f2cmariusz
-
Postów
786 -
Rejestracja
-
Ostatnia wizyta
-
Wygrane w rankingu
50
Treść opublikowana przez f2cmariusz
-

Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
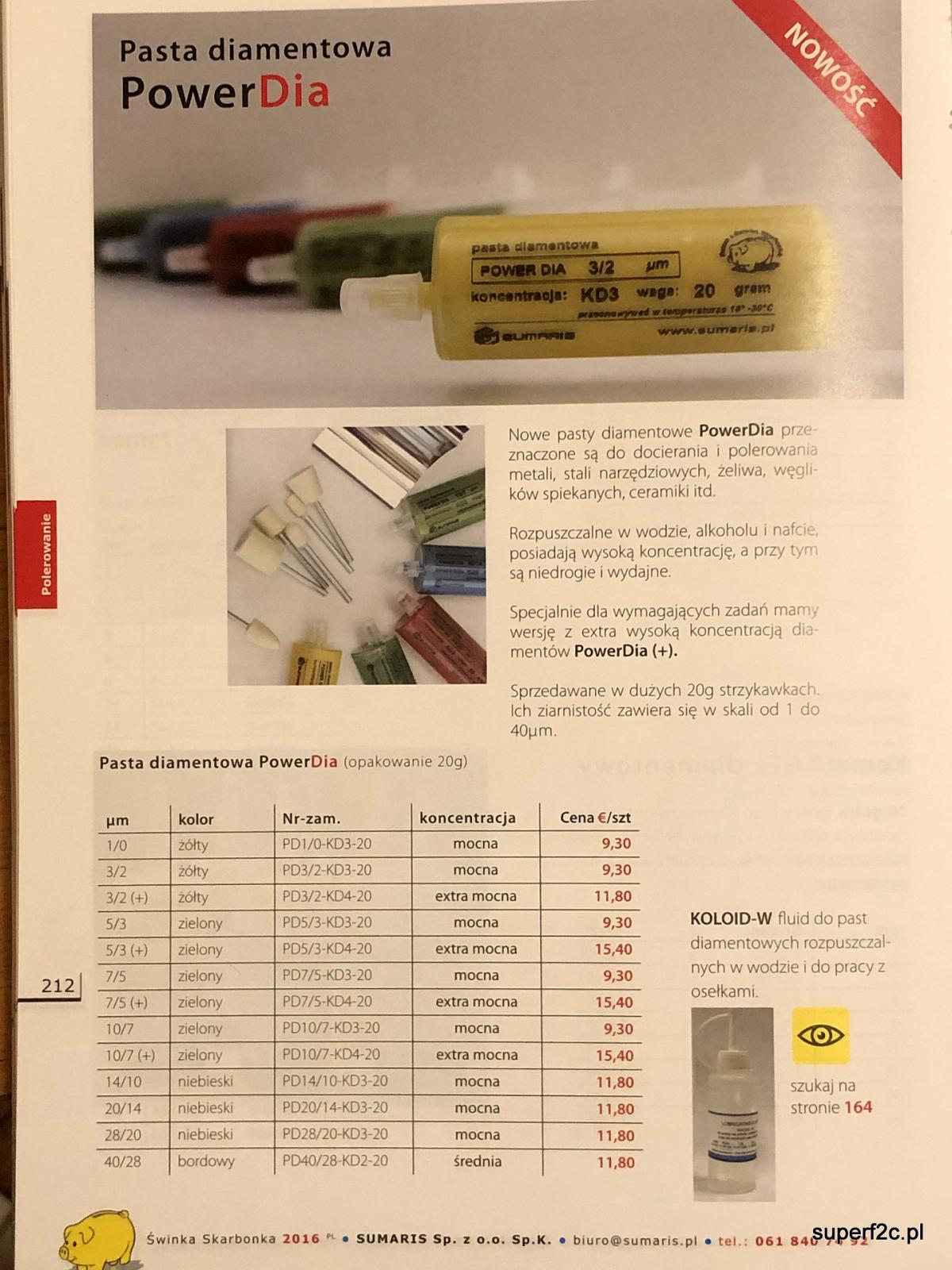
Rozwija się wątek historyczny co mnie bardzo cieszy. I liczę na aktywność innych kolegów, żon kolegów. A jak nie potrafią to chętnie się spotkam, uwiecznię a później opublikuję wszelakie materiały związane z małym lotnictwem. . A to od dawna pasta używana przeze mnie jak i konkretne miejsce zakupu tej pasty jak i innych pomocniczych materiałów niezbędnych w mojej pracy i hobby. Oczywiście poza olx.pl, olx.ua, Allegro.pl czy ebay.de Okazyjnie tu naprawdę wiele rzeczy można nabyć.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
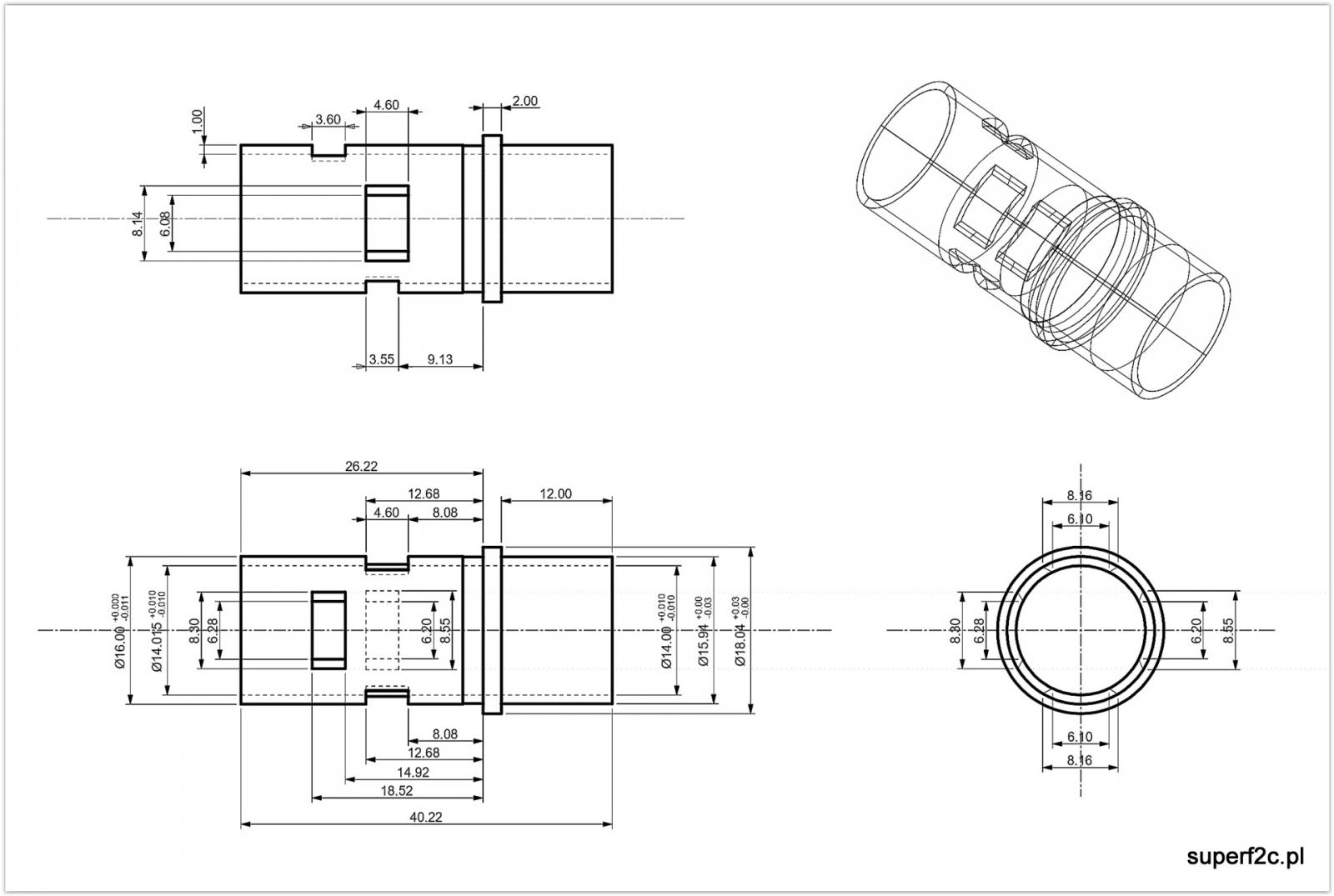
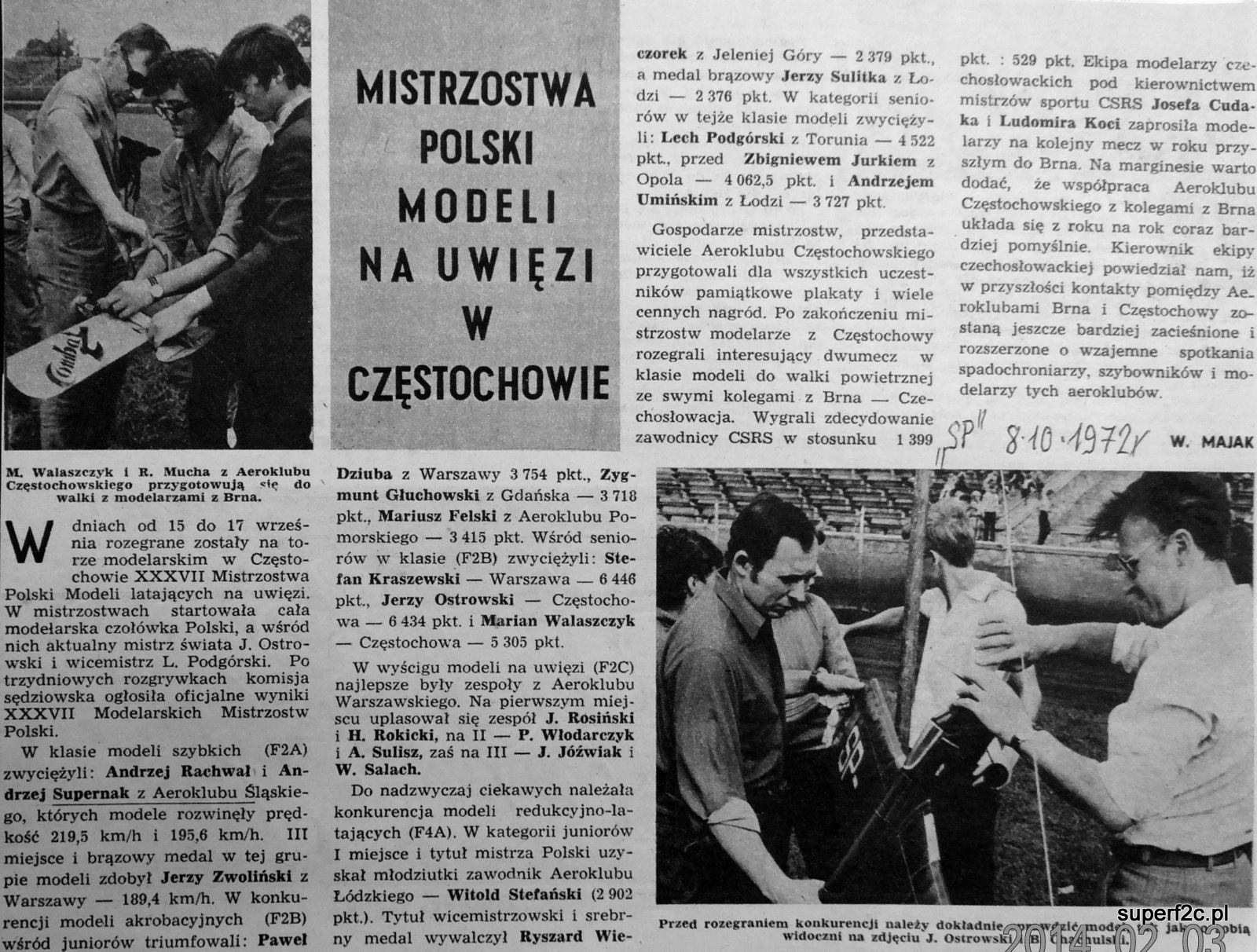
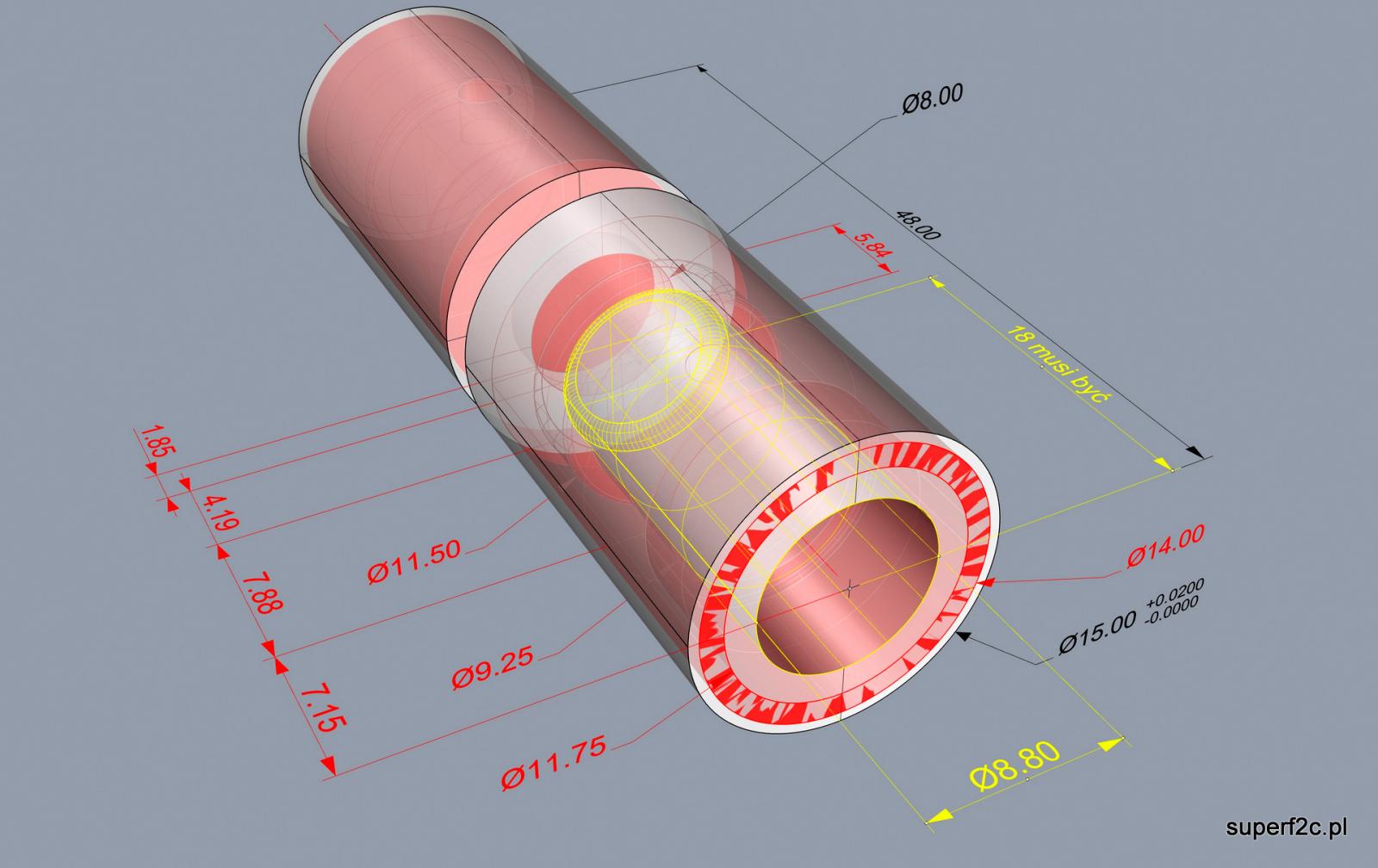
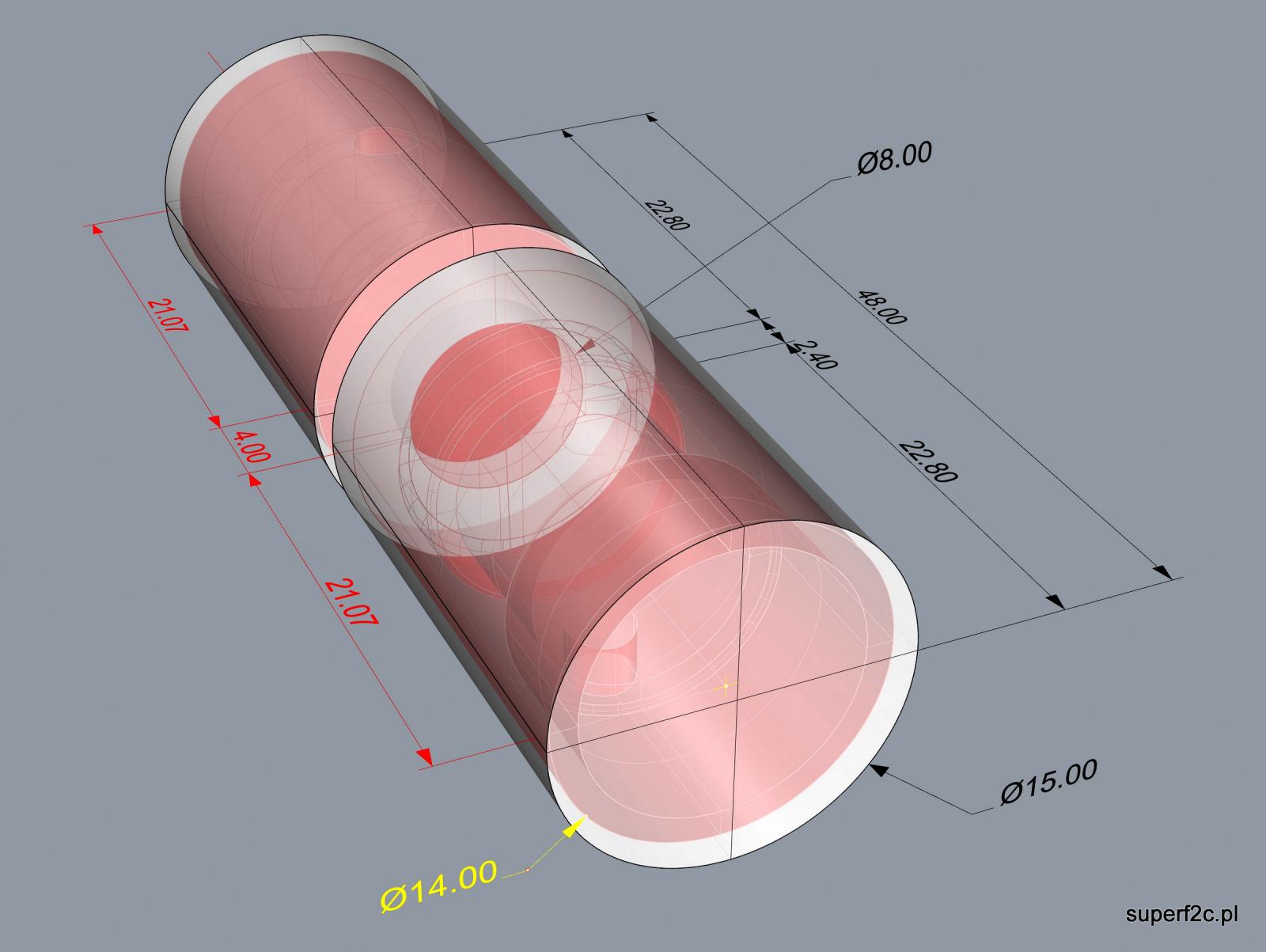
wstępny szkic cylindra silnika samozapłonowego SIM 2b. W miejsce tego rysunku 3D pewnie będzie coś bardziej widocznego. To Rhino3D w wersji 6. Widzę że dużo muszę się jeszcze nauczyć aby opanować ten program jak Rhino3D wersja 4 czy 5. Ja to nazywam "gałkologia" jeśli chodzi o przyciski i swobodne poruszanie się po programie. Nie umiem bo do dzisiaj mi to nie było potrzebne. Położenie linii wymiarowych jak i dobór grubości linii. Wyzwanie nad którym trzeba będzie popracować. Ale aby szukać i dyskutować z podwykonawcami to już prawie wystarczy... te Mistrzostwa Polski pamiętam bo pomagałem na Stadionie Dziesięciolecia w treningach. Tu Jerzy Zwoliński zrobił swoim symetrycznym modelem trzecie miejsce. A Andrzej Rachwał już miał model niesymetryczny i tylko o tym się mówiło w modelarni po zawodach. wiem, pamiętam jak na Janka mówili starsi. Dla mnie zawsze zostanie Jan Rosiński fachowiec od silników, Taksówkarz na Skodzie 120.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
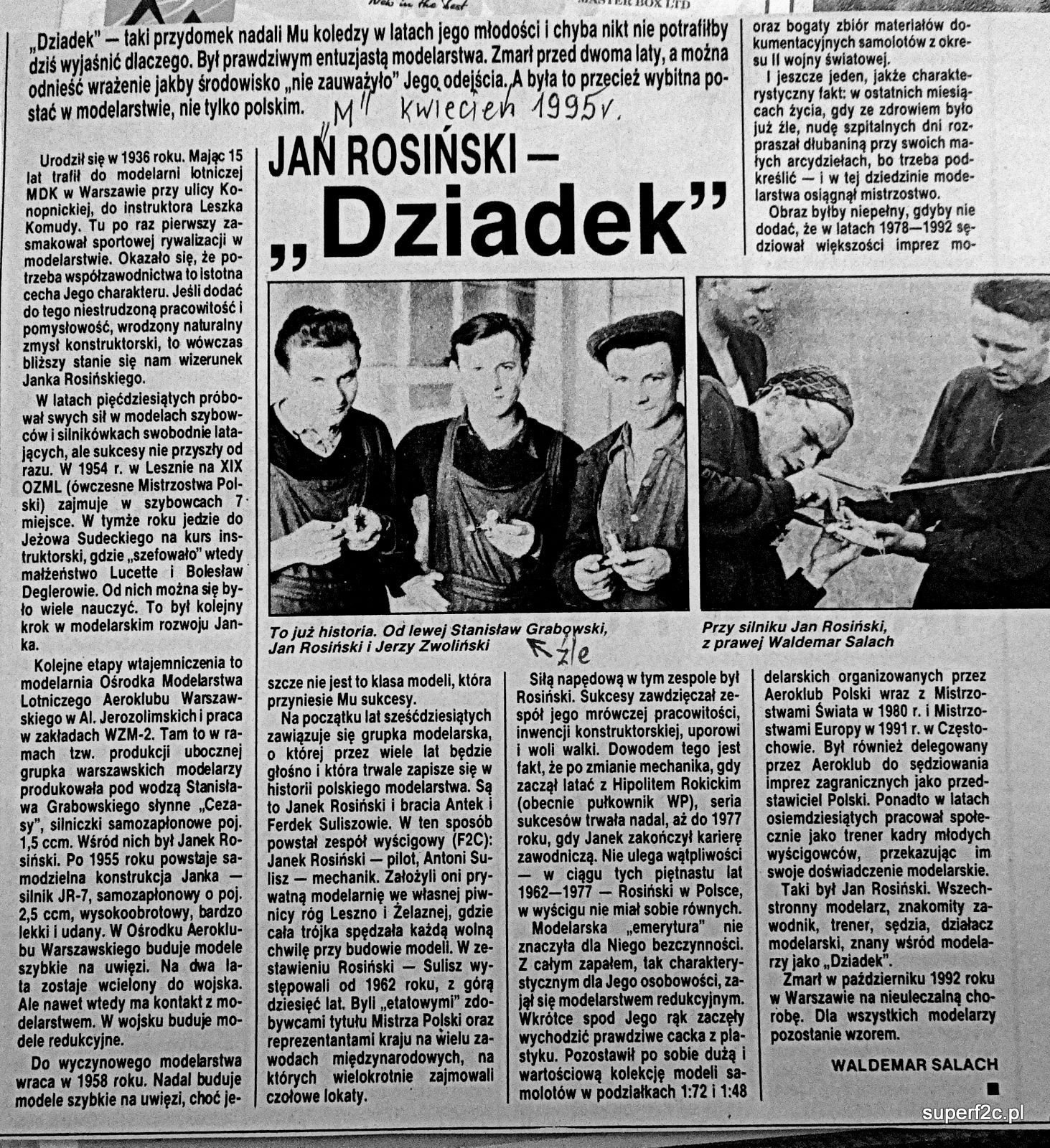
fajnie się czyta tego typu retrospekcje. Dziękuję. Ja akurat Pałac Młodzieży kojarzę od 1971 roku gdy nastał Gierek to i ja pojawiłem się w pracowni 309 u Janka Jóźwiaka. Drobne sprostowanie dotyczące opisu zamieszczonego wcześniej zdjęcia. ta fotografia pochodzi z prywatnego zbioru Waldemara Salacha a przedstawia Janka Rosińskiego, Stanisława Grabowskiego i Jurka Zwolińskiego numer 1010 Andrzej Ziemniak numer 546 Waldemar Salach przedostatni widoczny z prawej na fotografii Waldemar Salach ostatni Olek Gałkowski drugi stojący z lewej Waldemar Salach i Janek Jóźwiak w mundurze Stefan Kraszewski. modele Waldka. Wszystkie fotografie z prywatnego archiwum Waldemara Salacha. naprawdę miło się czyta takie wspomnienia. A i fotografia fajna. Widać potęgę pałacowych murów.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
