RomanJ4
-
Postów
4 629 -
Rejestracja
-
Ostatnia wizyta
-
Wygrane w rankingu
53
Treść opublikowana przez RomanJ4
-
https://s3-us-west-1.amazonaws.com/hmt-forum/mini_induction_smelter.mp4

-
Z pewnością...
-
Fakt. A ja z kawiarką dokładnie taką jak ta choć innej firmy miałem dość nieprzyjemną historię - podczas parzenia nie wiedzieć czemu mimo sprawnego zaworu bezpieczeństwa puścił gwint łączący obie połówki i doszło do małej eksplozji w kuchni. Kawa była dosłownie wszędzie. Na szczęście w tym czasie nikogo w kuchni nie było, a kawa jeszcze była sucha nie zwilżona wrzątkiem i udało się ją dość sprawnie bez strat zebrać odkurzaczem. Po oględzinach okazało się, że feralny gwint był prawie półokrągły, niezbyt dokładnie tłoczony w dość cienkiej bądź co bądź blasze tego zaparzacza a nie nacinany jak w aluminiowych odmianach, i po prostu puścił... Dlatego przestrzegam - obejrzyjcie dobrze swoje, jeśli macie podobne...
-
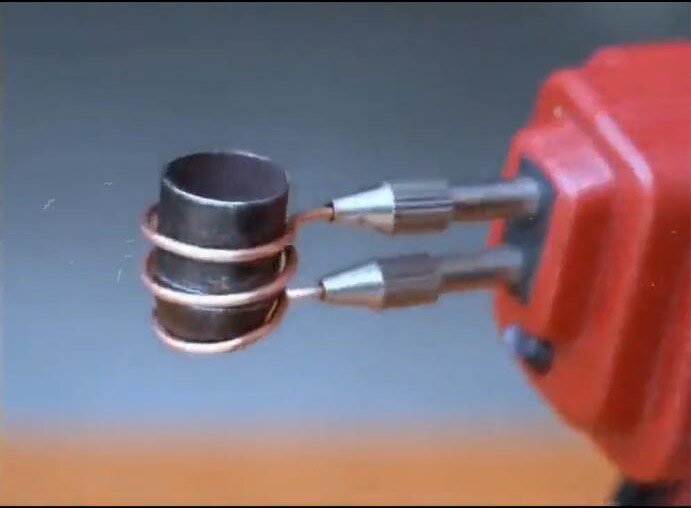
Takie małe cieniutkie detale mimo bardzo krótkiego czasu działania łuku bywają trudne do zadowalającego zespolenia właśnie ze względu na brak "naddatku" do przetopienia, co wówczas odbywa się zazwyczaj kosztem ich powierzchni... Ale i tak nieźle wyszło. Obrazowo zjawisko podobne do tego jak cieniutki płaski "kleks" z cyny zbiega się w kroplę po dotknięciu gorącym grotem lutownicy...
-
No i bardzo dobry spaw jak na początkującego (z tą przystawką) amatora, dodawałeś drut czy tylko przetop? Dodanie drutu pozwala ładnie "rozlać" nadmiar spoiny w kolejnych impulsach (podobnie jak w klasycznym "ciągłym" spawaniu) bez niebezpieczeństwa "dziurawienia" cieniutkiego spawanego materiału który się zlewa kosztem powierzchni, ale trzeba poćwiczyć... Gratuluję..
-
Gwint 18G 5/16 jest to brytyjski "BSW - British Standard Whitworth" (tłumaczy się jako brytyjski gwint Whitworth'a) o średnicy 5/16" (7.9375mm - https://boltport.com/threads/bsw/ ) i skoku 18zw/1"(1,41mm) gdzie zarys 55° przy tak drobnym skoku pasuje w zarys metryczny 60°, choć niedokładnie.. Zdarza się... zwłaszcza UNF i M, w dodatku UNF ma zarys 60°...
