mike217
-
Postów
2 949 -
Rejestracja
-
Ostatnia wizyta
-
Wygrane w rankingu
27
Treść opublikowana przez mike217
-
Ciepłą zupę przywieziesz dla wędkarzy tym wynalazkiem... i to trzy porcje
-
Zdecydowanie taka na wtykach średnicy 8mm wymaga sporo siły do włączenia .
-
To się robi zworą opartą na odpowiednich dwóch wtykach typu gold i po temacie . Jaka ma być średnica tych wtyków to zalezy od potrzeb. Ja w ślizgach używam od 4 mm w najmniejszych modelach do ośmiu milimetrów w tych największych . To jest niezawodne i elektrycznie sprawne rozwiazanie .
-
Świąt w zdrowiu , radości i rodzinnym gronie. M.H
-

FSR STANDARD, ŚLIZGI SPALINOWE WSZYSTKO O...
mike217 odpowiedział(a) na AndrzejC temat w Statki , okręty, okręty podwodne , żaglowce
Masz racje , odniosłem swoje myslenie do wody. Zabłysnąć jednak w tym temacie zamiaru nie miałem . -
FSR STANDARD, ŚLIZGI SPALINOWE WSZYSTKO O...
mike217 odpowiedział(a) na AndrzejC temat w Statki , okręty, okręty podwodne , żaglowce
Może warto spojrzeć na rozpuszczalność Tlenu w cieczach w funkcji temperatury ... -
Tymczasem na Zalewie Koronowskim na wodzie o dziwo stoją jakieś niedobitki. Pod wodą cicho i ładnie .

-
Replika Polskiego silniczka SiM 2b - ambitny projekt
mike217 odpowiedział(a) na Paweł Prauss temat w 2-takty
Potwierdzam nasmarowane samosmaru smarem stałym momentalnie powoduje jego wycieranie . -
Replika Polskiego silniczka SiM 2b - ambitny projekt
mike217 odpowiedział(a) na Paweł Prauss temat w 2-takty
Czy ja wiem, szlifuje się w pojedynczych mikronach a cztery to prawie pół setki... -
Replika Polskiego silniczka SiM 2b - ambitny projekt
mike217 odpowiedział(a) na Paweł Prauss temat w 2-takty
