RomanJ4
-
Postów
4 627 -
Rejestracja
-
Ostatnia wizyta
-
Wygrane w rankingu
53
Treść opublikowana przez RomanJ4
-
Zależy jakiego... https://www.cda.pl/video/2039639d P.S. Nawet tu widać klapę "bezstresowego wychowania", i że jakiś rygor jest potrzebny... (wybaczcie że pomoralizowałem sobie trochę..)
-
Masz Patryku w dużej mierze rację, ale z mojego doświadczenia to jest w niektórych przypadkach troszkę tak: "Jest równouprawnienie, ale powinniście nosić nas na rękach" Kobiety dużo mówią o tym, że chcą robić to samo co mężczyźni, ale często ochotniczek brak, albo w niektórych dziedzinach oczekują specjalnego ze względu na płeć traktowania. I nie mówię tu o modelarstwie, bo tu akurat wiele kobiet jest poniekąd lepszych od nas, ale niestety, bez rozumienia choćby podstaw techniki nie ujedzie... I nie żebym był jakimś seksistą, ale patrząc na polskie podwórko czy słyszałeś gdzieś o Pomniku Ojca Polaka, albo Kongresie Mężczyzn? (czyż nie pobrzmiewa tu nutka "Seksmisji"? ) A dla wszystkich naszych "latających koleżanek"...

-
I słusznie. Nic nie daje takiej satysfakcji jak samemu czegoś dokonać, a jak jeszcze to sie sprawdza, to już pełna satysfakcja. Modele też można przecież "gotowce" kupować, ale ja się samemu... to jest to! No pewnie, że nie wszystko się da, bo albo możliwości, albo wiedzy nie ma (choć z wiedzą dzięki netowi coraz lepiej), ale próbować zawsze warto bo każda próba, choćby niepomyślna, to kamyk do góry doświadczenia. I tak trzymać... A rzeczywiście szkoda, żeśmy dość odlegli od siebie, bo ciekawie by było, jakie takie zaplecze mam...
-
Fakt, płci pięknej niezbyt dużo w "męskich" domenach (mimo równouprawnienia), ale jak to widać choćby po Olimpiadzie w Korei dziewczyny ostro zabrały się za męskie konkurencje (choćby hokeistki)... A jakie zadziorne, że ho..! To pewno i więcej w naszej się doczekamy...
-
Samo narzędzie Wojtku jest Ok, tylko dystrybucja oryginalnych brzeszczotów szwankuje... Ale Proxxonowskie są... P.S. Andrzeju, jeśli te czerwone (do metalu) na Twojej fotce to są te o których myślę, to są to chińskie blaszki którymi aluminium nawet nie przetniesz... A ze szlifowaniem brzeszczotów trzeba ostrożnie, nie za mocno przyciskać by nie rozhartowć (chłodzić by się przydało). Są i tacy...