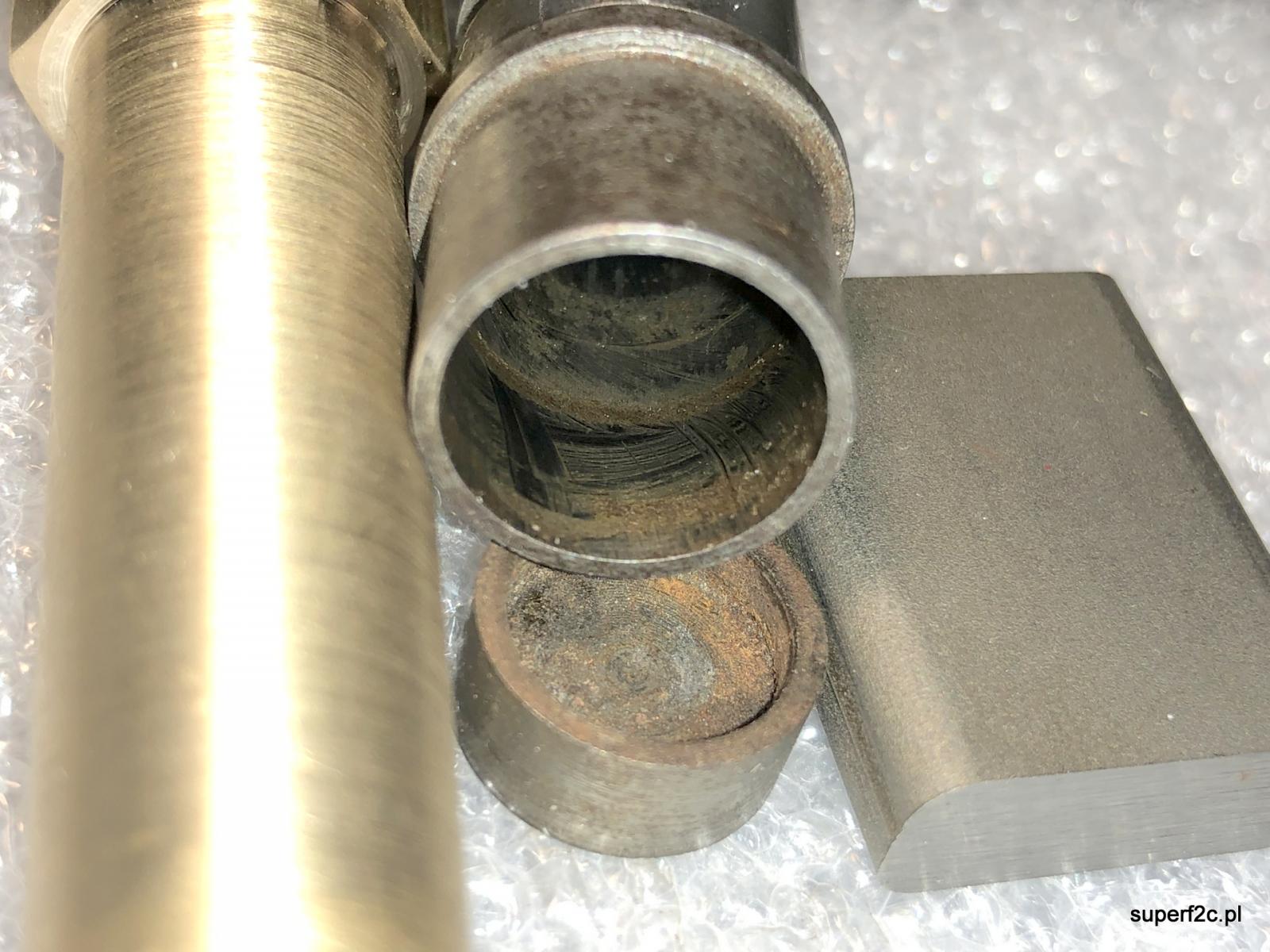
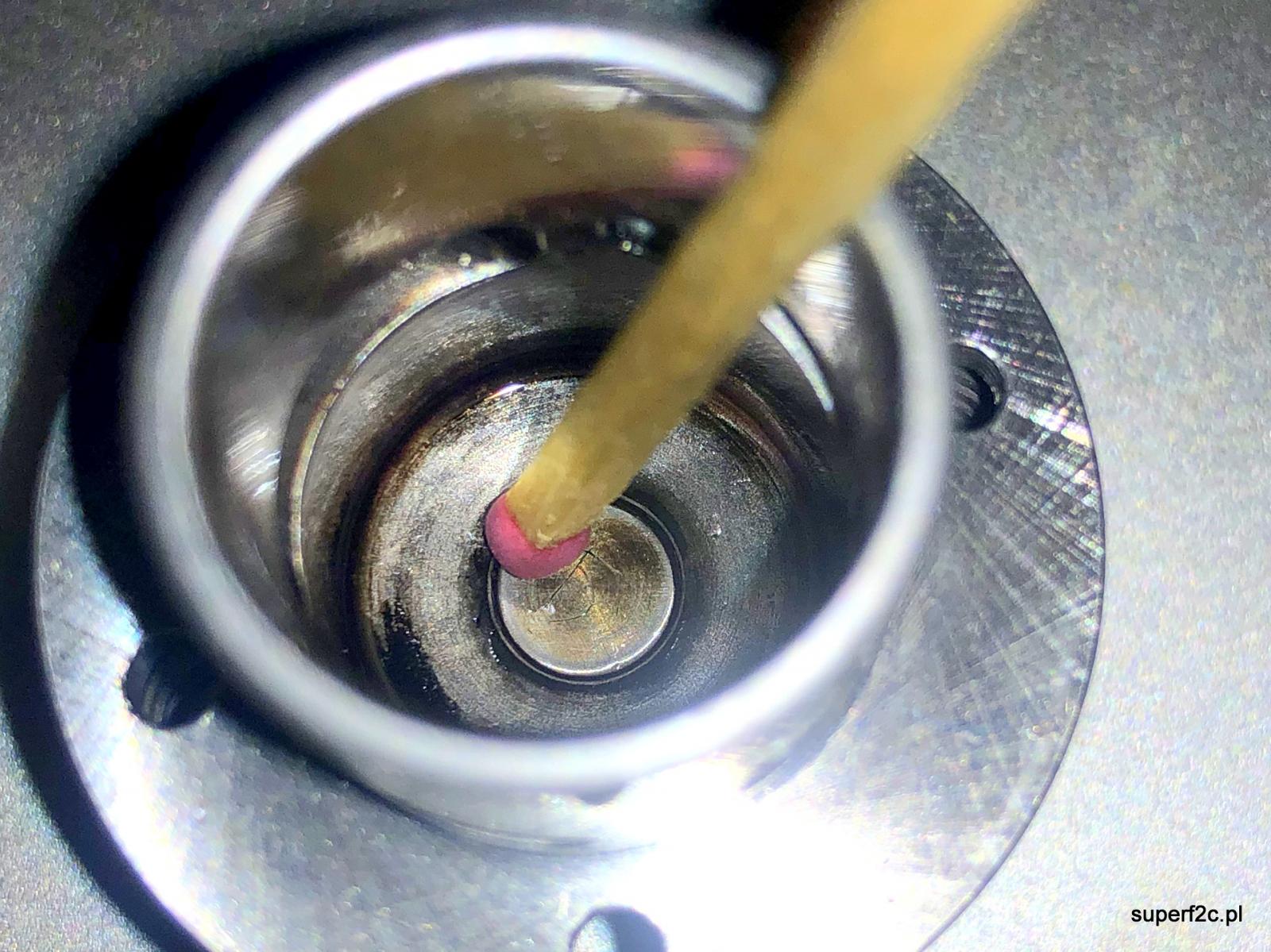
W dniu dzisiejszym dorobiłem mosiężny wybijak jak i podstawkę aluminiową wszystko stosownych wymiarów i wybiłem 200 gramowym młotkiem bez problemu. uderzając raz. Dokładnie raz i przeciwtłok po prostu wypadł na szmatkę. Wszystko trzymałem w ręku. Jak obejrzałem i zmierzyłem przeciwtłok wszystko stało się jasne. Owal na przeciwtłoku w granicach dwóch setek. Co widać na następnych fotografiach. na tej fotografii dokładnie widać ślady korozji na cylindrze jaka się wdała w szczelinę między cylindrem a przeciwtłokiem. Słabo wytarłem WD40 część powierzchni cylindra prawidłowo współpracująca z przeciwtłokiem wąski pasek na dole przeciwtłoka współpracujący cylindrem. Reszta to korozja w tej części powierzchni bocznej przeciwtłoka. Górna część cylindra toczona wręcz zgrubnie i to sześć setek na minusie. Łatwo tu wyczuć duży luz z aluminiowym cylindrem.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
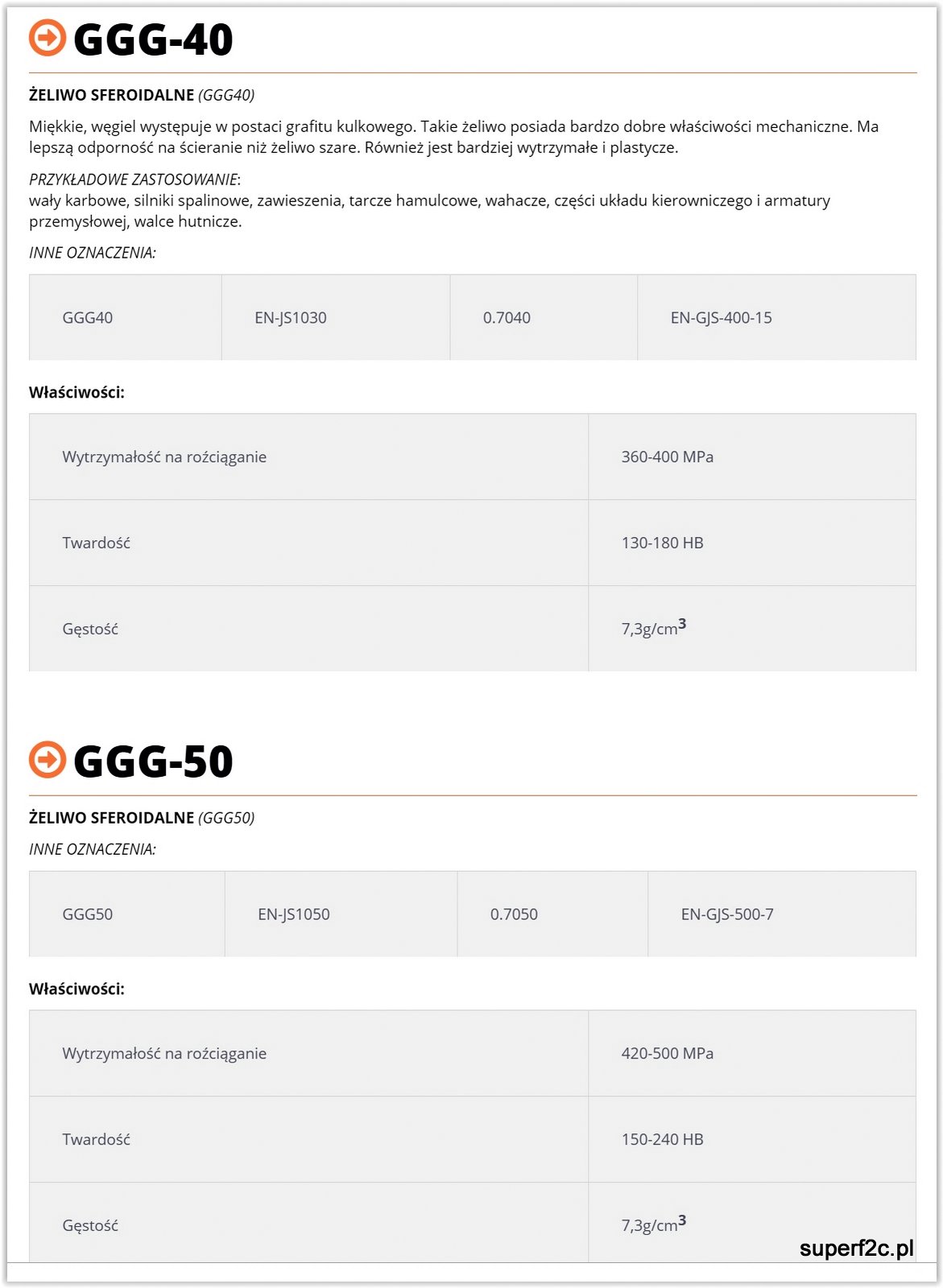
dalsza część wykonania przygotówki do zrobienia tłoka w silniku SIM 2b. Nawiercanie wstępne fi8,8 x18. Jak zawsze wstępne sprawdzenie poprawności mocowania (czujnikiem zegarowym) plus przerobienie uchwytu wiertarskiego (kiedyś wcześniej) aby i z kluczyka do uchwytu plus jakikolwiek śrubokręt można było zawsze dokręcić (docisnąć) wiertło w uchwycie. Zamiast kluczyka kiedyś używałem dopasowanego suwliwie wiertła ale to trudno znaleść... Materiał żeliwo sferoidalne perlityczne GGG50 (NORAM Tarnowskie Góry). jak najbardzej prawdziwa OUS-1 oryginalna jedyne co zrobione to ponowne szlifowane na płasko łoże (ponad 0,3 mm zebrałem aby zabielić całą powierzchnię łoża). Plus nowy klin do konika uwzględniający poprawę współosiowości osi konika z osią wrzeciona. Bo wysokości oś wrzeciona z osią konika co do setki były fabrycznie zrobione dobrze. -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