-
Może posłuży komuś za inspirację... https://www.homemadetools.net/forum/small-surface-grinder-videos-92976?utm_source=newsletter&utm_medium=email&utm_campaign=09-15-22-RESEND&utm_content=09-15-22-210524&fi=210524#post210524
-

Hybrydowa kosiarka RC
RomanJ4 odpowiedział(a) na Granacik temat w Samochody, motocykle, pojazdy gąsienicowe
Dołożyć FPV z szerokokątną kamerą by można sterować z większej odległości nie ruszając się z tarasu, i będzie komplet.... A potem rozwijać technologię, bo "gotowce" słono kosztują... https://www.otomoto.pl/oferta/mcconnel-robocut2-rc20-robot-koszacy-na-gasiennicy-mulczer-sterowany-radiowo-28km-glowica-110-ID6DLG2y.html? a przyszłość jest... https://gadzetomania.pl/estonia-buduje-autonomiczne-roboty-do-sadzenia-drzew,6704750707799681a https://agroprofil.pl/wiadomosci/technika/autonomiczne-ciagniki/ https://gadzetomania.pl/autonomiczne-maszyny-rolnicze-czlowiek-jest-zbedny,6780052597148448a https://agro.icm.edu.pl/agro/element/bwmeta1.element.agro-1bbae7f2-59cf-4715-ae27-2f4b76b38675/c/SW6_2017AUTONOMICZNE.pdf -
Skąd się biorą chmury....
-
Odwaga czy głupota..? Waszym zdaniem... (ja swoje mam..) Jak to w życiu trzeba mieć czasem farta....(i sprawny UDT)
-
Faktycznie..
-
Też fajny, makieciarzom sie przyda......
-
Tu pewnie mają... http://www.rchalloffame.org/ japońska była na 72MHz.. https://www.ebay.com/p/2316698405, Ale ile by Hertzów nie było, to takie były czasy('70-te), że i tak to było nieosiągalne dla większości mistrzostwo świata... Nieco historii... https://www.modelairplanenews.com/the-first-days-of-rc/ * https://www.modelaviation.com/history-of-rc