kojani
-
Postów
947 -
Rejestracja
-
Ostatnia wizyta
-
Wygrane w rankingu
4
Treść opublikowana przez kojani
-
Chester metal Płynny metal FE1 (https://eshop.wurth.pl/Kategorie-produktow/Pynny-metal-Fe1/31113006140201.cyid/3111.cgid/pl/PL/PLN/) Kojani
-
Napęd strumieniowy
kojani odpowiedział(a) na bono2 temat w Statki , okręty, okręty podwodne , żaglowce
Dość skomplikowana, czasochłonna i chyba nie końca pewna technologia. A może frezować to bezpośrednio z tworzywa, np POM'u. Trzeba wrzucić na CNC, ale to tworzywo więc koszty nie będą astronomiczne. Kojani -
Napęd strumieniowy
kojani odpowiedział(a) na bono2 temat w Statki , okręty, okręty podwodne , żaglowce
Hmm - wg mnie musisz szukać dalej. Zwróć uwagę na (i tak bardzo skromny) opis, przeznaczony do uszczelnień olejowych! Nie podano zakresu temperatur! Nie podano prędkości obrotowej! Nie bardzo mogę namierzyć producenta. Raczej szukaj w uszczelnieniach producentów łożysk (tych bardziej znanych). Może poszukaj tutaj (z własnego doświadczenia podpowiem, że w takich nietypowych zastosowaniach warto się konsultować z działem technicznym) https://www.skf.com/group/products/industrial-seals/power-transmission-seals/radial-shaft-seals#cid-464414 Kojani -
https://www.rmf24.pl/raporty/raport-koronawirus-z-chin/komentarze-ekspertow/news-pandemia-koronawirusa-szczepionka-w-postaci-plastra-z-mikroi,nId,4417628
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
kojani odpowiedział(a) na Paweł Prauss temat w 2-takty
Hmm tak przy okazji jaką funkcjonalność ma pełnić ta sprężyna - pytam w kontekście doboru materiału i obróbki cieplnej ? -
Ok 1 godziny.
-
Np. EN 10270-1-SH lub nierdzewka EN 10270-3-1.4310. Po zwinięciu odpuszczać w temp. 250 - 350C.
-
Wszystko zależy od zastosowanego materiału.
-
Masz rację złapałem się w "ukrytą" pułapkę językową ???? Wracając do tematu - jasne, że zawias że zdjęcia tutaj się nie nada - zbyt duży kąt otwarcia. Po umieszczeniu przez Dagmarę szkiców problem wydaje trochę złożony. Tego raczej nie da się załatwić jednopunktowym, o stałej osi obrotem. Poza tym zostaje rozwiązanie napędu, będzie potrzeba dość dużego momentu. Może więc coś takiego - zwykły zawias z osią obrotu jak najbliżej dolnej wewnętrznej krawędzi drzwi umieszczony na wysuwanej prowadnicy, napęd linkowy - jak przy trapach, (możliwy do ukrycia w ścianach działowych. Wysuwamy i opuszczamy.
-
Oj tam, oj tam - po co od razu maluch - taki nie wystarczy?Czyżby ukryta kryptoreklama? Meblówki też to potrafią, tylko problem miniaturyzacji. Czyżby ukryta kryptoreklama? Meblówki też tak potrafią - tylko problem wielkości.

-
No nie do końca wyjaśnione, kształt i położenie osi obrotu ma znaczenie, nikt tu nie wymaga dokładnego modelu budowli.To wszystko jest powiązane z konstrukcją napędu: czy istnieje możliwość ukrycia napędu pod "podłogą" czy oś obrotu jest pod krzywizną ściany czy nad nią itd...
-
To o czym rozmawiamy?
-
Trzy rzuty i IZO - proszę naszkicować kształt i położenie "drzwi", oraz położenie końcowe po otwarciu. Bo inaczej dyskutujemy mocno wirtualnie Pozdrawiam Kojani
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
kojani odpowiedział(a) na Paweł Prauss temat w 2-takty
To chyba było przewidziane jako odkuwka. -
Replika Polskiego silniczka SiM 2b - ambitny projekt
kojani odpowiedział(a) na Paweł Prauss temat w 2-takty
Zawsze można to zrobić na elektrodrążarce. Kojani -
Replika Polskiego silniczka SiM 2b - ambitny projekt
kojani odpowiedział(a) na Paweł Prauss temat w 2-takty
Gleich słynie z odlewanych płyt aluminiowych gatunku G.AL. To materiał z wysokiej półki, ale w zasadzie do zastosowań specjalnych, przy okazji dość drogi. Ten materiał jest praktycznie pozbawiony naprężeń wewnętrznych, co przy prawidłowej obróbce gwarantuje stabilność wymiarową, dodatkowo drobnoziarnista struktura pozwala na precyzyjną obróbkę i dobrze się poleruje -
Replika Polskiego silniczka SiM 2b - ambitny projekt
kojani odpowiedział(a) na Paweł Prauss temat w 2-takty
..... Czemu nie bierzesz pod uwagę 7075 T6? -
Replika Polskiego silniczka SiM 2b - ambitny projekt
kojani odpowiedział(a) na Paweł Prauss temat w 2-takty
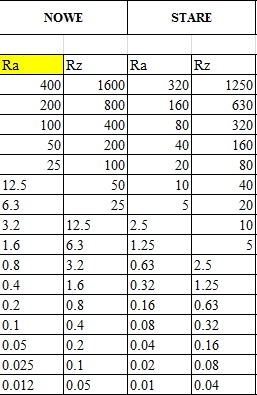
Mała uwaga porządkowa - przywołana tabela wartości chropowatości Ra korzysta z już nieaktualnych oznaczeń. Poniżej porównanie starych i nowych oznaczeń:
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
kojani odpowiedział(a) na Paweł Prauss temat w 2-takty
To chyba jakaś pomyłka z ilością zer, 4 mikrony trudno uzyskać w szlifowaniu. -
Mógłbyś wrzucić jakiś link do tych planów, bo na stronie Ziroliego nie mogę namierzyć. Pozdrawiam Kojani
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
kojani odpowiedział(a) na Paweł Prauss temat w 2-takty
Nawiązując do postu AndrzejC na temat luzów i pasowań. Zgadzając się tym co napisał, chciałbym jeszcze coś dodać. Pewnym problem technologicznym w trakcie obróbki korpusu silnika i obudowy wału korbowego będzie zapewnienie prostopadłości osi wału korbowego i tulei cylindra. Problem polega na tym, że płaszczyzny zapewniające wspólne bazowanie są bardzo wąskie. Uzyskanie prostopadłości osi wału korbowego do powierzchni bazowej (czołowa za gwintem) będzie dość trudne. Podobna sytuacja będzie w korpusie silnika, uzyskiwanie równoległości powierzchni czołowej do tulei cylindra będzie trudne. I właśnie z tym łączy się nawiązanie do postu AndrzejaC - dość duże luzy przy na panewkach korbowodu pozwalają nie tylko wyeliminować problemy związane z rozszerzalnością cieplną, ale też pozwalają na eliminacje błędów prostopadłości wału korbowego i tulei cylindrowej. Czyli tak naprawdę pozwalają na mniej dokładną (z większymi tolerancjami) obróbkę wspólnych powierzchni bazowych - co w czasach powstawania pierwowzoru nie było bez znaczenia. Kojani -
Replika Polskiego silniczka SiM 2b - ambitny projekt
kojani odpowiedział(a) na Paweł Prauss temat w 2-takty
Mariusz o tych tulejkach pisałem wcześniej, limitem jest max. prędkość ślizgowa dla PTFE ok 2,5m/s czyli ok. 6000 obr/min. Pytanie czy to Ci wystarczy? -
Replika Polskiego silniczka SiM 2b - ambitny projekt
kojani odpowiedział(a) na Paweł Prauss temat w 2-takty
Zwróć uwagę Pawle, że w trakcie montażu podgrzewamy korpus, a tuleję wciskamy zimną. W trakcie pracy wzrost temperatury tulejki i korpusu jest zbliżony, (tak naprawdę tuleje będą grzały się bardziej) i wcisk zostanie utrzymany. -
Replika Polskiego silniczka SiM 2b - ambitny projekt
kojani odpowiedział(a) na Paweł Prauss temat w 2-takty
A nie brałeś pod uwagę montażu na gorąco? Aluminium bardzo ładnie się grzeje w oleju -montaż bezproblemowy bez konieczności wciskania. -
Replika Polskiego silniczka SiM 2b - ambitny projekt
kojani odpowiedział(a) na Paweł Prauss temat w 2-takty
Mariusz pasowania H7/n6 to dość duży wcisk, możesz mieć dużą zmianę średnicy wewnętrznej tulejki lub może nie wytrzymać odlew. Nie wiem jaką technologię montażu założyłeś, ale przy tak dobranym pasowaniu raczej nie obędzie się bez rozwiercania otworu wewnętrznego.