-
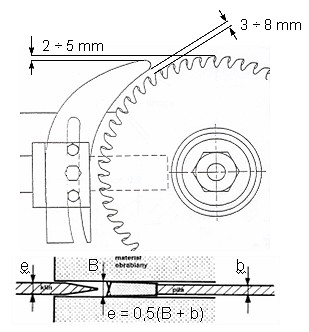
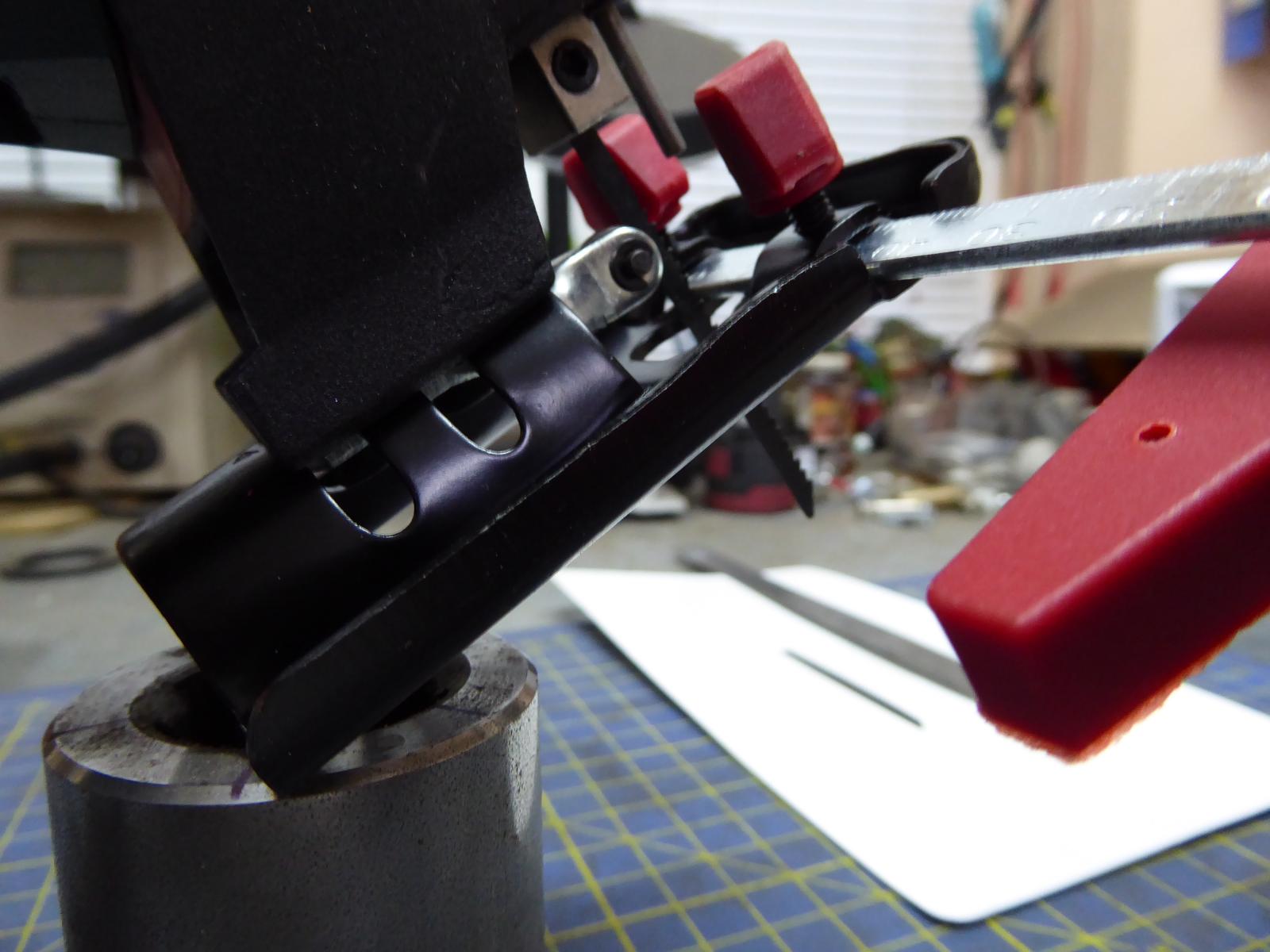
No i właśnie dlatego od razu Ci Andrzeju pękł, bo rozwarcie zębów jest po to by rzaz był szerszy niż grubość brzeszczotu, aby sprężyste drewno nie zaciskało go w szczelinie. I następne prędzej czy później czeka podobny los. Również tarcze wycinają szerszy rzaz, a dodatkowo jeszcze za tarczą w dużych piłach jest rozwierak (e) by sprężynujące drewno nie zaciskało tarczy w szczelinie Rozwierak w wyrzynarce nie zdałby egzaminu, zwłaszcza przy esach-floresach.. A również brzeszczoty ręcznych pił do metalu z drobnym uzębieniem choć nie mają rozwieranych zębów, to robią szerszy rzaz ponieważ część uzębiona jest technologicznie łatwiejsza do wykonania jako falowana (2) Do tej Parkside też brzeszczoty z rozwarciem pasują, tylko samą końcówke do mocowania na płasko trzeba zaszlifować bo inaczej odgięte zęby będą ustawiać brzeszczot w gnieździe skośnie. Rolka prowadząca ma na tyle płytki rowek że do zębów nie sięga. Przy okazji może się przydać... i nie tylko o ostrzeniu pił.. http://www.ostrzarnia.pl/ostrzenie-pil-tarczowych a koledze Jurkowi (ssuchemu) chodzi o typ (2T) końcówki brzeszczotów do starej Celmy... Bosch takie robi: do drewna -Basic for Wood T 19 BO -Basic for Wood T 57 C -Clean for Wood T 1 B -Speed for Wood T 44 D https://www.ceneo.pl/1156609 https://www.google.pl/search?client=firefox-b&dcr=0&ei=gFSDWrbwHcP7swHwyLOADA&q=Brzeszczot+do+wyrzynarek+T+19BO+Bosch&oq=Brzeszczot+do+wyrzynarek+T+19BO+Bosch&gs_l=psy-ab.12...168197.170321.0.173064.3.3.0.0.0.0.199.563.0j3.3.0....0...1c.1.64.psy-ab..0.0.0....0.ZMvOyc_23lE do metalu (T18A) https://www.ceneo.pl/1156604 http://allegro.pl/bosch-brzeszczot-do-wyrzynarki-t18a-chwyt-dwuteowy-i5539158946.html https://www.google.pl/search?q=Brzeszczot+do+wyrzynarek+T+18+A+Bosch&ie=utf-8&oe=utf-8&client=firefox-b&gfe_rd=cr&dcr=0&ei=gFSDWseIFYjBNIuAgdgG powinny chyba pasować, ewentualnie po małym podszlifowaniu..
