





japim
-
Postów
4 708 -
Rejestracja
-
Ostatnia wizyta
-
Wygrane w rankingu
40
Odpowiedzi opublikowane przez japim
-
-
Wejdzie na każdą.
-
Zapowiada sie kolejny ładnie wykończony modelik. Wrzucaj fotki z montażu, bo model ten ma kilka nietypowych rozwiązań w związku z ultra krótką maską silnika.
-
W dniu 18.08.2021 o 21:09, japim napisał:
Jakbyś mial problemy to pomoge. Tez wzialem - to bede mieć doświadczenia z pierwszej reki.
Minęło 5 miesięcy i dopiero znalazłem czas na złożenie drukarki. W sumie zeszlo się 2.5 gdziny.
Próbny wydruk - warstwy ogólnie ok, ale po 20 minutach zaczął gubić kroki na Y... wrócę do tematu ze sterownikami 2208
")

-
8 godzin temu, solainer napisał:
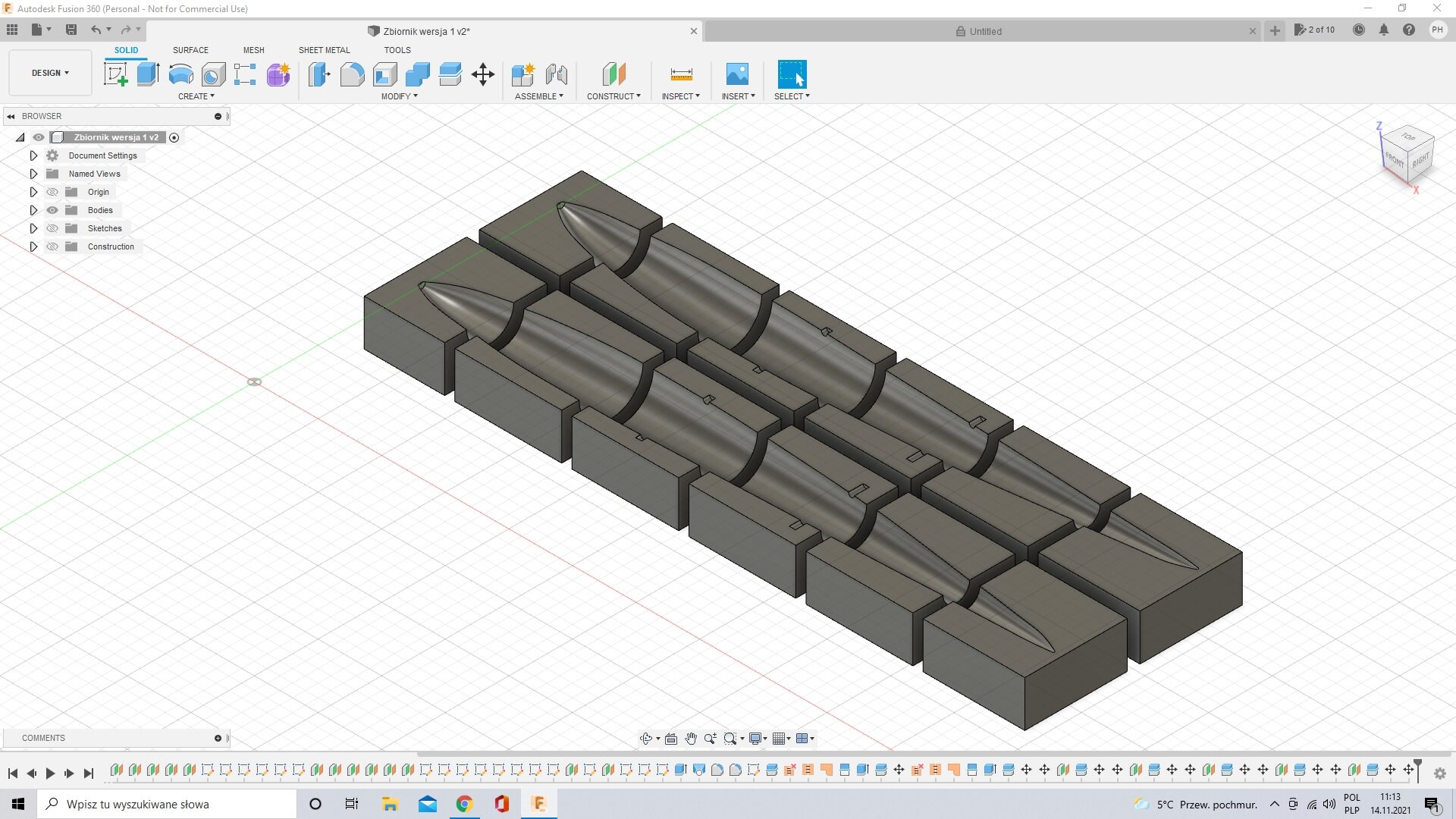
Zrobiłem sobie przerwę w malowaniu i pobawiłem się w projektowanie 3d. Chcę w ten sposób przygotować drukowane formy do wykonania zbiorników pod skrzydłowych i zbiorników paliwa. Wydaje mi się że jedyna super lekka opcja to właśnie cieniutki laminat bo te zbiorniki tak naprawdę nic poza wyglądem nie wnoszą i nie muszą być jakoś niezwykle wytrzymałe.
Sporo się namęczyłem aby jako tako opanować wykonanie modelu i jeszcze więcej aby zrobić z niego formę. Na szczęście w sieci jest kupę poradników i się udało. Tak się prezentują już pocięte na kawałki i przygotowane do drukowania. Zobaczymy co z tego wyjdzie, ale to za ładnych parę godzin bo sporo jest do wydrukowania. W sumie jak tak patrzę to w ten sposób można by cały model odformować i jest to łatwiejsze niż budowanie kopyta.

