RomanJ4
-
Postów
4 680 -
Rejestracja
-
Ostatnia wizyta
-
Wygrane w rankingu
53
Treść opublikowana przez RomanJ4
-
Mało prawdopodobne? A jak pasażerowie(np zderzenia?) będą nieprzytomni?
-
Będzie dobrze. Gdyby się okazało, że trzpienie z ułamanego wiertła się jednak wyginają (chwyty czarnych wierteł nie zawsze są tak twarde jak część robocza. Wiertła białe/szlifowane z HSS/ lub kobaltowe/HSS-Co/ są jednolite-mają twardsze chwyty), to radziłbym wstawić w otwory np (przycięte?) igiełki z łożyska igiełkowego (jeśli ich długość 9,8mm jest wystarczająca) albo obcięte z odp. gwintowników. katalog https://www.ltmet.pl/igielki-lozyskowe/
-
A, przepraszam, to wtedy tak, da się tak nawiercić..
-
Nie, to zła koncepcja. Dlatego, że wiertło będzie statyczne, a obracał się będzie materiał. Jeśli przesuniesz wiertło 2,4mm od osi obrotu materiału, to najpierw będzie rysować wokół osi obrotu okrąg(jak to widać na Twoim zdjęciu), a jak już uda mu się nieco już zagłębić w materiał, to jego koniec będzie podążał za nawiercanym otworem po okręgu oddalając się od osi konika(i osi zamocowania wiertła) w najdalszym punkcie o 4,8mm. Czyli krótko mówiąc będzie o tyle wyginane przy każdym obrocie. Czym to grozi przy coraz większym zagłębianiu się wiertła nie trzeba chyba wyjaśniać, nie mówiąc o rozbijaniu przez nie samego otworu. (takie coś może udałoby się gdyby wiertło było baaardzo bardzo długie, wtedy kąt jego wygięcia byłby proporcjonalny do jego długości, ale rozbijałby otwór dalej, choć mniej) Jeśli chcesz wywiercić na tokarce niecentryczne otwory, to musisz zdecentrować o żądaną wartość oś obrotu wierconego materiału, czyli krótko mówiąc: - albo zastosować uchwyt (4-szczękowy) z niezależnie ustawianymi szczękami, wtedy możesz ustawiać dowolne przesunięcie osi obrotu, (jak widać na fotkach, tu akurat kostkę) - albo między jedną szczękę 3-szczękowego samocentrujacego uchwytu tokarskiego a materiał podłożyć podkładkę grubości (A) by przesunąć oś obrotu (O) wierconego otworu względem osi symetrii (N) materiału(o średnicy d) o wielkość (e). Podobnie jak robi się to tocząc detal mimośrodowo*. Grubość podkładki A obliczmy ze wzoru : ( https://www.google.com/url?sa=i&url=https%3A%2F%2Fwydawnictwo.not.pl%2FINZ2017%2FZ1%2F2_PYTLAK.pdf&psig=AOvVaw2UcVygP1GHLgUc0AEP4j50&ust=1679529183650000&source=images&cd=vfe&ved=2ahUKEwizgKn0m-79AhUPzSoKHSa5DqUQjhx6BAgAEAs ) gdzie: A - grubość podkładki, e - wielkość przesunięcia od osi symetrii materiału, d- średnica materiału (2r), Drugi symetryczny otwór wykonasz obracając detal w szczękach uchwytu o 180°. * - podobny wzór http://www.homemetalshopclub.org/news/aug03/ecentric_centering.jpg (https://www.cnc.info.pl/jak-z-twardych-szczek-zrobic-miekkie-zataczane-t54975.html)

-
Nie masz do swojej tokarki podtrzymki ruchomej, a musisz przetoczyć bardzo długi cienki wałek? Jest wyjście:
-
- 2
-

-
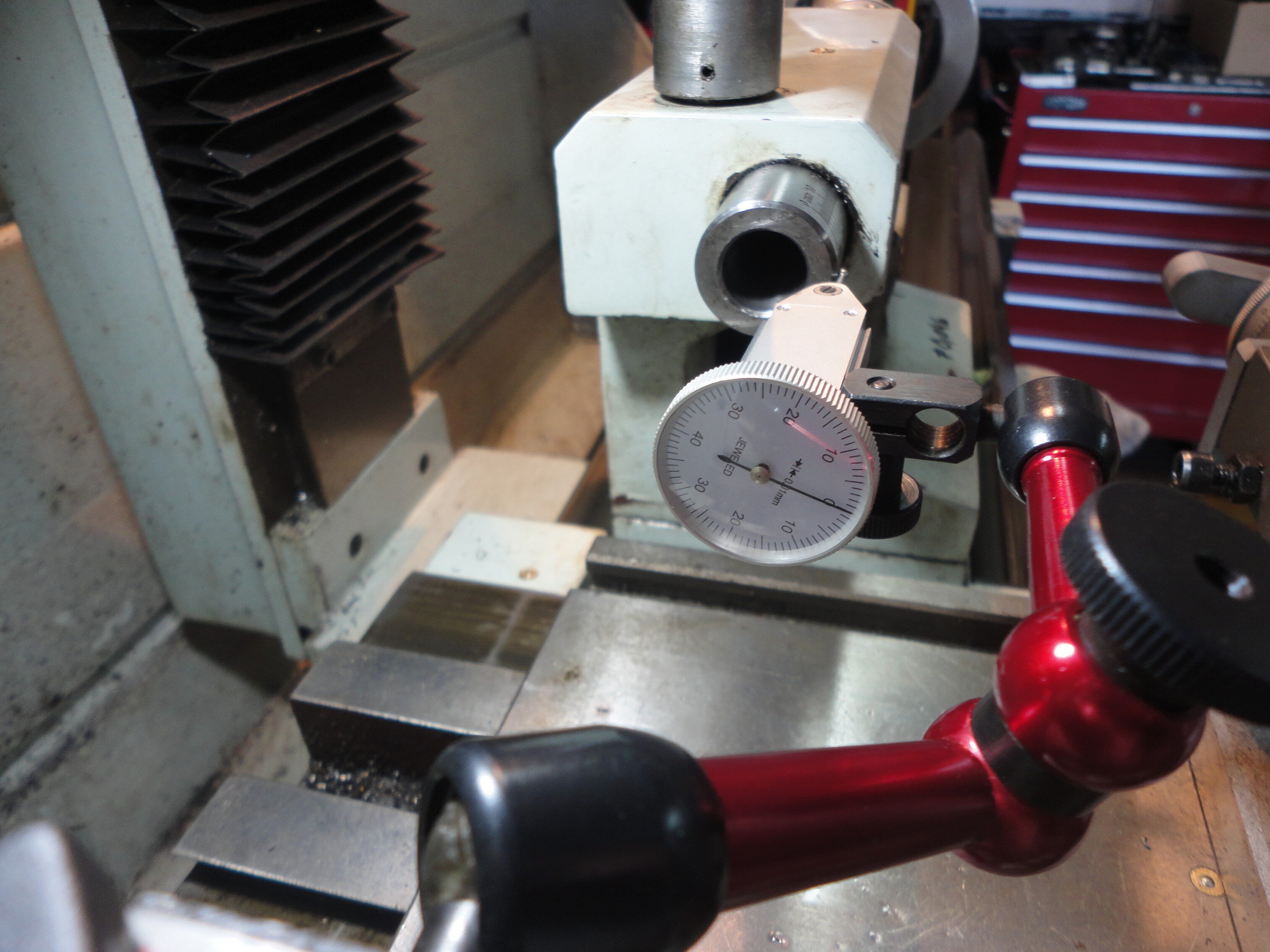
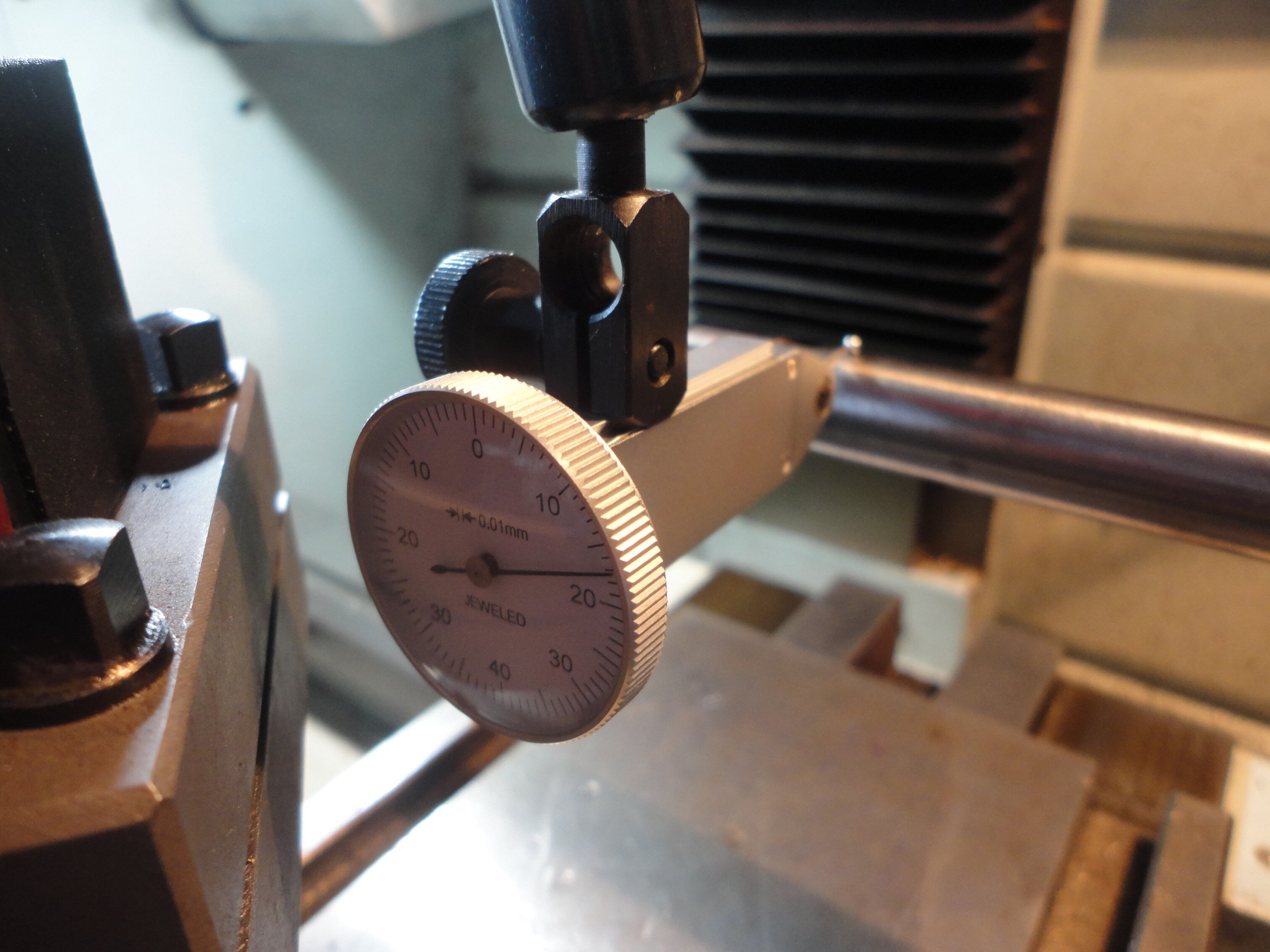
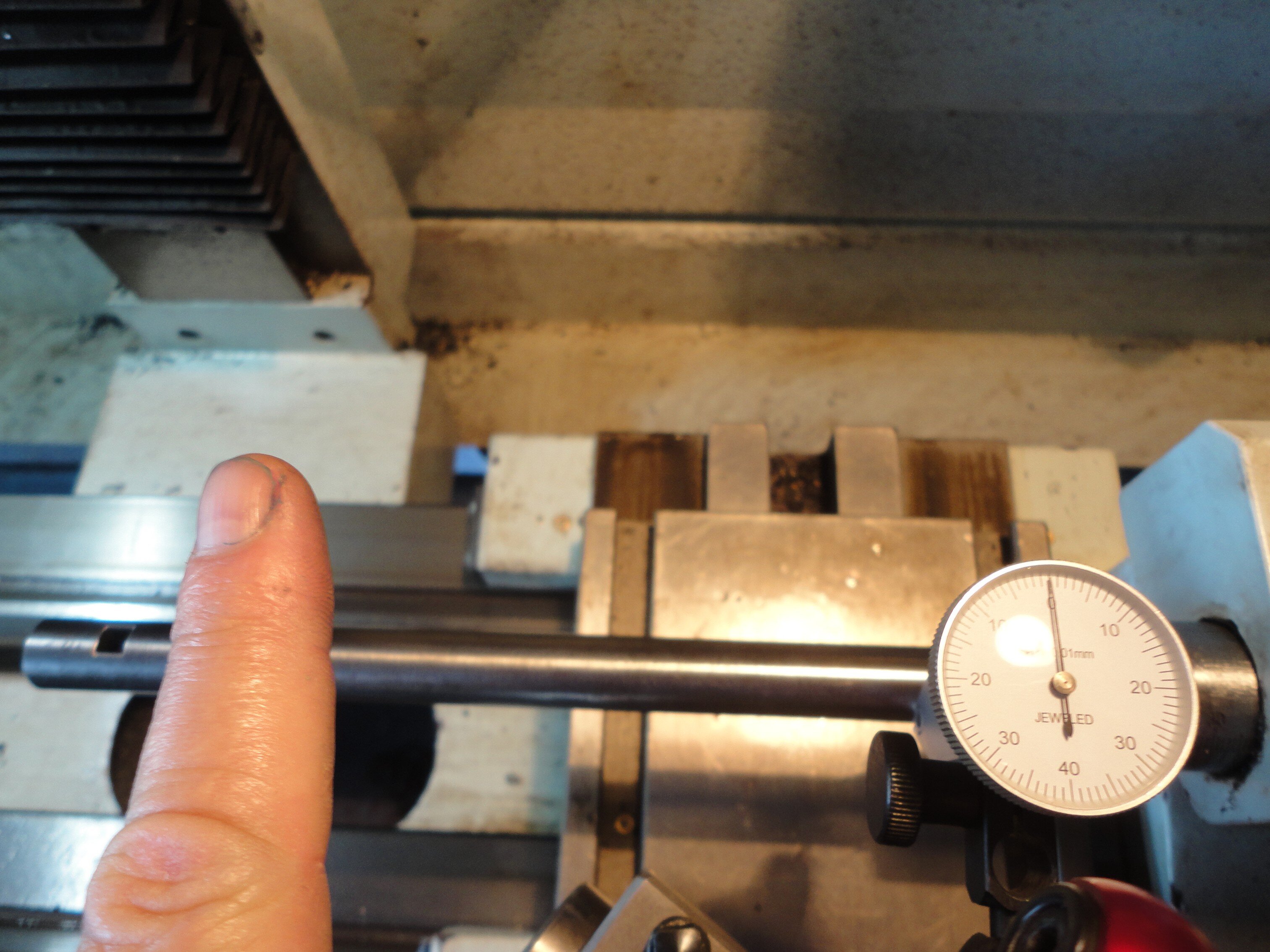
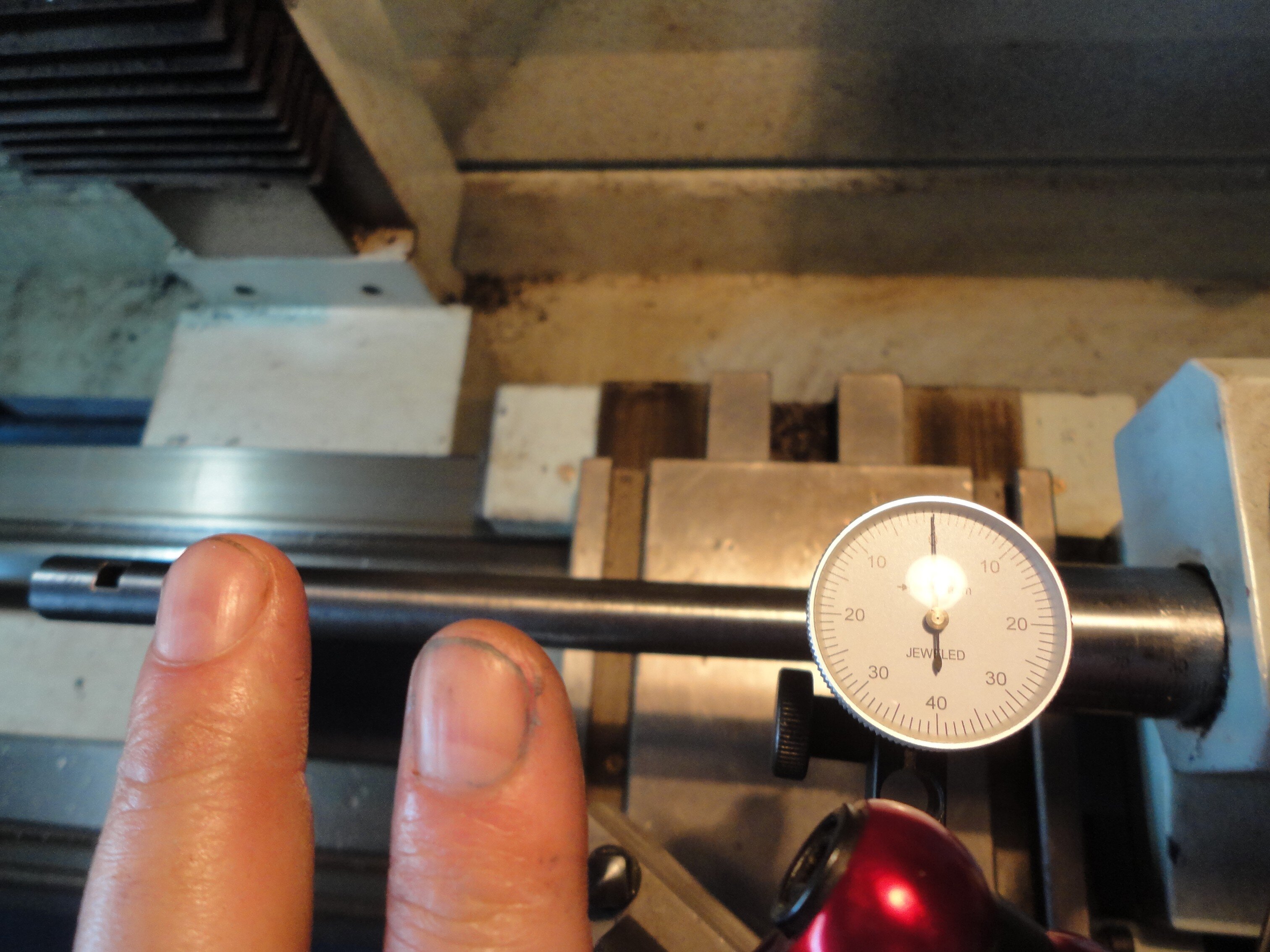
wynik tego pomiaru bicia zamocowanego w szczękach uchwytu materiału jest bardzo dobry. Drgania wskazówki w obrębie setki mogą nawet być wynikiem dość długiego ramienia (a co za tym idzie mniej sztywnego mocowania czujnika) + tarcie końcówki o obracający się dość szybko materiał *. Obserwując obrót wiertła zamocowanego w uchwycie nie widać by biło, więc można uznać, że jest w osi wrzeciona i przystawić do drugiego statycznie zamocowanego w koniku. Jednak gdy kamera zniżyła się do mniej więcej poziomu wierteł można zauważyć lekką niewspółosiowość obu - to w koniku jest wyżej niż to w uchwycie. Po wypoziomowaniu i powiększeniu fragmentu obrazu stopklatki daje się to wyraźnie zauważyć. Nie jest to dużo, ale im cieńsze wiertło, tym bardziej będzie naginane w czasie zagłębiania w materiał co może doprowadzić do jego pęknięcia. Być może ten uchyb wynika to z bicia wiertła w szczękach uchwytu wiertarskiego, co niestety