po kolei: z dwóch stron przygotówki wy skórowałem otwory co by mieć przygotowany materiał na 20 tłoków spokojnie czeka na przypłynięcie tokarki CNC z Chin. Zamówiony materiał (GGG50 z Tarnowskich Gór firma NORAM) spełnia moje oczekiwania na surowiec do produkcji elementów czarnego zestawu. trzydzieści parę lat temu wykonany ręcznie tłocznik do wyciskania w mosiądzu gniazd na breloczek wtryśnięty z elastycznego PVC gdzie plastyfikatorem był adypinian dwuoktawowy. Co dawało miękkość nawet w ujemnych temperaturach. dzisiaj widać porysowany bo od wielu lat robi za magnetyczną podstawkę mojego magnetycznego led-a. jak na zamieszczonej fotografii widać w moich wyścigowych silnikach F2C przeciwtłok jest ze śrubą kompresyjną połączony śrubą M3L (lewa) przeciw tłok to tylko dwa razy większa średnica od główki zapałki zatem nie odbija przy odpuszczaniu kompresji. Regulacja polega na odkręceniu kompresji a później dokręceniu w celu kasacji luzu... jeden grosz trochę mało pracuję nad SIM 2b a to z racji wykonywania równie ciekawych prototypów gdzie dzisiaj miał finał pierwszych druków 3D w jakości takiej że możemy przystąpić do wykonywania form wtryskowych
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
kwestia posiadanej prasy. Albo dostępu do prasy. Ja w swoim czasie bardzo dużo robiłem gniazd powierzchni około 4 x 6 cm metodą wyciskania na prasie 1 000 T. Gniotło się to w stali st0 obrobionej cieplnie po przez całonocne stygnięcie wraz z piecem a po wyciśnięciu wielu gniazd i obróbce zawsze nawęglałem. No chyba że to był mosiądz. chyba CuZn37 z 37 % cynku gdzie także materiał był poddawany obróbce rekrystalizacyjnej. Pierwszą sztukę gniotłem aż popękała. Następną odpowiednio mniej co wyżarzanie rekrystalizacyjne i ponownie ten sam cykl aż uzyskiwałem głębokie gniazda do formy wtryskowej. Wyraźnie napisałem że tylko wymiary na rysunkach mają jeszcze sens. Sprawdziłem w książce jest ERRATA ale tam tylko widzę korekcje literówek. W takie coś jak tolerancje wymiarowe nikt nie wnikał. co rodziło już wtedy jak dziś dyskusje Rzeczowe dyskusje !!! Z którymi chętnie polemizuję a jak w tym wypadku zgadzam się bo nie da się takiego wcisku uzyskać bez uszkodzenia detali wciskanych. -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
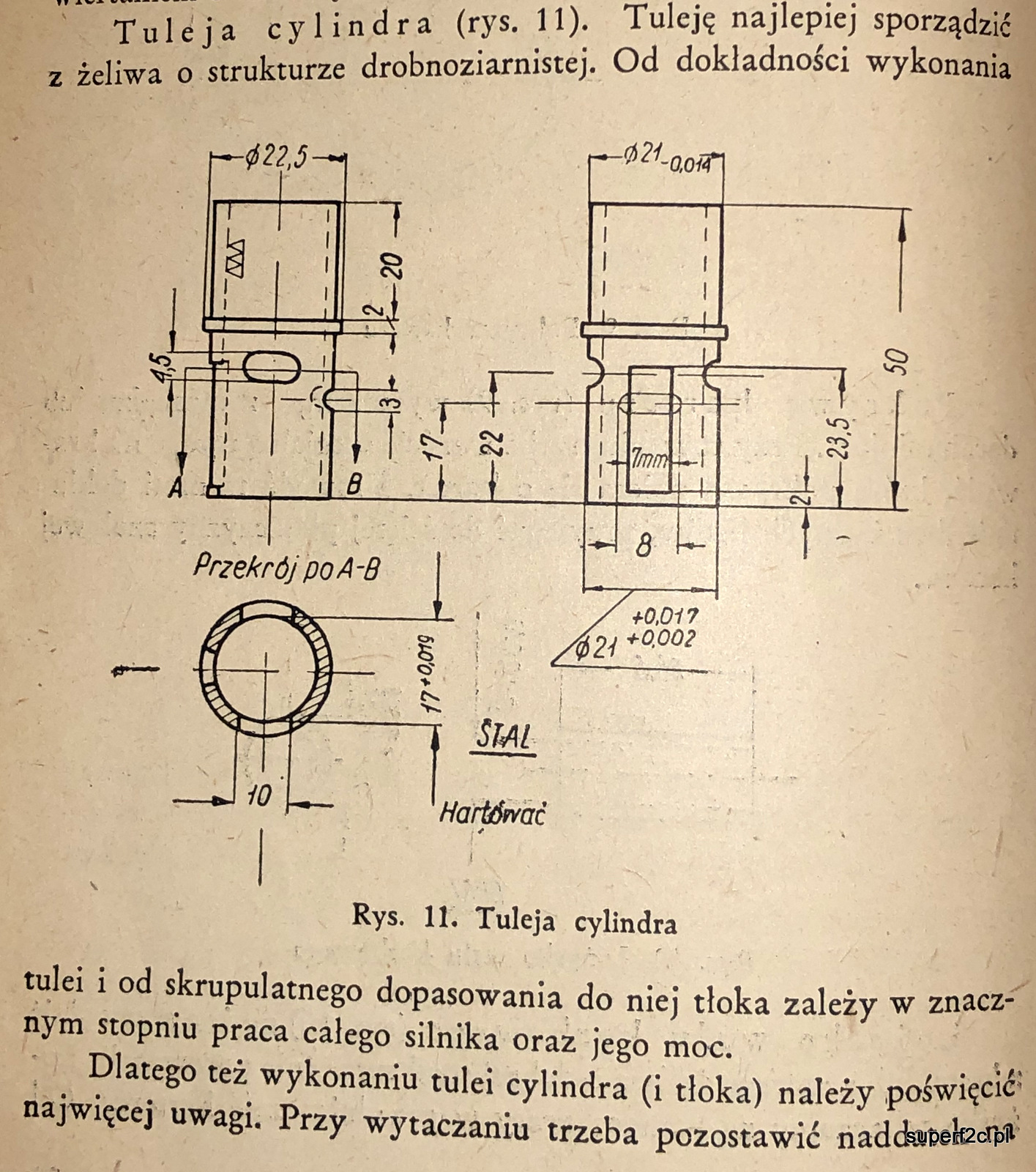
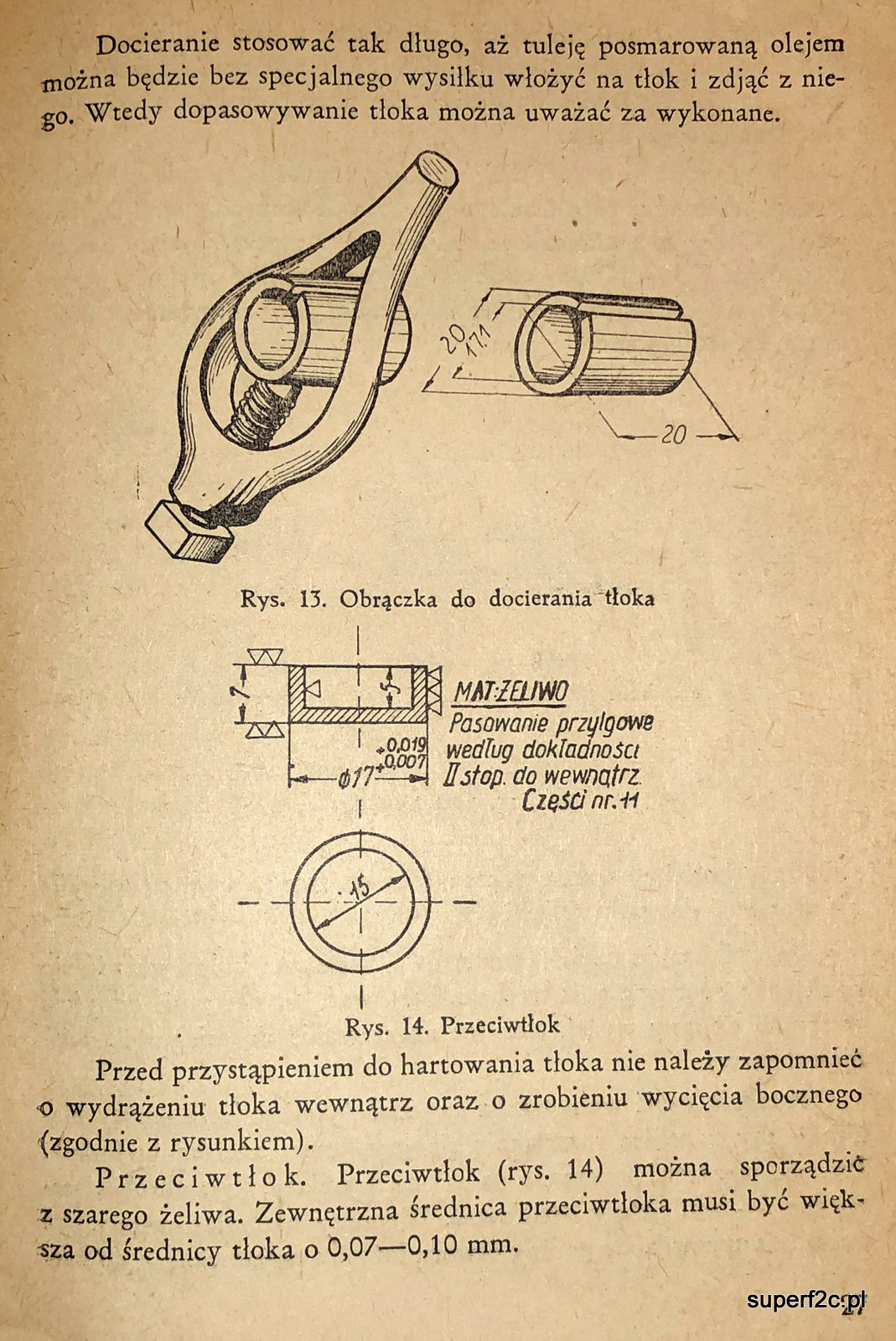
ja tu mam instrukcję z książki A. KUROWSKI "Silniczek samozapłonowy do modeli latających" z 1952 roku gdzie wymiary na rysunkach mają jeszcze sens w odróżnieniu od fantazyjnego opisu na temat pasowań. Rysunek 14 Przeciwtłok opis na rysunku przewiduje od wymiaru nominalnego średnicy 17 naddatek od 17 do 19 mikronów a w opisie od 7 do 10 setek. o "obrączce" do docierania czegokolwiek nie wypada mi się wypowiedzieć...
