RomanJ4
-
Postów
4 627 -
Rejestracja
-
Ostatnia wizyta
-
Wygrane w rankingu
53
Treść opublikowana przez RomanJ4
-
A propos' pomysłu pana premiera rewitalizacji PKS-u... https://youtu.be/h9nNynd3ZoU
-
https://www.samoloty.pl/encyklopedia-samolotobby-309/zagraniczne-hobby-257/mypliwskie-hobby-293/niemcy-iii-rzesza-hobby-871/dornier-do-335-pfeil-hobby-878 http://air2ww.webd.pl/niemcy/do335/do335.htm https://youtu.be/jK8ydLY5QHQ
-
Nie pamiętam nazwy tego sera(jakiś dojrzewający) ale kupowałem takiego "śmierdziucha" w Danii. W smaku wyborny, ale wystarczyło liodówkę otworzyć by "zapaszek" rozlazł się po całym domu.. W końcu dostał "eksmisję" od żony...
-
Po śmierci Lenina powstał dylemat gdzie umieścić jego duszę - no bo tak: jednym chciał polepszyć, ale przez to drudzy mieli jeszcze gorzej niż ci pierwsi... W końcu Lucyfer mówi do Pana Boga: - Dobra, co mi tam... ja wezmę go do siebie na rok próby, a potem się spotkamy i zdecydujemy co dalej.. Po roku się spotykają, Czort ręce załamuje w te słowa do Boga: - Panie Boże kochany, na co mi to było... Zabierz szybko tego antychrysta ode mnie... Partię mi w Piekle założył, wszystkich diabłów pobuntował , socjalistyczną gospodarkę siarką wprowadzili, mnie z tronu zrzucili... Ja już dłużej nie wytrzymam !... Najwyższy popatrzył na rozpaczającego Lucyfera, podumał, i rzecze: - Dobrze, niech będzie, Ja też go na rok wezmę... Po roku Oberdiabeł z szelmowska miną ręce zaciera..: - No, jak tam Panie Boże? Jak się szelma Lenin sprawuje? Bóg spojrzał wyniośle na Czarta , i z mocą odpowiada : - Po pierwsze, to nie Panie Boże a Towarzyszu ! - A po drugie, to nie wiadomo czy Bóg istnieje...
-
To zapytaj jeszcze kto sponsoruje autora... A Inspekcja ?.... Hmm... zanim została przyciśnięta do muru zaprzeczała też, że przerabiano u nas na kotlety padłe krowy, świnie z pryszczycą, odnawiano wędliny(patrz Constar), dodawaniu keratyny z włosia do pieczywa, itp... https://calkiemzdrowo.pl/szokujaca-prawda-o-swiezym-pieczywie-z/ https://www.youtube.com/watch?v=AYYaAQkpR0s https://www.youtube.com/watch?v=qLrwGuvZs9U Co na to Inspekcja..? A poszukaj jeszcze co w lodówce wyłazi z kiełbasy,,, Czytałem kiedyś (bodaj w Nie albo Angorze) jak to po wejściu PL do Unii szef Instytutu Żywienia (czy jakoś tak) został wylany bo robił raban jak to ostre PN odnośnie żywności zostają olane. Tzn dalej są, tylko, że zamiast "obowiązujące" są "zalecane" (bo przecież zachód sprzedałby u nas mało co)...
-
To może znałeś Andrzeja i Zdziśka Wiącków?
