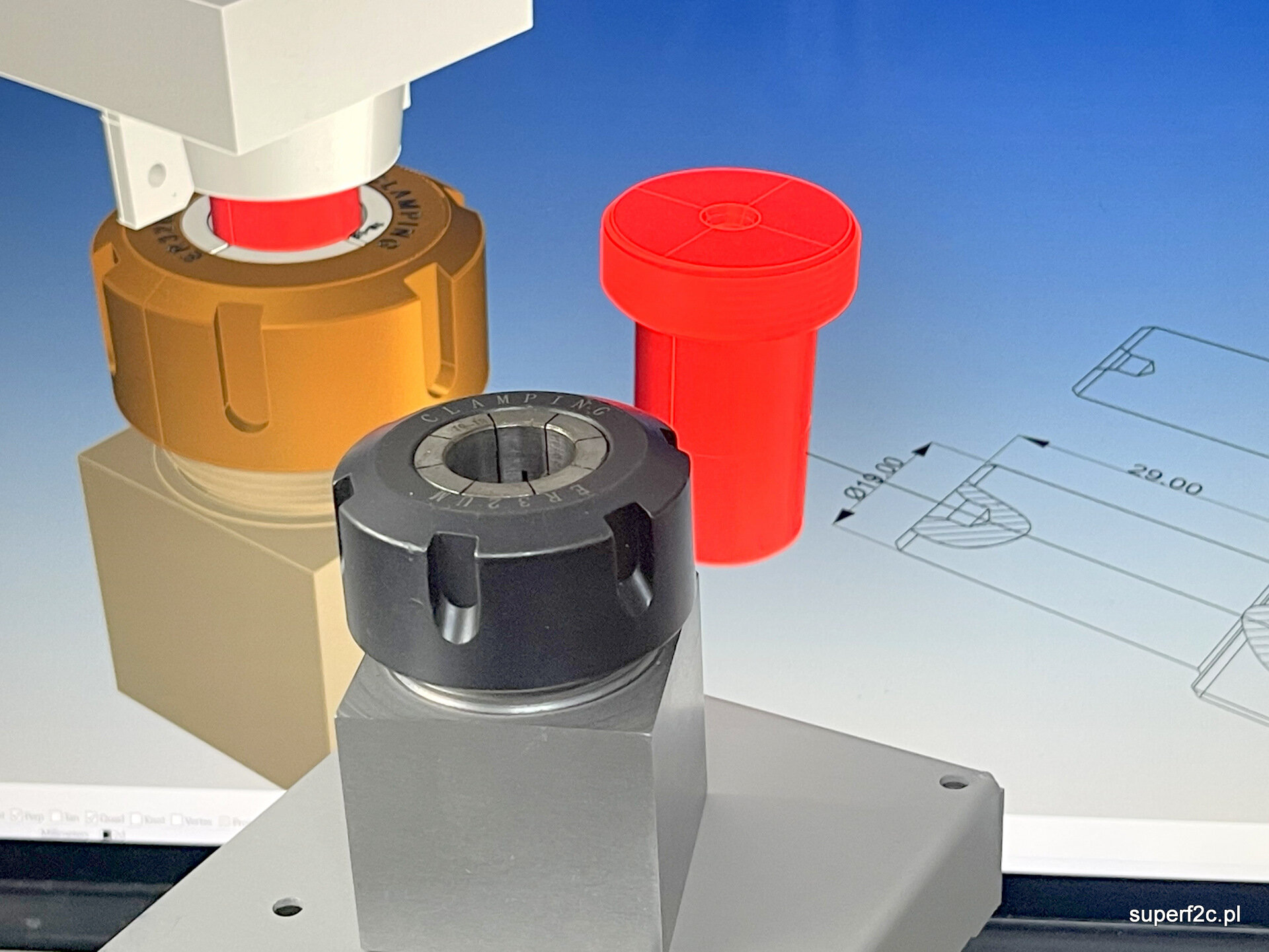
zdecydowanie wolę Mariusz ? Choć ostatnio i czytałem na mlik.pl Panie Brożek, można jak najbardziej wykonać gwint na frezarce z tym że ja nie mam swojej wolnej maszyny na takie prace. Dysponuję parkiem jaki już tutaj pokazywałem i głównie chciałbym aby Replika Silnika SiM 2b powstała na tych maszynach które każdy może sobie kupić na Allegro czy na Alibabie. Bo tam te swoje maszyny w ostatnich latach nabyłem. tylko jedną znalazłem fotografię gdzie dzięki cyfrowej maszynie wejście i wyjście gwintu jest staranie wykonane na rdzeniu stalowym. Do formowania plastikowego kubka z dwoma zwojami gwintu wewnętrznego. Zgodnie z rysunkiem ?
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
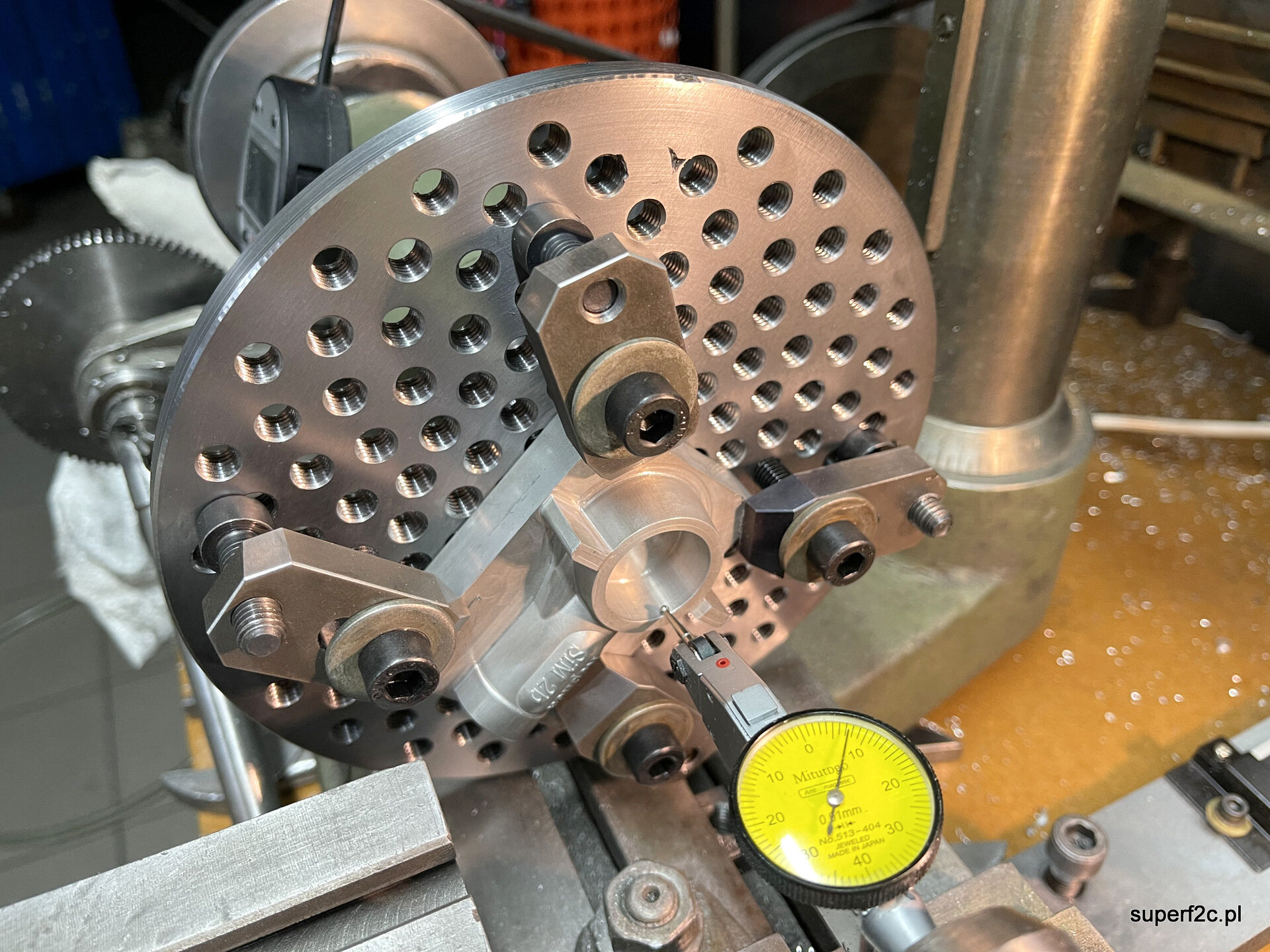
kolejny gwint wewnętrzny M26x1 we frezowanym karterze Repliki Silnika SiM 2b gotowy. samo ustawianie "zera" nagram jak dowiozę statyw specjalistyczny. Wskazówka drga za każdym przesunięciem bo powierzchnia była frezowana odcinkowo frezem palcowym fi 6 mm. usawione zero.mp4
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
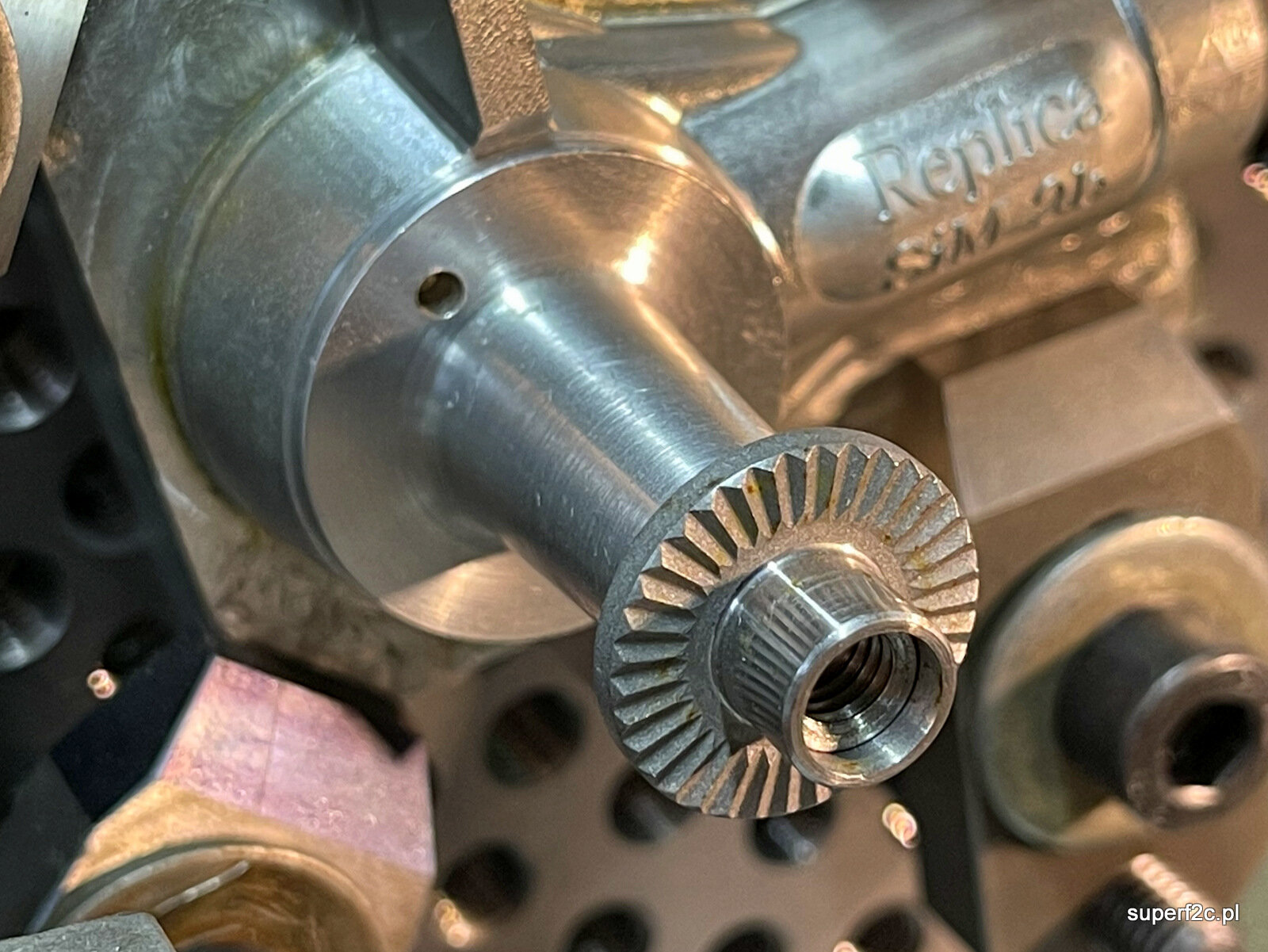
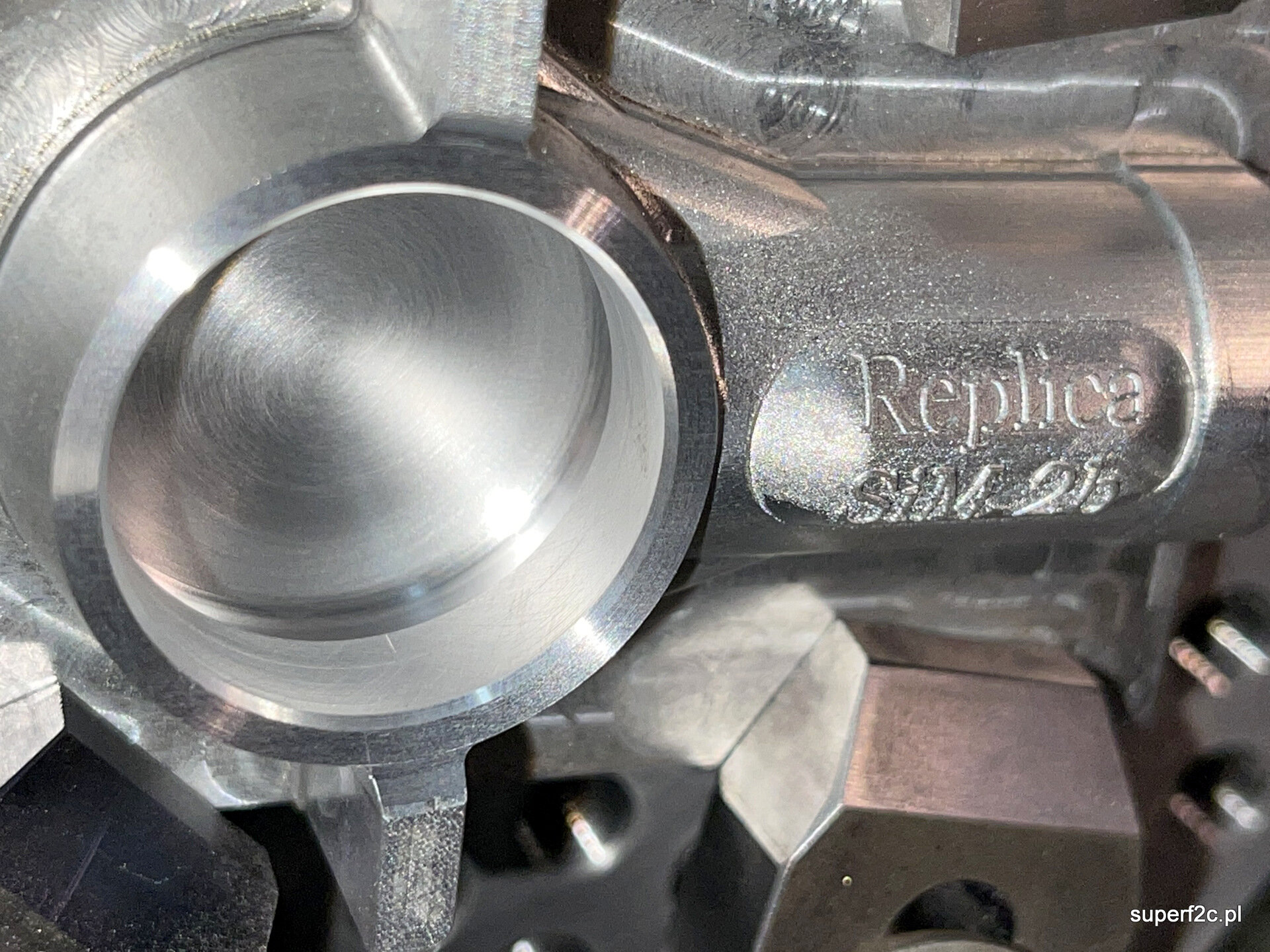
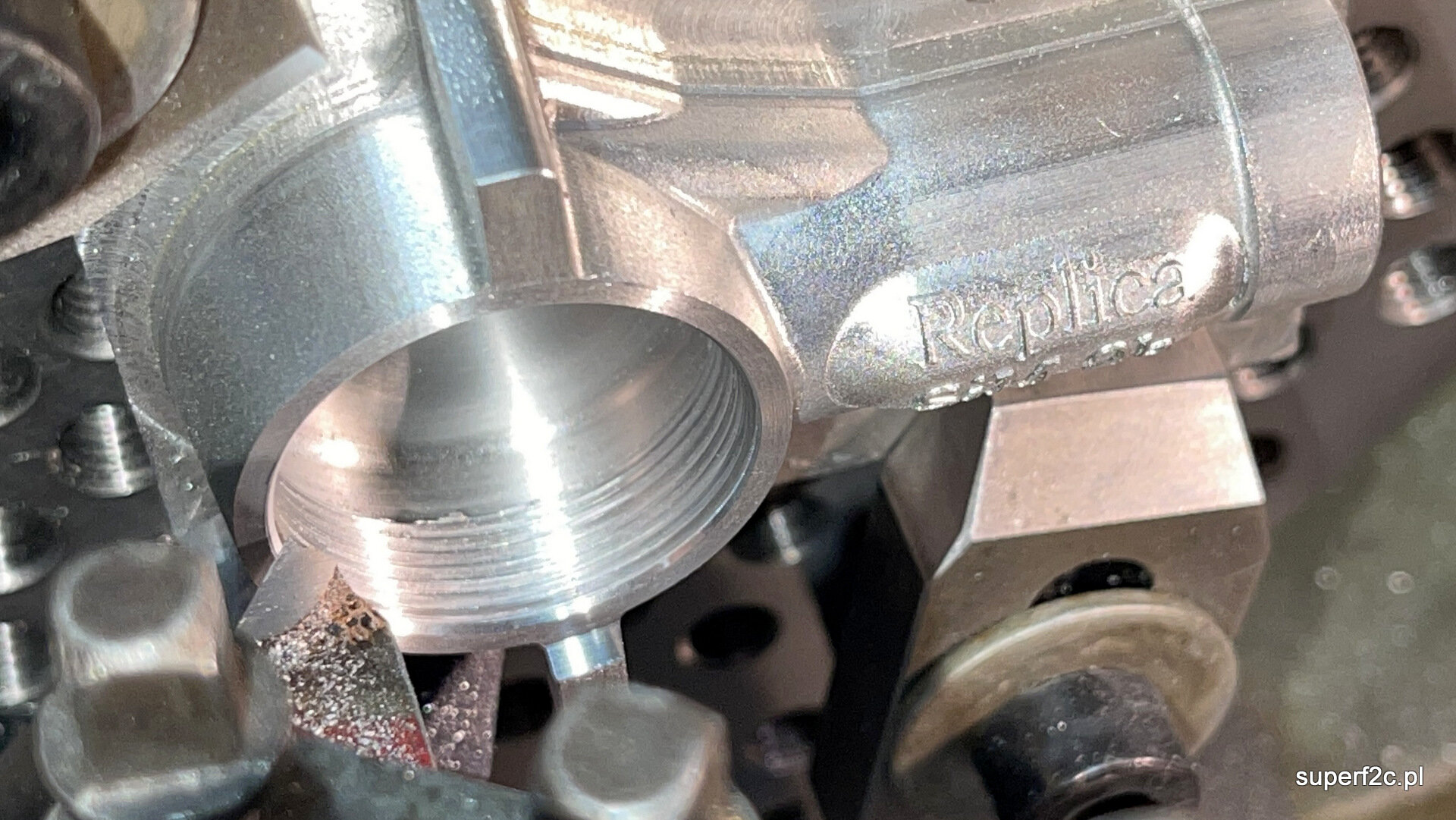
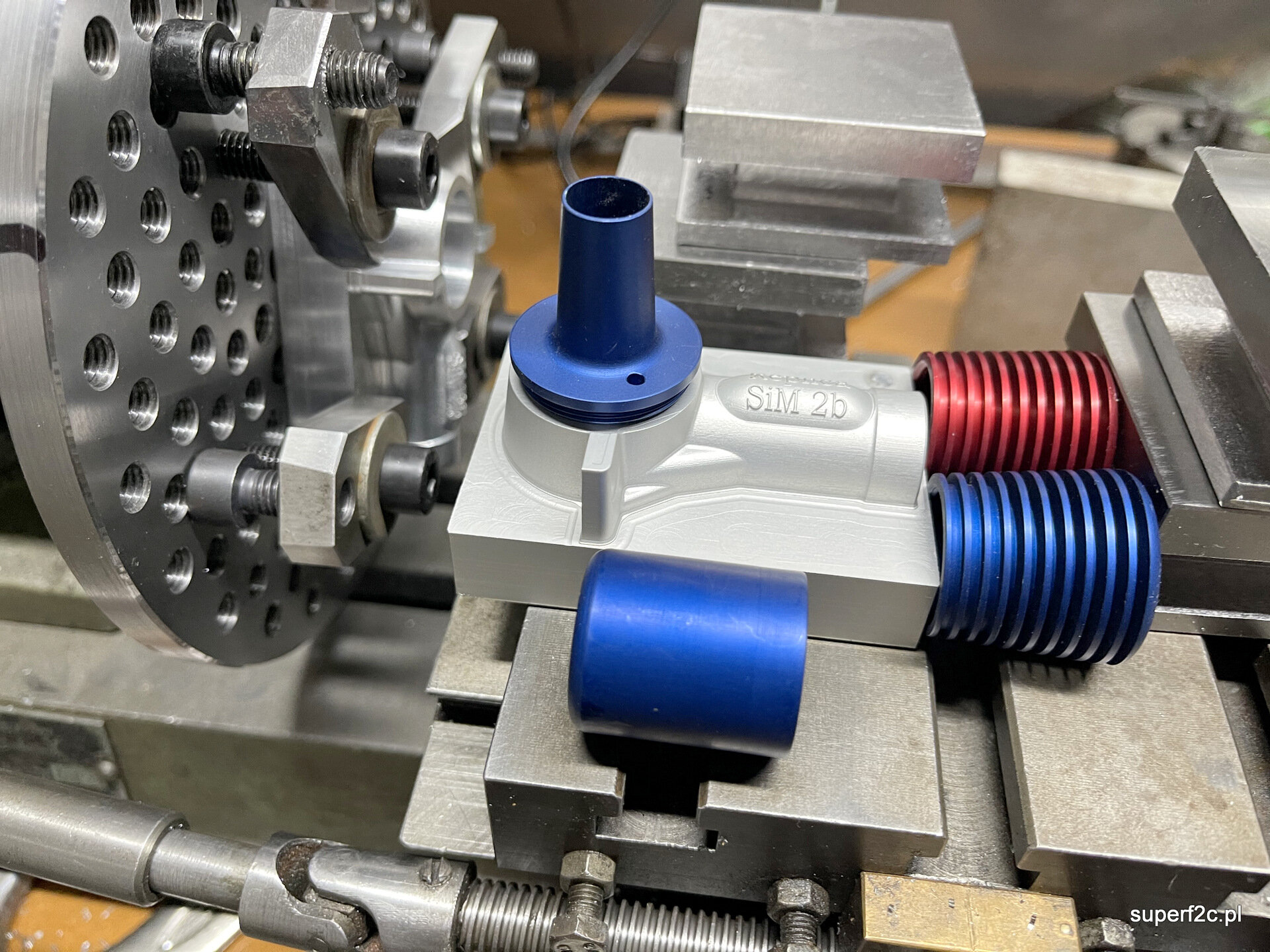
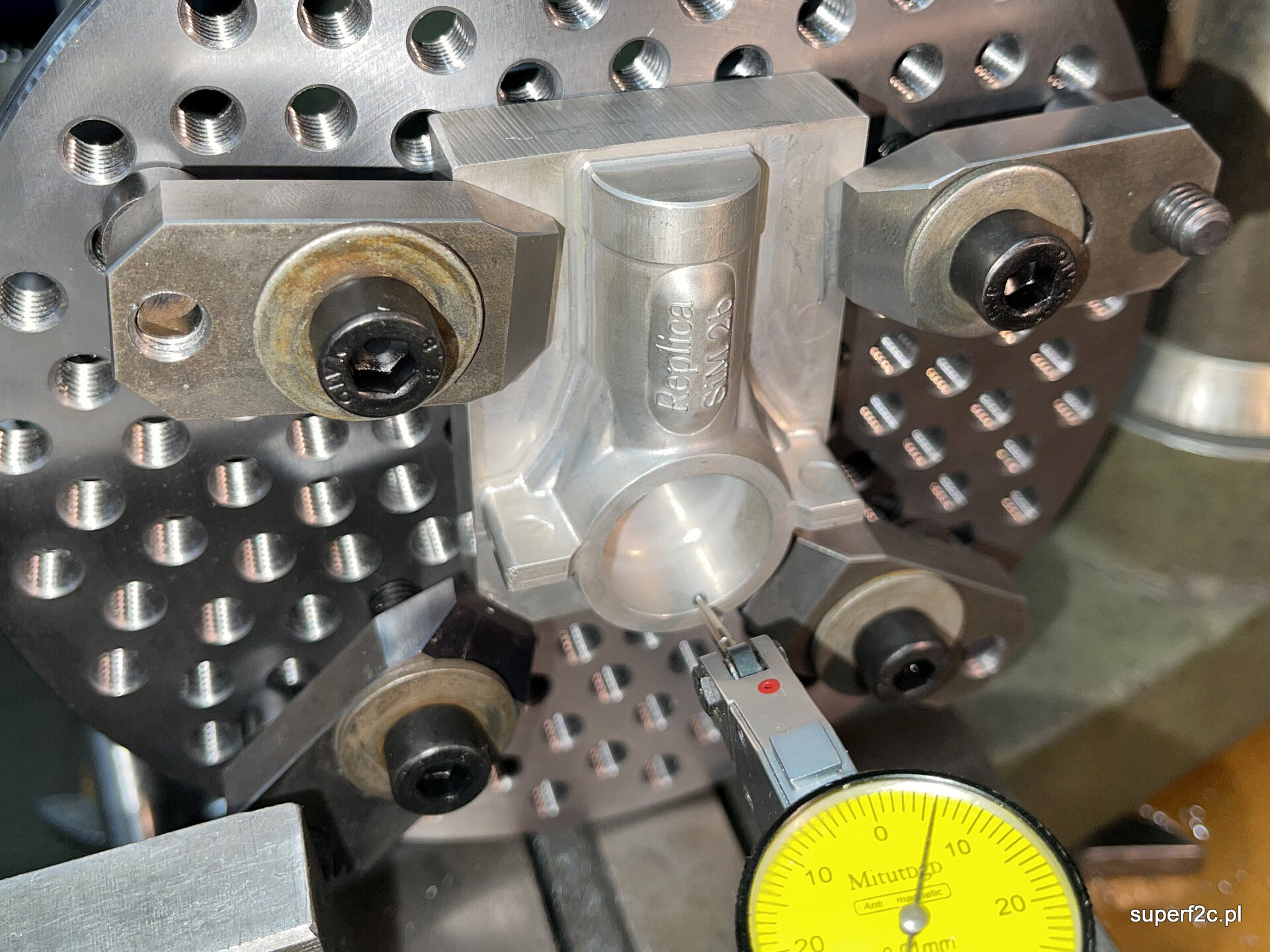