dość powszechnie się zdarza zwłaszcza gdy nie jest nowy. Można to sprawdzić obracając go w koniku o 180° - jeśli to to, to operacja powinna dać obraz, że jest teraz poniżej osi wiertła w uchwycie tokarskim. Usunąć to można jedynie zmieniając uchwyt. Ale jeśli obrót uchwytu wiertarskiego nic nie zmieni, to będzie znaczyć, że oś tulei konika jest nieco wyżej niż oś wrzeciona (przy porównywaniu pamiętać o zaciskaniu tulei w korpusie konika!). Pozostanie odpowiednio przeszlifować górę dolnej części konika przy płetwie poprzecznej. * - Tak na przyszłość, to zasadniczo powinno się stosować możliwie małe obroty przy pomiarze, by łatwiej było zauważyć pełną skalę wychyłu wskazówki czujnika. Bo ona i mechanizm który ją napędza też ma jakąś swoją bezwładność, i jeśli obroty są zbyt duże, to nie zdąży się wychylać w pełnym zakresie uchybu, tylko drga w niewielkim zakresie górnej odchyłki (przeskakuje nad "dołkami"), fałszując odczyt rzeczywistego uchybu. I możliwie krótkie mocowanie czujnika, co poprawi sztywność układu.
-
Prawidłowa nazwa narzędzia do wykonania nakiełków to nawiertak do nakiełków. Ale potocznie w żargonie tokarskim mówi się na nie "nakiełek", bo nazwa "nawiertak" stricte w technice to dość szerokie pojęcie (nie zawsze zgodne z prawidłowym technicznym nazewnictwem), i może być różnego kształtu.. to też "nawiertaki".. Dla informacji- na rysunkach technicznych części możemy spotkać kilka oznaczeń rodzajów nakiełków czasem oznaczone tylko samym symbolem w/g normy ISO6411 lub PN-75/M-02497: A; B; R; z gwintem; (bez pokazanego przekroju), https://www.cnc.info.pl/nakielek-t118674.html
-
Na statycznym. Do zamocowanego w uchwycie (nieobracającego się) sztywnego wałka/rury przystawiasz czujnik do korpusu uchwytu i naciskając/ciągnąc za wałek w płaszczyźnie w jakiej przystawiłeś czujnik sprawdzasz ile się ugnie. (dobrze jest ciągnąć wagą wędkarską z siłą tak oj 2-5kg, daje to pewien obraz stanu łożysk. Im lżej ciągniesz, a jest ugięcie - tym gorszy luz łożysk) Na filmie poniżej pokazane jest jak się ustawia luz łożysk stożkowych, ale luz kulkowych też analogicznie można sprawdzić, tyle, że luzu kulkowych wyregulować się nie da, i albo zmiana na nowe, albo zmiana na stożkowe i regulacja.
