RomanJ4
-
Postów
4 680 -
Rejestracja
-
Ostatnia wizyta
-
Wygrane w rankingu
53
Treść opublikowana przez RomanJ4
-
Bezpieczny raczej będzie (choć nie znam tego akurat i nie wiem jak się w praktyce sprawuje), mniej bezpieczne są te które trzeba po lutowaniu przemywać bo działają żrąco na elementy i sam lut, czasem przewodzą, Poza tym jedne lepiej się sprawują przy lutowaniu grotem, inne powietrzem (ten powietrzem, jak napisano na nalepce), są ołowiowe i bezołowiowe (w/g niektórych użytkowników bezołowiowe po jakimś czasie krystalizują korozyjnie pogarszając połączenie) np https://diolut.pl/kalafonie-topniki-pasty-fluxy-c-9_148.html http://www.gotronik.pl/pasty-lutownicze-c-14_121.html Przyjrzyj się dokładnie naklejce(na zdjęciu nie widać) czy ten flux nie musi być przechowywany w lodówce jak wiele z nich. Osobiście mnie najlepiej się spisują do lutowania (SMD i BGA) w miarę uniwersalny topnik kalafoniowy RF-800 FLUX AG (NO CLEAN), Future HF Rework Jelly (dobry, ale ostro kopci), i Amtech NC-559, ale opinie są oczywiście różne, i każdy ma swojego konika... http://www.eres.alpha.pl/elektronika/articles.php?article_id=457 http://mdiy.pl/pcb-lutowanie-smd-cz1/
-
ФТКА to dobry preparat do zwilżania cyną(lutowania) aluminium, tylko wielu używających go kolegów ma z nim problem bo niewłaściwie go używa. Nie należy smarować nim aluminium przed przyłożeniem roztopionej na grocie lutownicy cyny ponieważ szybko reaguje on z aluminium i paruje wytwarzając po krótkiej chwili niezwilżalne cyną produkty reakcji (które wyglądają trochę jak ciemny "kożuch" na herbacie zrobionej na twardej wodzie). Najlepiej po przyłożeniu grotu z roztopioną cyną, kiedy temperatura lutowanego aluminium wyrówna poziom ze stopioną cyną, potrzeć lutowane miejsce(razem z cyną) małym, dość sztywnym pędzelkiem zamoczonym uprzednio w tym preparacie, co spowoduje natychmiastową reakcję chemiczną z alu i rozlanie się w tym miejscu cyny(zwilżenie) przed powstaniem "kożucha". Ja używam do tego przecierania nasączonej szpatułki (takiej do uszu) co daje bardzo dobre efekty. Połączenie powstałe w ten sposób ma typową dla lutowania cyną wytrzymałość. Nie próbowałem jeszcze lutować alu przy zastosowaniu tego preparatu za pomocą Hot Air (mam ZD-912 ) Cały proces warto sobie trochę przećwiczyć by nabrać wprawy na jakimś kawałku alu podobnych gabarytów jak te które chcemy lutować...

-
Hmmm.. gdzie te dobre, z dobrymi nawykami podobno "siermiężne" czasy, kiedy to do każdego elektronicznego czy mechanicznego poważniejszego ustrojstwa, maszyny, oprócz pisemnej Instrukcji obsługi dostawało się w pakiecie pięknie rozrysowany schemat elektryczny czy mechaniczny dla tegoż modelu... Teraz, w dobie globalnej komputeryzacji (psia mać) często dostajesz do ręki goły produkt, a instrukcję czy jakiś schemat to szukaj sobie delikwencie na www. (jeśli jakaś życzliwa dusza go tam w ogóle umieści) albo w Berdyczowie...
-

PZL - 50a "Jastrząb" 1/4.3 czyli "A mogło być tak pięknie!"
RomanJ4 odpowiedział(a) na mecenas temat w Makiety samolotów polskiej konstrukcji
Wielkie brawa dla kolegi !! Ciekaw jestem jak będzie się sprawował w powietrzu, i mam nadzieję, że pozwoli poznać w jakimś zakresie lotne cechy oryginału, których niestety nie dane nam było poznać... -
Nie mniej ciekawa jest też historia sterowania radiowego modelami... http://www.modelairplanenews.com/the-first-days-of-rc/ Elmer Wasman placed third with this airplane, the White Mystery, at the first radio control contest in 1937 This case contains a reproduction of the radio transmitter and receiver used by the Good brothers to fly the Guff. A tu chyba wszystko co starych radiach wiedzieć można... http://www.rchalloffame.org/index.html http://www.norcim-rc.club/
-
PZL - 50a "Jastrząb" 1/4.3 czyli "A mogło być tak pięknie!"