-
Sama wyrzynarka nie jest zła, przede wszystkim mniejsza od typowych (do drobnych, zawiłych detali jak znalazł) i z niezłej mocy jak na tę wielkość silnikiem. Może wzorem innych narzędzi sprzedawanych w Lidlu od czasu do czasu też będą rzucać materiały uzupełniające do nich (jak np ścierne czy inne).. https://www.google.pl/search?q=parkside+blade+saw&client=firefox-b&dcr=0&source=lnms&tbm=isch&sa=X&ved=0ahUKEwiInff3hKPZAhWH3iwKHXQoCygQ_AUICigB https://www.google.pl/search?client=firefox-b&dcr=0&tbm=isch&sa=1&ei=re2CWormKIO4sQH946_4Cw&q=parkside+blade+jig+saw&oq=parkside+blade+jig+saw&gs_l=psy-ab.3...80562.81703.0.82361.4.4.0.0.0.0.216.507.0j2j1.3.0....0...1c.1.64.psy-ab..1.0.0....0.zPgP_PtMpWM#imgdii=P7iZbG0pMdL7LM:&imgrc=8syI7UEtrVuXVM: Zresztą to chyba nie tylko nasz problem... http://www.modelflying.co.uk/forums/postings.asp?th=112670 (ciekawa przeróbka) i ersatz... Proxxon https://hobby.uk.com/jigsaw-blades-for-wood.html https://www.hotukdeals.com/deals/parkside-modelling-jigsaw-1699-lidl-2566041 http://arizonagourds.homestead.com/minitools.html ( https://www.axminster.co.uk/proxxon-supercut-jigsaw-blades-of-special-steel-477733 ) :) https://swiatnarzedzi.pl/pl/p/Brzeszczoty-ze-stali-specjalnej-Proxxon-kpl.-2szt.-28054/1305?gclid=EAIaIQobChMIo-zy7Iej2QIVQp8bCh3TBwz8EAQYAyABEgK14_D_BwE i nawet HSS do metalu.. https://swiatnarzedzi.pl/pl/p/Brzeszczoty-ze-stali-szybkotnacej-HSS-Proxxon-kpl.2-szt.-28056/1306
-
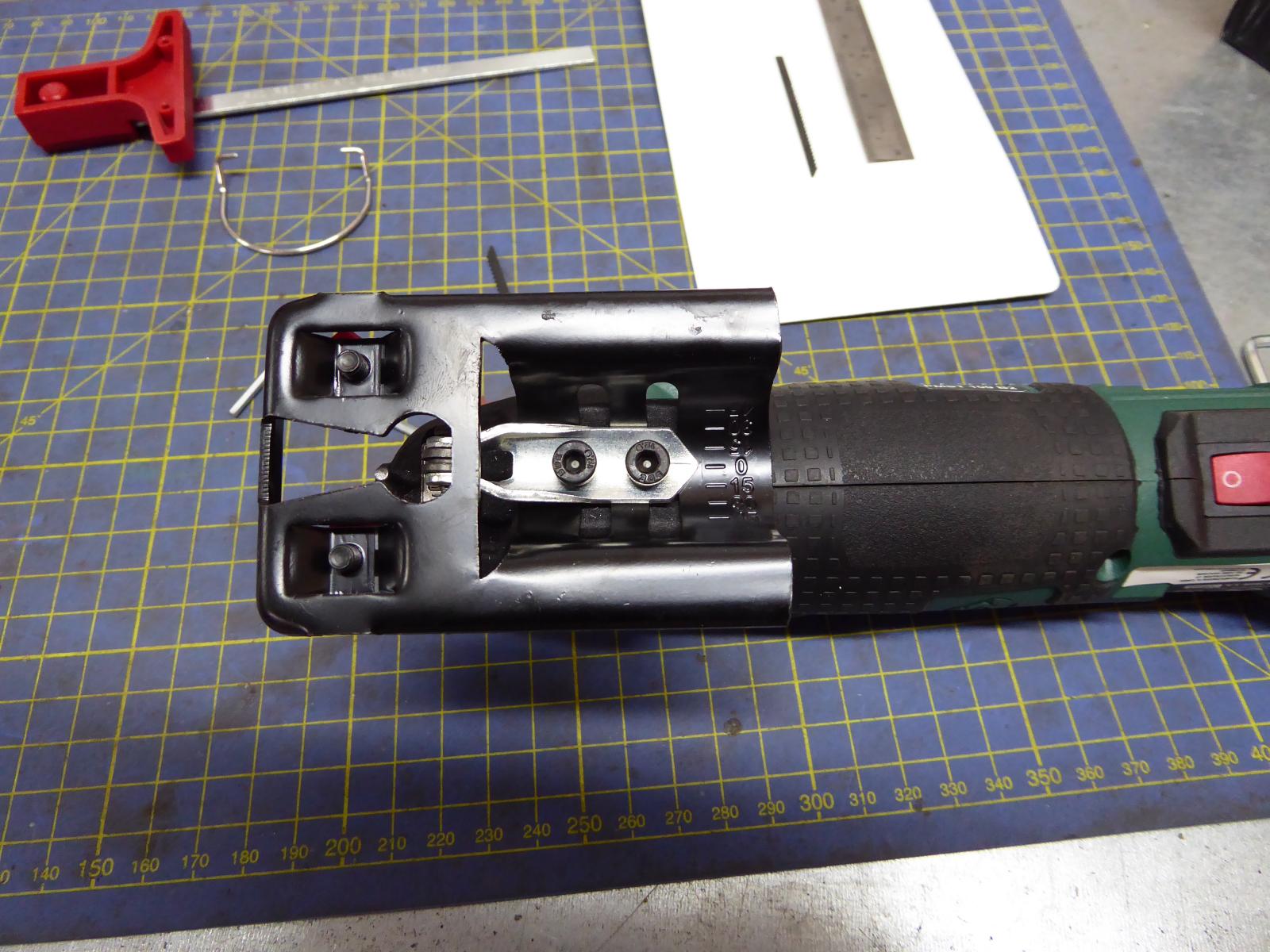
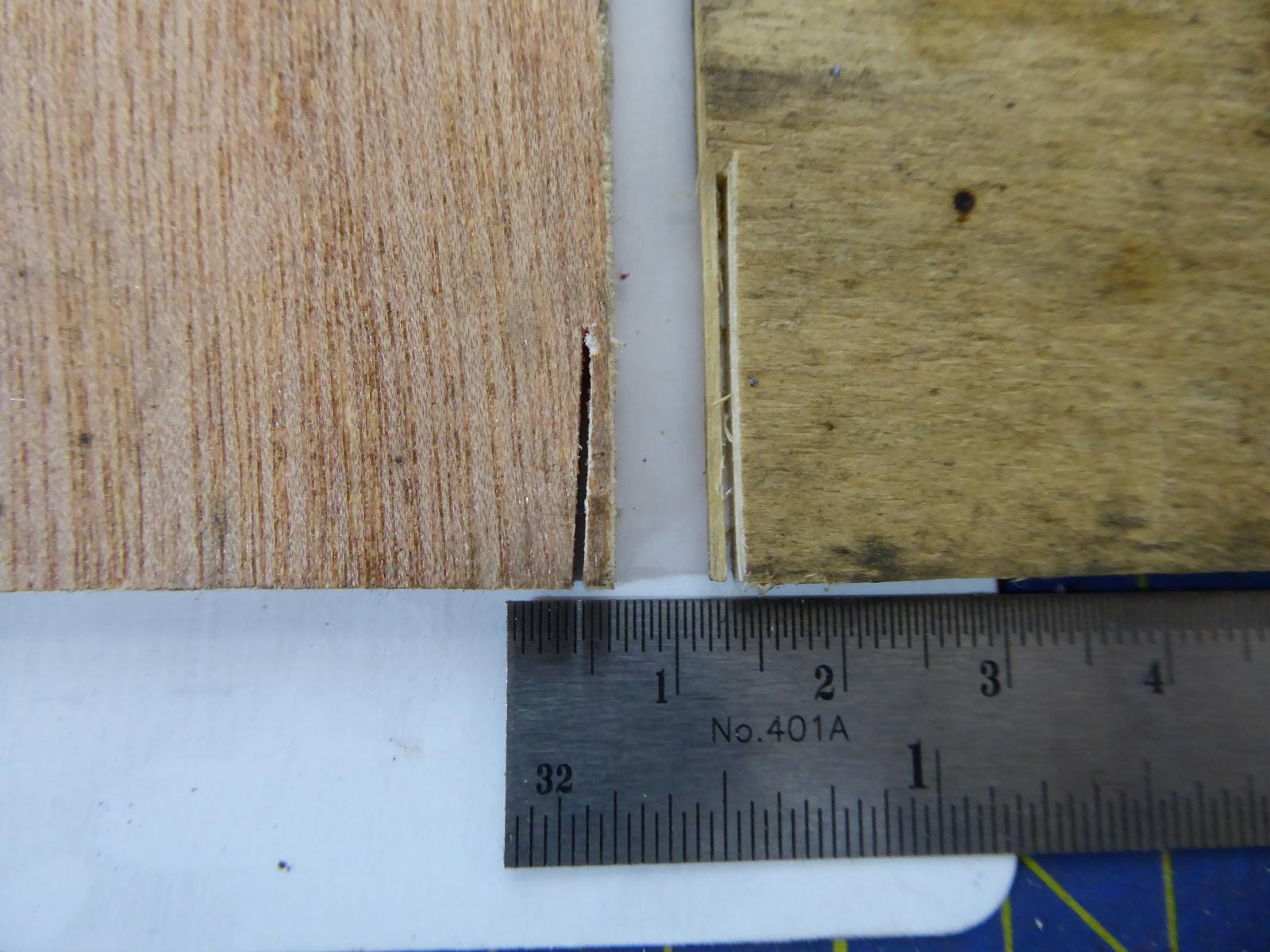
