f2cmariusz
-
Postów
786 -
Rejestracja
-
Ostatnia wizyta
-
Wygrane w rankingu
50
Treść opublikowana przez f2cmariusz
-
najczystsza postać do powielenia z wykorzystaniem elementów SiM-2b. Ale po kolei...
-
znalezione w sieci. Opis fotografii po rosyjsku wiele wyjaśnia:

-

Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
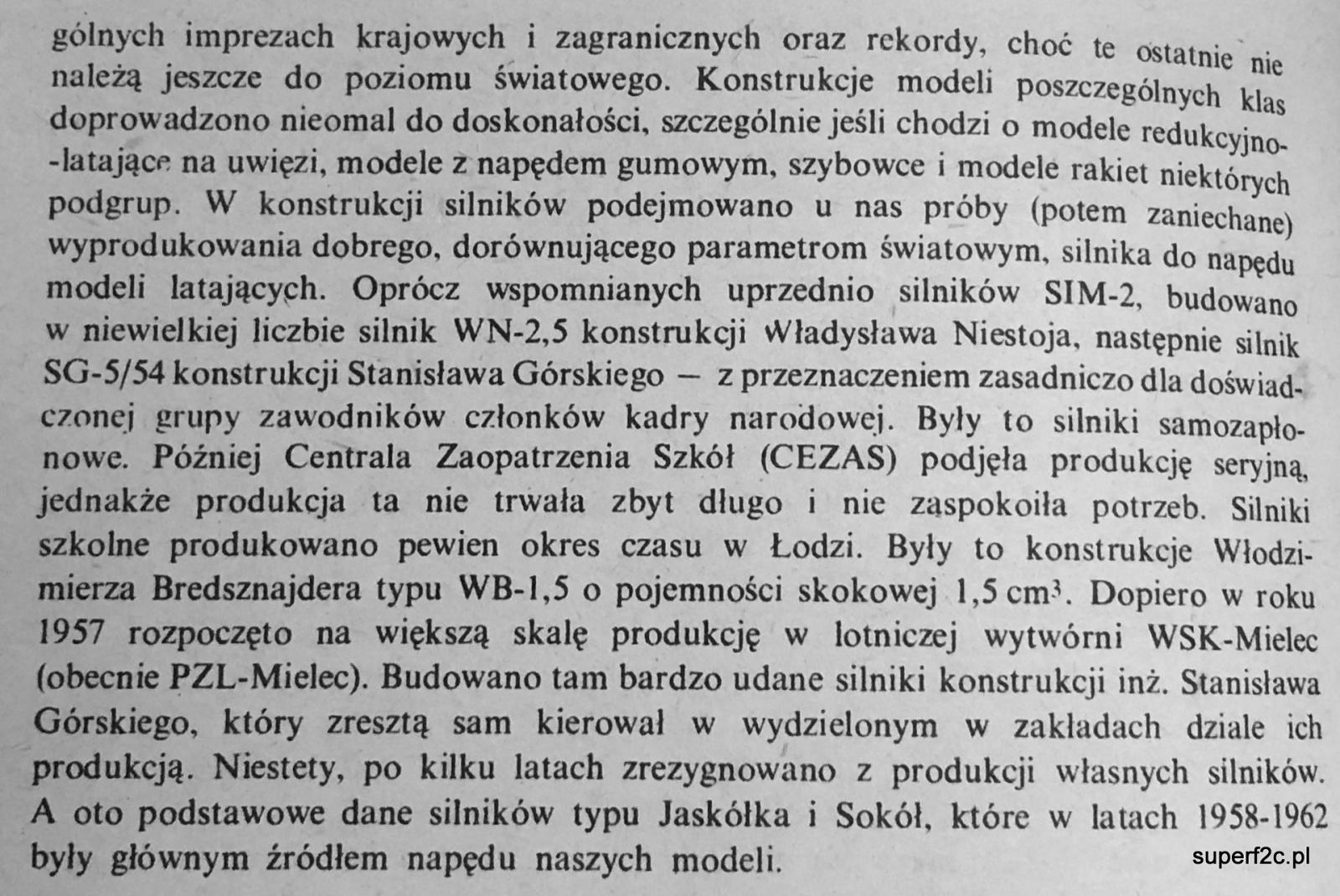
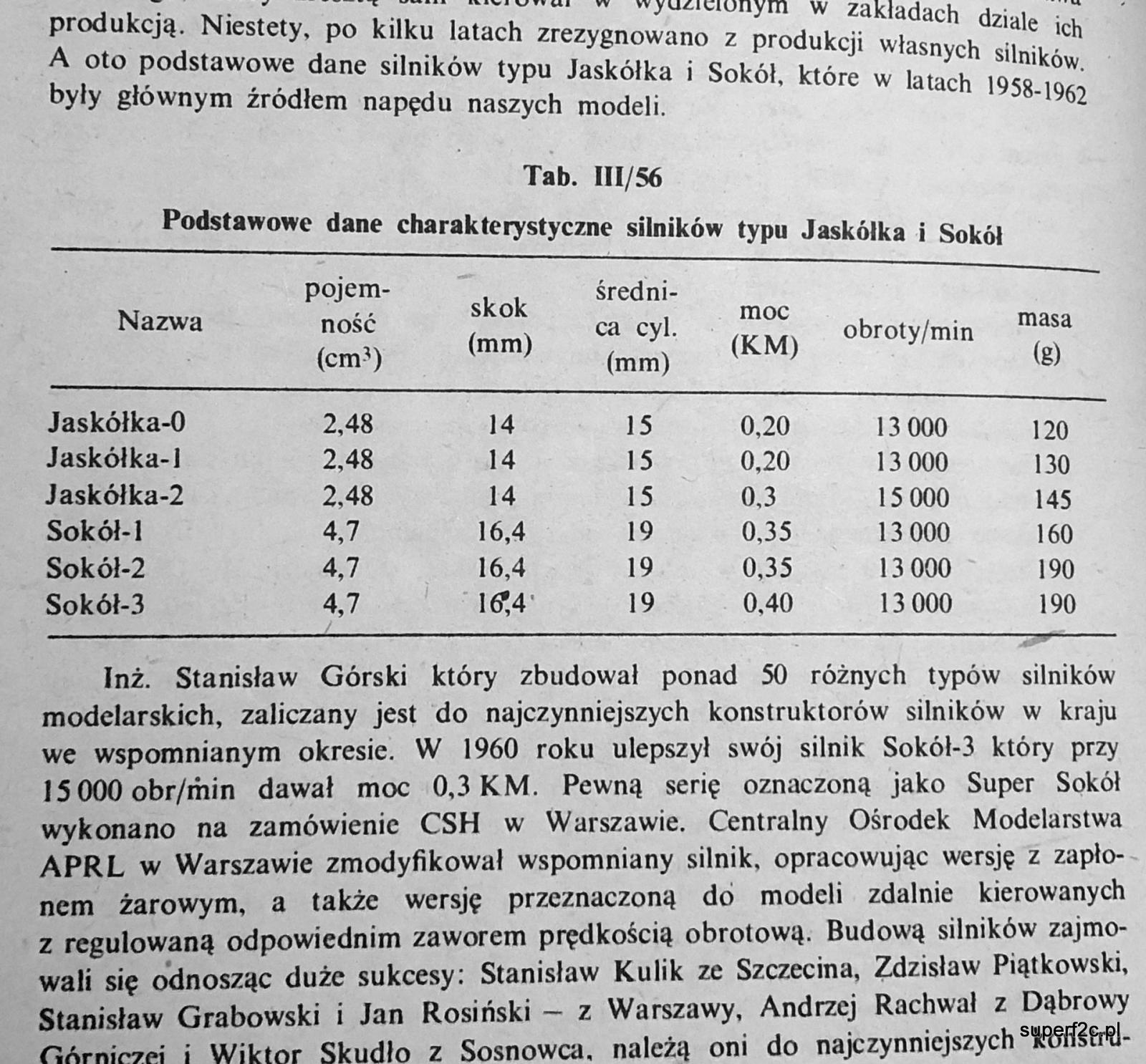
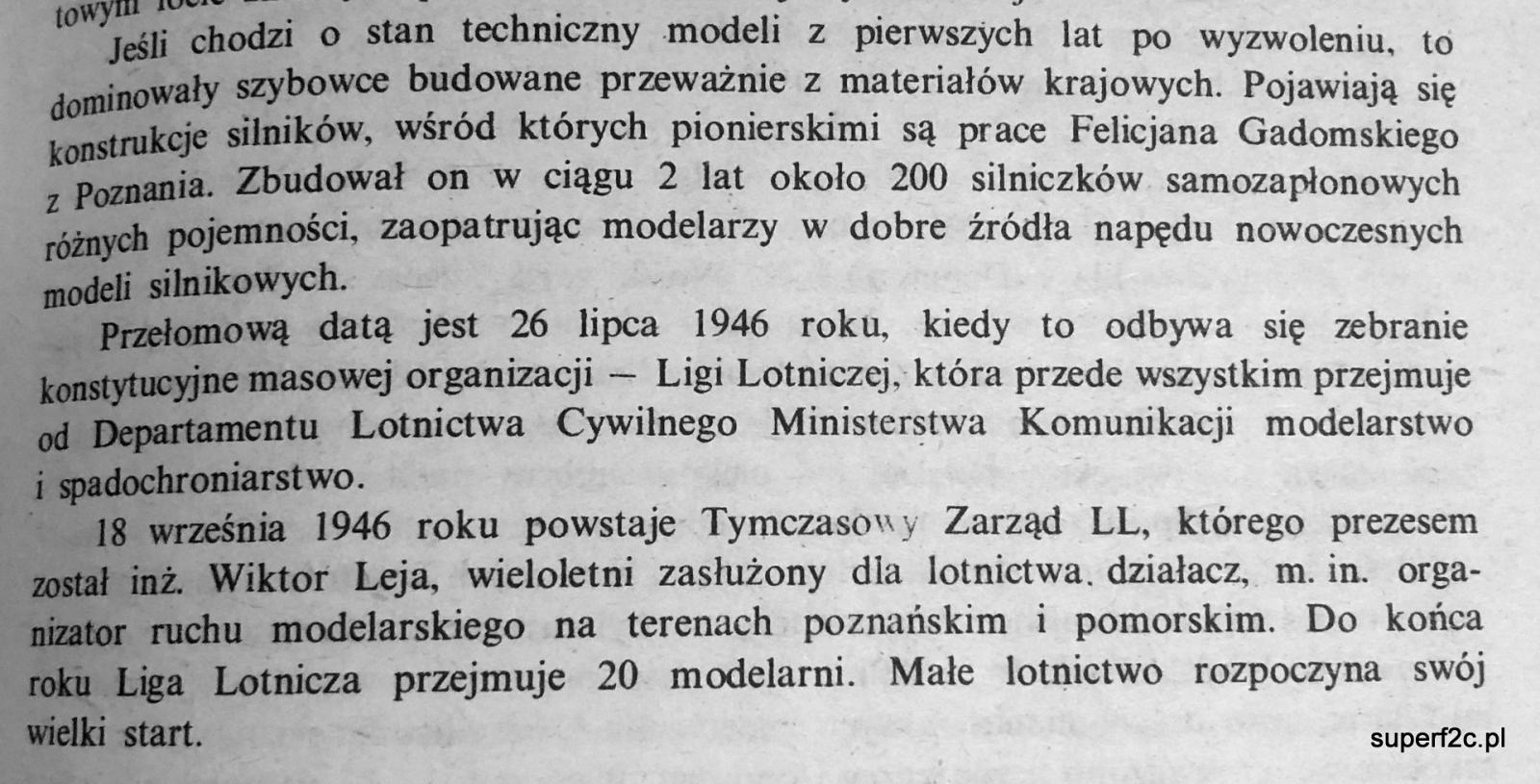
znalezione w domu wydawnictwo Krajowej Agencji Wydawniczej z 1987 roku. Praca zbiorowa zawiera:
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
https://youtu.be/wozDnb54Ffs G-cody z ręki i działa. Ale ma działać z Fusion360 !!! -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
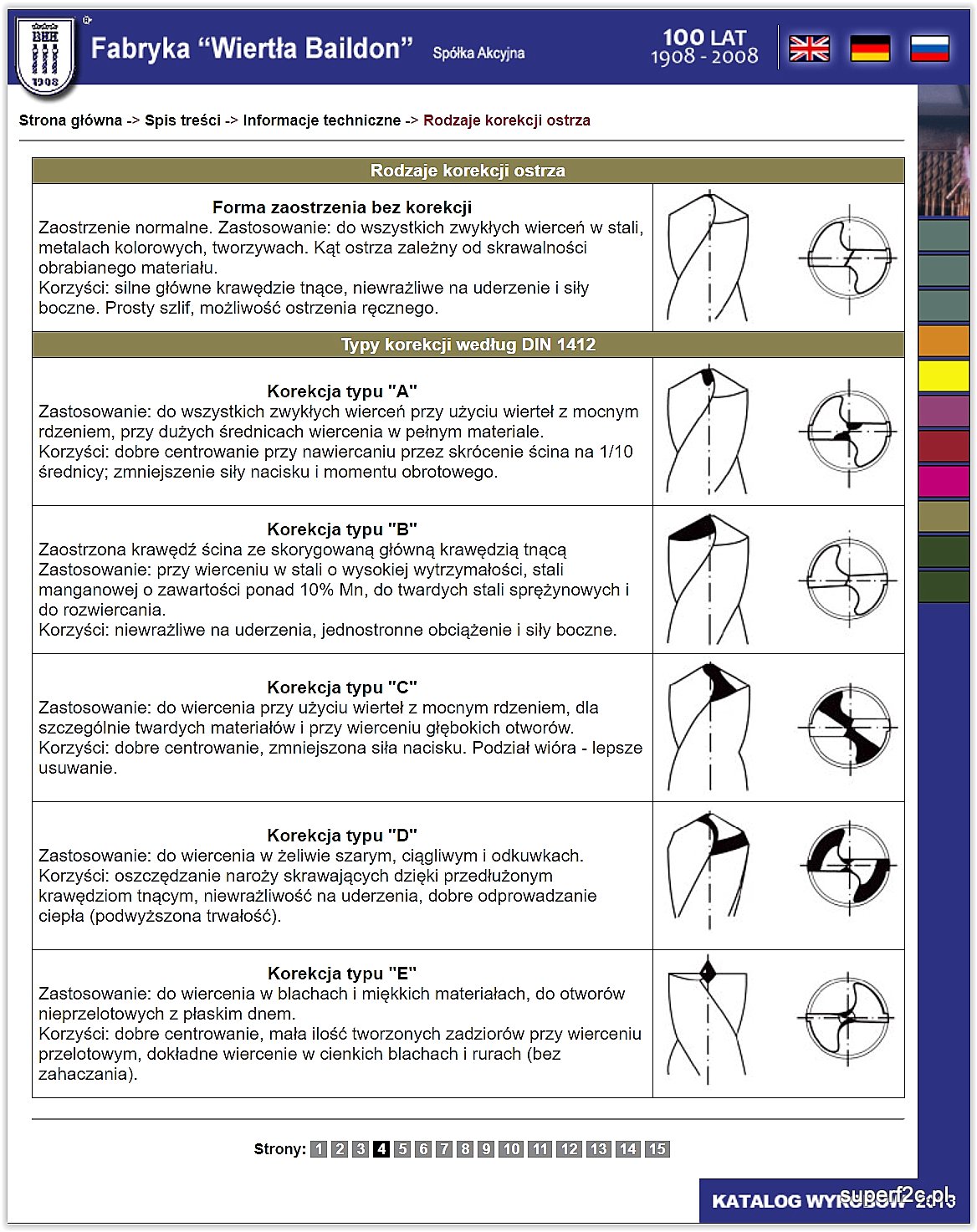
dla mnie dalej sprawa jest oczywista. łamacz wióra/rowek tylko w przypadku długich skórowań gdy po prostu inaczej się nie da. Długich to takich że w przypadku zastosowania prostego noża robi się niebezpiecznie z prostym wiórem wijącym się w nieprzewidywalny sposób ale wiadomym że skończy się wszystko na owiniętym wiórami wrzecionie.. Sprawa prosta i dla mnie bezdyskusyjna. w innych prostych przejazdach podczas toczenia gdzie idzie ogarnąć prosty wiór tylko ostrzenie proste noża tokarskiego.Głownie ze względów oszczędnościowych czyli długowieczności życia narzędzia. preferuję u siebie noże z płytkami o oznaczeniu H10. Używam także o oznaczeniu P20, K20. Noże z płytkami S30 omijam bo szkoda czasu na prze-ostrzenie nowego noża jak po chwili obróbki jest już starty w miejscu skrawania... Co do ścinu: jasno i konkretnie dawno to fabryka z Żelaznej zdefiniowała. Kiedyś stały bywalec tego firmowego sklepu w drodze z towarem do Wesołego Miasteczka w Chorzowie...