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
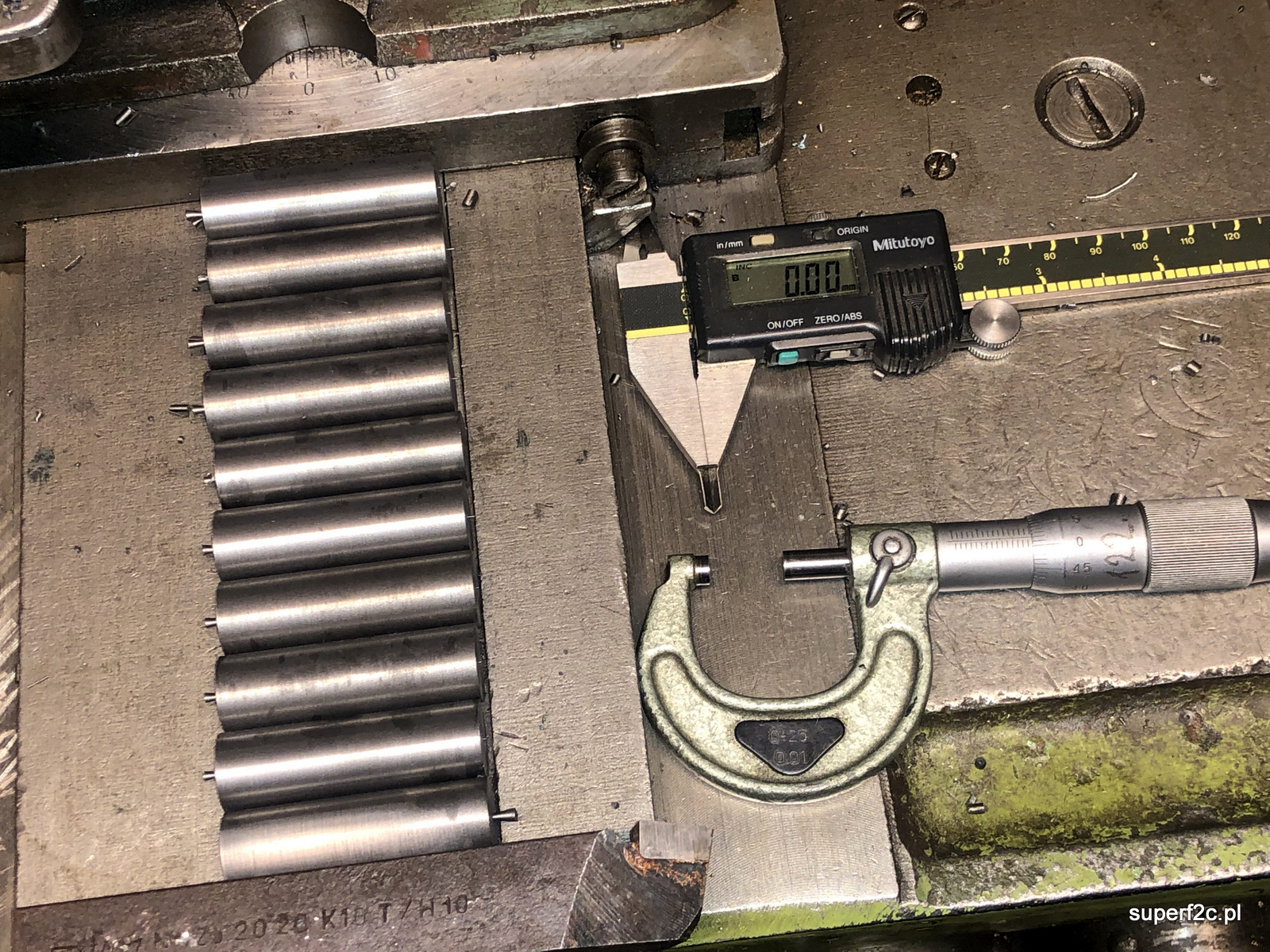
tematy mi nie obce. Każdemu polecam obejrzeć polecony materiał i zobaczyć w jakich warunkach i na czym jest wykonywana precyzyjna praca. Ja to nazywam kulturą techniczną czyli jakie warunki posiadamy do wykonania danego zadania. Zapał w tym wszystkim także się liczy. Chyba najbardziej. Bo dzisiaj stojąc przy tokarce dziewięć wałków zrobiłem w narzuconej sobie tolerancji.Tylko jeden detal na minusie się wykonał.Widać raczej musiałem zły pomiar dokonać bo przekonałem się teraz i wcześniej pracując na tej tokarce że przybiera dokładnie tyle ile ja przestawię. A działka elementarna to 0,05 i idzie jak widzę przybierać między działkami co daje dokładność korekcji średnicy na poziomie jednej do dwóch setek. -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
docieranie to następny etap. Najistotniejszy. Zdecydowanie najważniejszy. Bo decydujący o jakości silnika. Jak na razie to nawet past nie mam zorganizowanych. Czyli nowych. Bo stare zapasy są a że na co dzień używam pasty do "czarnej roboty" to myślę że i z tym procesem sobie poradzę. Bardziej to kwestia dorobienia stosownych docieraków do tłoków jak i cylindrów. Cylinder powstanie na wskroś hartowany ze stali NC10 ( Bo taką w zeszłym tygodniu kupiłem jako kompromis dostępności do średnicy wałka i szybkości dostawy) Właśnie powstaje stosowna dokumentacja 2D co by móc wysłać zapytania ofertowe na wykonanie według dostarczonej dokumentacji 2D/3D. A proces docierania to dobre docieraki plus to co ściera. Zawsze stosowałem pasty rosyjskie w tubkach z nadrukiem pasty do zębów i na to etykieta. Jeszcze to można kupić ale zdecydowanie powtarzalne dostawy gwarantują bardzo specjalistyczne firmy. A akwizytorzy tych firm regularnie pojawiają się w firmie z coraz pełniejszą ofertą tego co ja potrzebuje w pracy. Ja mam jeszcze swoje proszki ścierne różnych gradacji które rozrabiam z olejem lnianym i też to znakomicie pomaga mi dotrzeć tuleje spychające czy wypychacze w formach wtryskowych do tworzyw sztucznych. Zrobimy na gotowo cylinder. Powinien być szlifowany wewnątrz jak i na zewnątrz. Wewnątrz obowiązkowo zbieżność. Pewnie do dwóch setek ale to muszę jeszcze przeliczyć porównując dużo krótsze cylindry od Super Tigra czy choćby KMD. Tu była zbieżność dla czarnej pary od setki do półtorej. Ciekawostka co widać na już zamieszczonych