Nawet bardzo, mam prawo wyrazić swoją taką a nie inną opinie. Zejdz Pan ze mnie raz na zawsze! -
Replika Polskiego silniczka SiM 2b - ambitny projekt
mike217 odpowiedział(a) na Paweł Prauss temat w 2-takty
Miałeś inne potrzeby niż ja modelarz amator , który szedł na pole z modelem chciał odpalić i puścić motoszybowiec . Cox odpalał i nie marnował mojego czasu i nerwów . Chodził zawsze nawet zimą przy mrozie, miał sprężynowy rozrusznik i to dla amatora modelarza było wygodne . -
Replika Polskiego silniczka SiM 2b - ambitny projekt
mike217 odpowiedział(a) na Paweł Prauss temat w 2-takty
Ja wielki przeciwnik napędu spalinowego nawet miałem coxa w motoszybowcu . Chodziło to pięknie i niezawodnie , nie to co te ruskie scierwa... -
Jak bym moją córkę z misiem widział tak wyglądasz Janusz przy tokarce :D :D
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
mike217 odpowiedział(a) na Paweł Prauss temat w 2-takty
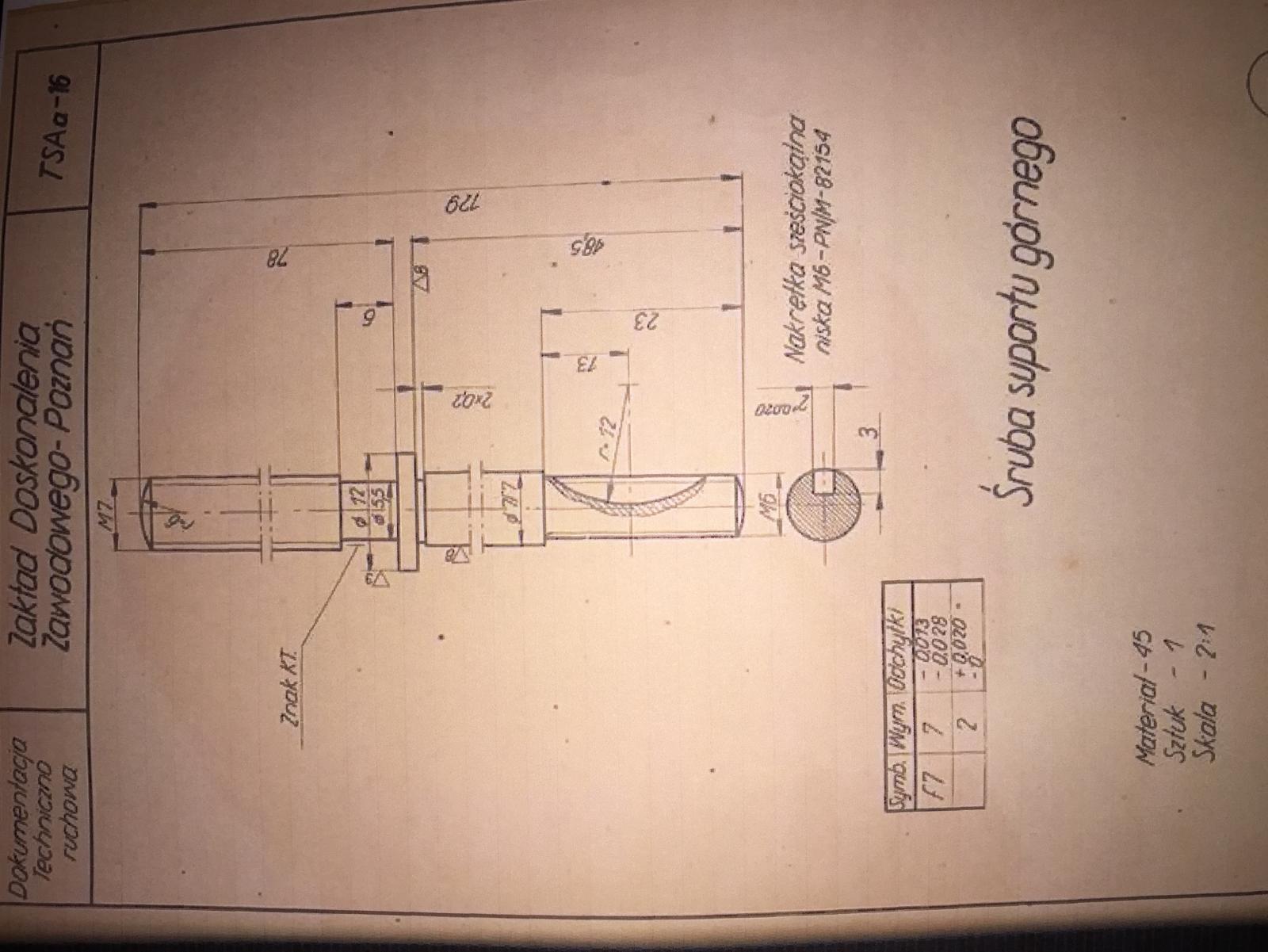
Czy na rysunku nie ma błędu? Wymiar 10 podałeś jako 10H7 a nie powinien być 10h7? -
Teraz jest taka tendencja w przemyśle, żeby potaniać.. Grzebie w silnikach zaburtowych i to doskonale tam widać.. szajs pogania szajs..
-
Co metal to metal... Dla mnie całe to drukowanie fajne i jest ale w moim modelarstwie nie ma miejsca na takie cuda..
-
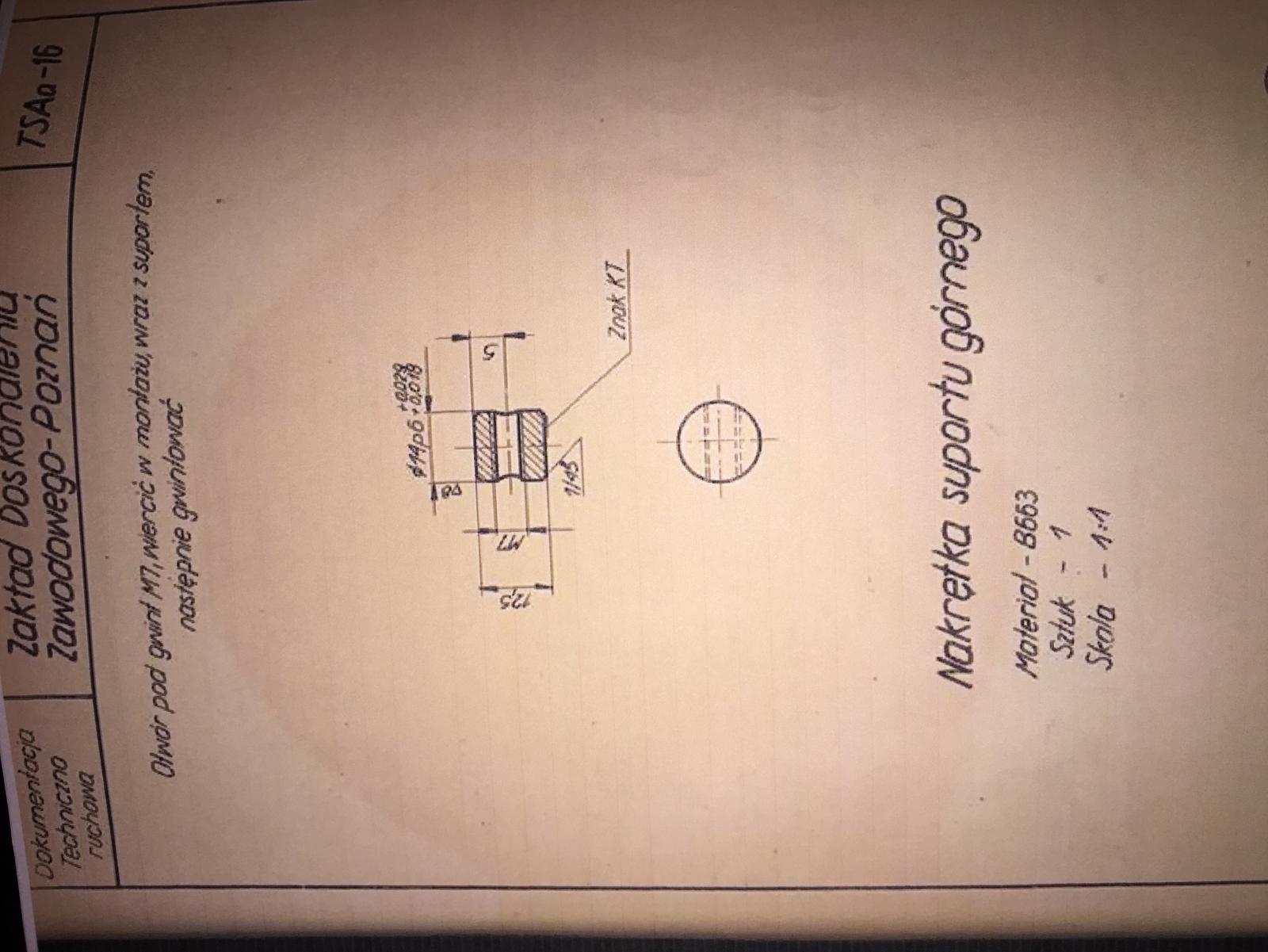
Sądzę, że dolną można po prostu przerobić z tego płaskiego gwintu na jakiś inny razem ze śrubą. Każdy ma z tym problem w tych leciwych maszynach. Najgorsze, że produkowane były i we Wrocławiu i w Poznaniu. Części do siebie nie pasują, stożek wrzeciona jest nawet inny. Ja mam maszyny z roczników 1957 i 1959...