Tylko uważajcie na rolkę prowadzącą brzeszczot, by jej rowek był w osi zamocowanego brzeszczotu i nie wyginał go w bok, bo wspornik który trzyma rolkę jest jednocześnie dociskiem podstawki prowadzącej (do ustawiania kąta cięcia brzeszczotu). Niestety można go tak na śrubach ustawić przy dokrecaniu, że wspornik ustawi się trochę skośnie do osi wyrzynarki i rolka będzie nie w linii z brzeszczotem. A że brzeszczocik ma tylko 0,5mm grubości to o złamanie nie trudno (zwłaszcza w czasie wyrzynania). Trochę cienko z brzeszczotami, w zestawie tylko dwa, a nie ma informacji gdzie można nabyć zapasowe(chyba że przeoczyłem). I chyba trzeba będzie dorabiać. Od piły włosowej moze byłyby pasowne, ale mogą okazać się za mało sztywne. Bardziej nadają się takie do wyrzynania zawijasów (ostatni na dole) Wystarczyłoby oryginalny szeroki chwyt obciąć i podszlifować końcówkę na szerokość i na grubość by pasował do chwytu modelarskiej.. Albo poszukać innego podobnego. próby na sklejce ≠6,5mm i 3,5mm, prowadzenie z "wolnej ręki" (dlatego niezbyt równolegle do krawędzi)
-
Ok, Marku, zapewne masz rację, będzie łatwiejszy do znalezienia jeśli bedzie ktoś potrzebował...
-
Abonament RTV - obowiązek czy bezprawie?
-
https://www.cnccookbook.com/model-engines-miniature-steam-jet-stirling-v8/?utm_source=ActiveCampaign&utm_medium=email&utm_content=Amazing+scale+model+projects+for+CNC+ers&utm_campaign=Newsletter+02102018 Quarter Scale V-12 Rolls Royce Merlin
-
Parkside robi dość dobre jak na te ceny narzędzia... też mam kilka...