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
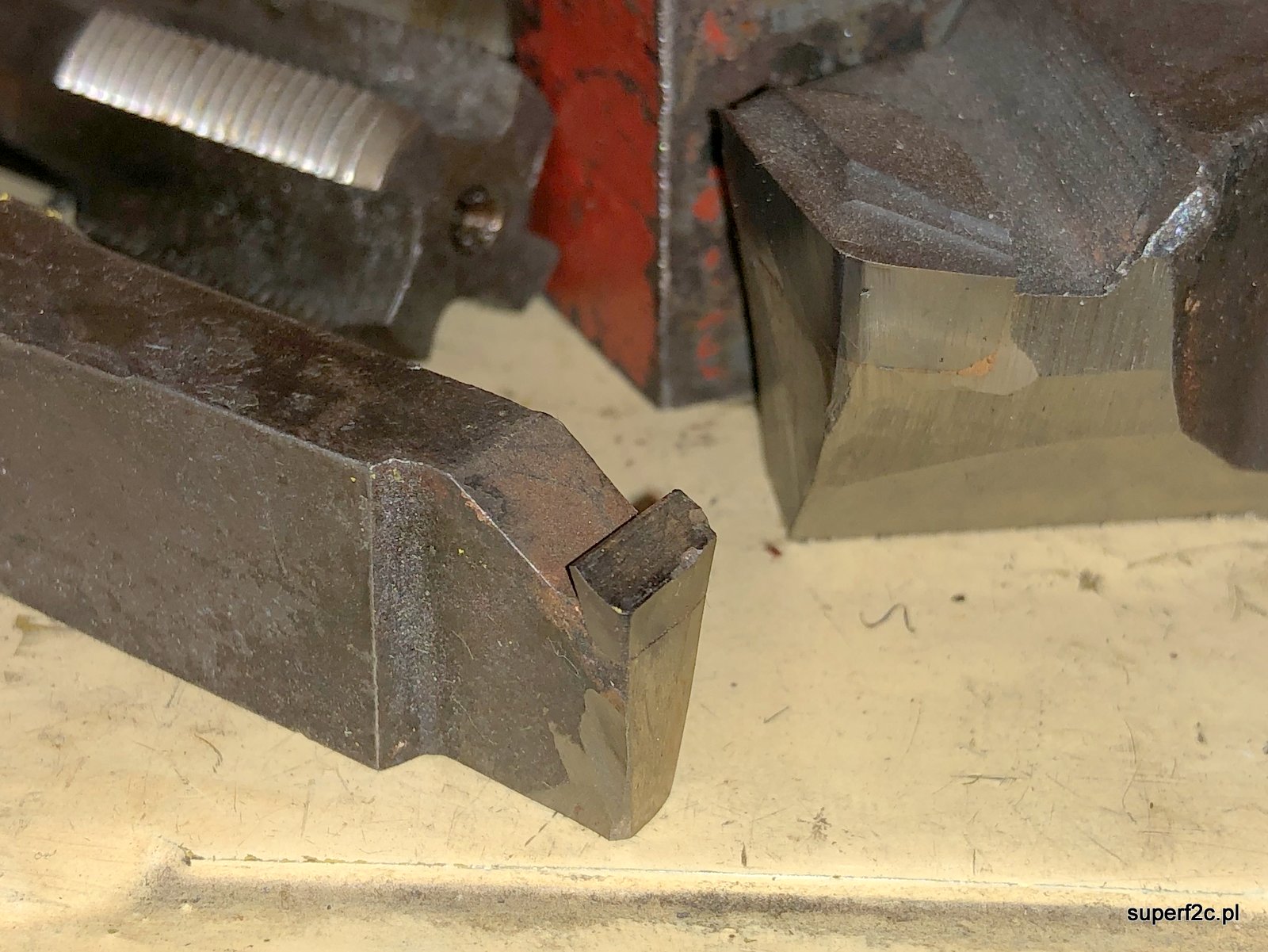
niestety osobiście nie jestem zwolennikiem robienia tego typu ostrzenia gdzie występuje sugerowany promień. Zdecydowanie każde ostrzenie noża tokarskiego w moim wykonaniu to zdecydowie trzy płaszczyzny i ostre do końca czyli samego czubka. Oczywiście nie ma samego ostrego ostrza tylko jest stosowna malutka faza. z tego typu ostrzeniem spotykam się tyle razy ile biorę następny nóż z szafki narzędziowej stojącej przy tokarkach. Naprawdę nie wiem co mam z tego typu "ogryzkami" zrobić. A szafka jest pełna tego typu pozostałości. Oczywiście wiór się kręci, łatwo się łamią na krótkie kawałki i spadają do wanny. Przy moim typie ostrzenia dużo więcej zachodu bo powstają wstęgi proste wióra i łatwo może to wszystko zabrać wrzeciono. Wyłączam maszynę i pogrzebaczem plus cęgi boczne i walczę tnąc długie wióry co do wanny nie wpadają. Zapewniam że jak mam większą czy grubszą pracę to robię promień czy wręcz noża z płytką użyję gdzie jest i promień i łamacz wióra. W nożykach małych czyli trzonek 12 x 12 tylko na prosto ostrzę bez sugerowanego promienia za to z malutką fazą co by ostrze było troszeczkę