podstawa łatwości wykonania to między innymi dokumentacja techniczna gwarantująca poprawność montażu z drugim elementem. A tu mam i wzorzec w postaci gwintownika o pasowaniu H6. Jak na wcześniejszych fotografiach już pokazałem. obowiązkowo nadanie faktury produktami znanych firm ? ten napis i sama faktura po anodowaniu będzie podobna jak na elemencie anodowanym. oryginalny karter toczony wkręca się bez problemu prawie do końca. Ręką. Zero bicia co widać na trochę dłuższym czasie ekspozycji. Powiększenie fazki a właściwie pozbycie się gradu. Pozostał jeszcze grad w środku ale to już jutro poprawię.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
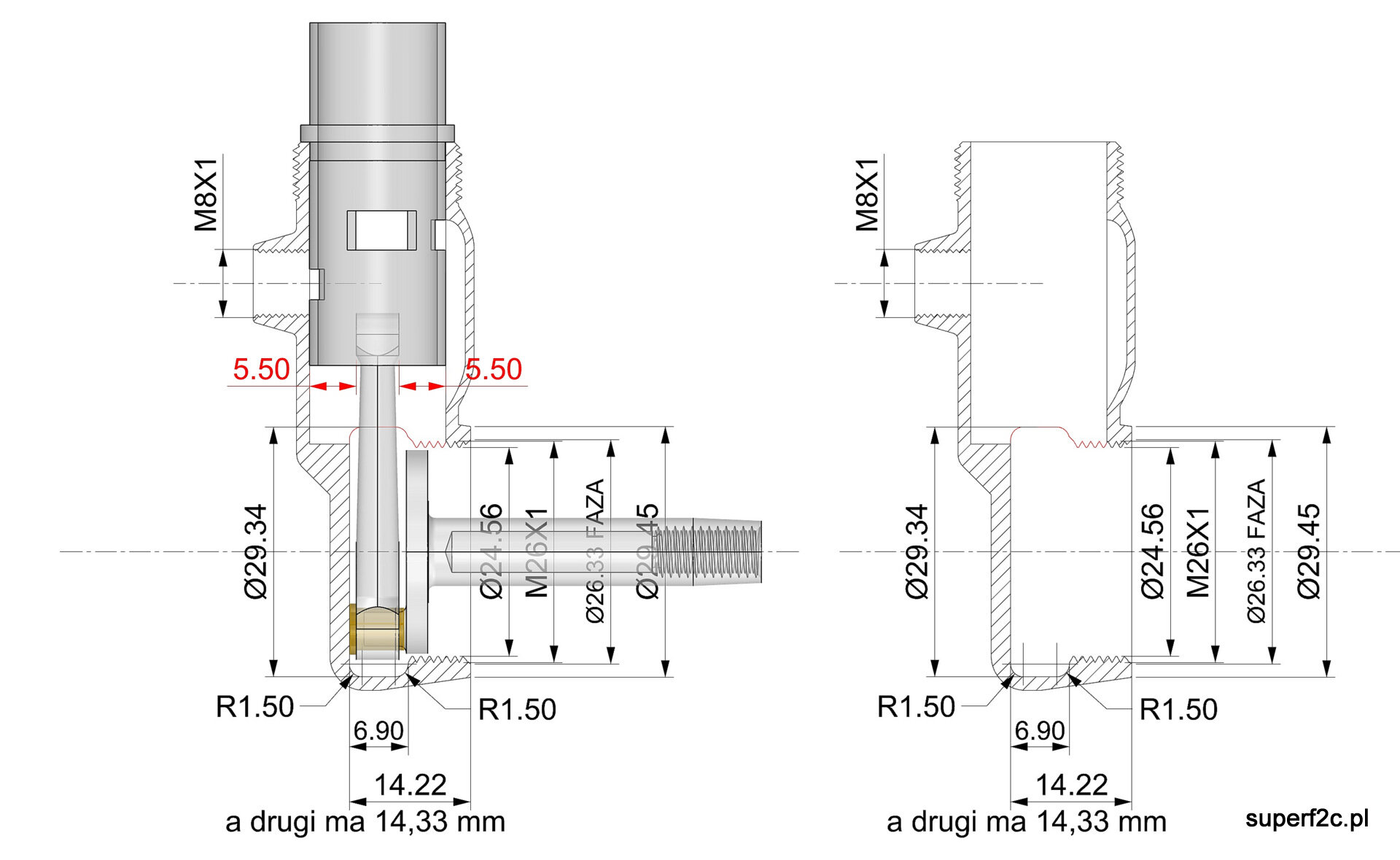
Jestem rad za wszelakiego rodzaju pomoc nawet w tematach które od wielu lat rozgryzam. Ale na razie co by toczyć w karterach teraz frezowanych w w przyszłości odlewanych gwint wewnętrzny M26x1 musiałem wreszcie stworzyć wiarygodny rysunek. Bo z praktyki wiem że nie ma nic gorszego niż robić detale bez dokumentacji... w newralgicznym miejscu zwojów gwintu jest może ze dwa... A wystarczy wcześniej skończyć pasowany otwór pod cylinder i gwintu będzie tyle ile powinno być. Przy okazji widać typową wadę odlewniczą na początku kanału zasilającego.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
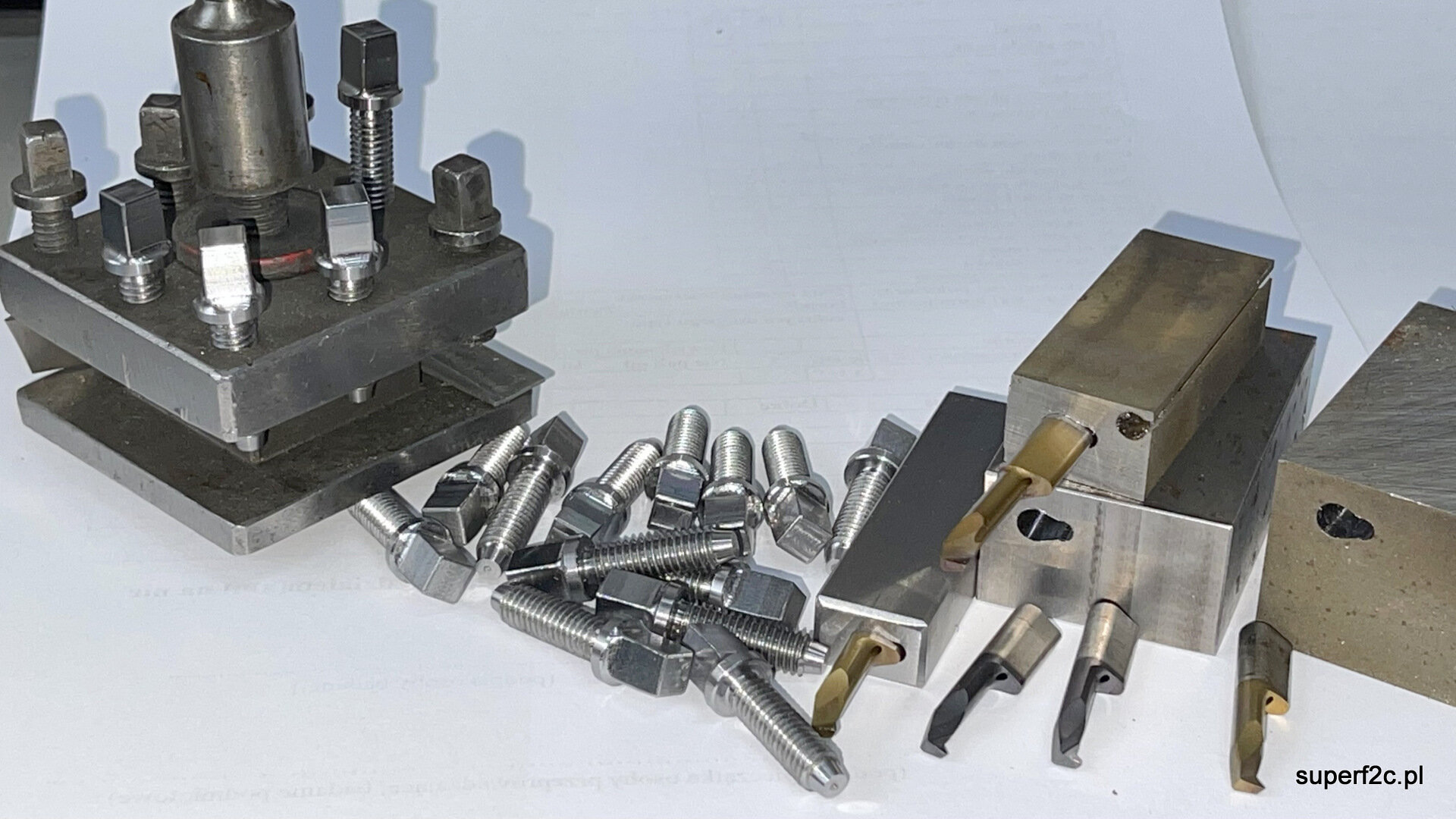