-
Grzesiek nakrętka specjalnie skomplikowana nie jest do zrobienia
-
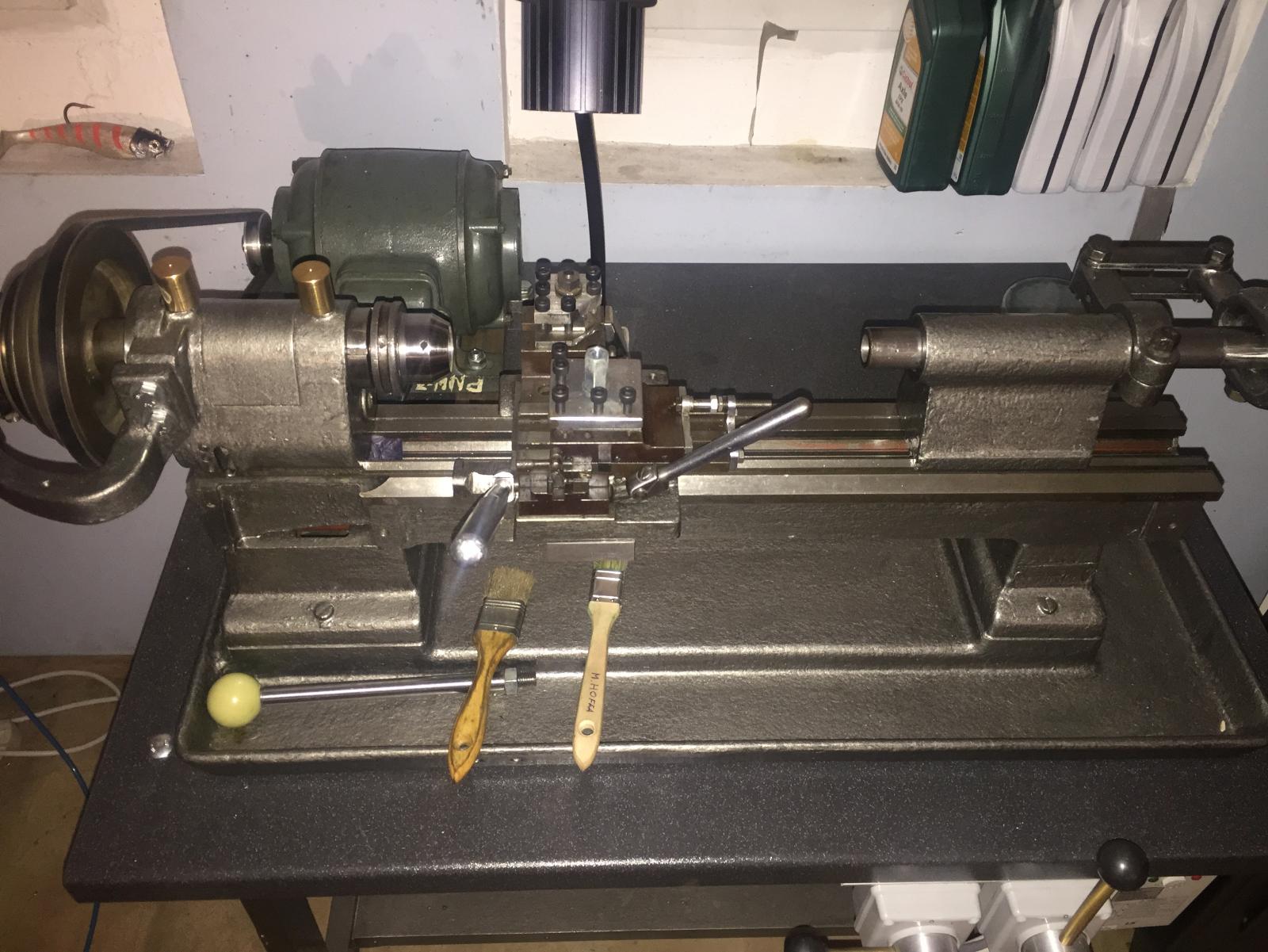
Zdjęta leży w kartonie na zapas do mojej drugiej TSA. Potrzebna była mi maszynka do szybkiego robienia kołków z mosiądzu. Kupiłem TSA 16 kompletną i karton części do niej we Wrocławiu z likwidowanej fabryki. Zrobiłem remont pod swoje potrzeby, rozebrałem części mam na zapas do innej maszyny. A co potrzebujesz nortona?Jak widać z oryginalnej TSA zostało łoże, wrzeciennik z wrzecionem i konik. Suport jest od Lorcha dopasowany do łoża. Mam też oryginalne takie suporty Polskiej produkcji ale są gówn...