żywotne. Wszystko zależy od typu obróbki ale to już osobne zagadnienia na osobny, następny temat. Także na tym forum uruchomionym. Ja ze swojej strony dodam parę zdjęć moich tarcz szlifierskich... odkąd nie pracuje tokarz co robił promienie na nożach ja mam tarcze szlifierskie gdzie bez problemu mogę na wiertle zmniejszyć ścin
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
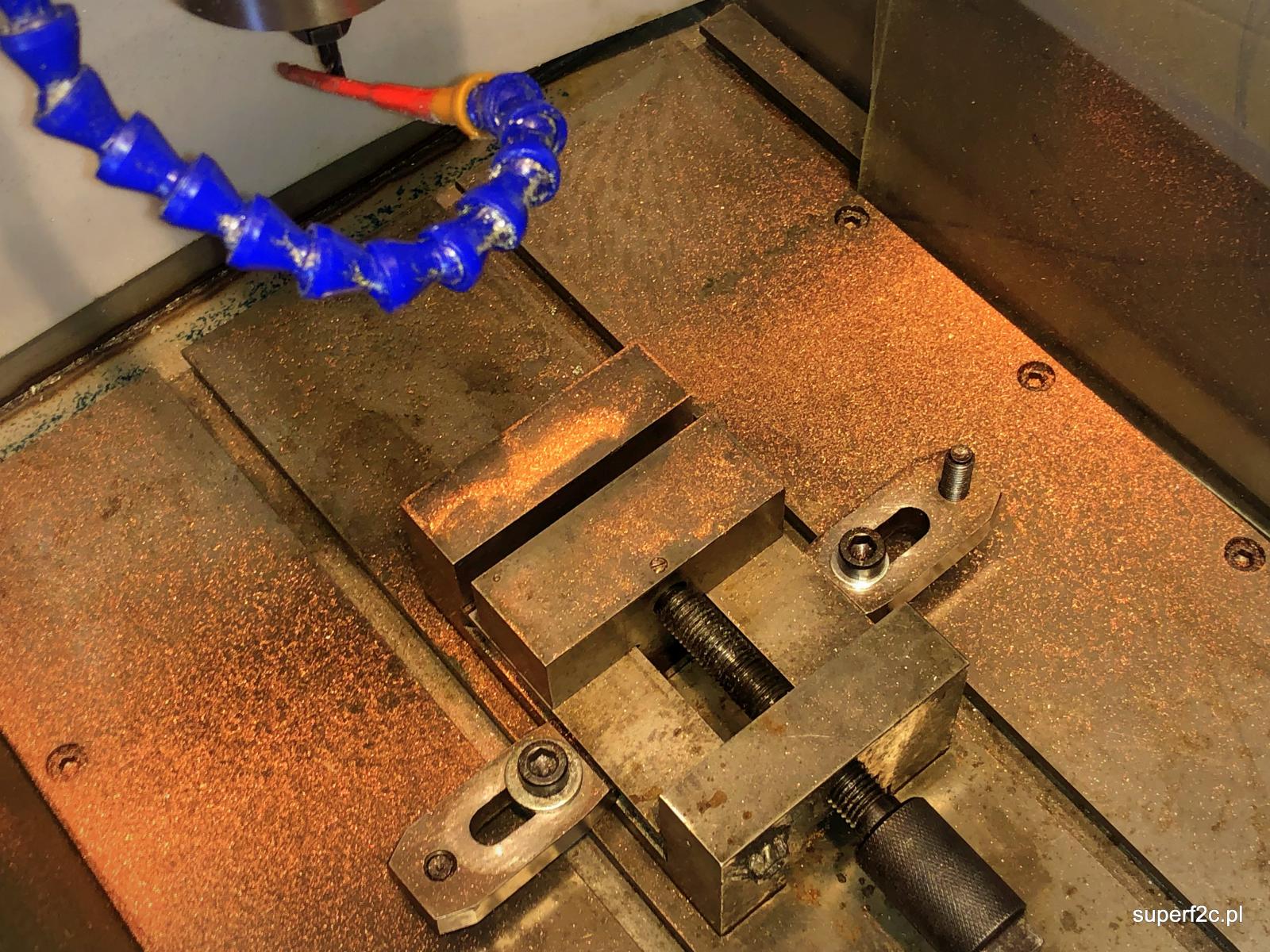
imak uzbrojony. Każdy nóż z programu zawartego w Mach3 funkcjonuje i ogarniam jeśli chodzi o uzyskanie właściwego wymiaru. Pozostała tylko "drobna" kwestia ustawić zmieniacz narzędzia... W Mach3 a do celowo w Fusion360... Najważniejsze na tą chwilę to wykonać elektrody z miedzi co by dokończyć gniazdo silnika w kokili do odlania karteru SiM 2b. I to się w tym miesiącu już dzieje !!!
-
spotkanie z Panem Jackiem zaowocowało tymi fotografiami: komentarz z mojej strony chyba zbędny jeśli chodzi o rozwój konstrukcji w następnym modelu...
-
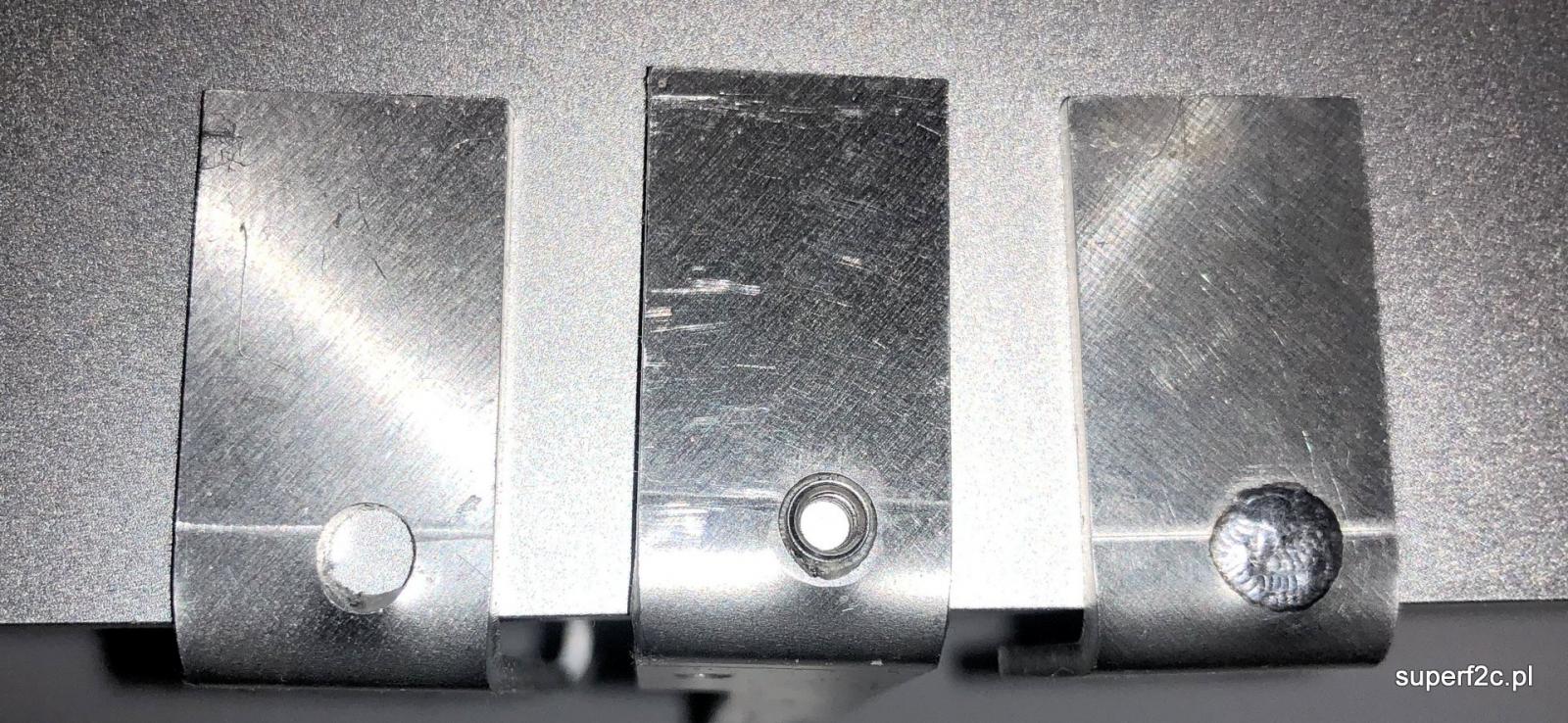
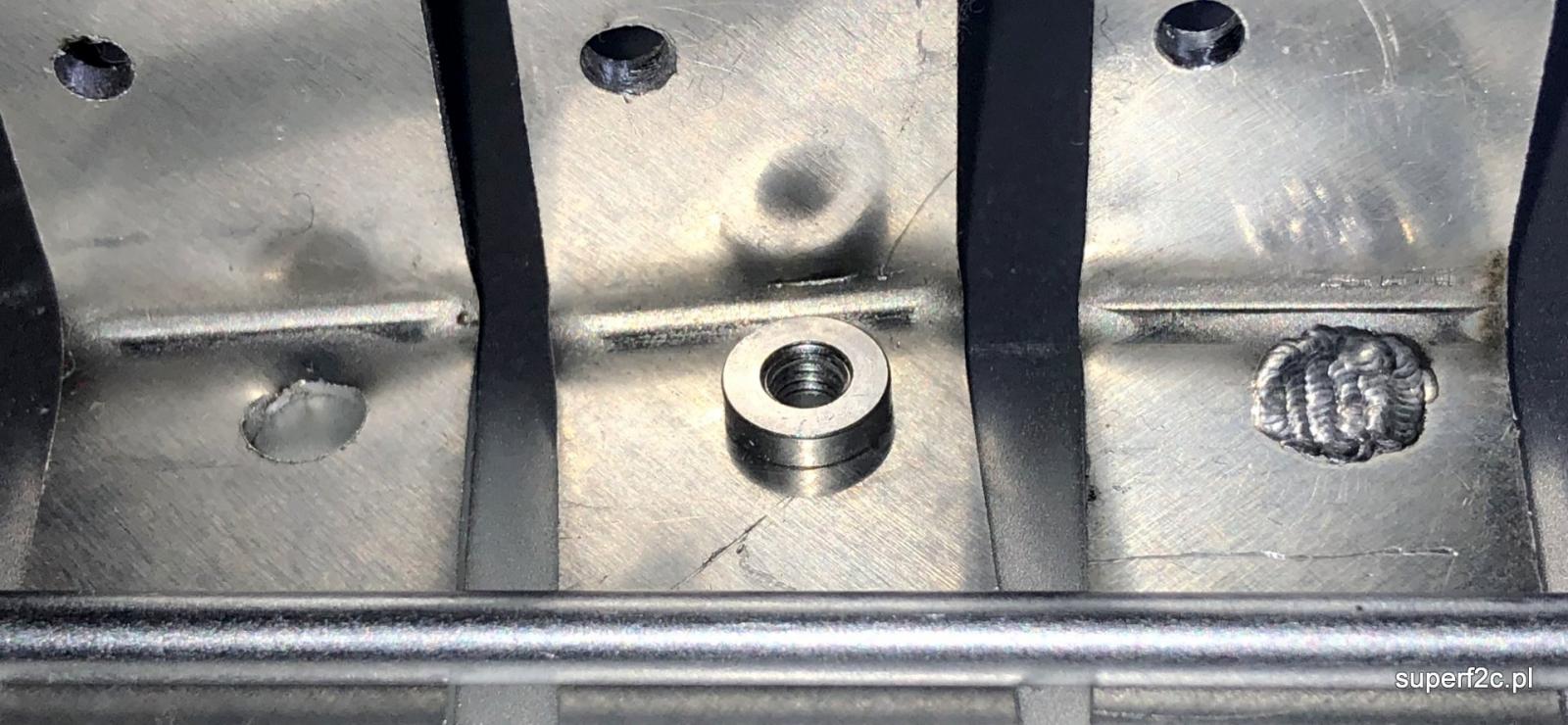