Karter jeden z wielu frezowanych oddałem do anodowania i trzeci dzień już noszę w kieszeni kurtki i dalej wygląda solidnie. Zobaczymy co będzie za miesiąc? To w najczystszej postaci stare PA6 i widzę na powierzchni trwałą powłokę tlenków bardzo odporną na zarysowanie. Co do samej powierzchni. Prawie O.K. Myślę że na gotowo wykonany karter będzie się prezentował wspaniale. Na drugim planie powstające nowe imaki nożowe typowe dla OUS-1. Mimo że mam ich osiem to jakoś nie potrafię demontować raz ustawionego noża tokarskiego ustawionego wcześniej do innej powtarzającej się okresowo pracy. Stąd potrzeba zrobienia wreszcie następnych trzymaczy kolejnych noży tokarskich niezbędnych w następnych pracach tokarskich. 10 przygotówek daje poczucie swobody w postępujących pracach.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
chcąc wykonać, czy po prostu roztoczyć otwór pod sworzeń w tłoku musiałem trochę poprawić swój park maszynowy i narzędziowy. Kiedyś zakupilem noże tokarskie z serii Mini Horn. A dzisiaj wykonałem wreszcie półfabrykaty mocowania na pełną głębokość 14 mm. Z tyłu dwie śruby M4 skutecznie unieruchomią na klinie mały nóż tokarski do sworznia fi4 mm. To samo dotyczy wymiany powgniatanych śrub M6 na nowe zgodne z oryginałem a na pewno twardsze bo wykonane z materiału o oznaczeniu Qt... gwint M6 toczony. Oprawki do systemu Horn wykonane jak widać z odpadów po drutówce. w powtarzalny sposób mocowanie łba śruby. Jeden frez tu wystarczył na wykonanie kilkunastu kwadratów 6 mm. Dycha na minusie plus na górze dodatkowa zbieżność.
-
Frezowanie, toczenie, szlifowanie - kompendium wiedzy - RomanJ4