Polecam drukować je w pozycji na sztorc - nie tak jak tu pokazujesz. Inaczej pojdzie baaardzo duzo platku a jakość bedzie mizerna. PLA można szlifować na mokro i wtedy woda odbiera całe cieplo i nie pozwala PLA sie topić.
-
I poleciał:
Szczerze mówiąc to biały model w takich mglistych warunkach to prawie malowanie stealth ?
-
 3
3
-
-
Wooow. Gratulacje!!!
-
Epp to polipropylen. Mało co jest w stanie zeżreć taką piankę.
-
Do rozglądania sie na boki potrzebujesz "pantilta" albo przynajmniej serwo. Do tego head tracker na goglach lub w najprostszej wersj obsługa jakimś potencjometrem lub przełącznikiem 3 pozycyjnym (lub drążkiem zamiast steru kierunku).
-
Pomysł stary jak świat - tfu FPV
 Jest tylko jedna zasada - wszyscy latają w FPV... bo w walce FPV kontra LOS to właśnie pilot FPV nie ma żadnych szans na znalezienie i wymanewrowanie typowego modelu ESA.
Jest tylko jedna zasada - wszyscy latają w FPV... bo w walce FPV kontra LOS to właśnie pilot FPV nie ma żadnych szans na znalezienie i wymanewrowanie typowego modelu ESA.
-
Fajne - podoba mi sie. Zastanawiam sie czy mozna to odwzorować w druku 3d.
-
Razem z Bearcatem oblatany zostal tez Me163 Konrada. Udalo sie zejsc sporo z masa do 610g I na napedzie do ESY lata tak:
-
2
-
 1
1
-
-
Grzegorz - zrobiłbyś w końcu jakiś normalny samolot - co?

Hehe - ja wiem, że robienie zwyłych latadeł się nudzi i człowiek rozgląda się za coraz dziwniejszymi konstrukcjami. Kibicuję!!!
-
W weekend było polatane
Dzięki wielkie Konrad @Autsajder1983 za super spotkanie i materiał na zdjęcia i filmy.