-
Niestety nie zawsze, wytwórców klonów tego modelu jest w Chinach przynajmniej kilku, i różną też mają jakość. Dla niektórych dystrybutorów są wykonane nieco staranniej niż inne(ale i cena jest zazwyczaj wyższa) np na rynek amerykański dla https://www.grizzly.com/ (7x12"; 7x14") https://www.grizzly.com/products/grizzly-7-x-12-mini-metal-lathe/g8688 ale niestety na napięcie 110V
-
Są specjalne kleje do ABS-u np https://e-kleje.pl/klej-do-abs-poliweglanu-plexi-polistyrenu-multibond-431-p-151.html?gclid=CjwKCAjw5dqgBhBNEiwA7PryaOO5KXn6D8cwxDF15qiPXGoLapXrudnZPuXuSiK-jy6LXwMJcrRcfRoCcCUQAvD_BwE https://allegro.pl/oferta/klej-do-abs-plexi-pow-trudnosklejalnych-mocny-20g-13341736606 https://allegro.pl/oferta/klej-do-tworzywa-abs-cyjanoakrylowy-primer-budfix-13296074322?bi_s=ads&bi_m=productlisting:desktop:queryandcategory&bi_c=MjFiZTkzOGUtYjZiYy00NzBmLThlZGItZDBjMDM2YTNiZGM5AA&bi_t=ape&referrer=proxy&emission_unit_id=5b8e7fb6-8190-490d-8630-99374509dd3f ale i taki z marketu budowlanego też trzyma https://allegro.pl/oferta/dragon-klej-do-plastiku-50-ml-pmma-abs-pcw-bezbarw-13165292812 Ja do twardych plastików najczęściej używam tego (w Brico Marche) https://motoluka.pl/kleje/114768-technicqll-klej-do-twardych-plastikow-20ml-pcv-abs-pur-tr-eva-5902051000327.html lekko rozpuszcza klejone powierzchnie i jest twardy po sklejeniu. (w ogóle https://www.technicqll.pl/index.php/pl/ ma dobre kleje dedykowane do różnych materiałów) https://allegro.pl/oferta/specjalny-klej-do-pp-plastiku-pe-abs-hdpe-ptfe-8793167084
-
Zdarzyć się może, że będziemy mieć szeroką deskę do przestrugania, ale dysponujemy tylko wąską ręczną strugarką. Jak to zrobić za jej pomocą pokazuje ten film. Zastąpi też grubościówkę.