-
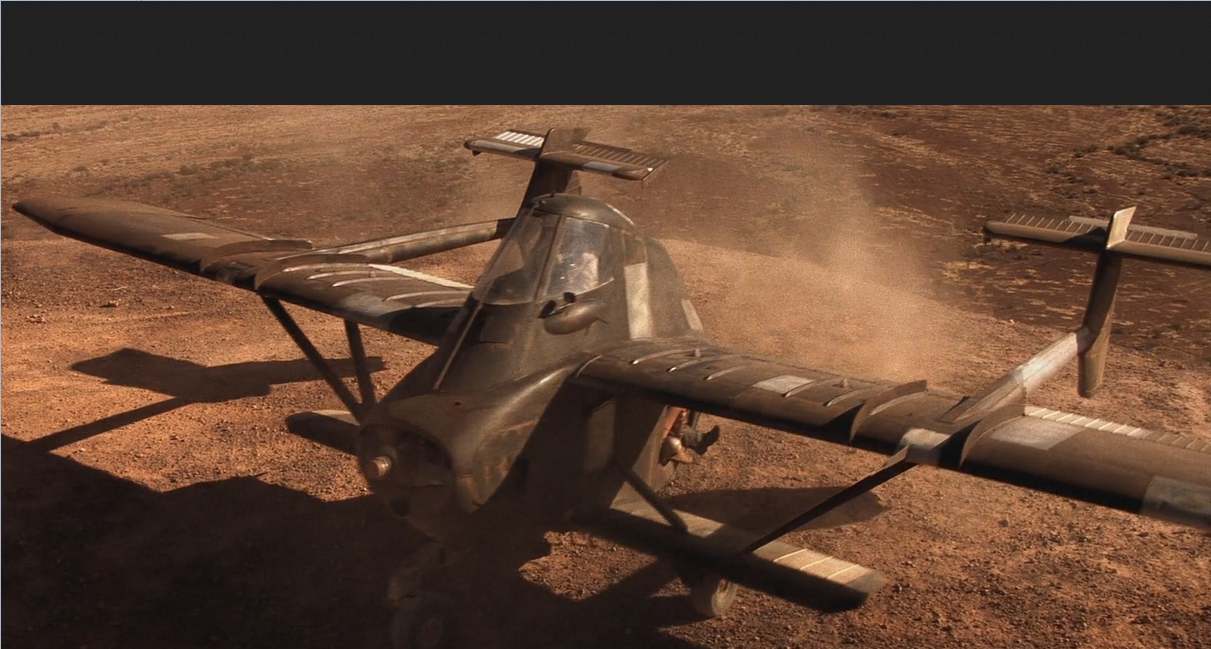
http://www.laser-design-services.com/airtruk%20plan-3.jpg (http://store.laser-design-services.com/index.php?main_page=product_info&products_id=210) http://www.rcuniverse.com/forum/rc-scale-aircraft-169/3064142-transavia-pl-12-airtruk-build.html https://khmelikvictor.livejournal.com/58984.html Nie wydaje Wam się, że skądś znacie ten samolocik? Tak, samolocik ten wraz ze swoim oryginalnym pilotem Jedediahem brał udział w filmie Mad Max3 https://www.youtube.com/watch?v=Ov2ErYiFemg&feature=youtu.be&t=114 https://www.youtube.com/watch?v=Pk-vHw-mstI https://madmax.fandom.com/wiki/Category:Mad_Max:_Beyond_Thunderdome_vehicles https://www.ebay.com.au/itm/TRANSAVIA-PL-12-AIRTRUK-AGRICULTURAL-AIRCRAFT-/140351186785 (przy powiększeniu widać szczegóły konstrukcji) http://sticksandtissue.yolasite.com/resources/2012/ST68.pdf (ciekawe silniczki) http://www.smartaleckart.com/uploads/2/6/3/3/26336098/transavia-pl-12-airtruk_orig.jpg

-
...............................................