https://amablog.modelaircraft.org/amamuseum/tag/radio-control-equipment-2/ http://avonds.com/Old transmitters.htm https://norcim-rc.club/Radio8.htm https://vintagercfiles.com/ http://www.mccrash-racing.co.uk/sc/propo.htm * - https://patents.google.com/patent/US613809 https://www.explainthatstuff.com/remotecontrol.html https://www.wikiwand.com/en/Radio-controlled_model
-
https://teoriaelektryki.pl/jak-silny-moze-byc-magnes/
-
- 1
-

-
-
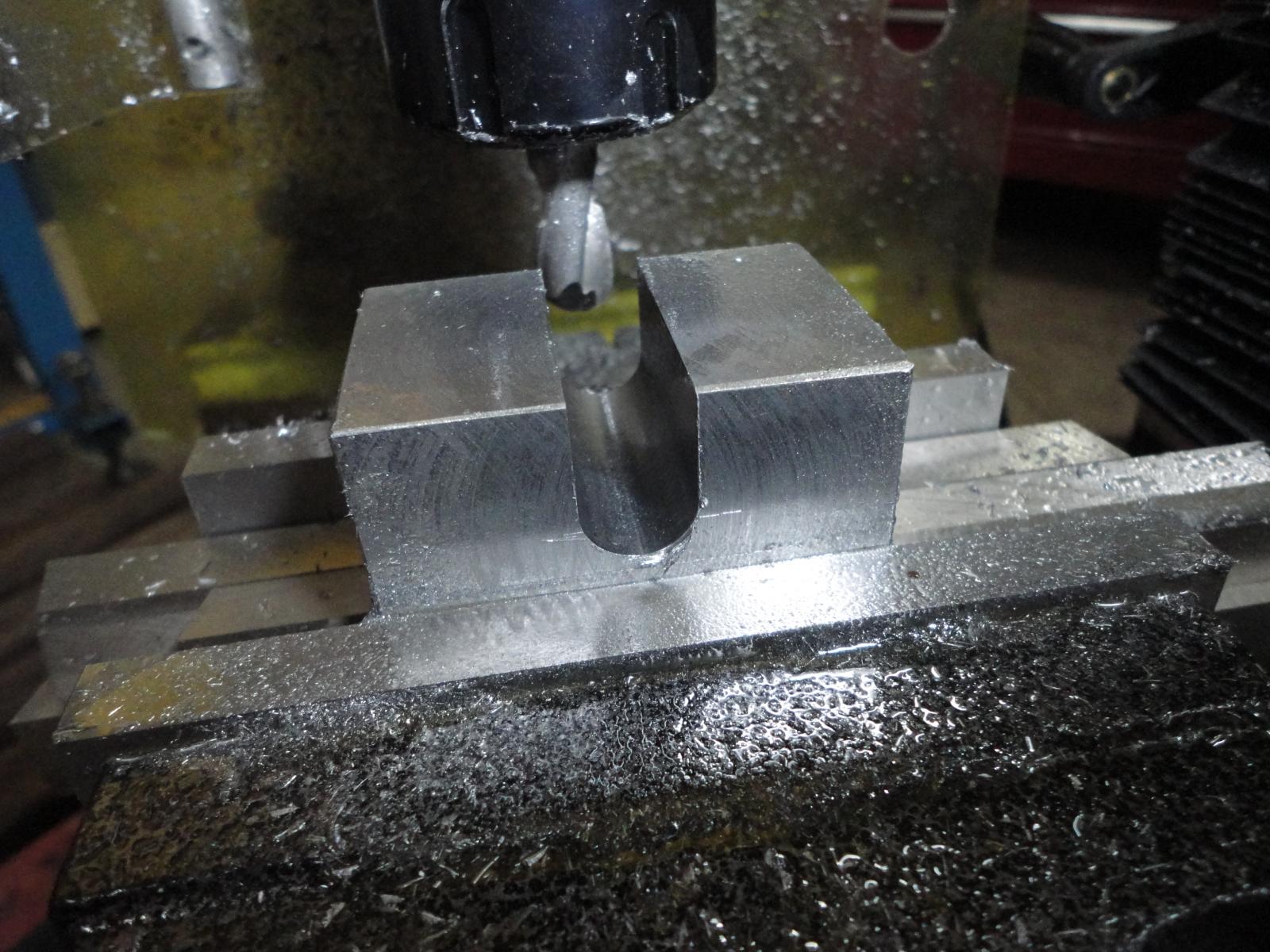
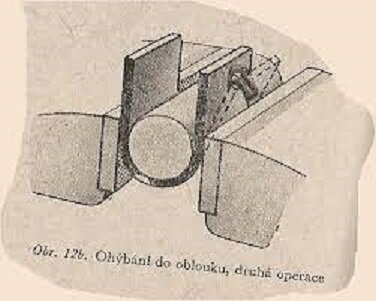
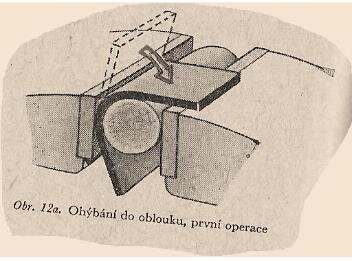
Jeśli niewielki element "U" z niezbyt grubej blaszki ma mieć płaskie dno, to można go wygiąć za pomocą nakładek gnących na szczęki Imadła, np https://www.uni-max.com.pl/produkty-pl/obrobka-metali/imadla-i-uchwyty-maszynowe/szczeki-do-imadel https://www.deltamoto.pl/pl/p/Nakladki-magnetyczne-BDS6-do-imadel-150-mm/2444 (można też zrobić prostszą spawaną wersję samemu) dno półokrągłe można wykonać tak https://adoc.pub/runi-zpracovani-kov-i-uov-petr-svobodaf2a27cbce7c257191992ac5d1245db1b23722.html lub przy grubszej blasze praski (mechanicznej lub hydraulicznej) i wykonania przyrządu do tłoczenia(frezowanie, toczenie, spawanie) https://pfmrc.eu/topic/58564-jaka-mała-frezarka-do-metalu/page/10/ (wykonałem kiedyś taki tłocznik dla kolegi z forum cnc)
-
Czy nikt już nie startuje rakiet?
RomanJ4 odpowiedział(a) na maxiiii temat w Klasyki (s1,s3,s4,s6,s9)
..................... ........................................ https://www.instructables.com/Building-a-Model-Rocket-Introduction/ https://www.youtube.com/watch?v=_vNHmPpVFbk -
Pogięło ich...?