zaletą spawania laserowego jest między innymi mała szerokość strefy wpływu ciepła. na zamieszczonej fotografii wyraźnie widać ślady po spawaniu i przy szerokości około 6 mm szerokości spoiny ja widzę 5 śladów. Oddziaływanie temperatury na spawany detal jest niskie. A i precyzja spawania do milimetra. Naprawiam formy wtryskowe stalowe jak i aluminiowe od kilkunastu lat i coraz bardziej precyzyjniej mam napawane oddawane elementy. Do tego stopnia że czasami nie mam co robić. Każdą spawarkę raczej bym nie użył bo mam dostęp do TIG-a I MIG-a i tam wykorzystanie łuku elektrycznego prądu między elektrodą wolframową zataczaną przeze mnie do małej średnicy a stopem zrobiła by spustoszenie w odróżnieniu od lasera. I tu masz rację bo każde spawanie wymaga wstępnego przygotowania. Tylko że w tym konkretnym przypadku to ja bym się usunięciem tlenków z powierzchni nie przejmował. Same znikną podczas fazowania krawędzi. A raczej prawidłowym ustawieniem detalów co by zachować ciągłość w środku gwintu. No i to jak ukosować pod przyszłą spoinę krawędzie łączonych elementów. A to już typowa wiedza i doświadczenia spawacza jest niezbędne...
-
doświadczony spawacz laserowy posługujący się perfekcyjnie swoim urządzeniem bez problemu zapewni powrót silnika do świata żywych. Na trzecim detalu widać doskonale ślady nakładania materiału Al w otworze o średnicy około 4,2 mm.