-
https://joemonster.org/art/46300 https://img.joemonster.org/i/2019/04/airhd.mp4
-
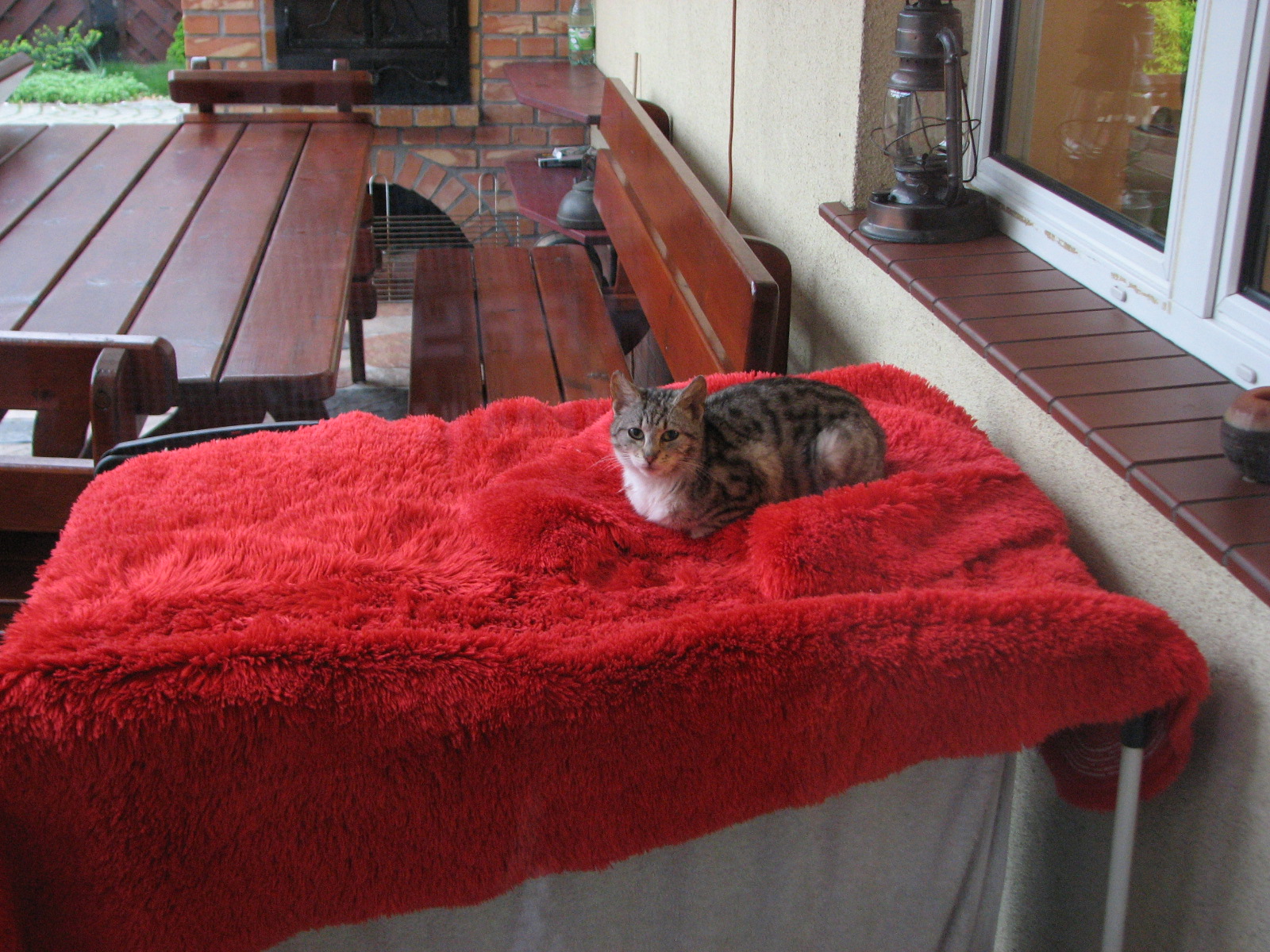
"Cysorz to ma sielskie życie..." a mówią, że tylko człowiek lubi się obijać...