-
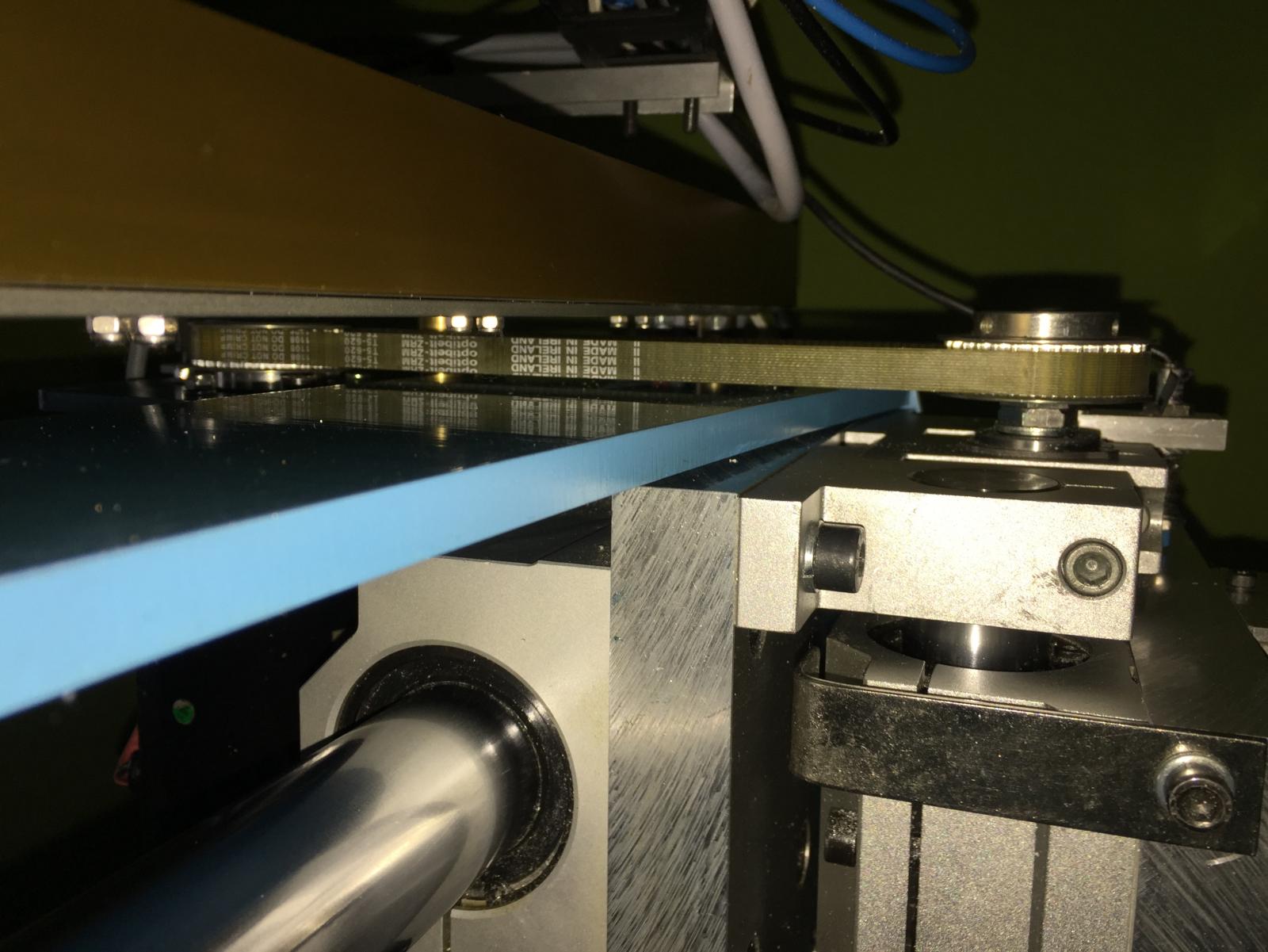
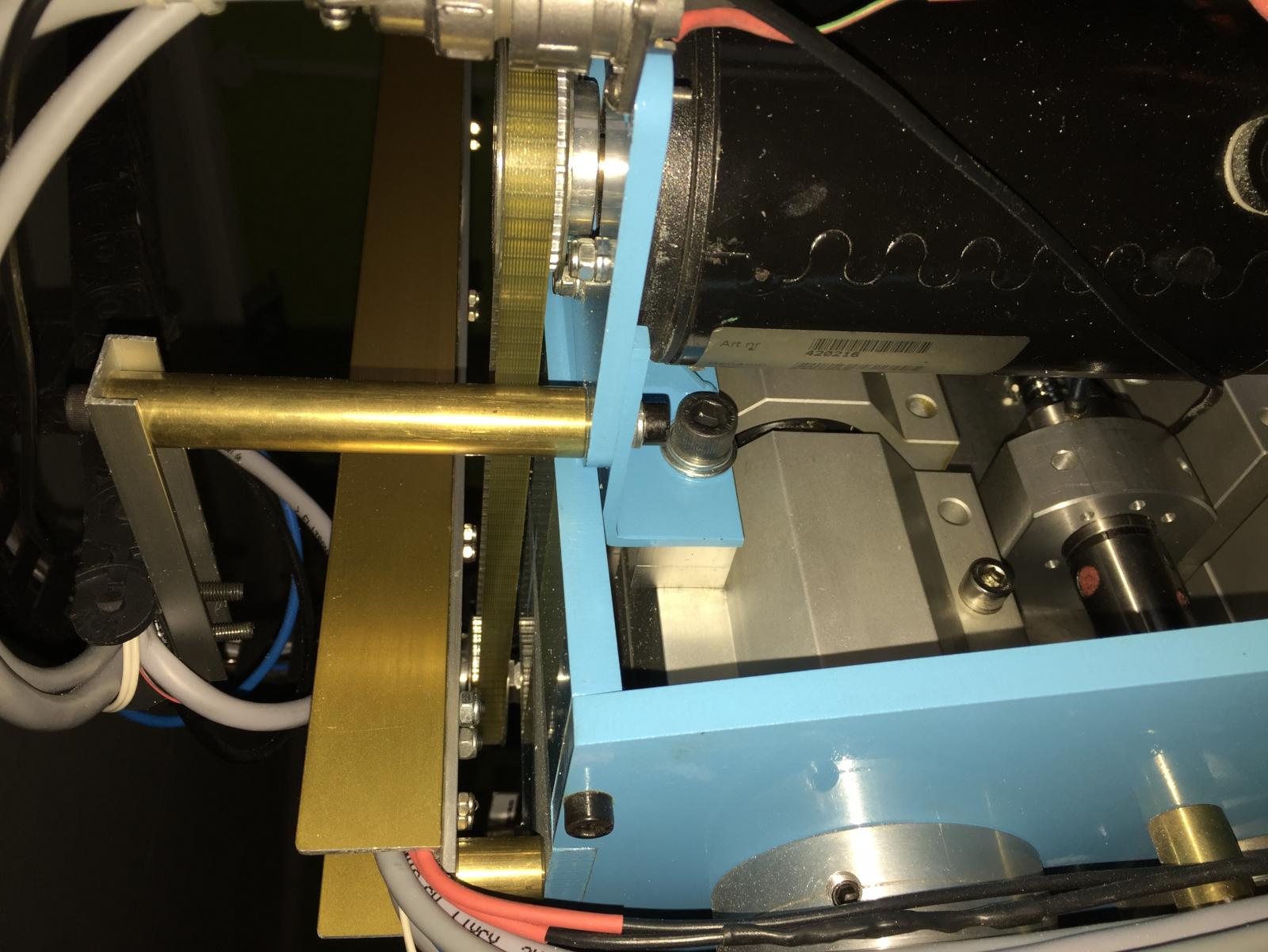
Przy zakładanym przełożeniu 1:1 ilość zębów a co za tym idzie średnica koła zębatego ( zębatki to listwy zębate ) ma wpływ na żywotność pasa i zębów . Jest takie zagadnienie jak szerokość opasania . Daj możliwie duże koła zębate i pas o podziałce T5. Mam takie rozwiązanie