-
ja pamiętam Jurka akurat z nieistniejącego dzisiaj lotniska na Gocławiu gdzie puszczał silnikówkę F1C oraz z nie istniącego ogrodzonego terenu asfaltowego będącego na co dzień placem manewrowym LOK na Kępie Potockiej gdzie pomagałem mu wypuszczać symetryczną prędkościówkę drewnianą F2A.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
Tak to jest dla mnie spór o pietruszkę bo nie po to jest karoseria piaskowana aby nałożyć twardy nierozpuszczalny związek powstały po działaniu Cortaninu. Ponownie bym musiał czyścić do żywego: -aby było przewodnictwo elektryczne w przypadku spawania elektrycznego -aby była zwilżalność powierzchni w przypadku lutowania twardego czy miękkiego... Po prostu. Po kolei. Po skończonych pracach blacharskich na pewno dalsze zabezpieczenia będą wprowadzone. -
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
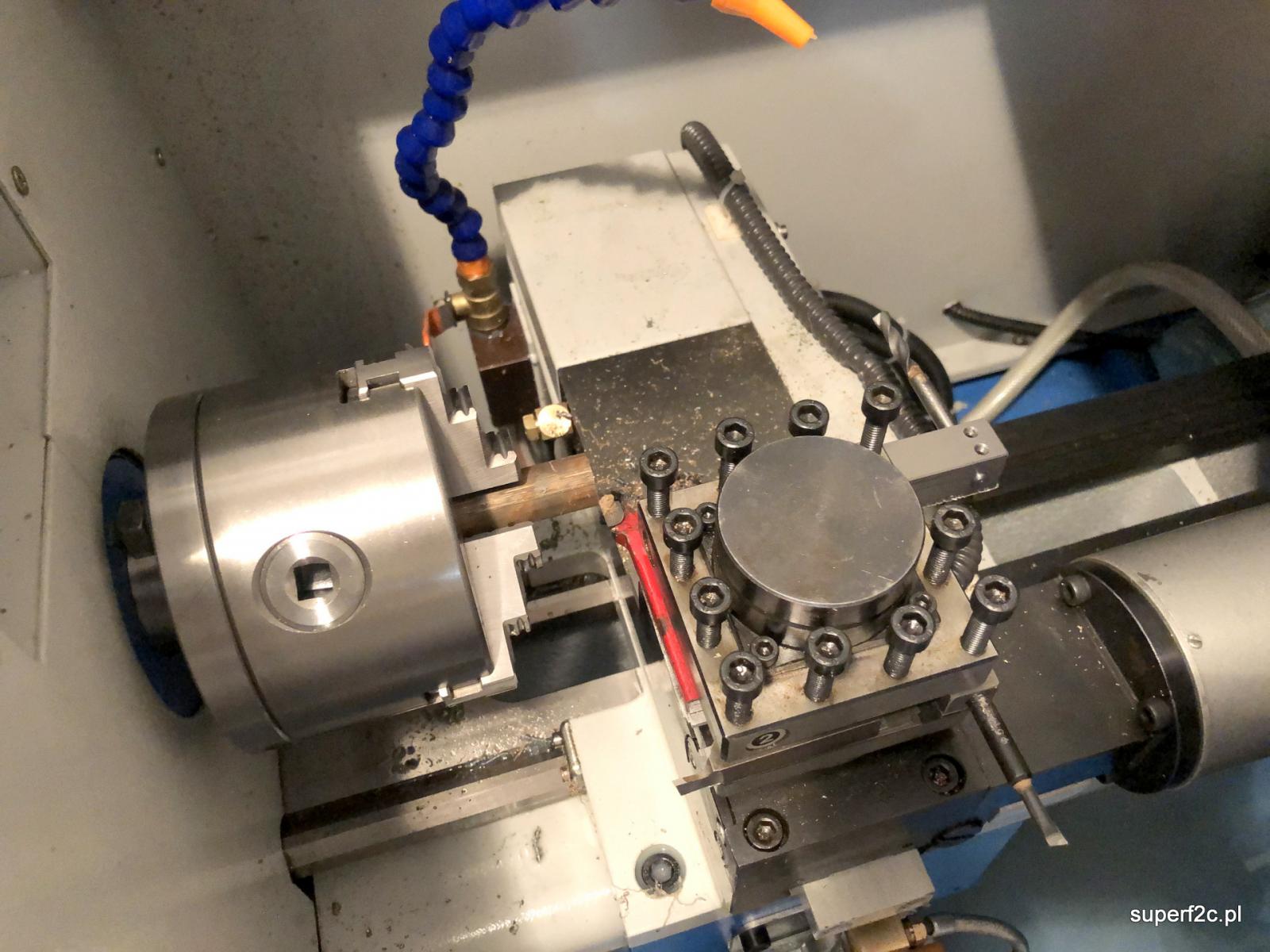
to jeszcze w tematyce wokół SiM 2b. Choć w tym przypadku jak mnie pytał Paweł na temat uzupełnienia konsolki jednego z wielu w Jego kolekcji. Spawanie laserowe AL. wycinanie laserowe i krępowanie na przyrządach spowodowało przesunięcie otworu pod nakrętkę wciskaną stalową M3 . Zaspawałem i ponownie wykonałem otwór już we właściwym miejscu. ten sposób uzupełnienia ubytków w aluminium mogę śmiało polecić ze względu na precyzję odbudowy brakującego metalu nie niszczącego wszystkiego wokół. Co do minii ołowianej to mam sygnał że zastąpili ją dawno minią żelazną też czerwoną. I to mnie zmyliło. Tak robi ten zakład piaskarski. CORTANIN F stosuje od dawna jak mam po prostu uzupełnić laminatem brakujący element karoserii. Odlewam do naczynia po jogurcie w ilości do jednorazowego zużycia. Jak zabraknie dolewam. A jak zostanie to wyrzucam. Ale sobie nie wyobrażam obróbki blacharskiej ogniowej gdy jeden z elementów jest zabezpieczony Cortaninem czyli na wierzchu jest fosforan żelaza. Coś co z mojego doświadczenia przeszkadza choć by przewodzeniu prądu. Brak masy. Zresztą aby powstał fosforan żelaza to musi być tlenek żelaza a nie czyste wypiaskowane gołe żelazo (stop żelaza z węglem) bo taka jest zasada działania taniny znajdującej się w Cortaninie F. Preparat reaktywny musi przereagować z tlenkiem żelaza a nie z czystym wypiaskowanym Fe. Długo by dyskutować... Ale dziękuję za konkretny głos w dyskusji bo to tylko służy poszerzaniu wiedzy jak widać na różne tematy. Borsztanga w moim wypadku wyprostowała otwór po wiertle fi10,5 mm. I oczywiście na różne sposoby można wykonać tego typu przyrząd. U mnie na tokarce TOS 18sv po ustawieniu w 150 milimetrowej długości otworze kilkanaście przejść pozwoliło wyprostować oś otworu do fi11,2 mm. Po wierzchu ta tulejka spychająca do formy wtryskowej ma średnicę 13h6 mm. A materiał na tą tulejkę to ten sam co na wały korbowe 38HMJ obrobiony cieplnie do 40 HRC tylko średnicy 20 mm. Osiowość tulejki jest niezbędna aby podczas azotowania materiał się nie pokrzywił.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
są także wały korbowe. Wymagające jeszcze przed samym azotowaniem wypolerowania miejsc współpracujących z panewkami. wrócił cały SAAB 96 z piaskowania karoserii. Na tej fotografii fragment podłogi. Sito... Całość zabezpieczona minią. Czyli zabezpiecza gołą blachę po piaskowaniu przed korozją. Farba miniowa - antykorozyjny podkład pod następną warstwę farby powierzchniowej. A sama minia to wymieszana na wiertarce czerwony tlenek ołowiu plus pokost lniany. Utlenia powierzchniowo z wytworzeniem cienkiej warstwy tlenków żelaza. Czysta postać pasywacji. I jak każdy związek ołowiu to trucizna... tak zwana bor-sztanga czyli na końcu ponad 150 milimetrowej sztycy zamocowany nożyk z SW18 w celi wykonania otworu(wyluzowanie fi10H7) w długim pręcie. Osiowo. Bo niestety po wierceniu dwustronnym otwory troszeczkę się mijały.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
Część elementów silnika SiM 2b jest już gotowych. I tak jak w oryginale bez jakiejkolwiek dalszej obróbki chemicznej. Leży i czeka na resztę elementów. Pomysł na upamiętnienie siedemdziesięciolecia powstania silnika to stosowny napis plus kolorowa albo bezbarwna eloksalacja. (eloksalacja, od elektrolityczna oksydacja aluminium)czy jak kto woli anodowania. Głównie w celu zwiększenia twardości i odporności na korozję czy przypadkowe otarcia. chyba przed tego typu ingerencją to anodowanie nie zabezpieczy. ale używam od 2013 roku laptopa z aluminium anodowanego. Mysz czy inne elementy szurają a powierzchnia dalej ładna, nie porysowana. przykładowe dostępne kolory o oznaczonym symbolu i powtarzalnych odcieniach: i najważniejsze. Obróbka chemiczna blaszki z Al o wymiarze najdłuższym 60 mm kosztuje 80 groszy za sztukę przy umiarkowanej serii.