-
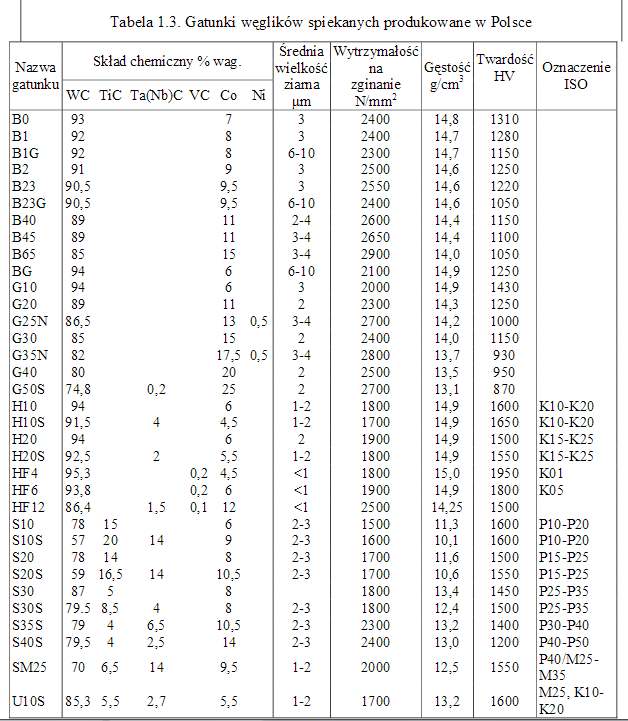
Przepraszam kolegów, że się nie odzywałem - co do obróbki tytanu.. Prawda, że tytan (i jego stopy) są materiałami wytrzymałymi. Ale jednocześnie dość miękkimi i plastycznymi (jak słusznie zauważył jeden z kolegów), dlatego ciężko się obrabiają. Pożądana w gotowych wyrobach sprężystość tytanu(i stopów) w obróbce jednak powoduje powstawanie ugięć i drgań zwłaszcza wiotkich, wysmukłych detali, co często skutkuje tym, że przy bardzo małych warstwach(głebokościach) skrawania, jak w obróbce wykańczającej, poprawkach wymiaru itp, ostrze często bardziej trze o materiał niż je skrawa co powoduje powstawanie "dropów" i bruzd na wykonanej powierzchni, lub (pod wpływem drgań) tzw. "rybią łuskę" (tu podobna "rybia łuska" na stali. Dla zobrazowania mechanizm powstawania takiej powierzchni mogą koledzy zobaczyć na tej poglądowej animacji To w dużej mierze zasługa wiotkości geometrycznej materiału, narzędzia/obrabiarki, lub obu tych czynników na raz, Do tego także zaburzeń w spływie wióra z pow. natarcia narzedzia) https://www.youtube.com/watch?v=2KceXIKPWEo Dodatkowo stopy tytanu mają małą przewodność cieplną i gęstość właściwą, co powoduje że w trakcie skrawania pole robocze silne się miejscowo rozgrzewa i wtedy ma wysoką tendencję do samoutwardzania pod naciskiem ostrza narzędzia, co utrudnia skrawanie i powoduje szkodliwe narosty na krawędzi skrawającej psujące powierzchnię (duża chropowatość, dropy) dla przypomnienia... Także z powodu tej wysokiej miejscowej temperatury jego cząstki łatwo dyfundują w materiał ostrza (dlatego odbierające najwięcej ciepła /jak na rysunku/ wióry "zespawują" się z powierzchnią natarcia narzędzia) iz tego powodu przy jego obróbce należy przestrzeń roboczą silnie chłodzić, i to nie olejem (możliwość zapłonu) czy czysta wodą, tylko emulsjami które jednocześnie "smarują" powierzchnię roboczą noża poprawiając spływ wiórów, i poprzez film "smaru" redukują znacznie skłonności adhezyjne dyfundowania tytanu w ostrze. Do skrawania stosuje się: - stopowe stale szybkotnące o dużej zawartości kobaltu (HSS Co; HSSE), obecnie mniej do toczenia czy frezowania a bardziej na rozwiertaki, gwintowniki, itp, http://artykulytechniczne.pl/blog/stal-hss-high-speed-steel/ https://technikcnc.pl/416-frezy-ze-stali-szybkotnacej-hss - węgliki spiekane, najbardziej dla nas z uwagi na ceny i możliwości maszynowe interesujące, zwłaszcza z powłokami przeciwadhezyjnymi i utwardzającymi - do toczenia i frezowania, wiercenia, i coraz częściej gwintowania i rozwiercania (narzędzia częściowo i całowęglikowe). Zwłaszcza przy frezowaniu należy uważać by wióry nie sklejały się z sobą i zaklejały rowków wiórowych narzędzia bo to szybciutko prowadzi do złamania. I tu mógłbym długo pisać o doborze narzędzi, ale może posłużę się "gotowcami" dla popularnych dobrej jakości płytek SANDVIK by nie powielać informacji. Katalogi innych producentów (Mitsubishi, Kolroy, itd) można znaleźć w necie.. Toczenie- https://www.sandvik.coromant.com/pl-pl/products/turning-inserts-grades-titanium-hrsa/pages/default.aspx ( https://www.sandvik.coromant.com/pl-pl/knowledge/materials/workpiece_materials/iso_s_hrsa_titanium/pages/default.aspx) https://www.sandvik.coromant.com/pl-pl/knowledge/general_turning/how-to-achieve-good-component-quality/turning-in-different-materials/heat-resistant-super-alloys-turning/pages/default.aspx Jako, że część kolegów używa zasadniczo noży lutowanych, często polskiej produkcji Pafany z płytkami Baildonitu, to kilka konkretnych rad odnośnie preferencyjnych cech tychże do obróbki tytanu. Gatunek węglika - trzeba pamiętać, że wszystkie płytki ostrzone w czasie użytkowania nie mają antyadhezyjnych i żarowytrzymałych pokryć powłokami innych metali jak płytki narzędzi składanych, bo te zostałyby starte przy pierwszym ostrzeniu. Z tego powodu tylko właściwości fizykochemiczne(obok geometrii ostrza) danego gatunku będą przeciwdziałać typowym dla tego metalu ciężkim warunkom skrawania i dlatego obróbka tytanu i stopów nożami z płytkami lutowanymi jest dość ciężka. Odpowiedni byłby bardziej uniwersalny gatunek H (według ISO- K- kolor czerwony*1) - stosowane do obróbki materiałów dających krótki wiór (głównie żeliwa oraz stopów aluminium), zwłaszcza