w swojej maszynie. Działa doskonale od kilku lat. Rozstaw osi wyliczysz z kalkulatora dostępnego w internecie . Tak to wyglada u mnie Fotki
-
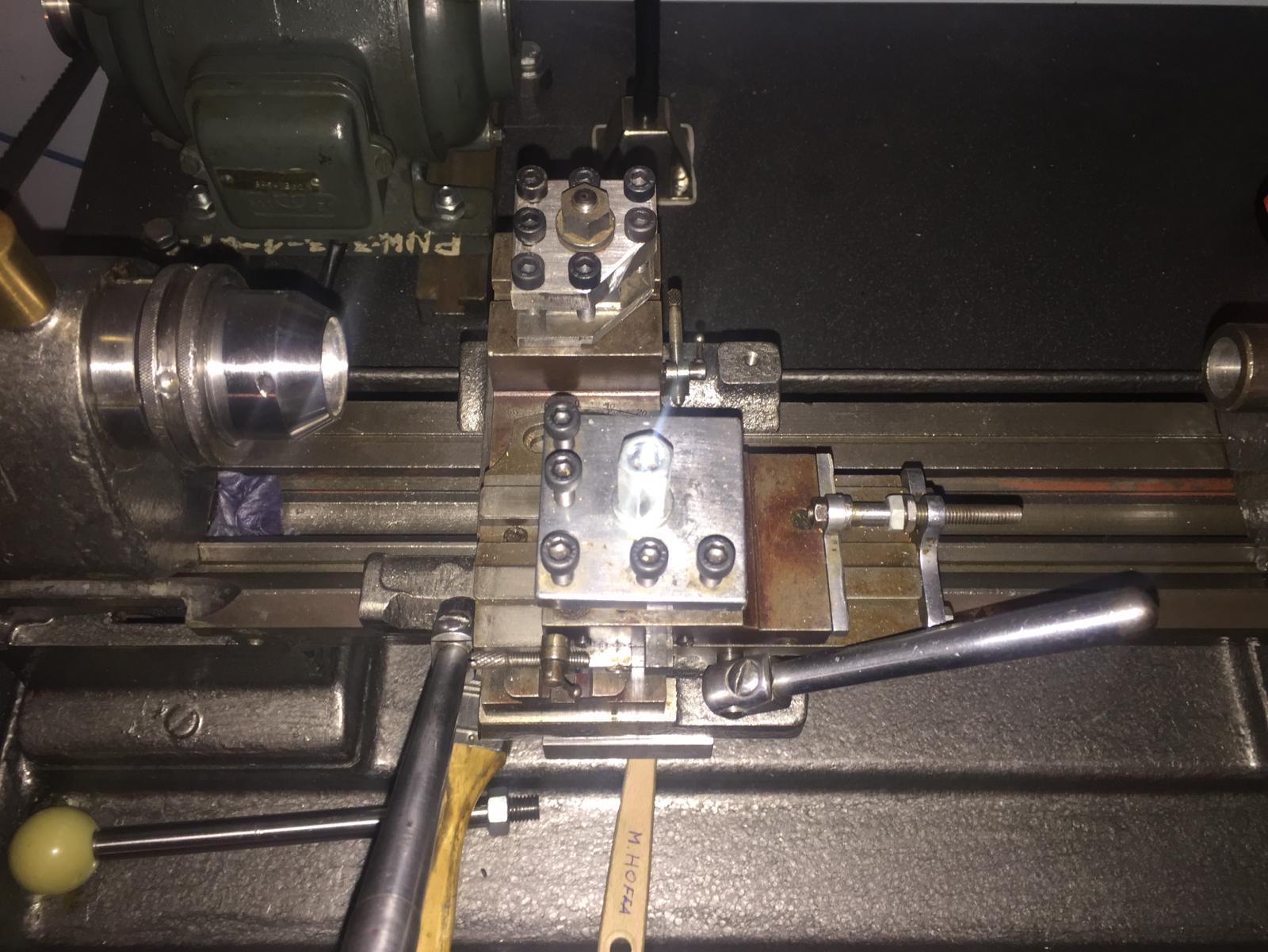
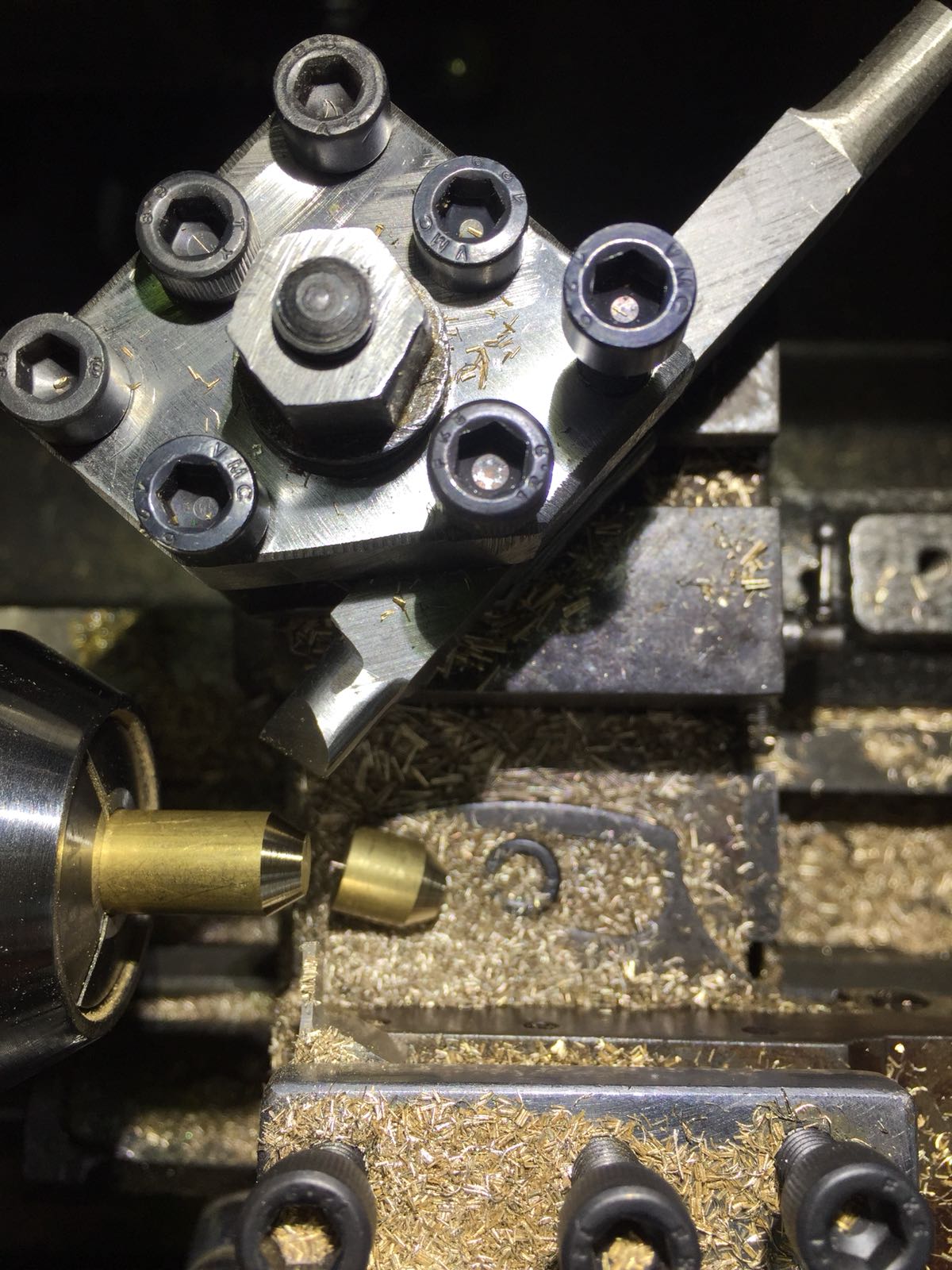
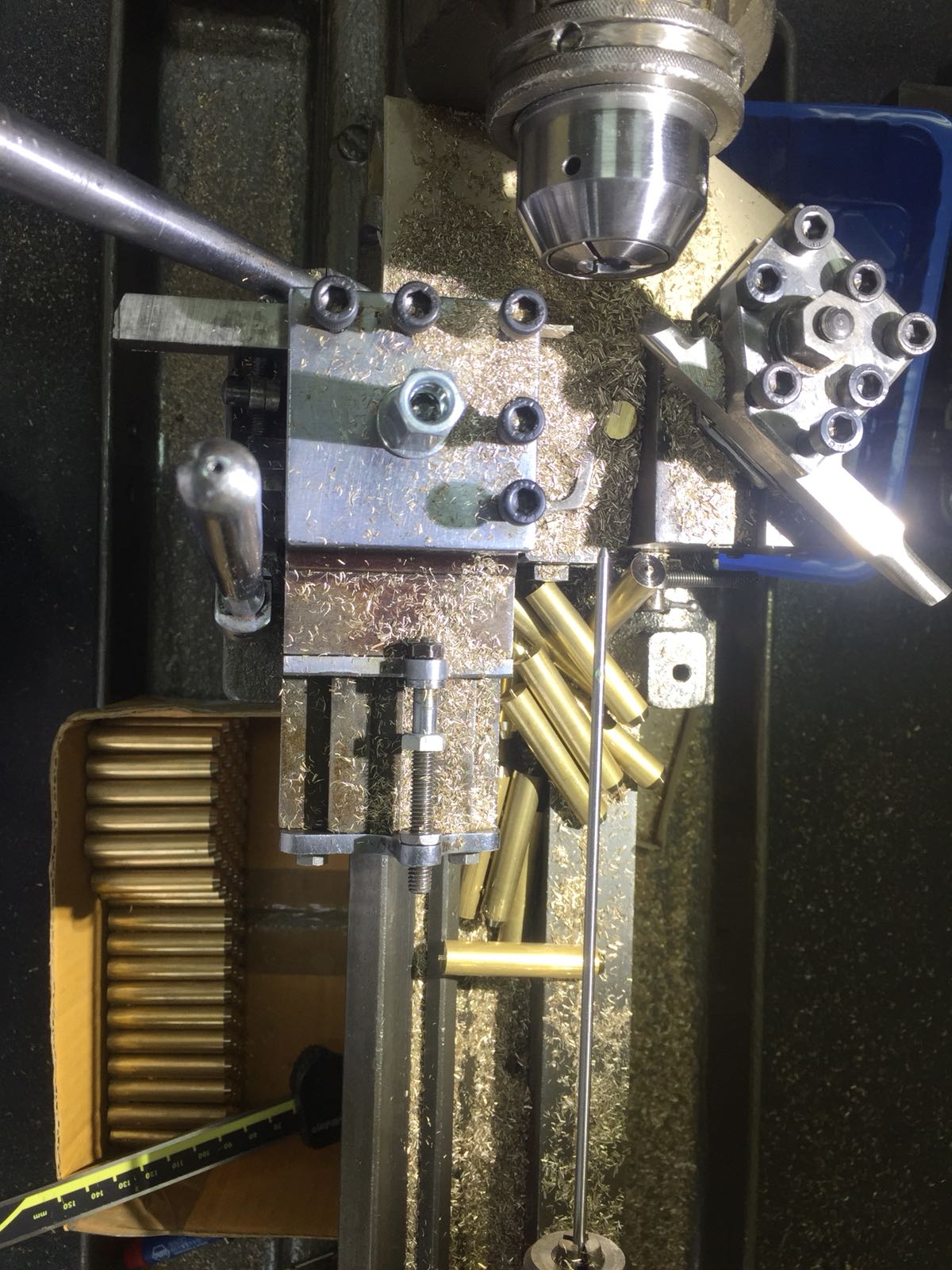
Kilka fotek Robota seryjna na dwa noże
-
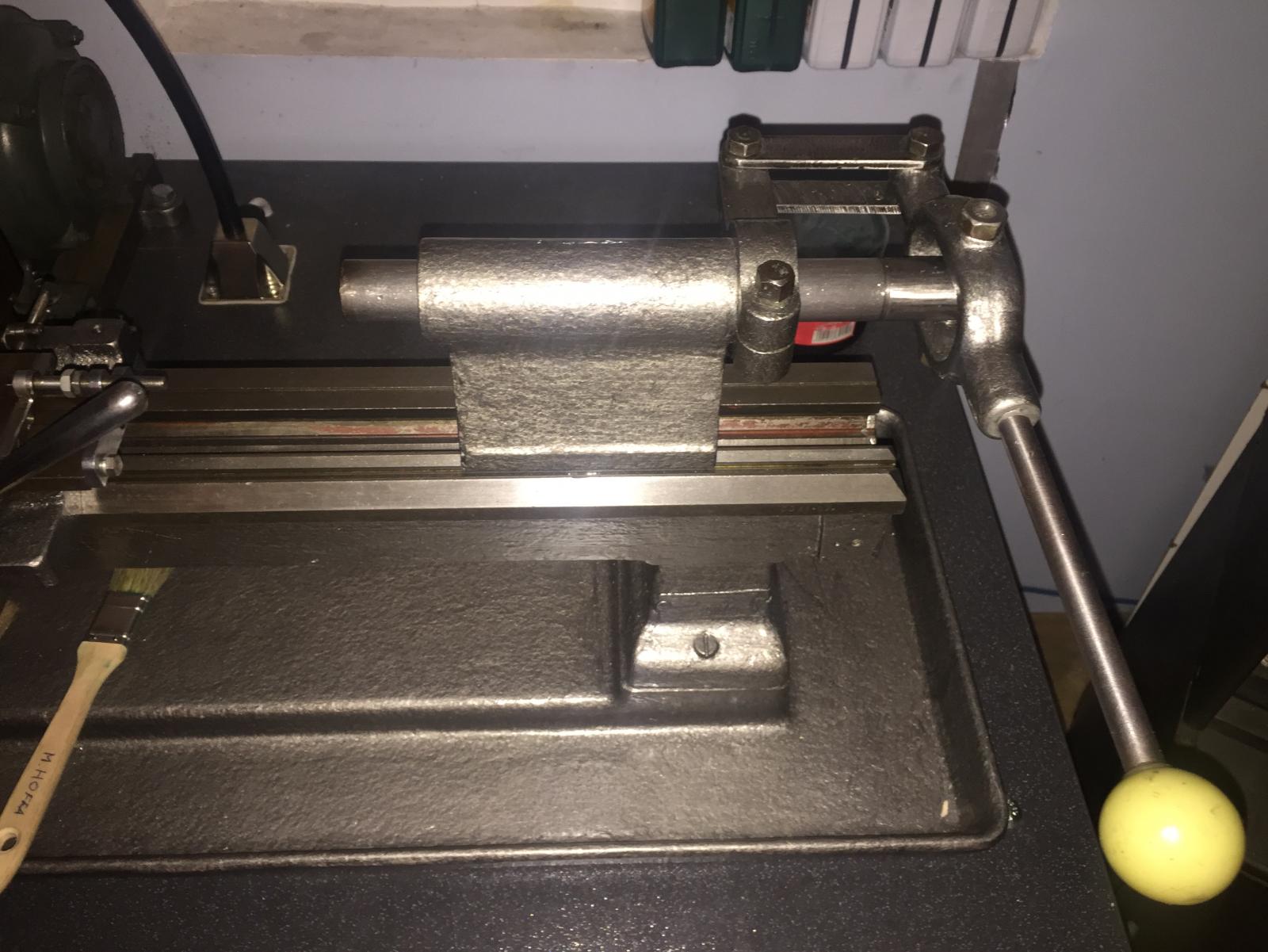
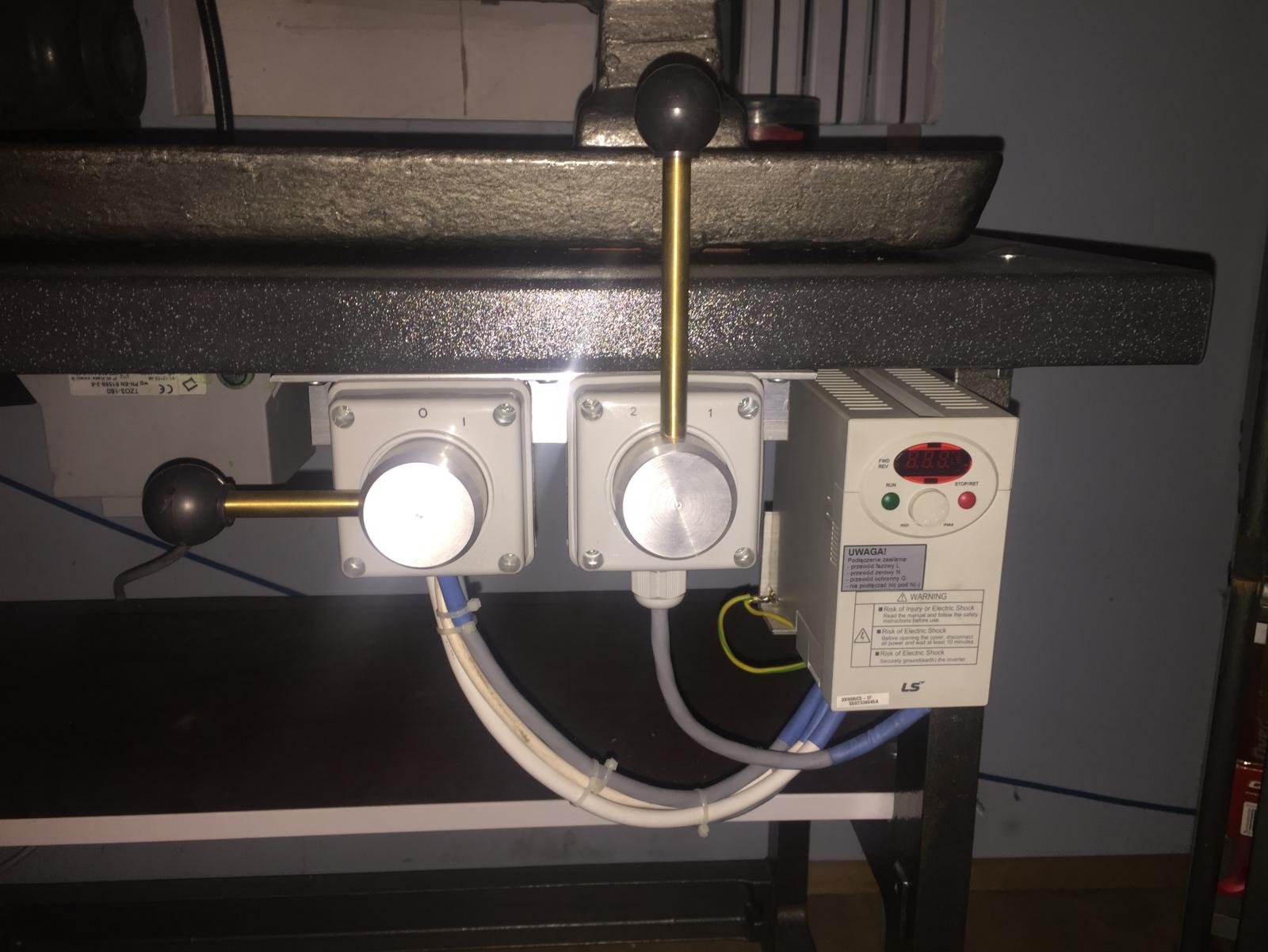
Cześć, z modyfikacji tej maszyny to jedna mam przerobiona na taki pol rewolwer do cięcia i fazowania prętów z mosiądzu . Suport jest zastąpiony supportem z posuwami w obu osiach za pomocą wajchy i listwy zębatej. Konik jest też tak zwany szybki. Przekładnia pasowa została zastąpiona przemiennikiem .
-
Janusz! Sto lat !!
-
Piper J3C konstrukcja z rurek
mike217 odpowiedział(a) na widar123 temat w Makiety F4C i Giganty F4CX
Po frekote nie musisz dawać wosku, to pewny środek. Ja używałem Frekote Wolo, 5-6 warstw normalnie polerowanych i moim zdaniem to jest bardziej pewne niż wosk, który mozna bardzo łatwo uszkodzić na formie czy kopycie. -
Replika Polskiego silniczka SiM 2b - ambitny projekt
mike217 odpowiedział(a) na Paweł Prauss temat w 2-takty
Te spieki są po prostu o wiele wiele lepsze i mniej upierdliwe w eksploatacji niż toczona buksa z B101. Ja je nasączam olejem w strzykawce . Zamykam je w strzykawce z olejem i robię podciśnienie . Widac jak powietrze z nich ucieka a w jego miejsce wchodzi olej . No ale replika to replika ..