f2cmariusz odpowiedział(a) na RomanJ4 temat w Warsztat
Po prostu maszyna jest "lekko" zużyta. Wymaga remontu bo wszelkie luzy występuje połączenie "Teowe" są ustawiane fabrycznie. I zasadniczo nie ma możliwości regulacji w odróżnieniu od połączenia typu "jaskółczy ogon". Gdzie też tylko do pewnego momentu zużycia regulacja będzie działać. Bo gdy wyregulujemy w części najczęściej używanej to do końca zakresu ruchu nie dojedziemy. Jak to naprawić? Doprowadzić do ponownej równoległości i tych samych wymiarów prowadnic współpracujących ze sobą. Kiedyś ręcznie skrobałem marząc tuszem ze wzornika i dokonując za każdym razem pomiarów czy grubości czy równoległości prowadnic. Pracy na parę dni... Co by było klasyczne pasowanie H7/h6. Pasowanie nadaje się do tych połączeń które powinny umożliwić wolne przesuwanie części względem siebie. A tusz zostawia charakterystyczne ślady na powierzchniach gdzie nałożony został "mazerek".I oczywiście części po nasmarowaniu można ręcznie przesuwać względem siebie. Od końca do końca z używając w każdym miejscu tej samej siły. A współcześnie poprawianie żeliwnych prowadnic odbywa się u mnie na frezarce i szlifierce na płasko. A ręcznie nakładam tylko "mazerek". Mój lakoniczny opis nie oddaje ilości pracy jaką należy włożyć aby jakakolwiek maszyna gdzie występuje połączenie ruchowe działało ponownie prawidłowo. Bo w tym konkretnym przypadku jeszcze ten cały ruch musi ponownie być idealnie równoległy do osi wrzeciono - konik. Bo dopiero wtedy jest satysfakcja z takiej tokarki. -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