fotografiach wcześniej. Cylinder SIM 2b nie był szlifowany w części gdzie jest użebrowanie cylindryczne z aluminium. Tam występuje luz. Ponad 5 setek do 8 setek. Natomiast cylinder wchodzący w karter jest szlifowany i wchodzi w karter wręcz ciasno. http://uranos.cto.us.edu.pl/~knm/podstr/mkwssmm.htm silnik małej mocy w tym linku to nie to samo co nasze silniki samozapłonowe gdzie w naszych silniczkach występuje 30% eteru i znakomicie załatwia to problem chłodzenia wewnętrznego silnika samozapłonowego gdzie wykorzystane jest ciepło parowania eteru. a co do parametrów obróbki na TOS -ie 18 SV.. to naprawdę na oko to wszystko ręcznie kręcę. Panewka we wrzecionie jest doskrobana na 720 obrotów i to są maksymalne obroty przy małych średnicach przeze mnie używane. Naukowo do tego na pewno podejdę i podam wszystkie parametry obróbki jak przypłynie z Chin Lathe CNC210. Tam wszystko jest sterowane z pulpitu i nie problem podać konkretne wartości posuwu czyli ile setek przybiera na jeden obrót wrzeciona Dzisiaj parę godzin postałem przy tokarce i już się cieszę że w zeszłym roku podjąłem decyzję zakupu tokareczki CNC. I nie będę musiał stać-siedzieć przy maszynie. I aby docierać silniki jak w pierwszym podanym przez Ciebie linku najpierw muszę ten silnik zbudować. A czasu mam niewiele. Bo jak widzę na forum ciśnienie jest konkretne -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
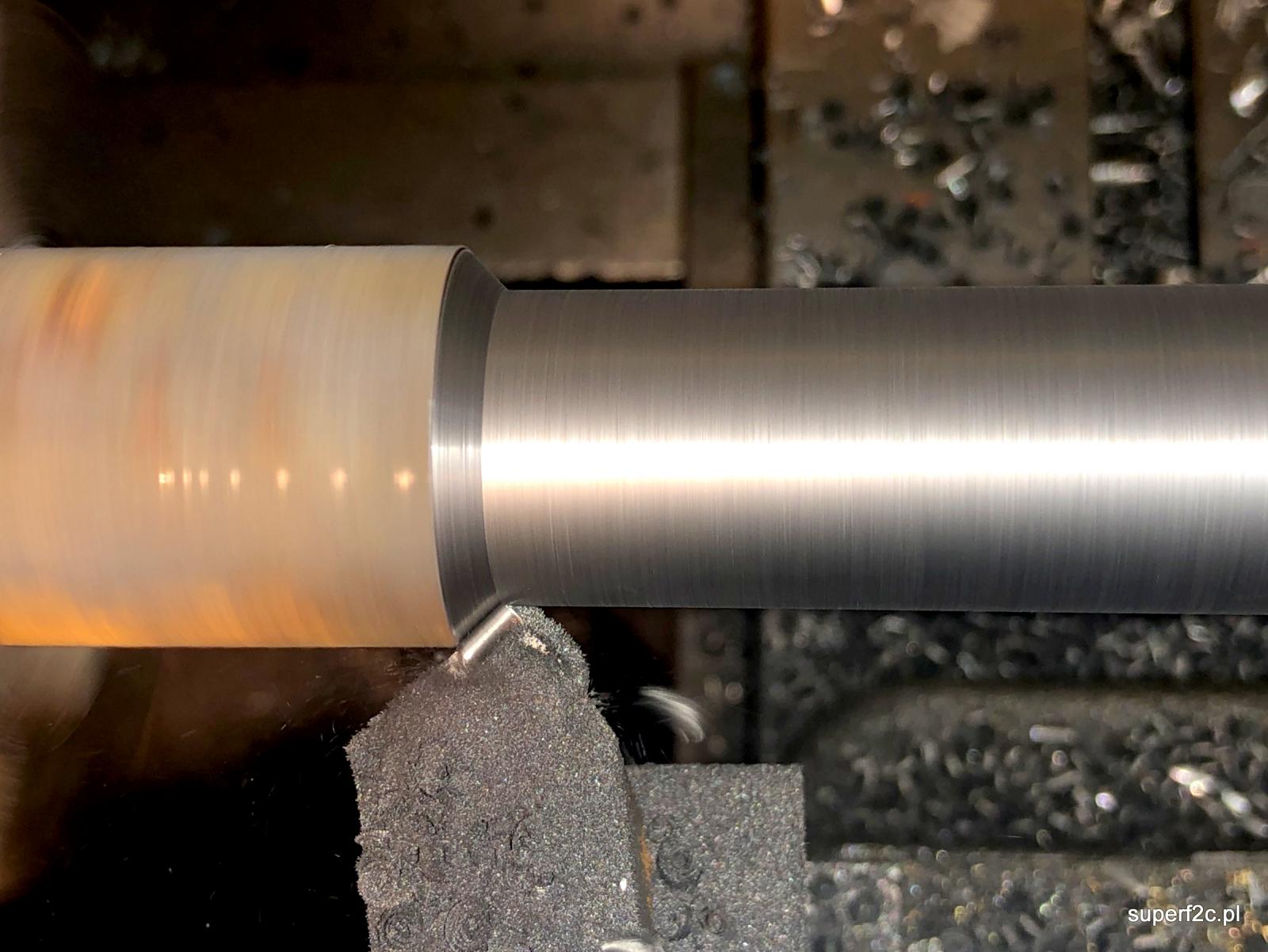
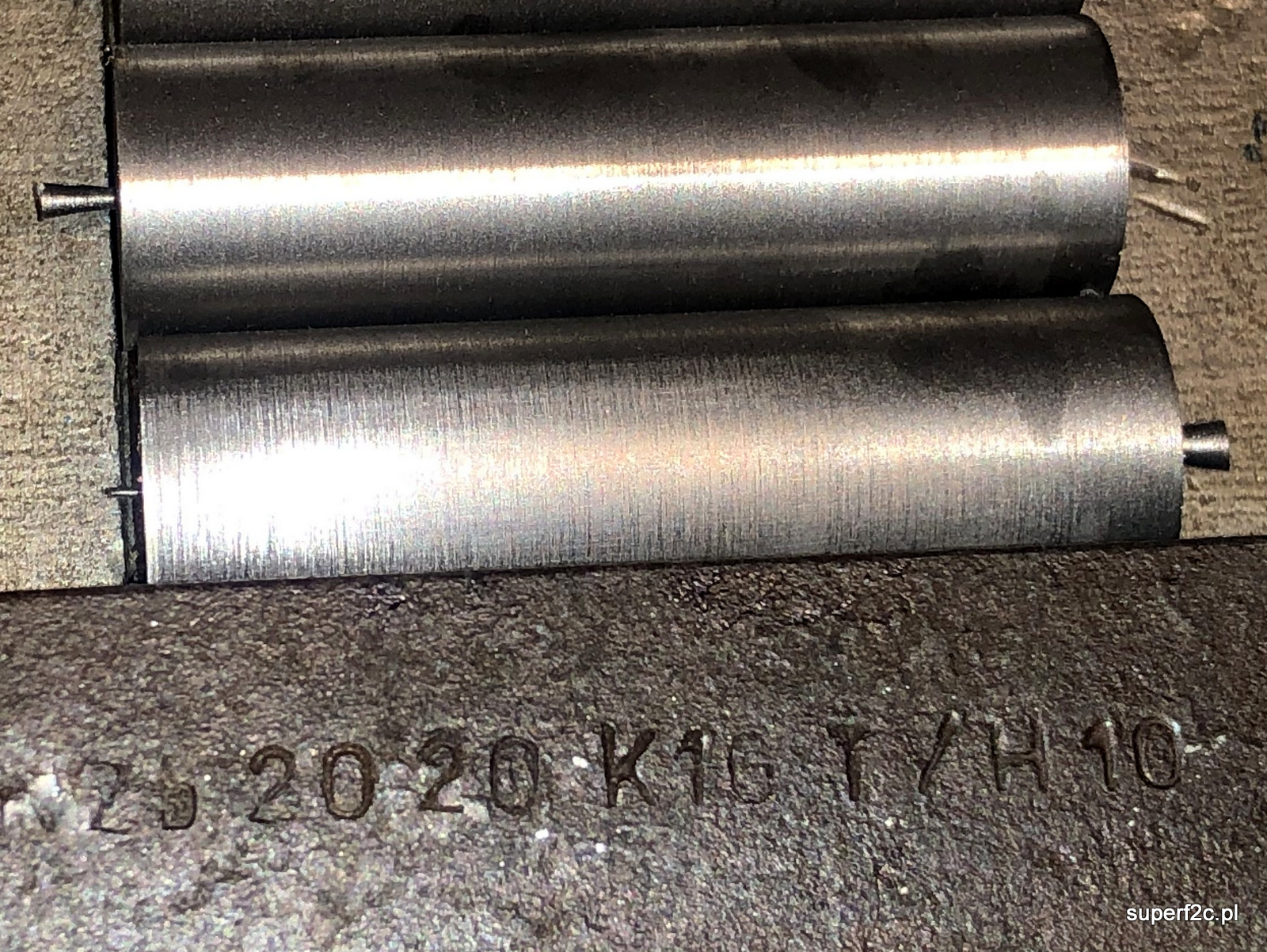
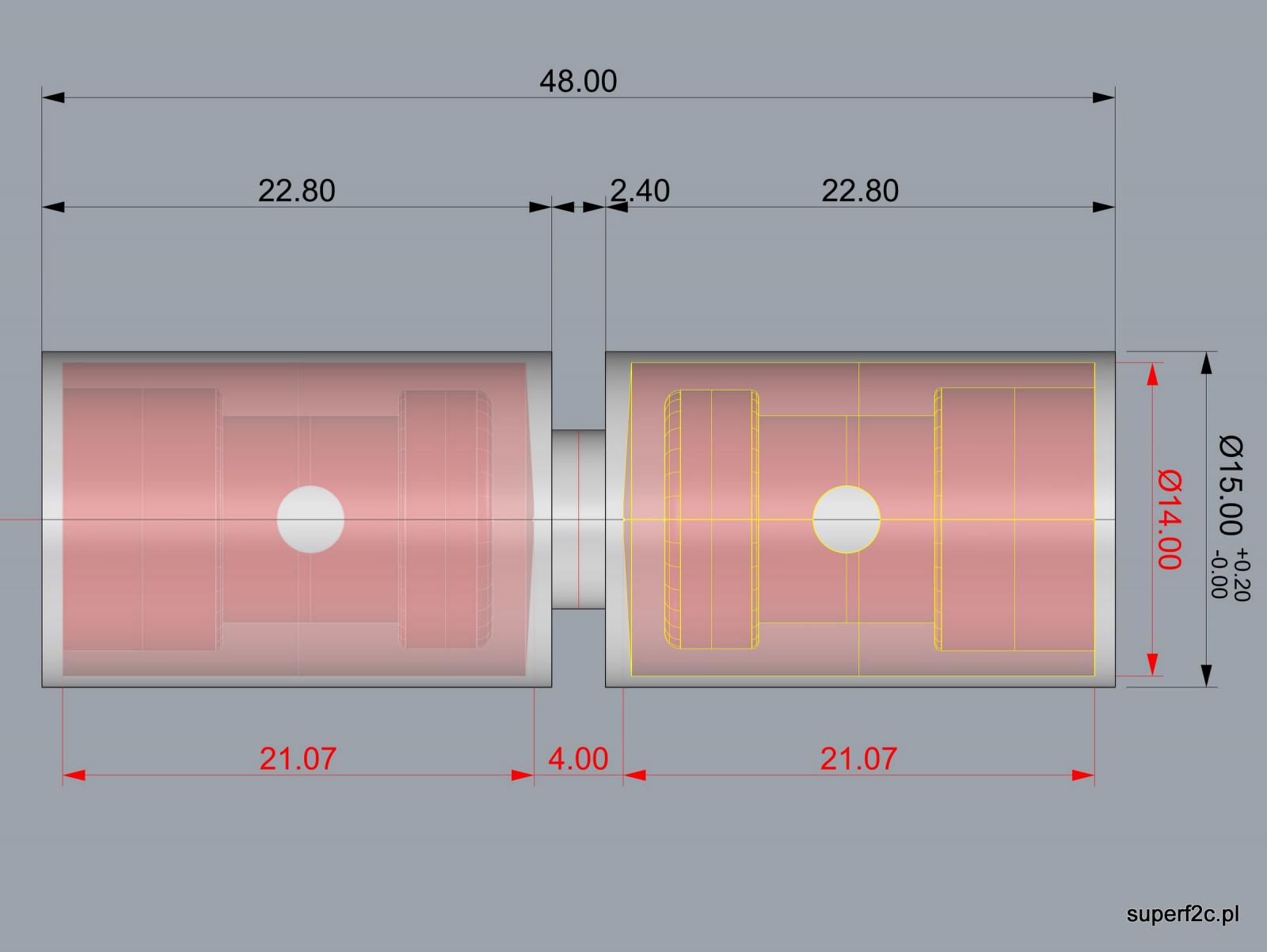
toczymy z fi 25.8 na fi15+0,02 na wymiar średnicy 15 mm jutro otwory zrobię i natnę bardzo cienkim przecinakiem do średnicy 7-8 mm. wstępnie na 20 tłoków bo zapomniałem zupełnie o przeciw tłokach. Jutro materiał zużyję do zera i pewnie jak porównam z materiałem od Waldemara Salacha to zamawiam więcej tego żeliwa GGG50. Obrabia się jak za dawnych lat. Fajnie. posuw widać zdecydowanie za szybki a i nóż całkowicie bez promienia ale jak widzę znakomicie da się z tego materiału dotrzeć tłok do otworu. Tylko żeby to zrobić to tuleje cylindrowe z otworem na gotowo miszą być.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
kurier dostarczył z Tarnowskich Gór materiał na tłoki (GGG50) metr bieżący materiału wystarczy bez problemu na 20 podwójnych przygotówek z których w terminie późniejszym wykonam tłoki na gotowo. Przepraszam za brak na tym etapie normalnej dokumentacji 2D ale stosownie powstanie w najbliższym czasie choćby po to aby było czy abym mógł zlecić wykonanie.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