-
To nie pierwszy taki przypadek, tu widać jak kot broni "rodziny", czyli małego chłopca... https://www.youtube.com/watch?v=h8E9W3CSxTA A z mojego z kotami obcowania, to kiedy mój kilkumiesięczny syn spał sobie na świeżym powietrzu w wózku w ogrodzie, to nasz czarny kocur(świeć Panie...) pilnował go gorliwie leżąc pod wózkiem tak długo, aż go stamtąd zabraliśmy.. Za każdym razem. Dlatego takie "psie" zachowanie kotów wcale mnie nie dziwi.. Nawiasem, to kocur bez żadnego sprzeciwu(poza żałosnym miauczeniem) pozwalał malcowi na takie brewerie , że aż musieliśmy tłumaczyć, że uszy czy ogon nie służą do rozciągania kotów.. Kiedyś mieliśmy dużo kotów (w zasadzie to były koty sąsiadów, ale one myślały, że są nasze ), i z tego czasu zostały nam te zdjęcia zalotów apsztyfikantów do zaprzyjaźnionej z domem "panny".. Najbardziej wytrwali wartowali całe dnie na płocie czekając aż obiekt ich westchnień wreszcie się ukaże... zwłaszcza jeden z "mołojców" był tak bardzo zakochany, że dzień i noc nie odstępował wybranki ani na krok, a nasza obecność zupełnie mu w tym nie przeszkadzała... Był tak rozanielony, że nawet nie miał nic przeciwko temu by go pogłaskać...
-
Może trzeba go dać "obwąchać" chłopakom od Było, nie minęło - Kronika Zwiadowców Historii https://vod.tvp.pl/video/bylo-nie-minelo,pzl50-jastrzab-zaginal,41080594 (trzeba tylko cierpliwie przeczekać te.... reklamy...)
-
Nie znam się na wielu rzeczach... a na pewno na kobietach.. , zresztą sam zobacz... Rozumiesz coś z tego..? A z "Wrockiem" mam nieco pięknych wspomnień, to piękne miasto, jako sztubak (lata '70-te) jeździłem na ulicę Wróblą, gzie mieszkała moja przyszywana ciotka, i trochę go poznałem, Ostrów Tumski, no i oczywiście "Panoramę", ale niestety niewiele już z tego pamiętam.... Kiedyś będąc u ciotki pomagałem starszym chłopakom z bloku uruchomić "Indiana 1200" (takiego jak na zdjęciu), którego sobie remontowali w piwnicach. To znaczy "pomagałem"... napchałem się go po dziedzińcu, bo skubany nie chciał za boga zaskoczyć, ciągle gasł. Dopiero po po tym jak tłumik z wielkim hukiem urwał się z rury okazało się, że był kompletnie zapchany papierem... https://www.commerce-moto.ch/oldtimer/indian-chief-/indifferent/luechinger-classic-motors-ag-niederoenz/2682950/12/1/2/ Z tego co pamiętam, to chłopaki zamiast oryginalnej tylnej opony /której nie było wtedy skąd wziąć/ zamontowali inną od... Syrenki.. Była trochę niższa i nieco szersza, ale pasowała... Takie to moje z Wrocławiem wspomnienia... Ale dziękuje za propozycję... Dobre... Ale teraz nie tak jak kiedyś, do WOT wszystko biorą jak leci, nawet felerne...
-
A u mnie w w dzień "zielony festiwal" w oczku... ale to nawet i fajne dla ucha, natomiast tych nocnych "serenad" to już tak ze stoickim spokojem nie bardzo ... (nie dla dzieci...! ) Młody kot spotyka rano starego kocura, i pyta, - Co robiłeś w nocy? - - A.. byłem się poQ..wić... - odpowiada zblazowany.., - O!, Ty, a zabrałbyś mnie jak będziesz szedł..? Proooszę! - prosi młodziak.. - No dobra, to spotkamy się wieczorem... - Wieczorem stary ordynuje: - Ty idziesz na ten dach, a ja idę na ten.. - pokazuje młodemu.. Młody siedzi na dachu. Zaczyna siąpić deszczyk... Przemoknięty młodziak trzęsie się z zimna, i sam do siebie: - E... chyba poQ..wię się jeszcze z pól godzinki i sobie pójdę..... Grunt to higiena...! - Możesz podać papier? -
-
 https://www.wykop.pl/wpis/39644969/pokaz-spoiler-krotki-opis-pierwszego-seryjnego-ame/ (https://www.wykop.pl/tag/czolgi/) fajna animacja... "Il-2 Sturmovik: Tank Crew - Clash at Prokhorovka - 001 - Wprowadzenie"
https://www.wykop.pl/wpis/39644969/pokaz-spoiler-krotki-opis-pierwszego-seryjnego-ame/ (https://www.wykop.pl/tag/czolgi/) fajna animacja... "Il-2 Sturmovik: Tank Crew - Clash at Prokhorovka - 001 - Wprowadzenie" -
StuG III nie był zbyt duży, ale jak to u Niemców - istniały różne wersje, https://www.learning-history.com/stug-iii-assault-gun/ jego ulepszona wersja StuG 40 Ausf. G z większą armatą 75mm nieco większy, ale STUG IV był od obu większy..