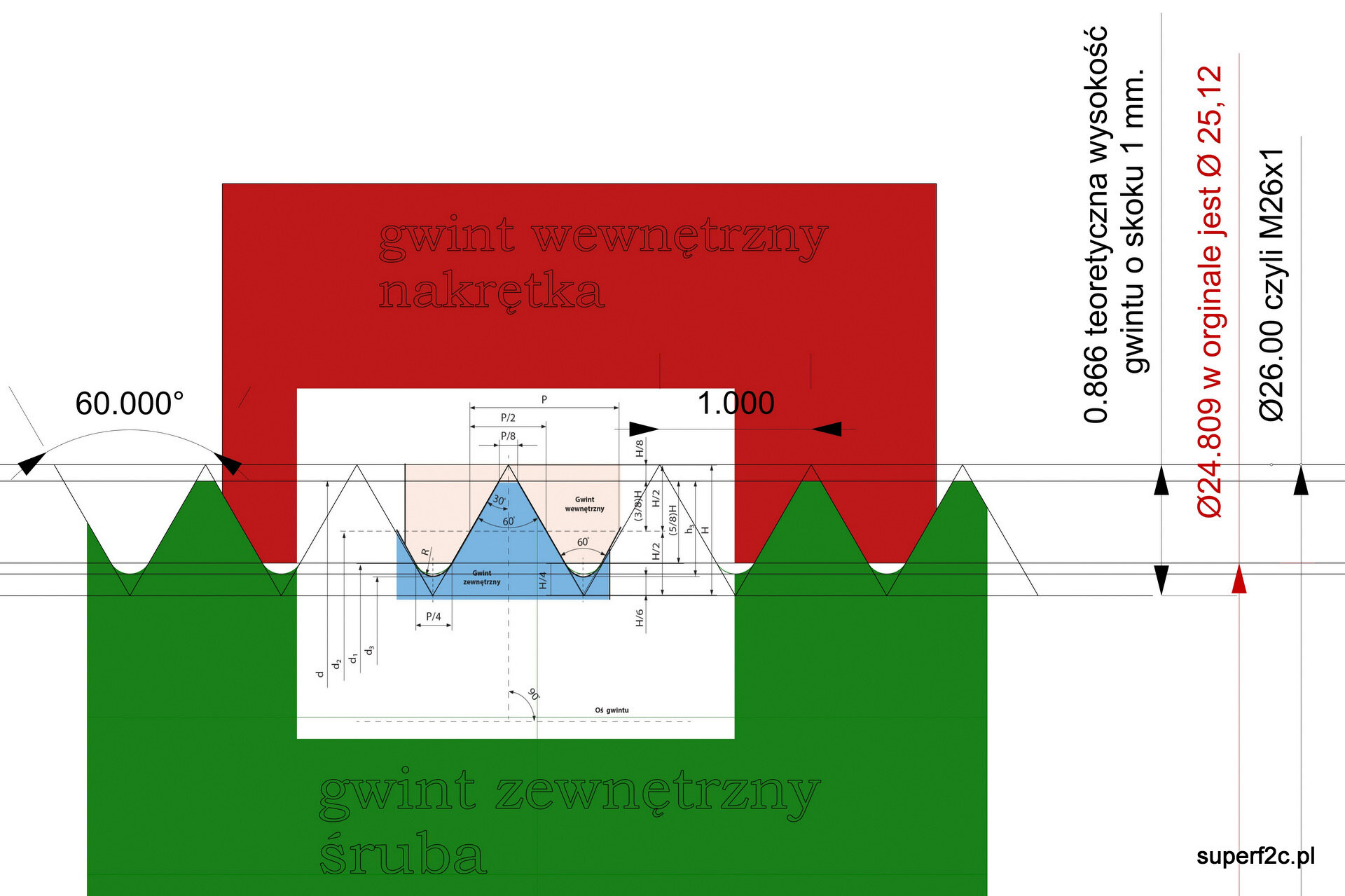
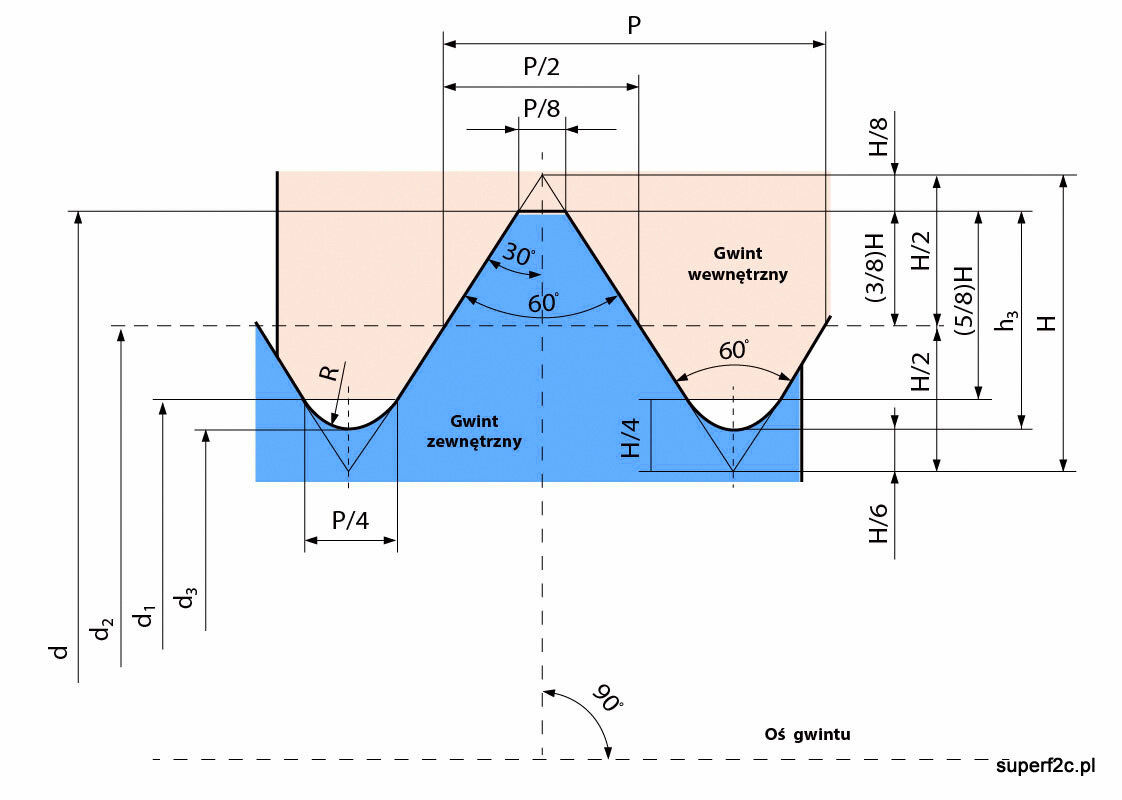
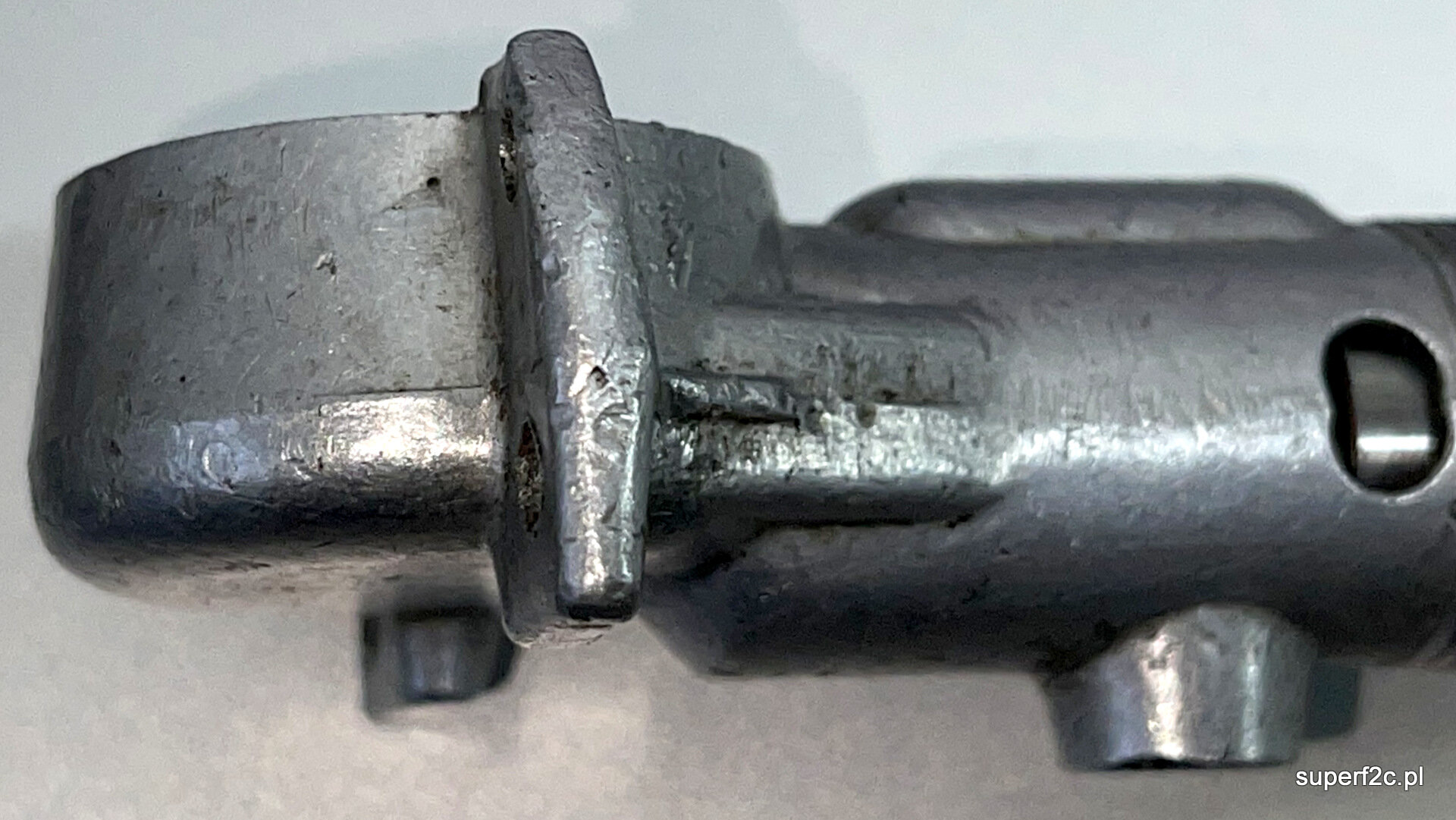
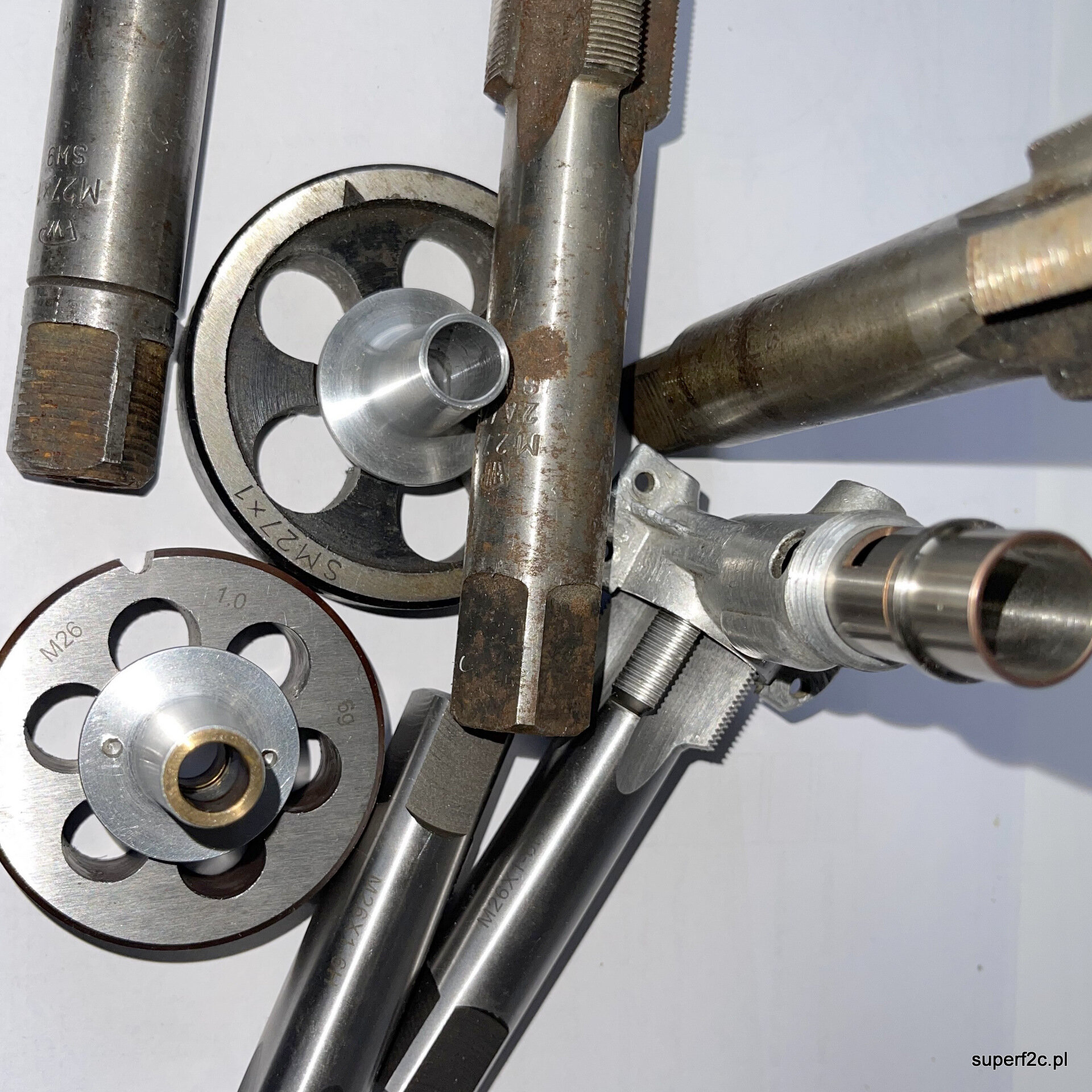
przymierzając się do zrobienia gwintu M26x1 w karterze silnika SiM 2b skorzystałem ze ściągawki jaką się posługuje od lat: nanosząc moje konkretne wymiary wychodzi mi że przy skoku gwintu 1 mm wysokość gwintu to 0,866 milimetra co po uwzględnieniu promienia i fazy na grzbietach gwintu daje wstępny otwór pod gwintowanie fi 24,8 mm. W posiadanych oryginalnych karterach średnice wewnętrzna gwintu to aż fi 25,4 wzdłuż cylindra i fi25,1 wzdłuż konsolek. w drugim egzemplarzu silnika SiM 2b konsolki są w stanie idealnym a otwór wewnętrznej części gwintu dokładnie ma średnicę fi25,05 i jest okrągły. Jakiś wzorzec do kontroli jest. Ale zdecydowanie zrobię sam wzorce pomiarowe gwintu wewnętrznego i zewnętrznego M26x1. Tak jak ostatnio. Na zdjęciu M19x0,5
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
za namową osób dla mnie ważnych kartery będą miały orginalny gwint czyli M26x1 a nie jak pierwotnie planowałem M27x1. Unifikacja przede wszystkim.? całe szczęście wielkość wyfrezowanego otworu pozwala na zrobienie gwintu M26x1. Tak że będzie jak w orginale. A miało być ciut, odrobinkę inaczej.?
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
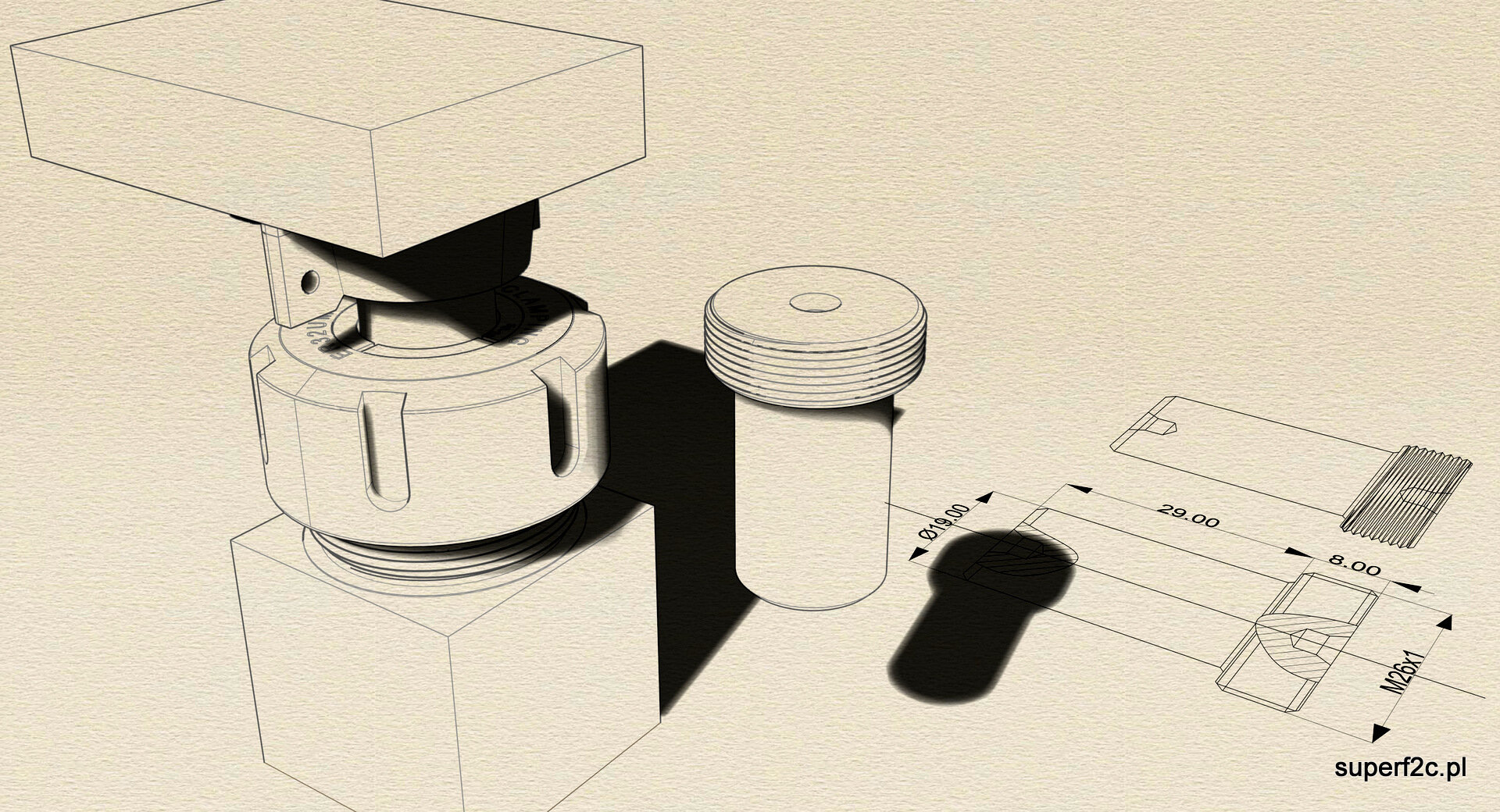
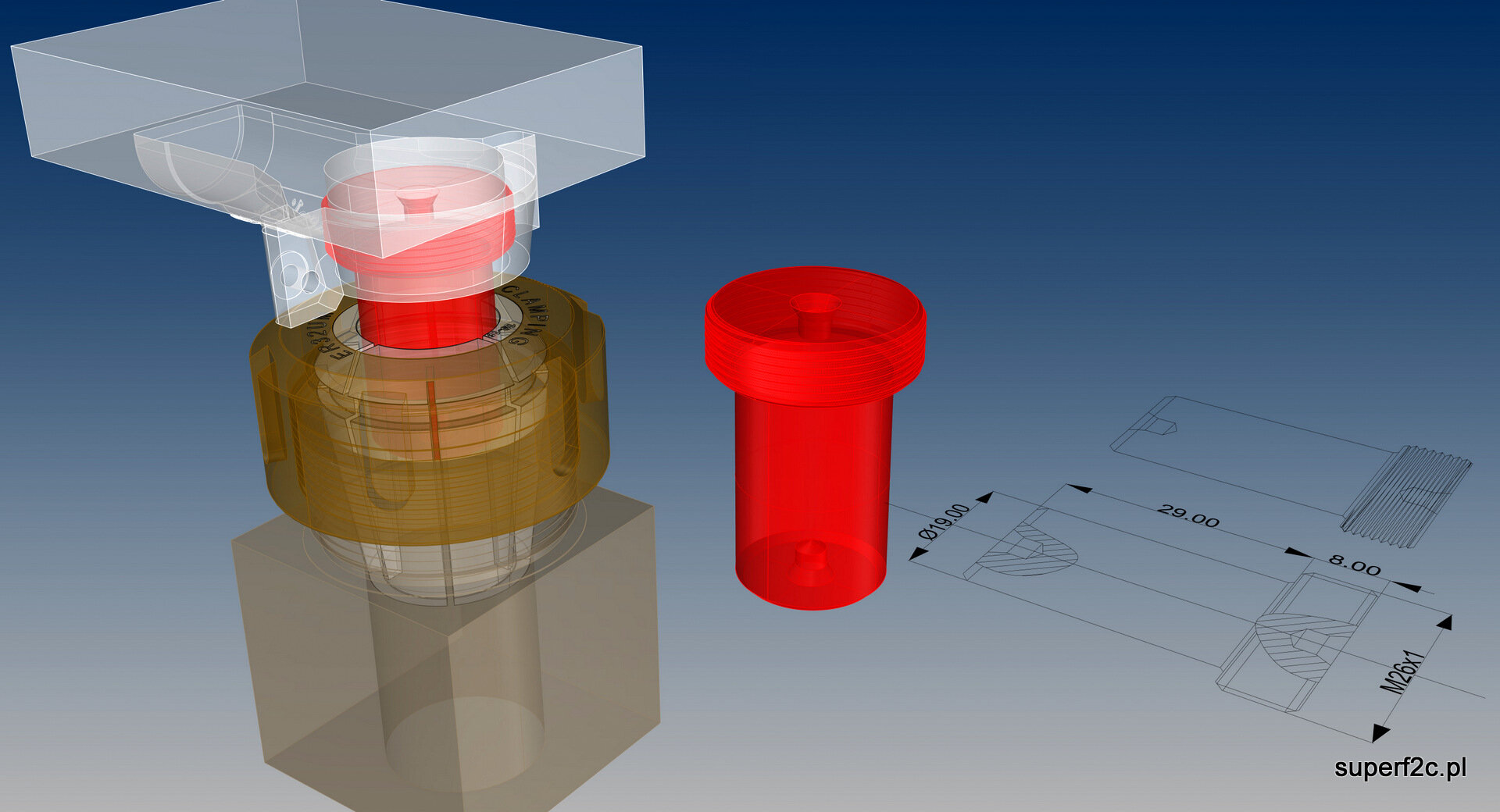
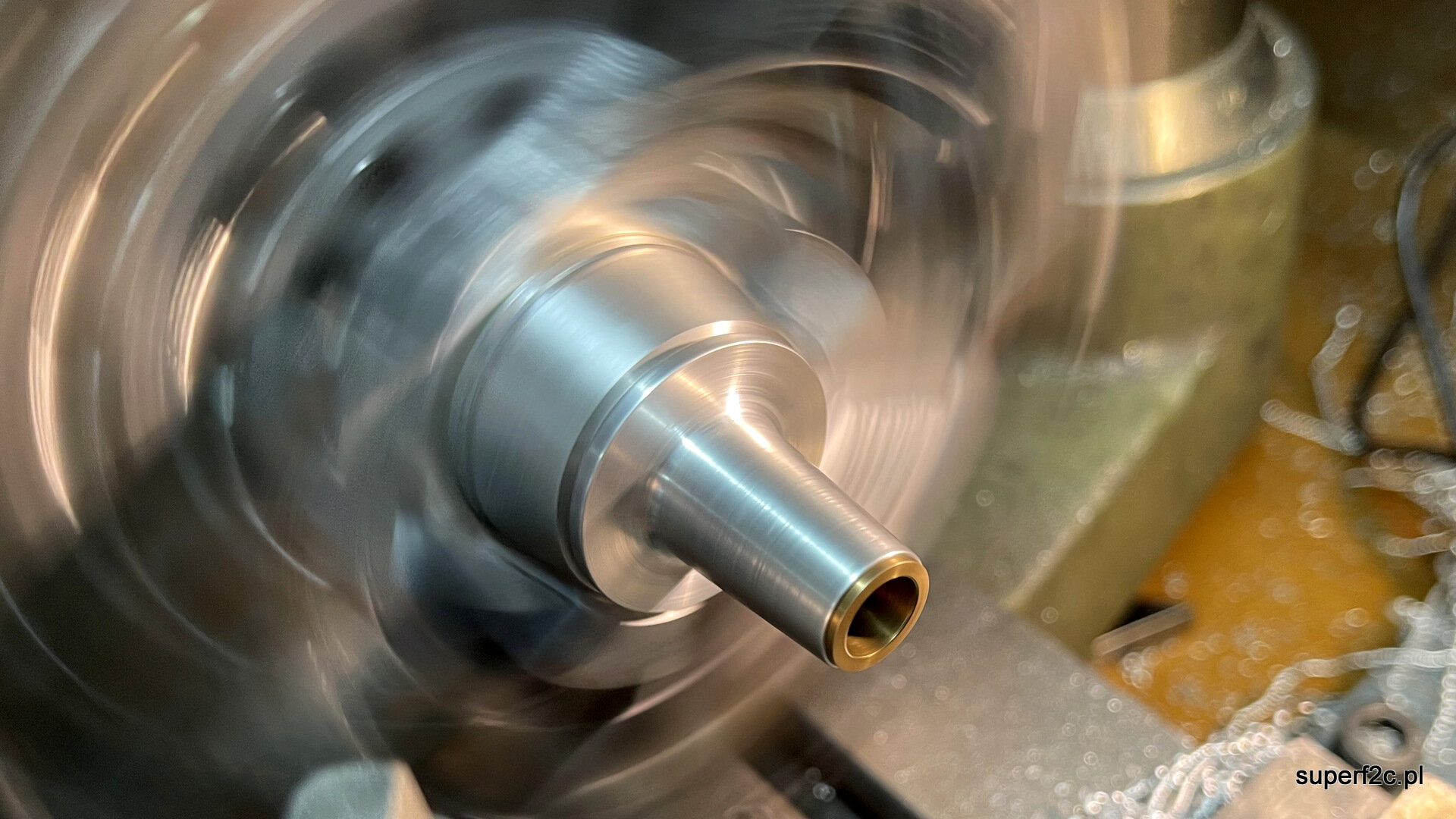
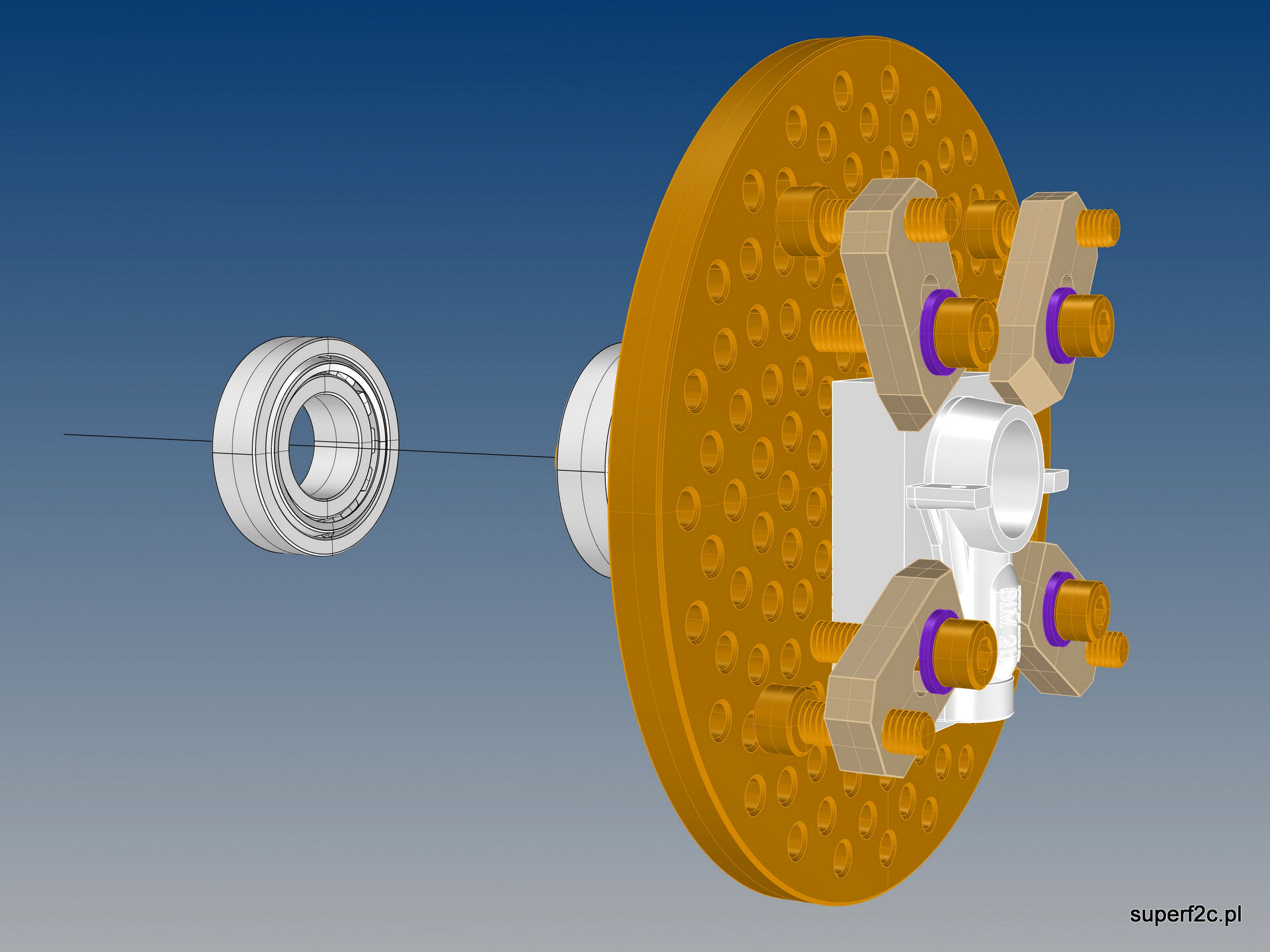
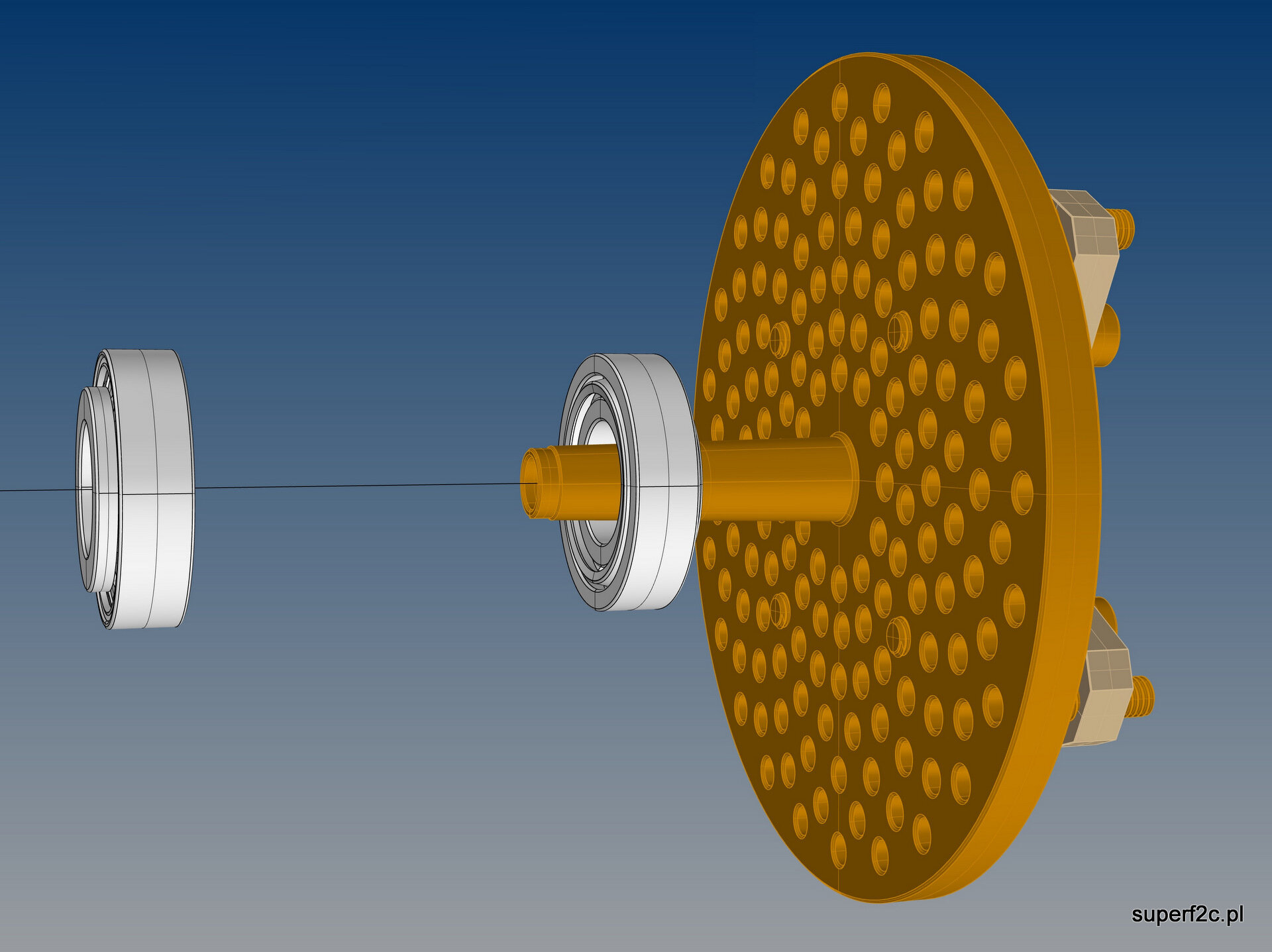
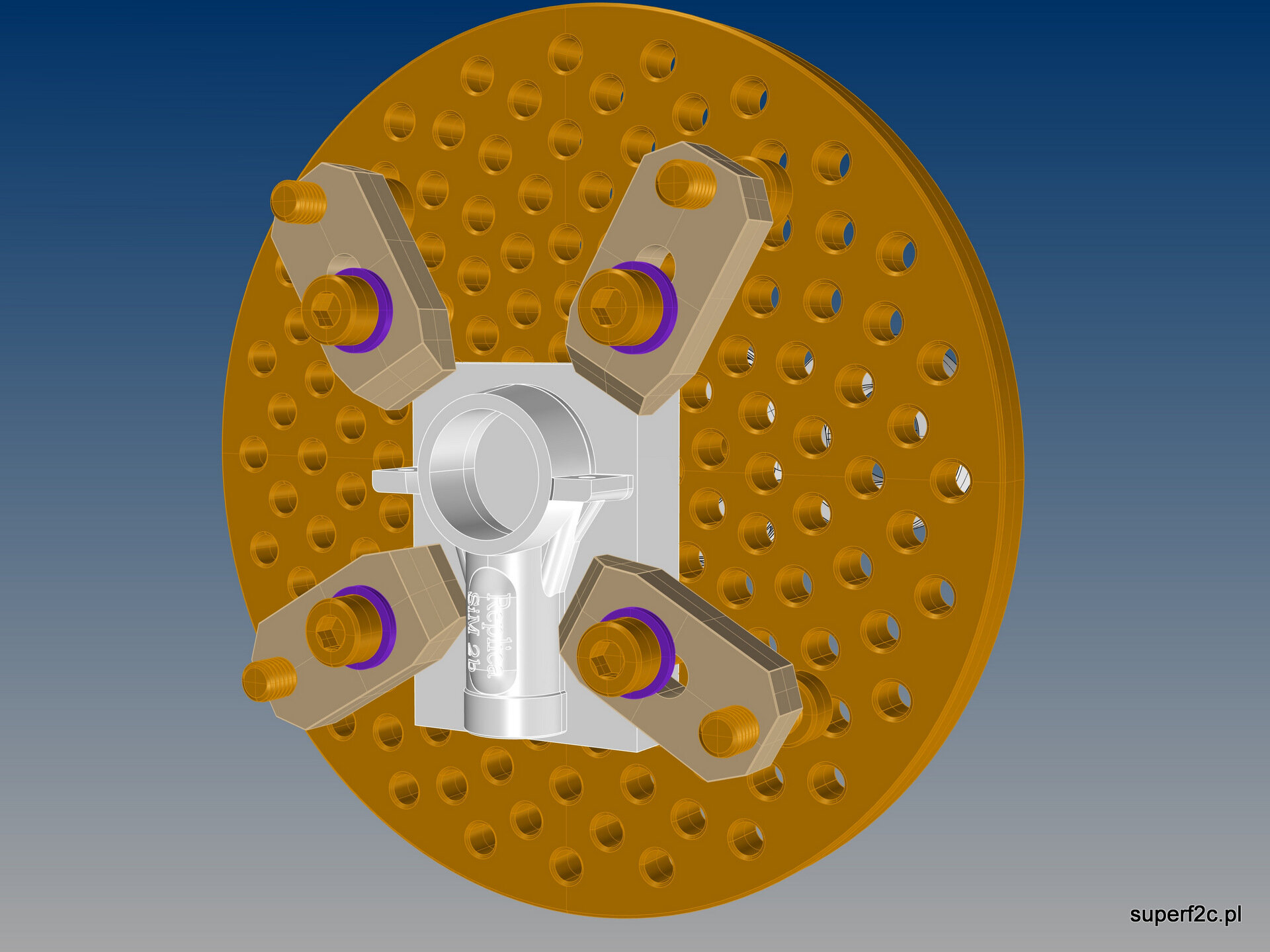
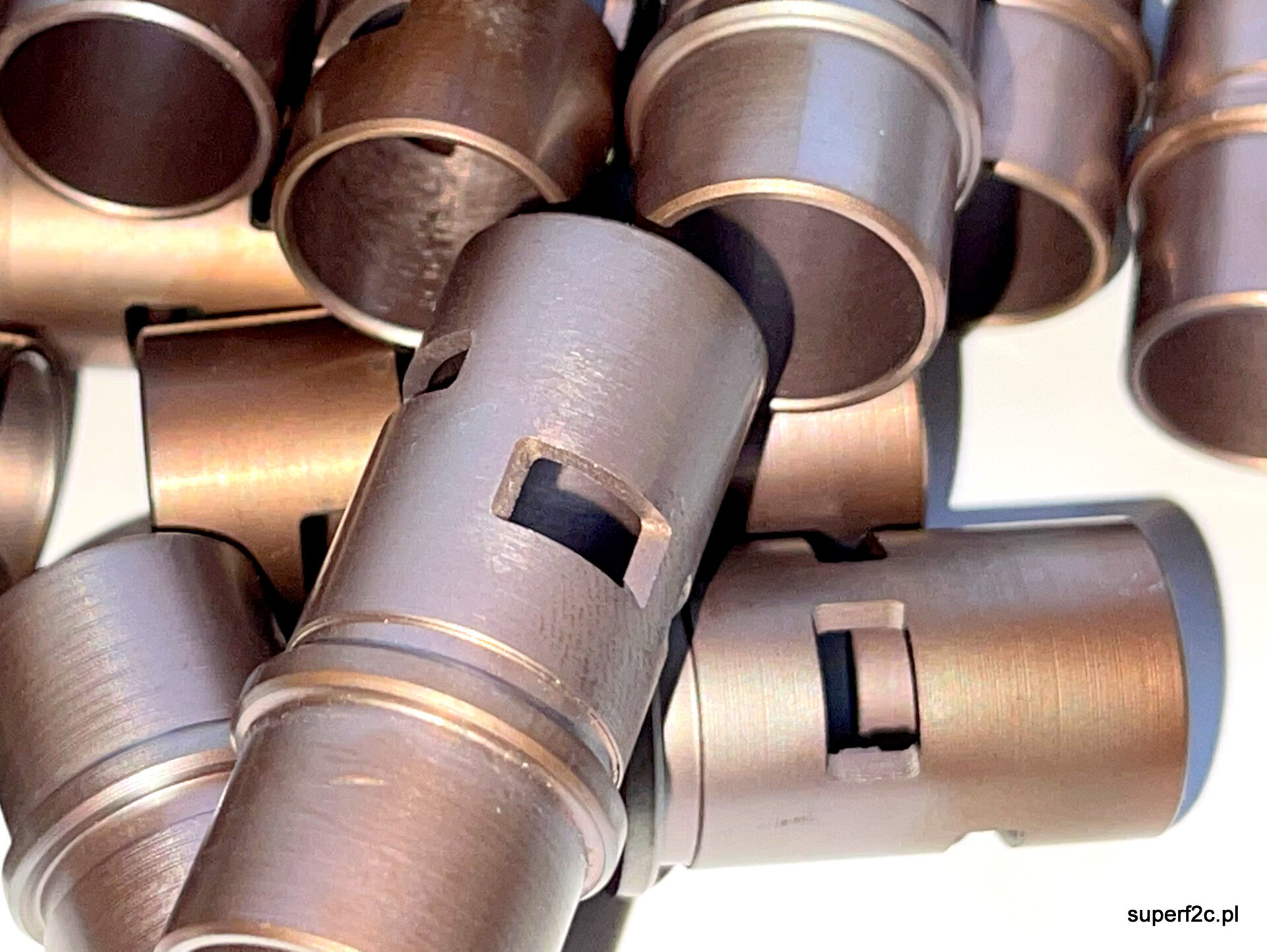
absolutnie masz rację !!! Spalina zanika bo coraz bardziej rekreacyjna jest strona elektrycznego napędu. Każda kategoria w F2 ma swojego odpowiednika w wersji elektrycznej. Oprócz wyścigu czyli F2C !!! Temat na osobny wątek. Współczesne napędy elektryczne w klasach F2A, F2B, F2D. Ale wracając do Repliki silnika SiM 2b: W celu wykonania gwintu M26x1 w korpusie frezowanego karteru mając do dyspozycji OUS-1 musiałem dorobić planszajbę czyli tarczę dedykowaną mojej OUS. Według schematu: to rozwiązanie mocowania detalu gwarantuje najlepsze zachowanie równoległości detalu w kolejnych operacjach obróbczych. tak, widzę że cała OUS-1 powstanie w 3D. Co by rysunki w książce były kompletne.? moja tarcza zamocowana w uchwycie z tokarki z odpowiednimi podkładkami ( odpady z drutówki skrupulatnie zbieranymi). Tak że wiertło jak i gwintownik ma stosowny wybieg. wjazd i wyjazd gwintownika M8 to chwila a że otworów jest 150 to i ponad godzinę samo gwintowanie się wykonywało. podkładki zabielone to dopiero przybranie 0,02 mm pozwoliło zabielić ślady po ręcznym toczeniu na OUS. Samo wypukanie "zera" to kwestia starannego dokręcenia palcami klem co by wypukiwany detal przesuwał się równolegle w stosunku do wypukiwania. jest filmik i widać drgania w granicach 0,02 mm na skutek mało precyzyjnego zgrubnego frezowania gdzie frezarka ma zwrot kierunku ruchu osi. Ale jest ustawione (wypukane) w pozostałym miejscu do setki. twarda stal jak i grubość ścianki w granicach 1 mm nie sprzyjała szybkiemu wykonaniu tulei. A jest bardzo dobrze wykonana praca. wsuwa się w orginalny karter ciasno suwliwie. A po podgrzaniu do 60 paru stopni samo wypada. wykonanie docieraków to pilna sprawa co by 23 tuleje były gotowe.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
zatem, co by można było zrealizować Twoją prośbę musze zrobić parę karterów z duralu co się w miarę dobrze anoduje na niebiesko. logo Replika SiM 2b.mp4 Firma w której zleciłem próby bez problemu anoduje obrabiany przeze mnie dural. Zatem w nocy frezują się kartery które będą anodowane na niebiesko. A to z kolei pozwoli laserem zrobić napis według zapotrzebowania. Na razie kilkanaście sztuk.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
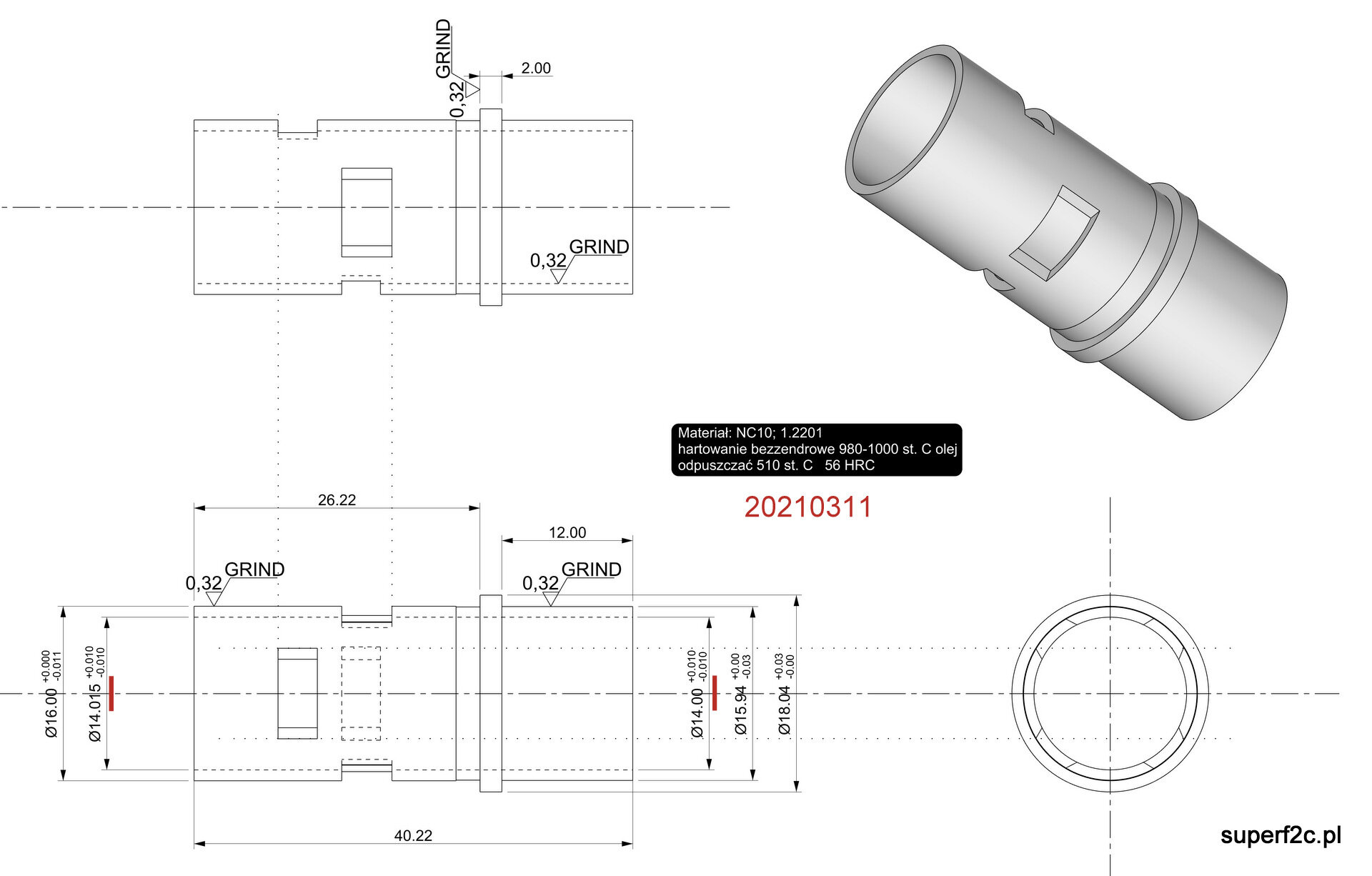
zbrodnią by było nie przekazać dalej. Ten kolor bezzendrowego hartowania ostatni raz sfotografowałem i przekazałem do szlifowania. Jestem pewien że dostanę zgodnie z rysunkiem detale za jakiś czas. W sumie istotna jest zbieżność 0,015 mm średnicy około 14 mm. Pora docieraki dokończyć !!!
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
odebrałem z hartowania bezzendrowego. Fajnie to wygląda. Pomiary dokładną suwmiarką nie pokazują błędów kształtu. Pewnie wyjdzie że zostawione nadmiary były zostawione za duże. wyrywkowo sprawdzona twardość to 56 HRC. Widać na tulei ślad trójkątny po pomiarze twardości. Pora poszukać szlifierki na okrągło do otworów.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
dzisiaj jak widać dokładnie robię to samo. Przy kosztach bardzo rozsądnych. (20 zł za hartowanie w atmosferze obojętnej 23 cylindrów do silnika SiM 2b) I mam pewność że zlecone hartowanie czy azotowanie będzie wykonane poprawnie. Nigdy nie było jakiegokolwiek problemu. a sama krowa: https://gazetazoliborza.pl/2019/12/kolorowe-mucki-z-ulicy-powazkowskiej/ -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
koszt hartowania w atmosferze obojętnej tych konkretnie "precyzyjnych tulejek" to 20 złotych. Będzie zrobione na czwartek. to w tą bramę wjeżdżam na ulicy Duchnickiej gdzie na placu zobaczyłem to:
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