-
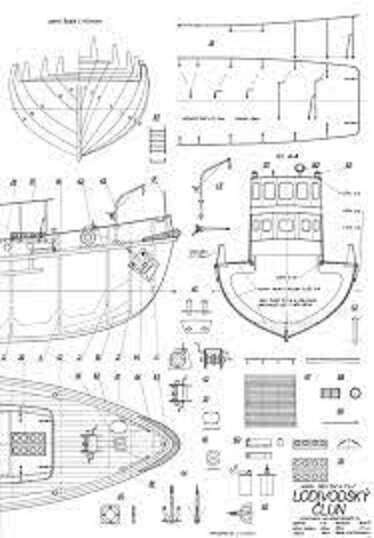
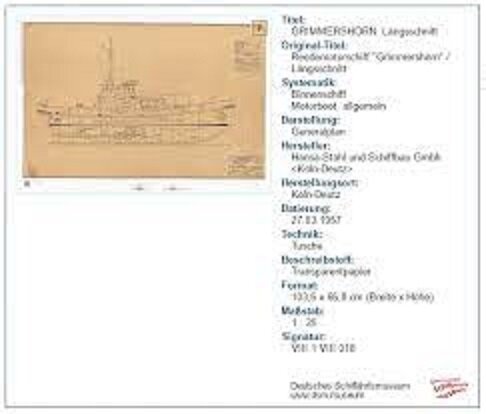
Było piękne opracowanie na ale niestety strony się nie otwierają... https://www.google.com/search?q=grimmershorn&client=firefox-b-d&source=lnms&tbm=isch&sa=X&ved=2ahUKEwiysJys3-f4AhVgX_EDHbe6BSA4WhD8BSgCegQIARAE&biw=1635&bih=899&dpr=1#imgrc=LJUdC52Su-AW7M https://www.google.com/imgres?imgurl=x-raw-image%3A%2F%2F%2F327cfdf9faa2198d33ac0eb26f4e3c4890ecf19f5f91c5d873a80dc22166c70d&imgrefurl=http%3A%2F%2Fserver.mo-na-ko.net%2Fphp%2Fportal%2F_Clanky2017%2FGrimmershorn%2FGrimmershorn.pdf&tbnid=jRmi-vn9fDKrLM&vet=10CAwQxiAoBGoXChMIyJPm-uDn-AIVAAAAAB0AAAAAECc..i&docid=Jpf99X55T8jr0M&w=624&h=533&q=grimmershorn&client=firefox-b-d&ved=0CAwQxiAoBGoXChMIyJPm-uDn-AIVAAAAAB0AAAAAECc https://www.google.com/imgres?imgurl=x-raw-image%3A%2F%2F%2F327cfdf9faa2198d33ac0eb26f4e3c4890ecf19f5f91c5d873a80dc22166c70d&imgrefurl=http%3A%2F%2Fserver.mo-na-ko.net%2Fphp%2Fportal%2F_Clanky2017%2FGrimmershorn%2FGrimmershorn.pdf&tbnid=jRmi-vn9fDKrLM&vet=10CAwQxiAoBGoXChMIyJPm-uDn-AIVAAAAAB0AAAAAECc..i&docid=Jpf99X55T8jr0M&w=624&h=533&q=grimmershorn&client=firefox-b-d&ved=0CAwQxiAoBGoXChMIyJPm-uDn-AIVAAAAAB0AAAAAECc#imgrc=jRmi-vn9fDKrLM&imgdii=JR1HbCgoWHETKM
-
Może tu coś znajdziesz.. http://eshop.rcrevue.cz/planky-modelar/229-grimmershorn-043s.html https://aerofred.com/search.php?imagesorder=image_date&imagessort=DESC&show_result=1&submit=Go https://aerofred.com/details.php?image_id=94737&mode=search https://aukro.cz/planek-modelar-43s-grimmershorn-6974863150 https://www.krick-modell.de/shop_fachhandel/Texte/21440 Grimmershörn Anleitung DE EN.pdf https://shipsofscale.com/sosforums/threads/krick-grimmershorn-1-20-scale-motor-vessel-built-by-neptune.7680/ http://bbs.5imx.com/forum.php?mod=viewthread&tid=1121893 https://rc-model.rajce.idnes.cz/Planky_Modelar_-_Specialni_rada/ malutki... https://www.google.com/url?sa=t&rct=j&q=&esrc=s&source=web&cd=&cad=rja&uact=8&ved=2ahUKEwiysJys3-f4AhVgX_EDHbe6BSA4WhAWegQIBxAB&url=https%3A%2F%2Fwww.binnenschifferforum.de%2Fshowthread.php%3F72273-Grimmersh%F6rn-Im-Modellboot-unterwegs&usg=AOvVaw0GgFl0ooE1zBhkkOPLzW-X 21440 Grimmershörn Anleitung DE EN.pdf
-
No, może, ale wymiana świec w nim to był koszmar...
-
Dobra cena jak za zestaw do tokarek wielkości 500-700/900, rozmiar A z czterema kostkami w komplecie... https://allegrolokalnie.pl/oferta/imak-szybkozmienny-multifix
-
https://www.facebook.com/RandSocietyofModelEngineers