-
Z uchwytu się raczej nie wysunie, chyba, że przekroczymy granicę plastyczności materiału (szczęki wejdą w miękki materiał), prędzej zluzuje się kieł. Niestety nasze stołowe maszyny nie są zbyt sztywne, co można łatwo sobie uzmysłowić przystawiając czujnik do wałka zamocowanego w kłach, i naciskając mocniej od strony narzędzia.... Dlatego kieł należy mocno dociskać. Jest jeszcze jeden potencjalny powód - niewłaściwe wykonanie nakiełka w materiale, ostra krawędź (po wierceniu wiertłem) szybko się wygniata luzując kieł nawet już po kilkunastu obrotach (lub zużyty stożek kła) .
-
To może się zdarzyć z kilku powodów Pierwszym jest mała sztywność maszyny/luzy/ i zamocowania materiału, Drugim może być wyboczanie materiału pod wpływem sił odpychających, które nieco "skracają" długość w osi toczenia luzując tym samym nieznacznie kieł konika
-
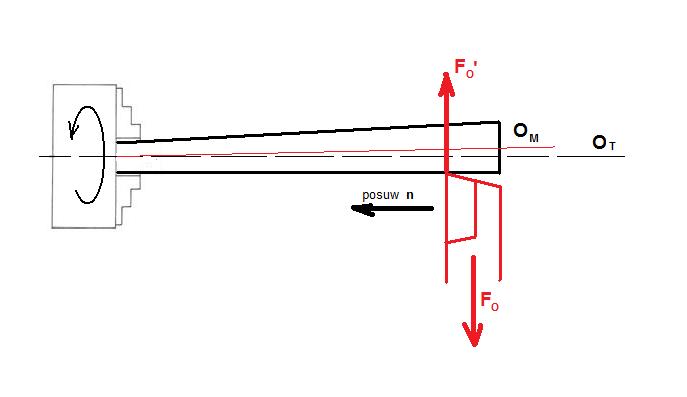
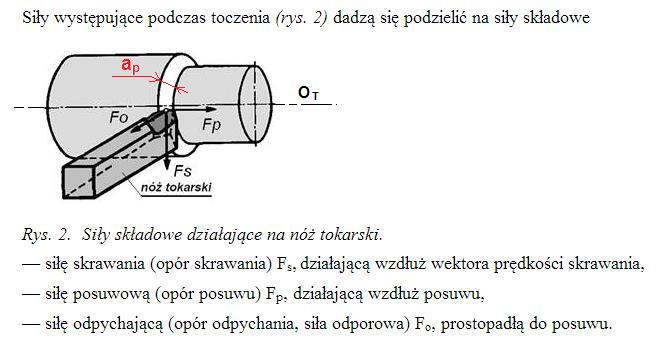
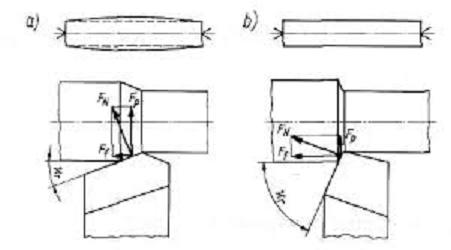
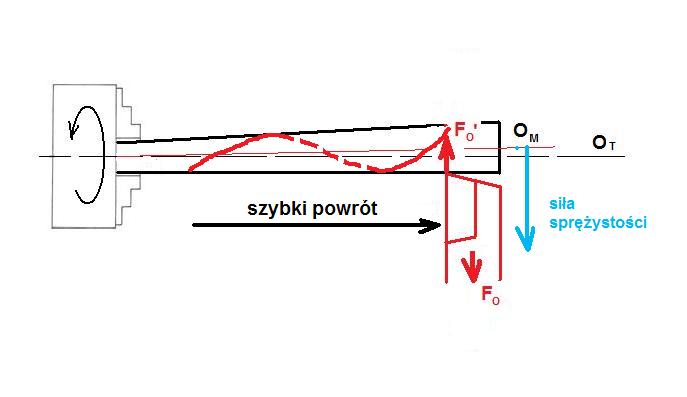
Można powiedzieć, że przy naszych małych, mało sztywnych i ciężkich maszynach to zjawisko będzie występować, albo z powodu własności/sztywności materiału, albo sztywności maszyny. Dlaczego nóż skrawa w drodze powrotnej... Zacznę od materiału (i jego zamocowania) Wyjaśnię to na pewnym przykładzie: przetaczasz zamocowany w uchwycie, nie podparty wałek, Nie wyłączając obrotów, ani nie odsuwając go od materiału sankami poprzecznymi, ręcznie wycofujesz nóż do początku (w stronę kła) - nóż rysuje na przetoczonej powierzchni spiralną bruzdę, często im bliżej końca tym wyraźniejszą (podobnie dzieje się przy przetaczaniu w druga stronę, jak to opisałeś). Aby zrozumieć to zjawisko to trzeba sięgnąć nieco do teorii - a konkretnie sił jakie działają na materiał i narzędzie w czasie skrawania przy danych warunkach. Jak widać z powyższego rysunku, poprzecznie do osi materiału (osi toczenia OT) działa składowa odpychająca nóż Fo , a że akcji (Fo) równa się taka sama co do wartości, ale o odwrotnym wektorze reakcja (Fo'), to jeśli zamocowanie noża będzie sztywniejsze niż sztywność(wiotkość) materiału - to materiał się wyboczy odsuwając przy tym swoją oś OM od osi toczenia OT . (nie uwzględniłem tu głębokości skrawania ap by nie zamazywać rysunku) Wielkość składowej siły odpychającej Fo(Fp) zależy także od kształtu użytego noża, a konkretnie od kąta przystawienia Kr głównej krawędzi skrawającej(ostrza) do obrabianego materiału. Co