-
http://images2.bibsy.pl/taAilv0b/lowienie-w-grze-online-wygladalo-inaczej.gif
-
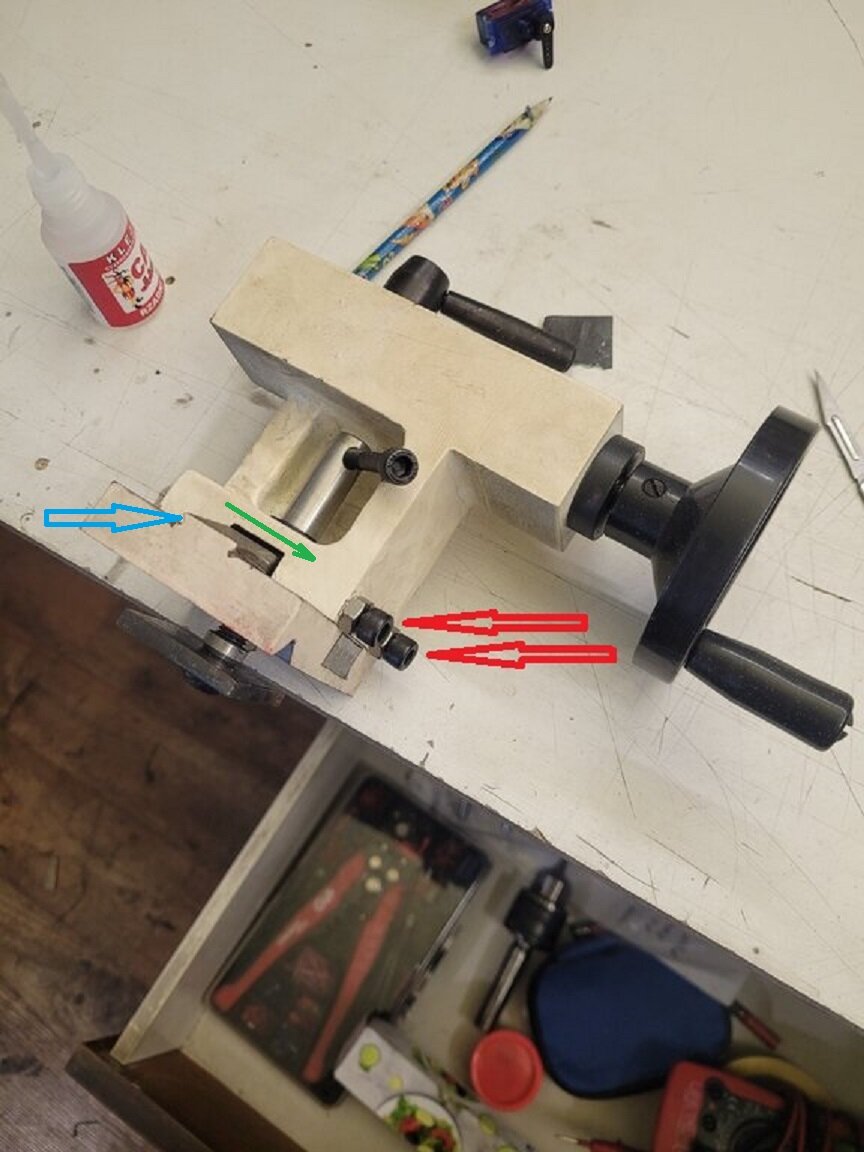
O tycz dwóch śrubach(czerwone strzałki) mówisz? I nic dziwnego, bo te śruby dociskają(zielona strzałka) tylko lewą ściankę wrębu(rowka) górnej części konika do lewej (na zdjęciu) strony płetwy części dolnej. Której śruby byś nie podkręcił, to i tak za ustawienie odpowiada prostopadłość do osi łoża lewej strony (niebieska strzałka) płetwy dolnej części konika (podobnie wrąb górnej części musi być prostopadły do osi tulei konika by ustawienie było prawidłowe). Aby wiec bez podpiłowywania płetwy(lub boku wrębu) górna część ustawiała się osiowo(oś tulei konika) do osi łoża (i wrzeciona) trzeba we właściwym miejscu podłożyć między wrąb a płetwę cienką podkładkę (zazwyczaj wystarczy folia alu). W mojej 700-tce było podobnie, o ile pomiar 13 (za pomocą 230mm trzpienia pomiarowego wetkniętego w gniazdo tulei konika) wyszedł idealnie: - pomiar w płaszczyźnie pionowej (13 - ) przy koniku, - pomiar (13) na końcu 230milimetrowego trzpienia, o tyle pomiar w płaszczyźnie poziomej (14) wykazał odchylenie osi tulei od osi łoża o 0,07mm w kierunku do operatora(↓), - pomiar przy koniku - ustawienie zera, pomiar na końcu trzpienia (+0,07mm), więc by skorygować ten odchył podłożyłem między wrąb a płetwę dwa paski folii o grubości łącznej 0,046mm obracające oś na zewnątrz -od operatora ↑, następnie zrobiłem powtórny pomiar (14) po korekcie - przy koniku (ustawienie zera), - na końcu trzpienia, Jak widać wyszło idealnie - żadnej odchyłki, oś tulei w osi łoża. Dopiero teraz ustawiłem oś (tulei) konika do osi wrzeciona: - zamocowanie diatestu na wrzecionie tokarki(może być też na uchwycie jeśli nie zdjęty), pomiary obracając wrzeciono z diatestem wokół tulei konika, - czujnik nie wykazał przesunięcia w żadnej płaszczyźnie, ani poziomej, ani pionowej, czyli osie się pokrywają - konik mamy wycentrowany! Ewentualna potrzeba przesunięcia jednak osi konika by scentrować go z osią wrzeciona nie powinna zrujnować poprzedniej korekty równoległości osi tulei do łoża(14), bo korekta przesunięcia będzie raczej minimalna... (dla pewności można 14 w skorygowanym ustawieniu powtórzyć) Zapomniałem uprzednio napisać by wszelkie pomiary osiowości przeprowadzać na leciutko ale jeszcze suwliwie zaciśniętej tulei konika, gdyż jej luz w korpusie bywa nieraz spory i mógłby fałszować pomiary..