w pełni się zgadzam. Co by przetwarzać " wszystkie szufladowe skarby" i je umieszczać (w postaci fotografii wysokiej rozdzielczości plus stosowny opis) na darmowych dyskach wirtualnych typu Facebook czy YouTube. tu funkcjonuję od wielu lat https://web.facebook.com/mariusz.brozek.5 https://www.youtube.com/user/f2c własnie pękło 600 000 wizyt na moim kanale i przy tak niszowym sporcie jest 500 subskrypcji. ale to cały czas tematy zastępcze istotne ale zastępcze. Za parę dni skończę rysowanie zlecone przez najlepszych i wreszcie na spokojnie na nowo zacznę frezować kokile. A właściwie wykańczać coraz mniejszymi frezami.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
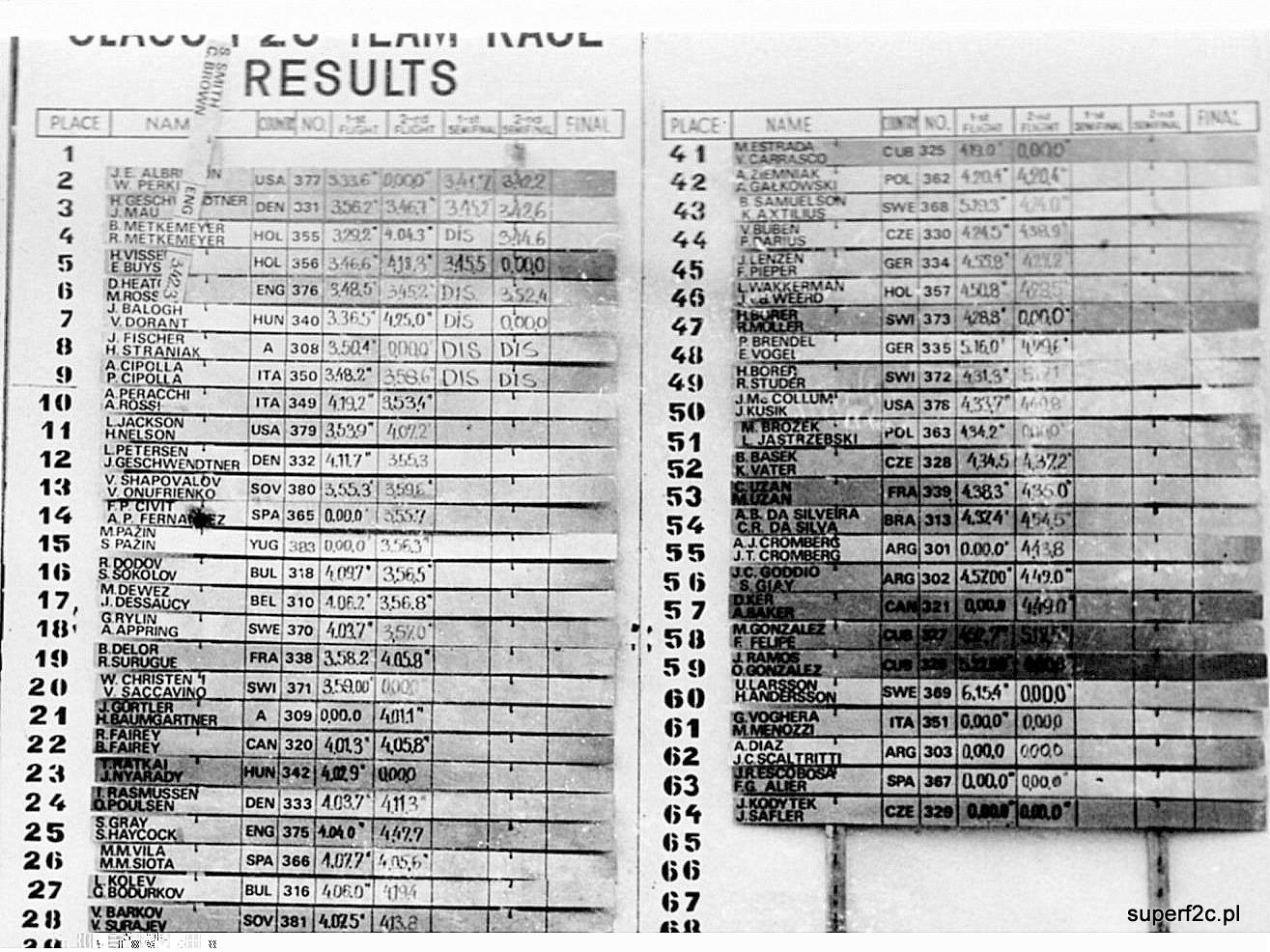
dobre pytanie. Aż musiałem zajrzeć do archiwum. Dobrze że Michał zrobił zdjęcie tablicy rezultatów. Bo jak teraz przeglądam archiwa w necie to tylko do któregoś miejsca pokazują wyniki... a tu niespodzianka ! Do półfinałów nie wszedłem. Pierwszy jestem szkoda tylko że w drugiej pięćdziesiątce (51). Natomiast w zeszłym roku do półfinałów MŚ 2018 w Landres zespół Brożek- Żyłka wszedł z szóstym czasem do pół finałów. Kończąc ostatecznie na dziewiątym miejscu. Przy okazji padł Rekord Polski 3:12,6
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
I mi się zdarzają podobne sytuacje dlatego fajnie że jest Facebook gdzie wszystko co przeżyłem a uwieczniłem na fotografii udostępniam. I zawsze mogę z poziomu smartfona przypomnieć sobie co i jak. https://web.facebook.com/mariusz.brozek.5/photos_albums -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
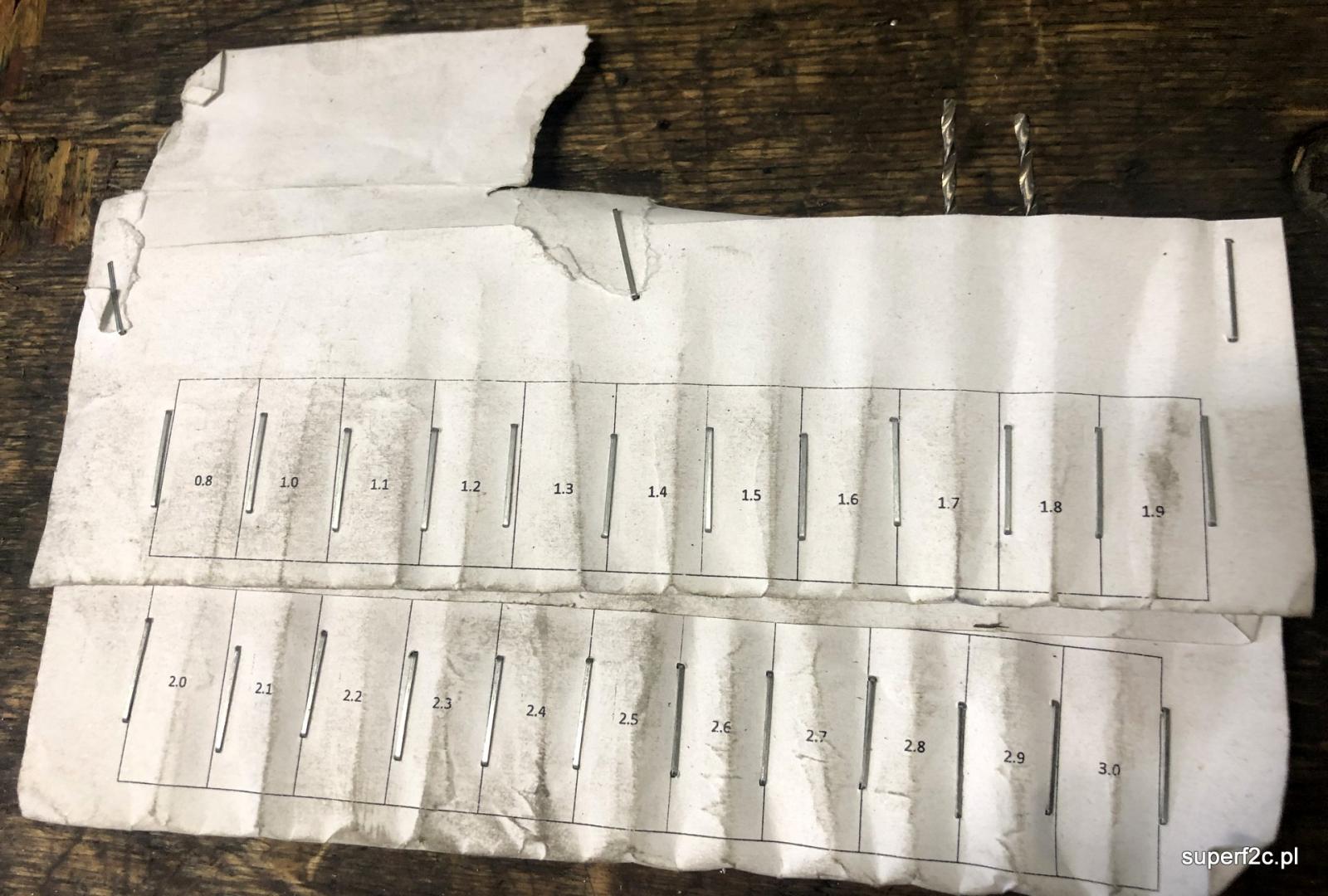
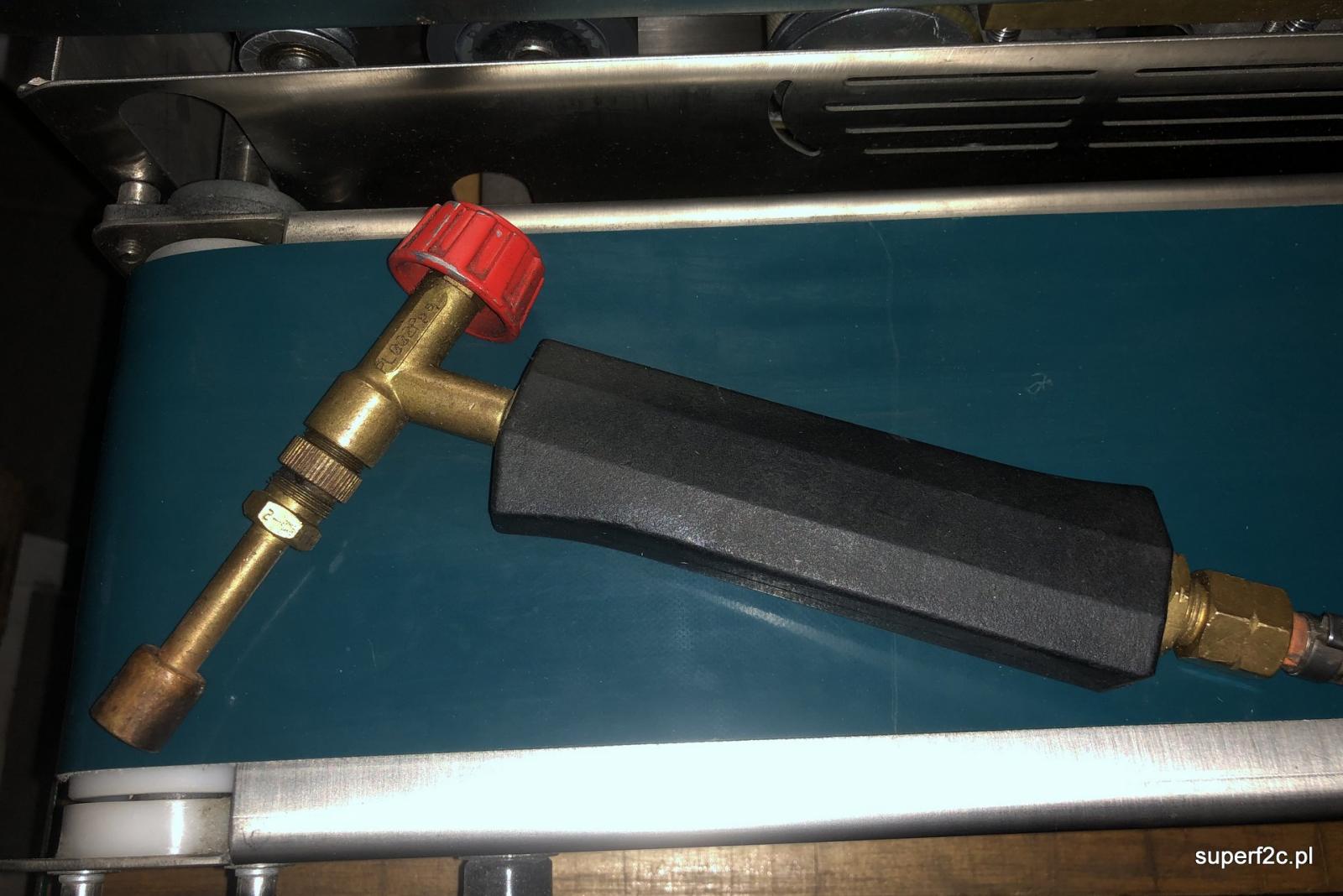
zapowiada się kolejny intensywny wieczór poświęcony planowaniu na nadchodzący sezon modelarski. dawno temu zamówiłem na Allegro i do dzisiaj widzę w tylko w ten sposób przechowuję i używam wiertła sprawdzone-kalibrowane (Wiem jakiego otworu mogę się spodziewać po danym wiertle) proste przedłużenia umożliwiające zrobienie czegoś nietypowego. Była potrzeba to wykonałem. Zawsze jak za długo leży nóż wraca do pierwotnej funkcji. W tym wypadku koła zamachowe co jakiś czas chcą abym utoczył... to noże dostosowane do moje tokarki a pierwotnie w innych konfiguracjach miały pracować. wszystko łączę twardym lutowaniem używając palnika propan-butan kupionego kiedyś na Allegro mam i inne ale uwielbiam tego bo ma wymienne dysze plus regulacja radełkowaną nakrętką ilość powietrza do mieszanki. Bardzo to jest potrzebne bo inne palniki bez tej regulacji używane przeze mnie dają niższy mniej skupiony płomień.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