H20*2 (K20) i nowe submikronowe gatunki węglików spiekanych HF4, HF6 i HF12 charakteryzujące się bardzo drobnym ziarnem, mniejszym od 1μm co decyduje o ich dwukrotnie większą odporność na ścieranie od konwencjonalnych węglików spiekanych. Jeszcze lepiej sprawuje się gatunek U (według ISO - M- kolor żółty) - stosowane do obróbki materiałów dających zarówno długi, jak i krótki wiór, (stal nierdzewna, stopy żaroodporne). zwłaszcza U10*2(M10) *1 - Trzonki noży lutowanych często malowane są na kolory odpowiadające użytemu gatunkowi węglika, także w katalogach są grupowane kolorowymi strefami, również niepolskich producentów choć nieraz kolory są odmienne od naszych. *2 - Cyfry występujące w oznaczeniu gatunku są znakami umownymi. Ze wzrostem cyfry wzrasta ciągliwość gatunku węglika, odporność na udary mechaniczne, ale maleje twardość i odporność na ścieranie. I odwrotnie. mały katalog Pafany http://www.matbor.pl/narzedzia-hss-i-hsse/41-narzedzia-skrawajace/noze-tokarskie/283-noze-tokarskie-lutowane.html Baildonit http://www.baildonit.com.pl/images/katalogi/baildonit-katalog_plytki_lutowane.pdf http://www.z-spaw.ps.pl/lab_pliki/wegliki.pdf Drugą znaczącą cechą dla uzyskania poprawnej obróbki tytanu jest geometria ostrza, czyli to co możemy sami wykonać odpowiednio szlifując nóż. Pamiętamy z wiadomości o wpływie geometrii ostrza na warunki skrawania, że najmniejsze opory skrawania mają ostrza o dużym dodatnim kącie płaszczyzny natarcia(ok 30-45°), np w postaci rowka wiórowego w kształcie półkola, dającego w przekroju ostry, spiczasty (ale dość cienki) "czubek", jaki nieraz szlifuje się w stalkach do toczenia materiałow miękkich(guma, alu, itp), Co dla utwardzającego się pod naciskiem ostrza tytanu byłoby dobrym wyborem, gdyby nie to, że z kolei wysoka temperatura towarzysząca skrawaniu tego metalu szybko przegrzałaby spiczaste ostrze, a to znacząco wpłynęłoby na jego odporność na ścieranie/twardość, ogólnie jego trwałość. Z kolei poprawiające trwałość ostrza radykalne zmniejszenie kąta natarcia spowoduje wzrost oporów toczenia, co zwiększa zjawisko miejscowego utwardzania materiału, i podnosi jeszcze bardziej temperaturę pola roboczego (mimo chłodzenia), a to negatywnie odbija się na warunkach skrawania i jakości powierzchni. Potrzebny tu kompromis w postaci niewielkiego (~15-20°) kąta natarcia u wyszlifowanego w płytce na kształt leżącej połówki kropli rowka wiórowego, podobnego do tego ze zdjęcia poniżej dla noża NNBe (ISO 6 - do wzdłużnego toczenia) Poza tytanem jest to dla amatorskiego zastosowania kształt dość uniwersalny, optymalny także dla stali. Pionowa fazka wierzchołka ostrza(styk pow. przyłożenia głównej i pomocniczej) powinna być niewielka, chroniąca jedynie wierzchołek przed wykruszeniem (poniżej 0,4mm). No i oczywiście dobre obfite chłodzenie. Frezowanie - https://www.sandvik.coromant.com/pl-pl/knowledge/milling/getting_started/milling_different_materials/hrsa_and_titanium_milling/pages/default.aspx (tu najczęściej w amatorskim zastosowaniu używamy frezów HSSCo/HSSE lub ewentualnie całowęglikowych) - stellity - - cermetale i materiały ceramiczne, ale tu ze względu na geometrię płytek ceramicznych które ze względu na kruchość i mniejszą niż węglikowe udarność mają zerowe kąty przyłożenia i duże ujemne kąty natarcia, oraz ujemne chroniące kruchą krawędź mikrofazy samego ostrza, nie nadają się praktycznie do obróbki z małymi głębokościami skrawania na małych wiotkich amatorskich maszynach (jak to omawialiśmy powyżej) Narzędzi tokarskich i frezarskich diamentowych z powodu wysokich temperatur (nawet przy obfitym chłodzeniu) nie używa się(spalenie diamentu) poza szczególnymi zastosowaniami, natomiast wytrzymałych na temperatury borazonowych jak najbardziej. To tak pokrótce o tytanie i jego obróbce dla naszych celów, bo można by w nieskończoność... Mały poradnik skrawania http://slideplayer.pl/slide/10723529/ Ale jest światełko w tunelu - może już w niedługim czasie upowszechni się dużo tańsza i łatwiejsza w obróbce alternatywa dla tytanu - utwardzane aluminium.. http://www.frazpc.pl/aktualnosci/534751,Aluminium_wytrzymale_jak_stal_alternatywa_dla_drogiego_tytanu.html
-
 Też nieźle zasuwa... Będzie fajna zabawa... Będziesz go potem waloryzował?