-
Między dwie części konika musisz podłożyć (w zależności od różnicy wysokości cienka blaszkę (np z puszek od piwa) lub fole aluminiową. https://gadgetbuilder.com/Lathe_Align.html Niestety konstrukcja zaciskania konika na łożu przelotową śrubą powoduje, że za każdym dociskaniem może wychodzić inna różnica w pionie, i trzeba wykonać nieraz wiele prób by trafić na ~dobre ustawienie. By zminimalizować wpływ docisku śruby na wynik podkładania podkładek można przynajmniej dolną część konika na czas regulacji wysokości tymczasowo docisnąć do łoża np zaciskiem stolarskim itp, Może dokładniej będzie wycentrować kiedy zamiast dwóch walcowych prętów użyj kła stałego lub obrotowego w koniku (mocowanie w uchwycie wiertarskim może lekki uchyb), i najlepiej kła stałego włożonego bezpośrednio w gniazdo stożkowe wrzeciona(po zdjeciu uchwytu), lub np małego gwintownika (małe gwintowniki mają stożki zamiast nakiełków) krótko zamocowanego za część walcową w uchwycie tokarskim, stożkiem części chwytowej do kła konika (obróć uchwyt tokarski kilka razu by sprawdzić czy nie bije, bo mocowanie w szczękach może wprowadzać uchyb). Jak dosuniesz i ustawisz wierzchołek w wierzchołek to zobaczysz nawet niewielką różnicę. http://modelengines.info/lathes/img_3933a.jpg Innym starym warsztatowym sposobem na mniej więcej osiowe ustawienie konika jest też włożenie między stożki kłów i lekkie dociśnięcie prostej blaszki. https://softsolder.com/2017/10/17/mini-lathe-tailstock-alignment/ https://weldingweb.com/vbb/threads/705550-Headstock-Alignment-Tailstock-Alignment Blaszka przechyli się od położenia prostopadłego w tej płaszczyźnie w której osie kłów się nie pokrywają. tu osie kłów pokrywają się w obu płaszczyznach(patrząc z góry i z boku), tu osie kłów nie pokrywają się w płaszczyźnie pionowej - blaszka jest skośnie, natomiast osie w poziomie pokrywają się - blaszka patrząc od góry jest ~prostopadła, Aby jeszcze dokładniej ustawić oś tulei konika do osi (obrotu) wrzeciona potrzebny będzie czujnik (procedura jest pokazana w postach wyżej). Jednak przed ustawieniem poleciłbym sprawdzić czy wysunięta tuleja jest równoległa w obu(13, 14) płaszczyznach do osi łoża *, bo jeśli jest lekko skośna przykładowo w płaszczyźnie poziomej, to z zależności od długości jej wysunięcia z korpusu wierzchołek kła schodziłby mniej lub bardziej w bok z osi wrzeciona. * - https://www.cnc.info.pl/search.php?author_id=19147&t=82289&sr=posts czujnik posadowiony podstawka na suporcie i ruch wzdłuż tulei (wyniki dop. odchyłek względem ustawionego zera w powyższej karcie są w calach: .0005' - 0,012mm, 004'- 0,10mm)
-
No cóż, "na Poczcie można kupić wszystko oprócz znaczków"... I to nie wina pani z okienka. Za to Pocztex działa w miarę sprawnie... bo to szybka kasa dla operatora...
-
kolejny pomysł na "butelkowy" cyklon do pyłu.. https://www.homemadetools.net/forum/my-diy-dust-separator-33185?utm_source=newsletter&utm_medium=email&utm_campaign=03-09-23-RESEND&utm_content=03-09-23-46502&nls=nl&nl_ref=sub_16&fi=46502#post46502 Zamiast szklanych można użyć podobnych w kształcie do szklanych butelek plastikowych. idea... wykonanie... cięcie butelki, np https://www.youtube.com/watch?v=N3-uwZ-tanw sposób elektryczny, np.. https://www.youtube.com/watch?v=NvPQEeVgVMk
-
itd, itd... https://www.google.com/search?q=Budowa+modelu+parowozu+Ol49+&client=firefox-b-d&sxsrf=AJOqlzXpRFlDDAOtkyCVfoFimaBOD5jG-w%3A1678641359270&ei=zwgOZMiaENOErgTA96DoCA&ved=0ahUKEwiIvrKv8tb9AhVTgosKHcA7CI0Q4dUDCA4&uact=5&oq=Budowa+modelu+parowozu+Ol49+&gs_lcp=Cgxnd3Mtd2l6LXNlcnAQAzIECCMQJzIECCMQJzoKCAAQRxDWBBCwAzoHCCEQoAEQCjoFCCEQoAE6CAghEBYQHhAdSgQIQRgAUJQKWLMUYPohaAFwAXgAgAGvAYgB8waSAQMwLjeYAQCgAQHIAQjAAQE&sclient=gws-wiz-serp
-
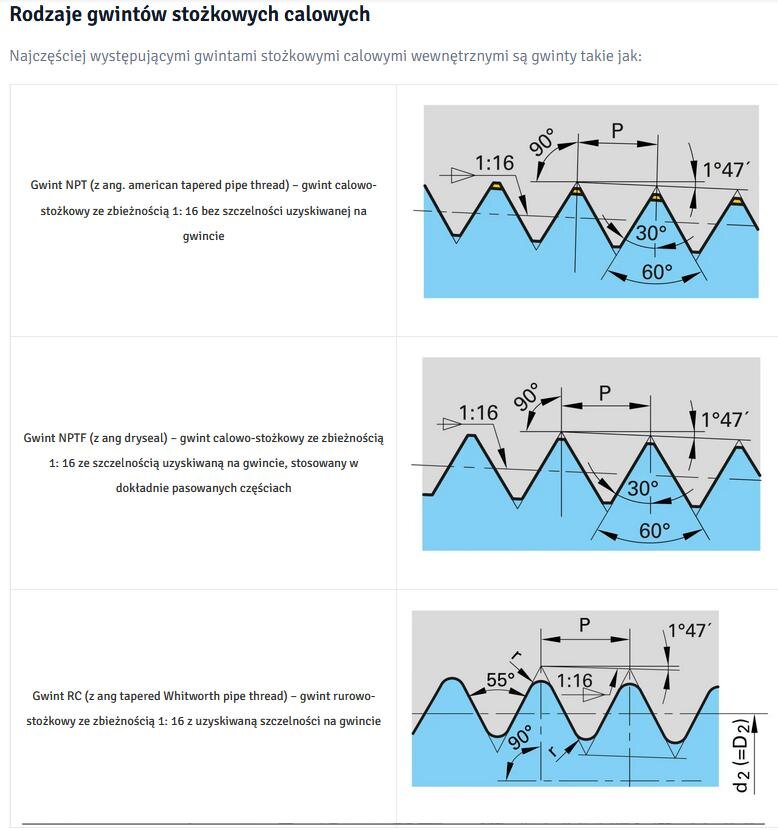
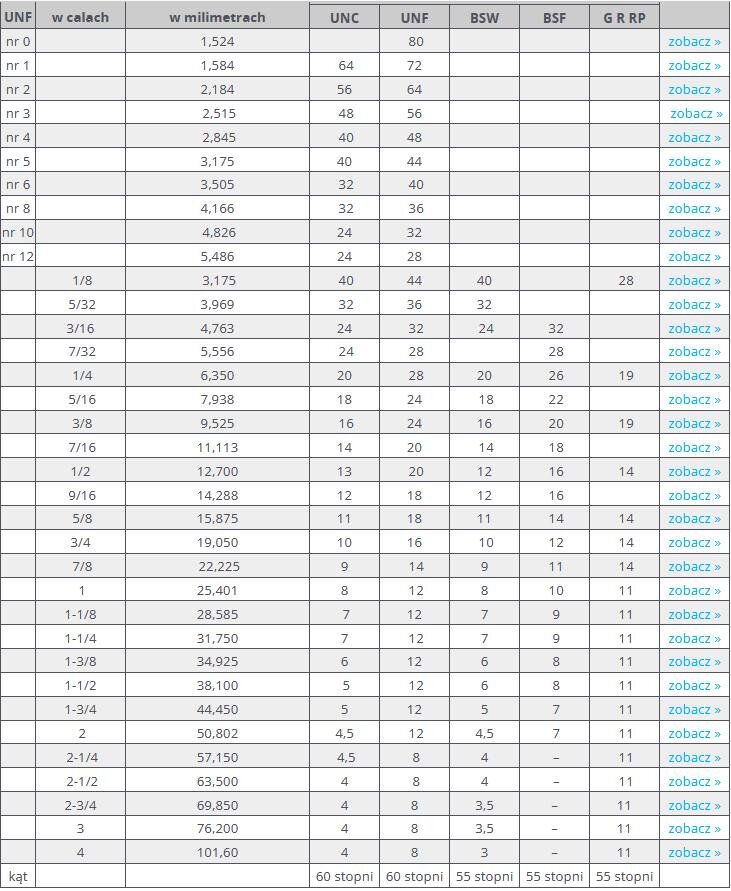
Pomiar gwintów calowych w odróżnieniu od pomiaru dwóch odmian gwintów metrycznych -zwykłe/znormalizowane mające skok nominalny*, i drobnozwojne, gdzie grzebień podaje nam tylko zmierzony skok(np 1; 1,5; itd, nie podając średnicy na której jest nacięty - ta też może być znormalizowana/nominalna lub dowolna, np zwykły (nominalny) gwint śruby M8 ma skok 1,25mm (w oznaczeniu gwintów nominalnych skoku się nie podaje, ale już ten sam skok 1,25 nacięty na średnicy innej niż nominalne 8mm trzeba podawać, np M24x1,25, bo nominalny gwint M24 ma skok 3mm. W metrycznych gwintach innych niż nominalne, na przykład drobnozwojny, np M8x1 (mniejszy niż nominalny 1,25) skok w oznaczeniu się podaje. Także skok większy niż nominalny(choć to rzadko występuje), np M8x1,5. W calowych jest nieco inaczej. Grzebień oprócz ilości zwojów na cal pokazuje także standard i średnicę(w calach) gwintu, np rzeczone 24G 3/16, ponieważ o ile ilość zwojów na cal w każdym mierzy się tą samą miarą, to już standard gwintu, np G, UNC, UNF, itd, mówi nam czy zarys gwintu ma kąt 55° jak w zwykłym angielskim Whitworth-cie, czy kąt 60° jak np w amerykańskiej odmianie calowego - np UNF , a także czy dotyczy walcowego czy stożkowego 1:16(są takie grzebienie bo zarys gwintu nieco inaczej się układa**) 3/16 to średnica gwintu, 24 to skok(zw/1"), ale grzebień zgodnie z oznaczeniem pokazuje skoki dla najczęściej używanych gwintów calowych typowych dla normy standardu G-rurowego walcowego(stąd 3/16 średnicy). Ale tu średnica trzpienia(wału) na którym są nacięte 24zw/1" może być zupełnie inna - zależna od normy standardu - stąd gwinty calowe mają wiele różnych standardów gwintów calowych, takie jak: ACME, BSF, E, BSP, NC, NPT, Pg, BSPT, Rc, Rd, Rp, RW, FG, UN, UNC, UNEF, UNF, UNS, W.. Standardy gwintów calowych https://slavi.pl/blog/aktualnosci-i-porady/gwinty-calowe-ich-wymiary-oraz-kompletna-tabela-gwintow-calowych-.html UNC – gwint calowy, zunifikowany, zwykły UNF – gwint calowy, zunifikowany, drobnozwojny, posiadający zarys trójkątny i kąt 60 st. UNEF – gwint calowy, zunifikowany, drobnozwojny, stosowany przy krótkich gwintach oraz cienkiej ścianie rur UN – gwinty zunifikowane o skoku uprzywilejowanym UNS – gwinty zunifikowane posiadający specjalne średnice oraz podziałki gwintu ACME – gwint amerykański trapezowy symetryczny o ogólnym zastosowaniu G (lub BSPP) – gwint rurowy walcowy, posiada zarys trójkątny 55 stopni Rp – gwint rurowy, walcowy wewnętrzny Rc – gwint rurowy, stożkowy, wewnętrzny NPT – gwint rurowy Briggsa, stożkowy, posiadający zbieżność 1:16 BSW – gwint calowy Whitwortha, zwykły o trójkątnym walcowym zarysie i kącie 55 stopni BSF – gwint calowy Whitwortha, drobnozwojny E – gwint Edisona, elektrotechniczny Tr – gwint trapezowy symetryczny, przeznaczony do stosowania w połączeniach ruchomych, występujących w urządzeniach przenoszących duże obciążenia NC – gwint specjalny elektroinstalacyjny stosowany w rurach stalowych oraz instalacjach elektrycznych Pg – gwint specjalny instalacyjny, pancerny, przeznaczony do instalacji elektrycznych R (lub BSPT) – gwint rurowy, stożkowy, zewnętrzny Rd – gwint okrągły, charakteryzuje się wysoką wytrzymałością statyczną oraz zmęczeniową RW, FG – gwint rowerowy S – gwint trapezowy metryczny, występują one np. w śrubach urządzeń dźwigowych Ven, Vg – gwint wentylowy, stosowane są w zaworach zwulkanizowanych W – gwint stożkowy do zaworów gazowych Dlatego mierząc gwint calowy grzebieniem patrzymy w zasadzie tylko na pokazaną ilość zwojów, które mogą być nacięte na zupełnie innej średnicy niż podana na grzebieniu, dlatego trzeba osobno zmierzyć średnicę w calach, i to zazwyczaj w ułamku zwykłym a nie dziesiętnym (lub przeliczyć ze zmierzonych milimetrów***), przykładowo 5/16 na której jest nacięty dany gwint, i szukać w tabelach standardów odpowiednika dla zmierzonych wartości by dobrać narzynkę z odpowiednim standardem jeśli taką chcemy gwintować. Dla nacinania nożem na tokarce standard(i średnica na jakiej nacinamy) nie ma znaczenia, bo ustawia się tylko odpowiedni skok(zwojów na cal). Jak widać w gwintach calowych można się łatwo pogubić, zwłaszcza nie znając różnych zależności między standardami i braku dostępu do odpowiednich tabel. Jeśli z Twojego pomiaru suwmiarką średnica gwintu wyszła 8mm(czyli 5/16'), a skok 24 zwoje na cal, to musisz szukać narzynki UNF 5/16'-24 **** która nacina 24 zwoje na średnicy 7,938mm. z zarysem 60° (mierząc grzebieniem calowym ciężko nieraz ocenić jaki kąt - 55° czy 60° ma gwint, zwłaszcza jak jest drobny i nieco zużyty) Tabela popularnych gwintów calowych **** Narzynka UNF 5/16-24 - https://artykulytechniczne.pl/narzynka-unf-5-16-24-hss-din-22568-cztool.html?gclid=Cj0KCQiAx6ugBhCcARIsAGNmMbhAwSX_Ue4GP9na_l3z8Q4lfajHM_T4DXq45sqG-wCYeGKjwPsH1-4aAvImEALw_wcB .............................................................................................................................................. * - przykładowo ** - zarys gwintu stożkowego 1:16 NPT(kąt 60°), NPTF(kąt 60°), RC(kąt 55°) https://artykulytechniczne.pl/blog/gwinty-stozkowe-wewnetrzne-rodzaje/ https://www.ebmia.pl/wiedza/porady/mechanika-porady/rodzaje-gwintow/ *** - przelicznik mm/Inch.dec, mm/inch.frac https://www.rapidtables.com/convert/length/mm-to-inch.html?x=8 **** - https://stalmut.pl/informacje/tabela-skokow-gwintow-calowych/ Mam nadzieję, że moje objaśnienia n/t są wystarczająco zrozumiałe...
-
https://homeshopmachinist.net/resources/downloads/ (https://www.madmodder.net/index.php/topic,13327.msg160296.html#msg160296) http://www.stationarysteam.com/
-
Mogli zabrać powerbank na robotę...
-
Mój wspólnik ma Corvette Z06 z wolnossącym 7-litrowym silnikiem 505HP, który przy spokojnej jeździe pali ok 14L/100km, czyli wcale nie tak dużo...
-
Reasumując powyższe dywagacje, napęd elektryczny pojazdów samochodowych przez brak odpowiednio pojemnych oraz tanio i szybko ładowanych akumulatorów jest jeszcze pieśnią przyszłości...
-
https://www.timber-woodwork.com/post/cyclone-dust-separators-for-small-shops (sorry, znalazłem bardziej obrazowy artykuł) W tym rozwiązaniu końcowy filtr z odkurzacza zastępuje filtr zewnętrzny. Zapylone powietrze jest tłoczone do cyklonu.







.jpg.40eac7e9ec005d79d7f6bf99ecb9ee4b.jpg)

.jpg.54768c9dda160a141f0fc3320a11fb86.jpg)
.jpg.de1be693899b8e2853e5632172db858f.jpg)