no tak nie doczytałem wczoraj w tym panującym hałasie. . Oprawki okrągłe UT-1/8. Można mocować w tulei mimośrodowej ze skalą na wierzchu gdzie da się robić korekcję wysokości narzędzia do osi detalu. Czyli bez klasycznych podkładek pod nóż (nieokrągły) w imaku. W dobie OLX czy Allegro u mnie za podkładki precyzyjne od wielu wielu lat robią szczelinomierze a z grubsza cięta taśma pakowa metalowa. Z giełdy w Słomczynie mam rosyjskie różne noże w oprawkach okrągłych czy z zawodów z Kijowa i wlutowuje je na mosiądz w stary popsuty widiowy nóż robiąc kolejne jakieś nietypowe malutkie wytaczaki. -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
na razie to otwarcie sezonu 2019 a właściwie planowanie sezonu 2019... co do mimośrodów to nie obce mi było wytaczadło na frezarce gdzie zmianę wymiaru dokonywałem przesuwając pozycję noża mierząc tą zmianę dodatkowo dostawionym magnetycznym czujnikiem zegarowym z dużą płaską powierzchnią. W dobie CNC zupełnie wyszło to u mnie z użycia. Korekta dokonywana jest w sposób cyfrowy. Czyli w najprostszy sposób zmieniam w okienku średnicy narzędzia wymiar narzędzia. Stosownie na plus albo na minus.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
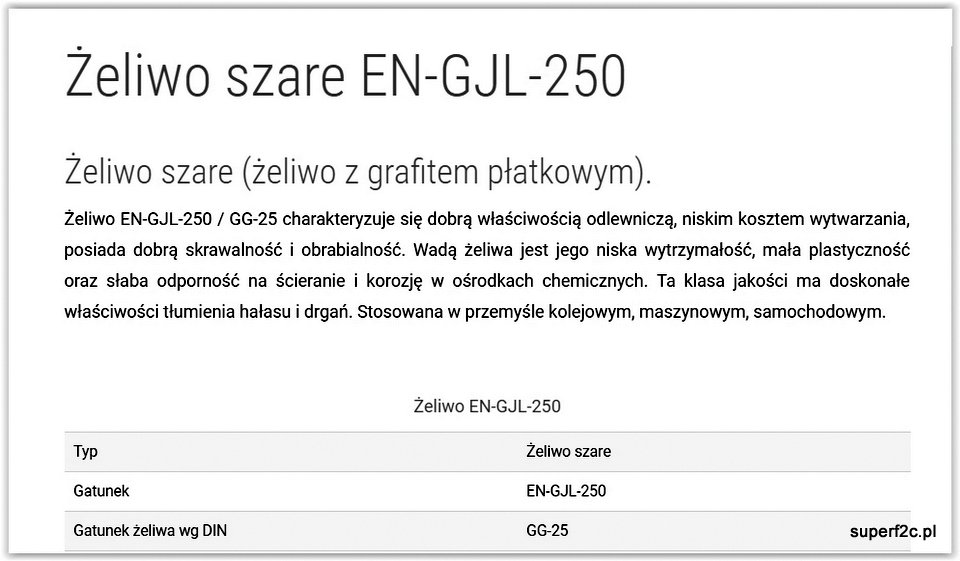
padają do mnie pytania różnego rodzaju na temat samego żeliwa. Nie pierwszy raz używam tego materiału. Kiedyś przy budowie maszyn typu wytłaczarka czy butelczarka gdzie zrobiony model z płyty MDF zamieniałem w odlewni w Pilawie na kawał podstawy czy już udokumentowane fotograficznie wykonanie koła zamachowego do Mercedesa stare koło zamachowe po prostu od tarcia i temperatury plus to że to był odlew widać niejednorodny popękało i ruszanie samochodem przestało być płynne. dorabiałem parę. Bez problemu na stronie amerykańskiej jest ta część o tym numerze do kupienia ale cena to ponad $600. tym razem to zwykłe żeliwo szare GG25 cięte z wałka znakomicie się sprawdza w samochodzie. na tej stronie jest mnóstwo modeli a i sam chcę być tam także aktywny. Polecam https://grabcad.com/library/the-flywheel-cast-iron-gg25-1 co by można na maszynie która przypłynie z Chin także otwory wiercić automatycznie muszę takie oprzyrządowanie dorobić. Czekam na wiarygodną informację o wysokości noża do osi wrzeciono- konik.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