obrazuje poniższy rysunek gdzie widzimy, że im dalszy jest on od prostopadłego do osi toczenia (Kr<90°), tym składowa Fo (Fcn, Fp) jest większa (czyli mocniej odpycha, co skutkuje otrzymanym kształtem lub "ucieczką" nastawionego wymiaru) Ale uwaga! Przy bardzo małej głębokości skrawania ap wielkości 0,05÷0,3mm, nawet jeśli zastosujemy nóż z główna krawędzią skrawającą prostopadłą do osi (Kr=90°), to powinien on mieć możliwie mały promień rε wierzchołka ("czubka"), bo duży promień powoduje, że faktyczny Kr jest wypadkową promienia rε i ap różną od 90°, i nóż skrawa adekwatna do głębokości częścią krzywizny promienia. https://www.cnc.info.pl/obrobka-pretu-t77813.html Wynikiem tych wszystkich czynników będzie większa średnica wałka na wolnym, niepodpartym końcu, niż przy zamocowanym w uchwycie, Czyli stożek. A, że cofając nóż do początku materiału siła odpychająca Fo (i reakcja Fo') będzie dużo mniejsza niż przy toczeniu (co wynika ze znikomej przy powrocie głębokości skrawania ap zależnej tylko od sprężystości materiału która będzie dążyła do powrotu osi OM do osi OT), to wierzchołek noża rysuje nam w przetoczonym materiale spiralną bruzdę. Lub toczy bardziej zbliżony do walca kształt staczając nieco stożek jeśli puścimy odwrotny posuw.(niestety nie zlikwiduje go całkowicie bo sprężystość materiału i maszyny występuje także tu, choć w znikomym teraz momencie). Tak więc, jak widzimy zjawisko to jest zależne od sprężystości (niepodpartego kłem) materiału, a ta wynika w dużej mierze ze smukłości kształtu (obrazowo - długi pręt zamocowany sztywno jednym końcem łatwiej wygiąć przykładając mniejszą siłę do wolnego końca, niż większa siłę do krótkiego i "grubego"), oraz twardości/wytrzymałości na rozciąganie (Rm). Dlatego starajmy się zawsze jak najkrócej wystawiać materiał z uchwytu. No dobrze, a co jeśli materiał jest krótki i "gruby" - czyli dużo sztywniejszy, krótko mocowany albo podparty konikiem, czy też to zjawisko wystąpi ? Tak, ale już w dużo mniejszym, pomijalnym lub niezauważalnym nieraz zakresie. Bo nawet krótki gruby materiał nie jest idealnie sztywny, ale wtedy bardzie winne są tu: - kąt przystawienia Kr, - sztywność narzędzia skrawającego, jego zamocowania,, - samej maszyny, - albo jej ruchomych podzespołów - w tym ich luzów jaskółek, na prowadnicach, itd,. Jeśli nawet podeprzemy kłem dość smukły(długi) materiał, to siła odpychająca przy toczeniu będzie starała się odepchnąć najbardziej środek długości