-
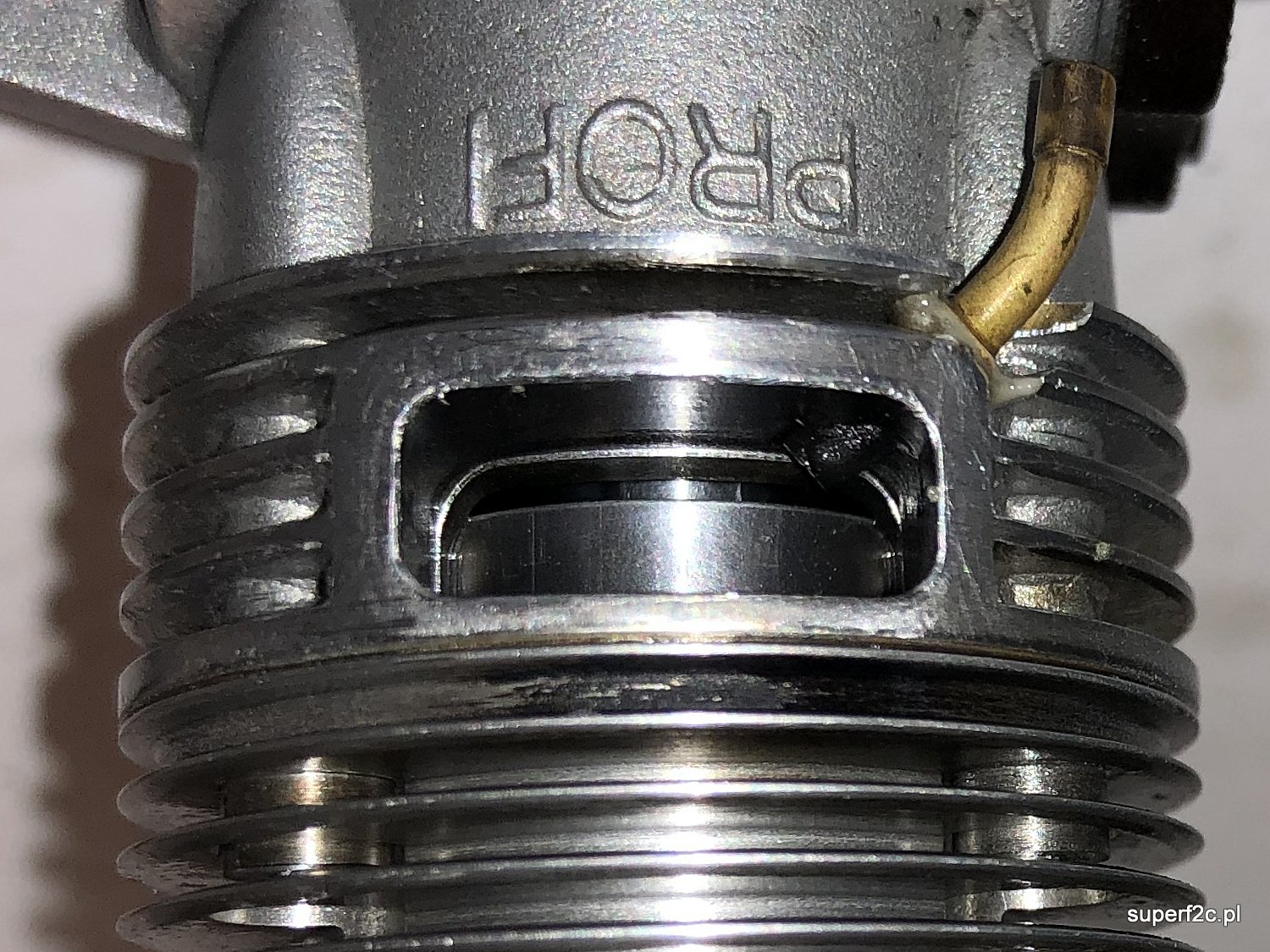
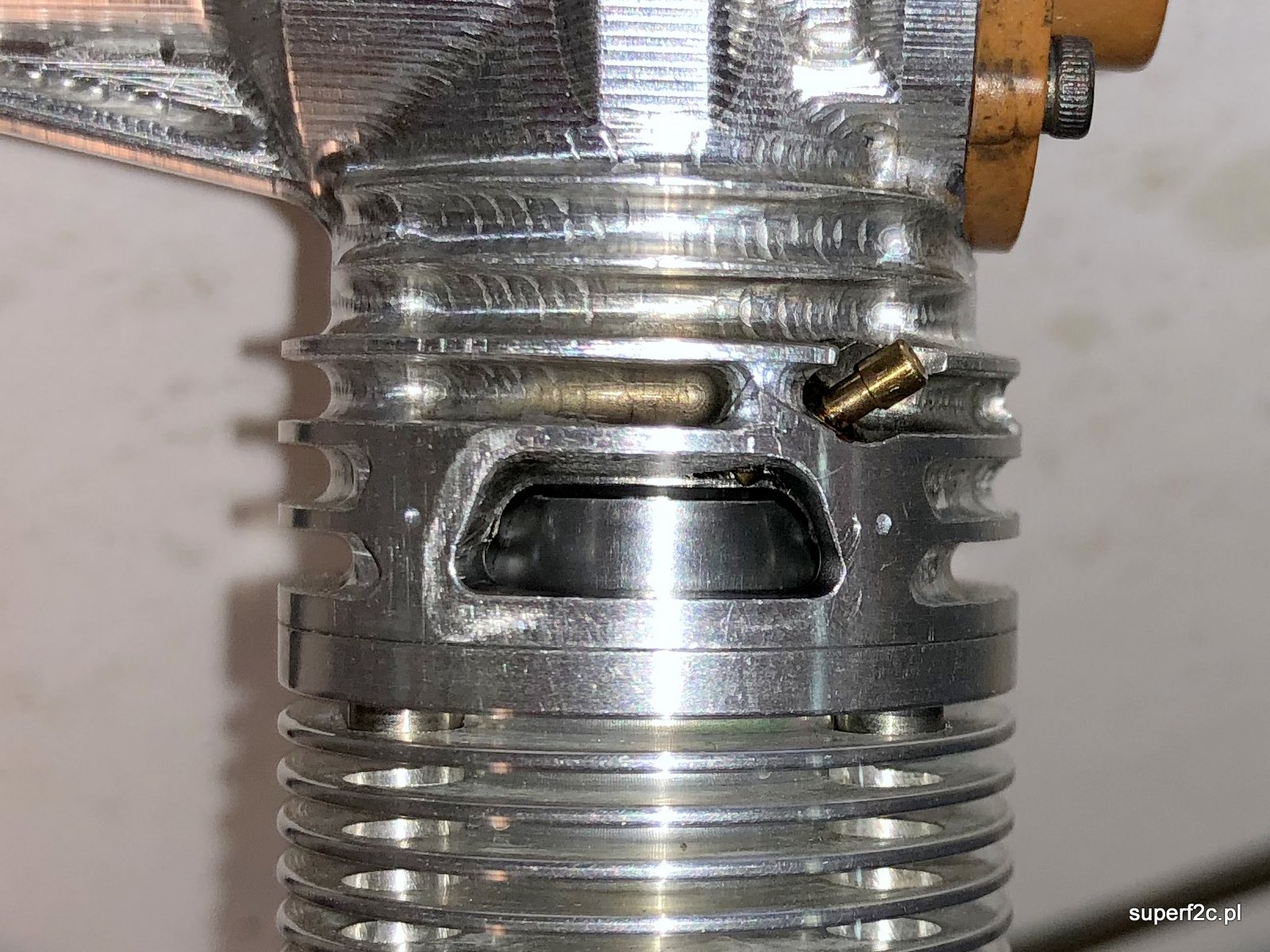
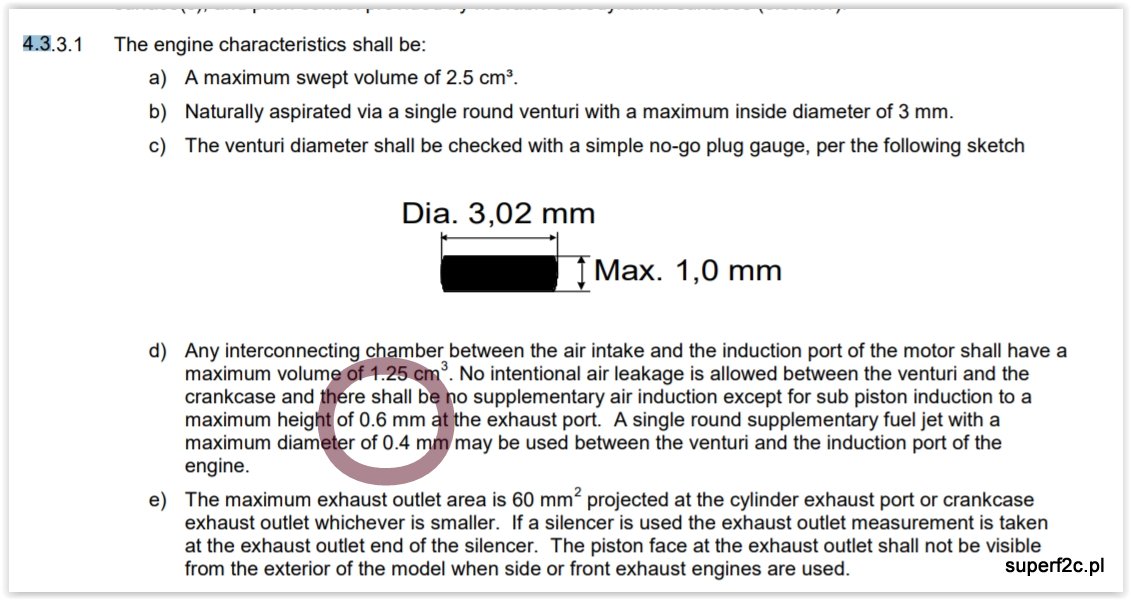
Mam pod ręką aktualne w użyciu silniki wyścigowe F2C. W dobie regulaminowego ograniczenia średnicy w gaźniku do 3 mm ograniczono także do 0,6 mm szczelinę gdy tłok przechodzi przez górny martwy punkt, dolna krawędź tłoka otwiera szczelinę. (szczelina ograniczona regulaminowo do 0,6 mm). Podciśnienie wytwarzane przez wznoszący się tłok powoduje zassanie dodatkowego powietrza(czyli tlenu) do skrzyni korbowej, Dzięki temu rozwiązaniu jest większa ilość mieszanki paliwowo-powietrznej do spalania. Pod warunkiem że odkręcimy więcej paliwa. Wpływa to oczywiście na zużycie paliwa a mam go na każdym tankowaniu tylko 7 ccm. Reasumując ja tu tylko jestem pilotem ale skoro w najnowszych silnikach widzę że konstruktorzy silników stosują szczelinę pod tłokiem gdy tłok jest w górnym martwym punkcie i bilans jest dodatni. Mimo ograniczeń regulaminowych wyniki końcowe czy prędkość modelu w trakcje wyścigu znacząco się nie zmniejszyły. silnik PROFI 2018. wyraźnie widać przez szczelinę korbowód silnik LERNER 2018. widoczny korbowód w szczelinie. ograniczenie regulaminowe do fi3 mm średnicy wewnętrznej w gaźniku. Na zawodach bada się ten wymóg prostym przyrządem o regulaminowych kontrolnych wymiarach.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
wypada zamieścić parę fotografii z postępu prac. Najbardziej się cieszę że nie muszę żadnych obliczeń dokonywać Tylko na żywca kopiuję to co mi Paweł dostarczył jako oryginał. A ponieważ w między czasie parę dodatkowo egzemplarzy silnika SiM 2b przeszło przez moje ręce to wiem na pewno że tutaj w produkcji repliki mamy utrzymaną tolerancję do 0,01-0,02 mm i w wymiarach istotnych (pasowania poszczególnych elementów) jak i nieistotnych (ogólny wygląd) w odróżnieniu od paru oryginałów...
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