zdjęcia mówią same za siebie. Postaram się w przyszłym tygodniu skończyć kompletować dokumentację 3D i 2D co by każda część miała swoje zdjęcie i stosowny screen 3D. Komora bezcieniowa się kłania... cylinder w części przylegającej do żeberek cylindra aluminiowego w drugim egzemplarzu także jest tylko toczony i posiada wielosetkowy luz...
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
to kupione tylko na próbę w celu porównania do materiału który posiadam od wielu lat. Gdy królowały tylko czarne zestawy czyli do MŚ na uwięzi w Częstochowie w roku 1980. Starczy materiału na 30 tłoków fi14 na 22 mm długie z żeliwa GGG-50
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
25 kg materiału 38 HMJ na wały korbowe gdzie każdy kawałek fi25 x 50 to około 200 gram daje materiał na 120 sztuk. 16 kg materiału NC10 na tuleje cylindrową gdzie każdy kawałek fi20,5 x 45 to około 120 gram daje surowy materiał na 130 cylindrów czekamy a inne tematy powiązane z silnikiem SIM 2b w dniu dzisiejszym ogarniam. Jak choćby sam proces ulepszania cieplnego materiału przeznaczonego na wał korbowy w drugiej już w moim pobliżu hartowni.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
dotarł jest prawdziwy oryginał prosto z ebay.de zakupiony dwa lata temu.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
proszę aktywnie upominać się o swoje. Bo razem tutaj odtwarzamy historię zaangażowania polskich modelarzy w budowę silników modelarskich które na trwałe zaistniały w modelarstwie. Ja osobiście miałem możliwość poznania wielu starszych kolegów gdzie dopiero przypadkiem dowiadywałem się o ich osiągnięciach w dziedzinie budowy silników modelarskich. I to dzięki Pałacowi Młodzieży w Warszawie czy w Katowicach. Ośrodkach, mekkach w tamtych czasach gdzie spotykaliśmy się i technicznie rozwijali. Pozbieram więcej materiałów to na pewno i tu i na swoim profilu na FB opublikuję. Niektórzy modelarze mieli aspiracje i popełnili parę artykułów głównie w Modelarzu. Pragnę i to odświeżyć. Ale to wymaga mozolnego przeglądania roczników a jak na razie to mało czasu mam i na to. Liczę na zaangażowanie Kolegów bo warto przypomnieć i tą działalność popularno naukową. Ja tu przypomniałem na stronie 14 o inżynierze Aleksandrze Gałkowskim. Opracował i pokazał jak produkować Azotyn amylu. Dzisiaj rozmawiając z paroma kolegami dociera do mnie że pewne rzeczy poszły całkowicie w niepamięć.