wałka pomiędzy podparciami, tocząc baryłkę zwłaszcza kiedy nóż ma mały Kr. A jeśli materiał jest dostatecznie sztywny by się nie wyboczyć, to niestety wina leży najczęściej po stronie sztywności i luzów małej maszyny i/lubi narzędzia.. (np łoża w malutkich lekkich tokarkach stołowych, między innymi dlatego zawsze podpowiadam kolegom by kupowali możliwie jak najcięższe obrabiarki, że o wpływie masy na tłumienie drgań nie wspomnę) Jeśli moja odpowiedź kolegi nie zadowoliła to proszę o komentarz(lub pytania).. A, zapomniałem dodać, że czasem za rysę na powierzchni przy cofaniu przy nawet bardzo sztywnym materiale i maszynie odpowiada narost na wierzchołku ostrza, ale to szczególne przypadki...
-
Do Passata Kombi to wszystko wejdzie...
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
RomanJ4 odpowiedział(a) na Paweł Prauss temat w 2-takty
Ee.. najwyżej % urośnie... -
Raczej miało toto strzelać na powierzchni (jak U-booty do handlowych), więc problem odpadał.. A z odrzutem podobnie jak z salwa ze starego* pancernika - lufa sztywna tylko łódeczka się cofa(buja)... * - starego (drednoty albo jeszcze wcześniejsze), bo nowsze już miały oporopowrotniki.. (USS Wisconsin w ostatniej salwie) http://www.video.banzaj.pl/flvideo/1508321513357501087.mp4 (P.S. grubości pancerza.. https://en.wikipedia.org/wiki/Dreadnought#/media/File:SMS-Bayern-protection-scheme-EN.svg ) rakieta z silosu wylatuje w bąblu gazowym(para, albo inny sprężony) nawet modele odpalają pod wodą... https://joemonster.org/filmy/47569
-
Podobnie było z grzybobraniem opisywanym przez Arcta. Kiedy do angielskiego oficera dotarło, że nasi piloci w mesie przyżądzają grzyby które uprzednio pozbierali w pobliskim lesie, to w trybie alarmowym zawezwał karetkę... A naszym nic nie było... Jedliśmy z żoną pieczonego skorpiona, a raczej żuliśmy jak kawałek drewna, bo był tak uwędzony na wiór, ze zabiło jakikolwiek smak. Ale przed oddaniem nam patyczka kolec jadowy zostało obcięty nożyczkami... (jak będę w domu to wrzucę fotkę..) I różne kandyzowane robaczki w formie chipsów tez były...
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
RomanJ4 odpowiedział(a) na Paweł Prauss temat w 2-takty
Taka tam znaleziona w sieci animacja silnika zasilanego przez wał.. https://mechanical-engg.com/gallery/image/784-two-stroke-engine-animation/ -
Replika Polskiego silniczka SiM 2b - ambitny projekt
RomanJ4 odpowiedział(a) na Paweł Prauss temat w 2-takty
Może gotowiec..?