Kolejny model ze stajni drukowanych kombatów oblatany (wykonanie i oblot Konrad):
-
1
-
-
27 minut temu, grabek1985 napisał:
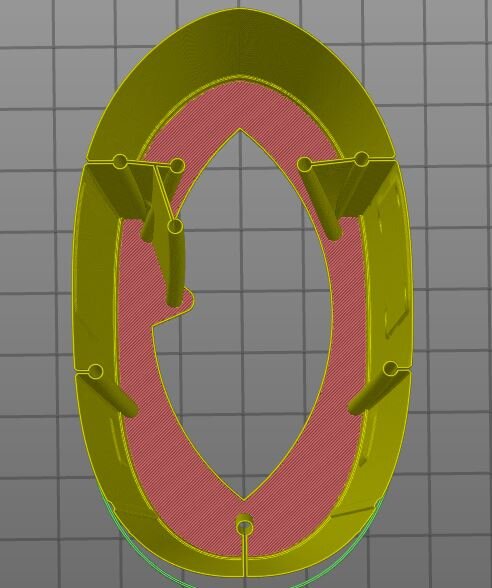
@japim rozumiem że te wewnętrzne otwory są dla rurek węglowych? Na jakiej podstawie je dobierasz? Ilość i średnicę?
Rurki są dla prętów 1.5mm oraz dla popychaczy ze stalowego drutu 1.2mm.
W skrócie - CRD - czyli co ręka dała. Na razie się sprawdza. Nie miałem okazji ani czasu testować 10 różnych wersji aby stwierdzić, która konfiguracja ma najlepszy sens.
Funkcja prętów pomaga w poprawnym złożeniu segmentów i wytrzymałość drutu/pręta idzie prostopadle do warstw - czyli jest zbrojenie krzyżowe.
Oczywiście model można skleić także bez prętów - bo kanały idące do środka całkiem nieźle wzmacniają konstrukcje same w sobie.
Na pewno koszt ma tutaj znaczenie. 1 pręt 6mm kosztuje 20zł. 1 pręt 1.5mm 1/8 tego . Modele ESA z miękkiego EPP wystarczy dosztywnić 2 prętami. Ja daję 4 (1 w każdej ćwiartce) , czasami 6, czasami 7 - zależnie od rozmiaru modelu.
Konkurencja czasami stosuje inną opcję - mianowicie jeden "kręgosłup" z pręta 6 - 10mm i na to nanizane segmenty. Ale to nadal sprowadza wytrzymałość do połączenia w tym jednym miejscu między plasikiem a prętem. Ja wyznaję filozofię rozproszonej wytrzymałości - tak jak dźwigary w skrzydłach - tylko tam gdzie działają siły rozciągające i ściskające.
Ciekawą opcją jest możliwość stasowania drutu spawalniczego 0.8mm
zamiast węgla.
-
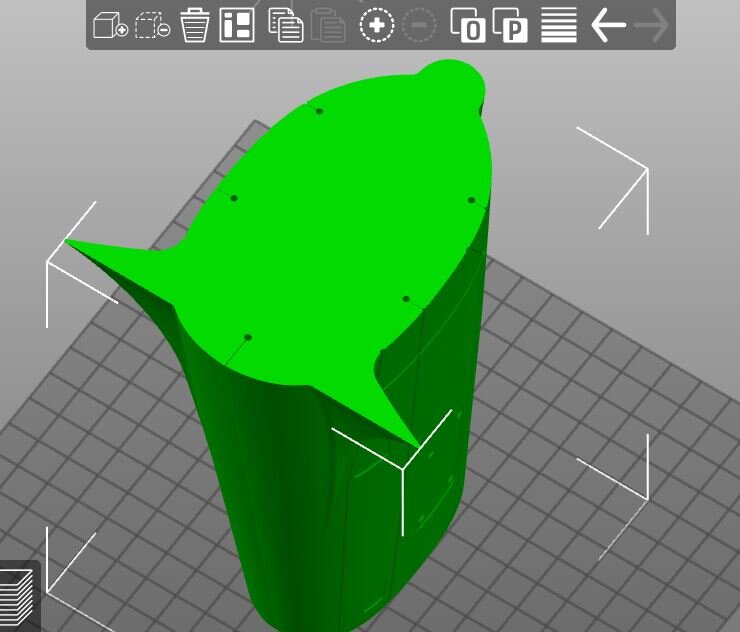
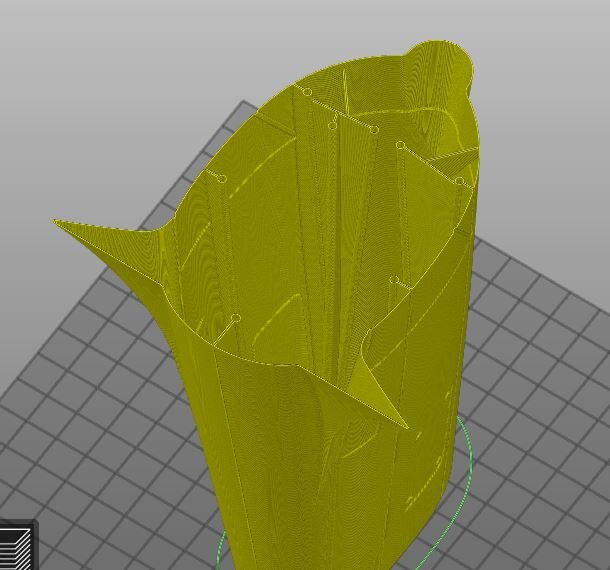
Tak to mniej więcej wygląda:
bryła, po pokrojeniu przez slicer i zoom na przekrój jak się już wydrukuje
-
1
-
-
10 minut temu, grabek1985 napisał:
Możesz wrzucić przekrój STL kadłuba?
Jak wroce do domu
-
Godzinę temu, grabek1985 napisał:
Podoba mi się że są widoczne linie poszycia, a opcja wazy też super, zwłaszcza jeżeli się drukuje z lwpla