arsenał do utrwalenia potężnej dawki adrenaliny... 2019 Chrcynno podczas imprezy AEROKLUBU WARSZAWSKIEGO "Młodzi modelarze-lotnicy na start"
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
zaangażowanie na maksa.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
nie ma to jak zimny prysznic. przewartościowanie wykonywanych prac nastąpiło błyskawicznie... czyli spis z natury jeśli chodzi o dokończenie kokili. Jedno frezowanie drugie już tylko drążenie kształtu na gotowo czyli wykonanie poszczególnych powierzchni w miedzi pomniejszonych tylko o wielkość rozpalenia erozyjnego. No i powoli warto pomyśleć o ostatecznych napisach w kokili co by stosownie uhonorować 70-lecie silnika SiM-2b. z Rajdu Trzech Koron wpadła mi taka blacha tłoczona...
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
po raz kolejny byłem na zawodach Młodzi Modelarze-Lotnicy na start w Chrcynno/Warszawy doświadczenie. w oczekiwaniu na wolną komisję sędziowską. relacja pojawi się w osobnym temacie.
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
przymiarka u Kolegi Jacka a krawędź tego kątomierza mam pod odpowiednim kątem zeszlifować... (co bym się nie pomylił i nie popsuł przyrządu )
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
tak skala 1:1 ma coś w sobie... aluminiowy odlew. Plus frezowane czoło. Powierzchnia aluminium pokryta ochronną warstwą tlenku glinu. ten sam sposób wykonania zmodernizowany bo nowszy model samochodu. fragment drzwi już bez śladu głębokiej korozji czy wręcz dziur na wylot...
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
fotograf w akcji plany na przyszłość... a może w tym kierunku pójdziemy z SiM-em 2b...
-
Replika Polskiego silniczka SiM 2b - ambitny projekt
f2cmariusz odpowiedział(a) na Paweł Prauss temat w 2-takty
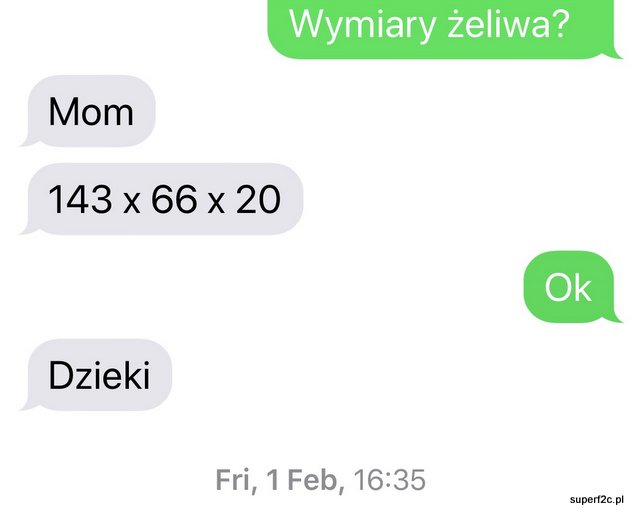
wymagany kawałek żeliwa pozyskany ze starej części maszyny leży i się sezonuje... Czekam na konkretny rysunek, choćby szkic albo poglądową fotografię co by wykonać niezbędną część do TSA16 czy TSB20.