pierwsze cylindry gotowe do hartowania. Materiał odpowiednik NC 10 wymaga rozgrzania do temperatury 980 do 1000 stopni C. A samo odpuszczanie do twardości około 54 HRC będzie wymagało doświadczalnie dobrania temperatury i czasu. Myślę że będzie to około 500 stopni C. Całe szczęście sam tego nie muszę robić i liczę że w Instytucie Mechaniki Precyzyjnej na Duchnicka 3 temat będzie ogarnięty. na dole po prawej orginał. U mnie widać fazy które zrobią się dwa razy mniejsze po szlifowaniu na okrągło wewnątrz jak i na zewnątrz tulei-cylindra.
-
W każdej kategorii modeli latających na uwięzi sterowanie nie może być sprężyste bo w chwili startu gdy siła odśrodkowa słabo napina linki niezbędne jest już sterowanie. A zamiast tego, zanim pokona się sprężystość zawiasów start jest niekontrolowany. Miałem taki jeden model zawodniczy gdzie dopiero po modyfikacji tego problemu model przestał wpadać do kręgu. Stosowną dokumentację zaistniałego problemu postaram się także opublikować.
-
wracając jeszcze do wszelkiego rodzaju linek, plecionek czy drutów do modeli latających na uwięzi. Polecam tylko i wyłącznie wcześniej sprawdzone źródła kupna. Czyli Internet i fora modelarskie a nie wędkarskie. Dlaczego? Bo po prostu szkoda modelu. Urwana linka to przeważnie rozbity model. Osobne zagadnienie to zakończenie linki. Tutaj są stosowane zawodniczo różne rozwiązania. Ja spotkałem się z lutowaniem, klejeniem plecionki czy po prostu ciasnym skręcaniem drutu. Generalnie temat wymagający pokazania stosownych fotografii i omówienia.
-
aktualnie przepisy w Wyścigu Zespołowym F2C przepisy stanowią: średnica musi być minimum 0,035 mm z tolerancją na minusie 11 mikronów. Sterowanie musi być w systemie dwóch linek. A przed każdym oficjalnym wyścigiem czy treningiem musi być wykonana próba naciągu linek. I tu obowiązuje 30 krotna krotność masy modelu ale nie więcej niż 14KN czyli praktycznie 14 KGm. I fajnie bo przepis nie określa dolnej masy modelu kompletnego a tylko górną wagę modelu. Kiedyś 700 gram a dzisiaj 500 gram. W moim przypadku gdy masa modelu wynosiła 312 gram x 30 ~= 9,40 KGm. I te linki plecionki używane przeze mnie zawsze wytrzymywały. Stare paroletnie w życiu nie wytrzymają próby naciągu. Jest parę filmów gdzie widać zdziwienie pilota jak podczas gaszenia zaczyna szukać swojego modelu. gaszenie.mp4