Też nieźle zasuwa... Będzie fajna zabawa... Będziesz go potem waloryzował? -
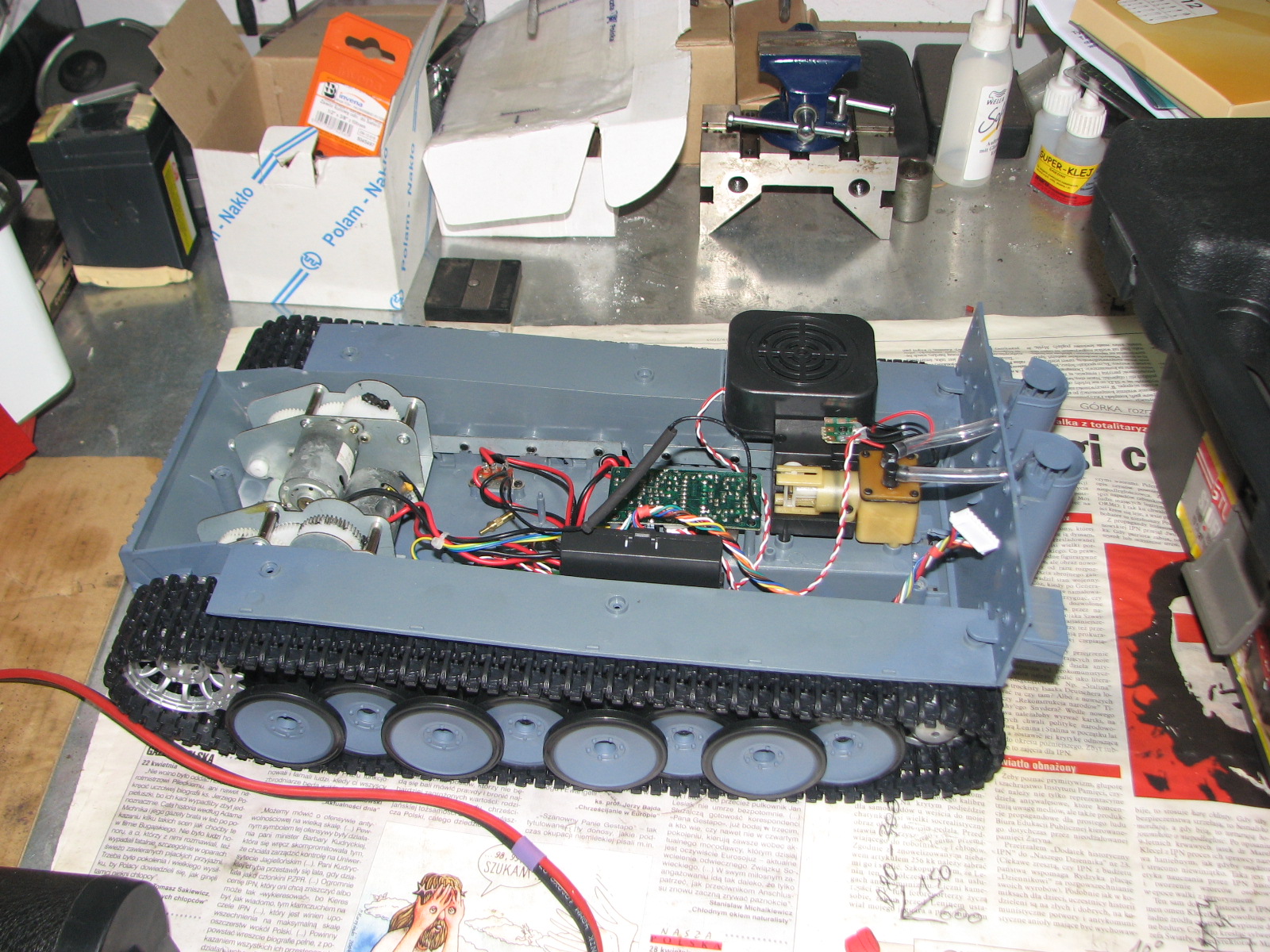
Nie chcę się czepiać ale popraw to "wierzy"... Mam Tygrysa w skali 1:16 z wytwornicą dymu, https://rc-team.pl/sc-recycle-bin/35914-heng-long-czolg-german-tiger-i-asg-1-16-3818g.html i ASG które po jakimś czasie musiałem wymienić na nowe bo od bijaka tak postrzelała obudowa, że nie nadawała się do połatania, całe szczęście, że części są dostępne i niezbyt drogie https://sprzedajemy.pl/oferta-oporopowrotnik-do-czolgow-heng-long-skala-1-16-nowy-sacz-2-7897fb-nr318664 http://rcsport.pl/czesci-do-czolgow/10526-mechanizm-asg-do-czolgow-heng-long.html fajna zabawa, jako że model dosyć ciężki a ma niezależne zawieszenie kół to fajnie gramoli się przez przeszkody, działo naprawdę strzela na jakieś 20-25 metrów a że lufa ma sterowany kąt podniesienia to zabawa przednia. Najbardziej zdziwione były kury sąsiada wcześniej bezkarnie rujnujące mi ogród, co to za dziwadło gania je po trawniku i okłada kulkami... :D A szkoda że nie taki... https://www.youtube.com/watch?v=r70tP63fsOs https://www.youtube.com/watch?v=WzzRx5Z9uLc https://www.youtube.com/watch?v=4swerl3pSpo https://www.youtube.com/watch?v=Rh1VXLMoUtk https://www.youtube.com/watch?v=fusyyeHvxMw https://www.youtube.com/results?search_query=big+rc+king+tiger Piaskownica dużych chłopców...
-
Nie wszystko da się zrobić w rękawiczkach... Ale jak widzę upierścienione, z wypacykowanym tłuczoną bombką paznokciem paluszki wyfiokowanej afro (bez czepka oczywiście - gdzie jest Sanepid! ) p.Gessler, mieszające bez żenady w surowym mielonym mięsiwie jakieś ingrediencje (mimo że przed chwilą nimi kurz sprawdzała) to faktycznie mi się ciśnienie podnosi... A wracając do sushi... wielokroć widziałem(w TV) jak japoński mistrz ostrym jak brzytwa nożem Yanagiba ciął cieniutkie jak mgiełka plastry ryby, i nie wyobrażam sobie(on chyba też) tego w rękawiczkach... no, ale może mało widziałem... A swoją drogą to spójrzcie jak można wyostrzyć żelastwo...
-
Budowa wału napędowego do łodzi
RomanJ4 odpowiedział(a) na Szymix temat w Statki , okręty, okręty podwodne , żaglowce
http://timhubble9.wixsite.com/diy-bait-boat/the-build (http://timhubble9.wixsite.com/diy-bait-boat) http://www.instructables.com/id/About-The-Rod-Donkey-Diy-Bait-Boat/ https://www.google.pl/search?q=homemade+bait+boat+plans&client=firefox-b&dcr=0&source=lnms&tbm=isch&sa=X&ved=0ahUKEwjmo_bXpI3ZAhVFFywKHRD_DLs4ChD8BQgKKAE&biw=1224&bih=753 http://www.greenhobbymodel.com/baitboat_dude/baitboat_bait_delivery_methods.htm ( http://www.greenhobbymodel.com/baitboat_dude/how_to_make_a_baitboat.htm ) -
Obawiam się, że gdybyś pod takim kątem brał pod uwagę i inne produkty to umarłbyś z głodu... Kelner do gościa restauracji: - "Jak smakuje Panu nasza grochówka?" - Na co gość z przekąsem: - "Ee, no d... nie urywa..! " - Kelner: - " Cierpliwości.." - :D
-
Czyli prawdziwy Człowiek Renesansu, gratuluję ! Każde hobby czy zamiłowanie jakie by nie było (chyba, że do rzeczy kompletnie nagannych ) godne jest podziwu i jego autorowi należy się uznanie. Przynajmniej ja tak uważam, i chyba nie będę całkiem odosobniony w tej kwestii... P.S. A temu młodemu człowiekowi gratuluję odwagi podjęcia trudnej decyzji o drodze nie na skróty (jak niestety robi wielu młodych dzisiaj ) i trzymam za niego kciuki ! Szacunek!
-
Faktycznie, mimo, że nie tak dużym, ale jednak jakimś wolnym czasem do takiego pieczenia dysponować trzeba, a jak człowiek padnięty to o czym innym marzy... Ja jednak Was namawiam jeśli tylko będziecie mieli trochę swobodnego czasu i sił na spróbowanie tego z ostatniego mojego przepisu, Roboty naprawdę nie aż tak dużo, receptura nie jest jakaś krytyczna żeby miał nie wyjść(w razie czego służę radą), a smak.... cóż, myślę, że jak raz spróbujecie to i Wam się spodoba... Trzymam kciuki !
-
Można by rzec: "Szanowny Kliencie - obejrzyj całość przed montażem"... https://www.instagram.com/p/BbgvosmnEZc/?taken-by=viktoriya.voronova.87
-
Wcale nie, wątpię by większość piszących w tym temacie zawodowo związana była z domem, To takie samo zajęcie jak modelarstwo - potrzebuje tylko trochę wolnego czasu, chęci, i... odwagi... bo przecież to żadna "czarna magią" jak się na początku może komu wydawać... W dodatku jeszcze dzisiaj, kiedy z nabyciem adekwatnej wiedzy i środków nie ma żadnych problemów... No jasne, że w hotelu byłoby trudno chleb upiec, ale już w wynajętej kwaterze (byle by z jakim piekarnikiem)....
-
A jak taka wspólna "praca" integruje.. ho, ho...
-
Prawdą jest, że zwłaszcza na południu Niemiec wiele małych miejscowości ma osobnie postawione np gdzies przy strumyku małe budyneczki gdzie znajduje się wspólny dla wszystkich piec chlebowy, do którego chodzą z koszkami wyrośniętego ciasta (wg umownego grafiku pojedynczo lub grupkami) tamtejsze Hausfrauen..(sam widziałem..)
-
Bo pewnie zawierają.... zmielone ludzkie włosy... https://calkiemzdrowo.pl/szokujaca-prawda-o-swiezym-pieczywie-z/ https://www.salon24.pl/u/planetaludzi/477929,czarne-zloto-rynek-ludzkich-wlosow A nam sie zdawało, że takie "racjonalizatorskie" pomysły skończyły się wraz z upadkiem III Rzeszy...