")
O to właśnie chodzi - aby wykorzystać plusy technologii, i starać się minimalizować negatywne aspekty. Jak już siadam do projektu to dobrze aby model fajnie wyglądał. Ręczne nakładanie linii może być męczące - a ja jak zrobię to raz to każdy model ma już to w gratisie.
-
Tak. Moje modele zaprjektowane są do druku w trybie wazy. Bez odrywania dyszy od wydruku. Do tego wymagana jest tylko postawowa kalibracja drukarki. Nawet najprostsza drukarka to ogarnie.
-
Same Wilki na tym forum:)
Na rcgroupsach kolega wrzuca relacje z budowy (wg mojego projektu):
-
Latawiec na uwięzi nie jest statkiem bezzalogowym. Po prostu nie narażaj innych (i siebie) na niebezpieczeństwo latając im nad głową lub przy liniach wysokiego napięcia.
-
1
-
-
Wiem Mirku, ale osobiście nie lubię zbyt dużych uogólnień.
-
3 godziny temu, malinowski napisał:
Moim skromnym zdaniem druk 3D w temacie spaliny nadaje się tylko do zrobienia formy pod laminat.
-
Super robota. Przydałoby się zrobić zdjęcie gdzieś nad wodą. Wyglada jak prawdziwy. A startujacy Hawkeye dopełnia całość
-
Hej.
Drukowałem z ePLA-LW (od eSUN) i początkowo jechałem z temp 250stC - ale materiał się dosłownie przypalał i zostawiał brązowe gluty. Po prostu tak bardzo się spieniał, że dysza ścinała nadmiarowy materiał i nabudowywał się bardzo duży brązowy blob, który regularnie spadał i wklejał się gdzieś w wydruk. Dopiero jak zjechałem z temperaturą do 225C i przepływ 55% to zaczęło być OK. Nadal co jakiś czas pojawia się malutkie zabrązowienie - ale jest duuużo lepiej.
Co do 3dlabu to obawiam się, że może być równie źle - bo za Polyair - czyli zwykły impact PLA kasują nieprzyzwoicie dużo.





PZL 38 Wilk 1/12 - ACES
w Modele średniej wielkości
Opublikowano
Chyba wydrukuje jeszcze jeden egzemplarz tylko po to aby dac mu takie malowanie: