





japim
-
Postów
4 708 -
Rejestracja
-
Ostatnia wizyta
-
Wygrane w rankingu
40
Odpowiedzi opublikowane przez japim
-
-
Z kolega wybralismy sie na wedrowke i korzystalismy z mapy.cz - tak wiec tez moge polecic to rozwiazanie.
-
Tak - model z pianki - typu Toto 5 - szukaj na stronie motylastego. Koszt budowy to kilkadziesiat zlotych.
-
Jaki napęd?
-
Konstrukcyjnie to jest to samo co Ender 3. To co tam było potrzebne z dużą dozą prawdopodobieństwa będzie potrzebne też tutaj.
-
 1
1
-
-
Jeżeli nie masz korzyści ani nie jesteś w żaden sposób powiązany ze sprzedawcą to jest to nornalna recenzja konkretnego produktu który kupiłeś za swoje pieniadze. Nie ma nic zdrożnego w podaniu linka.
A jak bardzo jest miękka? Czyli jak małą pętle możesz nią zawiązać?
-
Czarek - wyłącz te coastingi. To jakaś proteza na cieknący filament - działać będzie tylko w bardzo specyficznych okolicznościach. Jeżeli chcesz mieć poprawny wydruk to zainteresuj sie funkcją Linear Advance w firmwarze. To nie wymaga zadnej inwestycji finansowej tylko czasu na testy. Z tym ze na bowdenie z kiepskim silnikiem można nabawić się psychozy jak dotychczasowa cisza zmieni sie w klikanie ekstrudera.
-
 1
1
-
-
Już dawno nauczyłem się jak chcesz mieć precyzyjne otwory pod montaż to dajesz kompensację w projekcie. Zazwyczaj 0.3 - 0.5mm na średnicy - zależnie od rozmiaru otworu. Czyli jak ma wejść śruba 3mm to otwór robię 3.5, a jak ma wejść 10mm to otwór daję 10.2 - 10.3. Alternatywnie otwory kalibruję wiertarką. Znudziło mi się spędzanie dziesiątek godzin nad kalibracją kiedy sprawę załatwia się w 10 sekund wiertarką.
Kalibracja stołu - na zero dotyka stołu. Na 0.1mm z lekkim wciskiem wchodzi zwykła biała kartka A4 do zwykłej drukarki. Z-offset na zero. Jego przeznaczeniem jest kompensacja różnicy między czujnikiem a fizycznym zerem stołu. Czyli jak zeruje się głowica poza stołem to można użyć Z-offset o wartości niezerowej. Jak nad stołem to użycie wartości innej niż zero powoduje, że przy zerowaniu dysza fizycznie wjedzie w stół albo później przy druku będzie naciskać na krańcówkę osi z - i tak i tak jest źle i niepoprawnie.
Kalibracja stołu działa tylko w miejscu w którym wsunąłeś kartkę i przy założeniu, że stół jest płaski. Więc aby mieć idealna odległość dyszy od stołu na całej powierzchni to rozwiązania są 2: albo stół będzie idealnie płaski i sztywny (to jest do zrobienia -> np frezowana gruba 5-6mm formatka alu, albo szkło 6mm). Albo czujnik poziomowania, który rozwiązuje problemy z krzywym/niepłaskim stołem.
-
Jest też moja wersja filmu
-
2
-
-
Zobaczyć to dziwactwo w locie to będzie coś.
-
Zastanawiam się czy problemy nie wynikają z zastosowania dyszy Volcano. One dedykowane sa do szybkiego druku dużą dyszą (0.6mm i więcej). Przy powolnym druku plastik bardzo się rozgrzewa w długiej dyszy i ciężko jest kontrolować jego przepływ. To jest to na co zwrócił uwagę Marcin. Gdyby zastosować zwykły blok i dyszę V6 to może byłoby latwiej.
Te nadmiarowe rogi sa wynikiem ściśliwości filamentu w rurce bowden. Można spróbować drukować duuuzo szybciej (80mm/sek) i zwiększyć przyspieszenia do 2000 i zryw (jerk) do 20. Będzie szarpać i pojawią sie artefakty związane z dzwonieniem (ringing/ ghosting) ale powinno to pomóc w ogolnym wyglądzie wydruków. Ogolnie dysze Volcano nie służą do drukowqnia małych detali.
-
Hej.
Są jakieś postępy w poprawie Me109? Udał się ponowny oblot?
-
Esc do silnika 370 jest OK. Będzie sie grzał bo masz największy dopuszczalny silnik, ale powinno być ok. Skoro regulator/silnik wydają dźwięki tzn że tli się w nich życie. Czy poprawiłeś trymery tak jak to było sugerowane? Włącznik włącza całą instalację. Żebyś nie musiał wyciągać pakietu żeby wyłączyć model. Niemniej dziwię się, ze po prostu go nie spróbowałeś użyć.
Czas ładowaniapakietów to pojemność/ prąd x wspolczynnik strat (kiedys bylo 1.2).
Czyli 1300 / 250 x 1.2
-
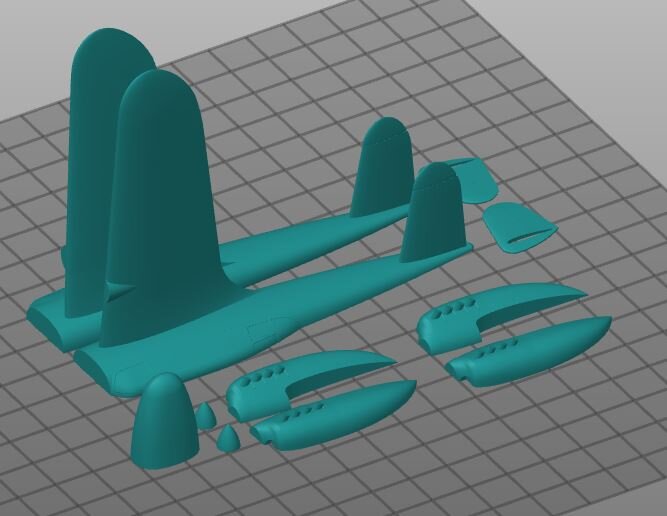
Właściwie to Wilk gotowy jest do publikacji - nie ma co w nim poprawiać
 Z tym ze pisanie manuala trochę zajmie - wiec jak ktoś chętny na pliki STL/3MF/Gcode to zapraszam na priv.
Z tym ze pisanie manuala trochę zajmie - wiec jak ktoś chętny na pliki STL/3MF/Gcode to zapraszam na priv.
Dla tych co chcieliby mieć małego Wilczka na biurko wrzucam model w skali 1/72.

-
1
-
-
Raczej przeciac rurke teflonowa na wymiar a na jej koniec zalozyc to:
https://www.thingiverse.com/thing:3260694 lub to: https://www.thingiverse.com/thing:3204326
I dopiero wkrecic koncowke pneumatyczna.
-
1
-
-
Predzej czy później takie rozwiązanie doprowadzi do powstania tzw "szparki endera" z winy wielokrotnej retrakcji oddziałującej na końcówkę pneumatyczną. Można temu przeciwdziałać na kilka sposobów.
Jednym z nich jest docięcie rurki teflonowej na wymiar i wsadzenie pierścienia blokującego pod końcówkę pneumatyczną. Wtedy poluzowanie zaxisku konektora nie będzie powodowało powstawania przerwy zaraz nad dyszą i problemów z retrakcją.
-
Spróbuj SuperSlicer, PrusaSlicer.
Chodzi o porównanie. Nie mówię że masz się od razu przesiadać.
-
A jakiego slicera używasz?
-
Mikołaj - zanim wejdziemy w szczegóły - to pytanie podstawowe. Czy latałeś już jakimś innym modelem?
-
1 godzinę temu, RyżyKoń napisał:
Samolot to górnopłat, skrzydło to element nośny przymocowany punktowo do kadłuba i to ono musi udźwignąć cały ciężar modelu [...]
W układzie tandem to chyba jednak nie cały. Tylny płat tez niesie i to sporo - biorąc pod uwagę, ze jego powierzchnia jest 75% przedniego płata.
I chyba coś nie tak z wpisaniem wymiaru skrzydło/statecznik - wygląda jakbyś zamienił je miejscami - to celowo czy niechcący?
-
Taka jeszcze jedna myśl odnośnie tego wygiętego mocowania silnika X.
Skoro tak wygiąłeś to mocowanie tzn, że pasek osi X masz napięty jak struna, a to wcale nie jest dobre.
A odnośnie pasków na wydruku - to one maja już inny charakter - powiedzmy losowy.
Wygląda tak jak "inconsistent extrusion" czyli niejednorodna ekstruzja. Powtarzalne regularnie paski to z-wobble.
Tylko teraz musisz sprawdzić 2 rzeczy:
1. Czy na zupełnie innych wydrukach zgrubienia pojawiają się na tej samej wysokości (co by znaczyło o jakimś zabrudzeniu na osi Z).
2. Czy na 2 różnych wydrukach pojawiają się na innych wysokościach = to oznacza złą pracę ekstrudera albo niejednorodną średnicę filamentu, a te najtańsze mogą tak właśnie mieć. Kup rolkę DevidDesign i porównaj
Do testowania ekstruzji dobrze jest drukować proste graniastosłupy w trybie wazy. Na nich wychodzą defekty które można łatwo diagnozować.
-
1
-
-
Godzinę temu, kesto napisał:
Temat ciekawy, ale rozpiętość przy dwusilnikowym modelu to nieporozumienie. Z doświadczenia wiem, że 2000mm to minimum. Przemyśl to jeszcze raz, bo szkoda Twojej pracy.
Eeee - no bez przesady. 1m tez da się zrobić
") 2m nie wejdzie każdemu do samochodu no i trzeba mieć konkretne zaplecze lokalowe do tak dużych modeli.
2m nie wejdzie każdemu do samochodu no i trzeba mieć konkretne zaplecze lokalowe do tak dużych modeli.
-
Fajnie Ci wychodzi to modowanie. Regulacje prądu na stepstikach robi sie wtedy gdy osie gubią kroki przy szybkim druku.
Skoro bylo dobrze i tylko pokręciłeś prąd na silnikach to nie zmieniłeś nic poza zmianą silnikow w grzałki.
-
1
-
-
Ładnie. Kolejny wilczek. 1.5m to już można poszaleć z podwoziem itd.
-
Ja widzę tylko jeden problem z enelopami...
Koszyczek, a wszyscy wiedzą, że koszyczek to złoooo!!!
Drukarka 3D TEVO Tarantula Pro
w Warsztat
Opublikowano
To jest bardzo dobre pytanie - i dlatego najlepiej zadać je na forum reprapy.pl . Tam są specjaliści od tego typu zagadek. Ja pomimo swojego doświadczenia nie jestem w stanie na to pytanie odpowiedzieć.