RomanJ4 odpowiedział(a) na mecenas temat w Makiety samolotów polskiej konstrukcji
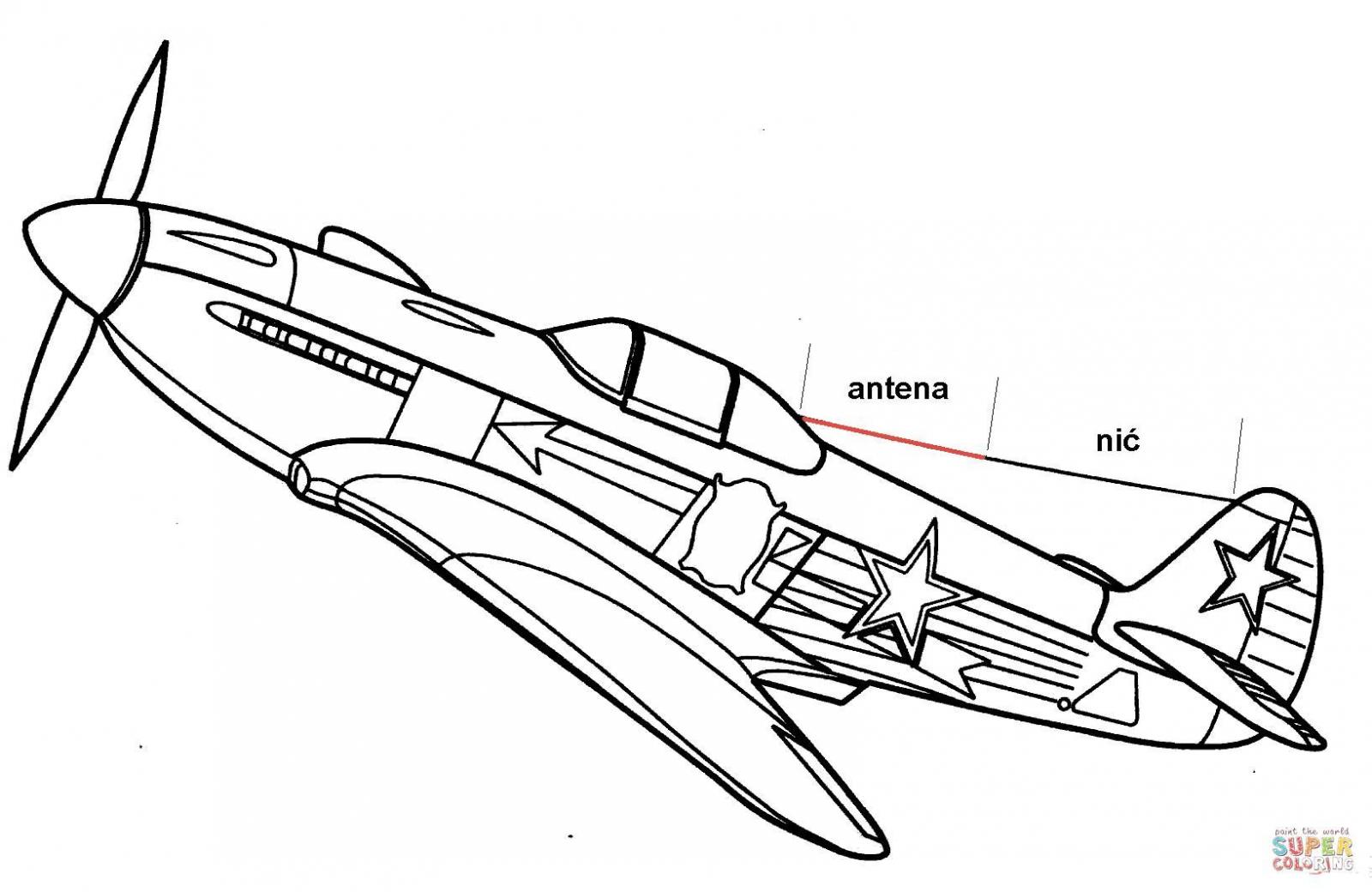
A czy oryginał 50-tka nie miała(mieć) anteny od kabiny do wierzchołka statecznika pionowego jak ten Mustang albo od masztu jak w Messerschmicie ? wtedy można by antenę wypuścić za kabiną jak planujesz, i przedłużając jej długość od (jej) końca nieprzewodzącą, np stylonową nicią do statecznika, w ten sposób napiąć by nie majtała......
-
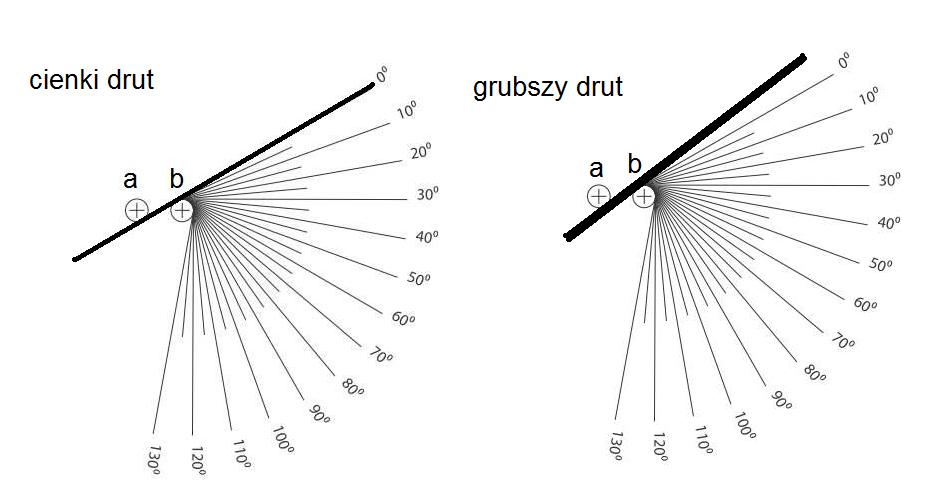
Jeśli kolega Marcin pozwoli wtrącić moje 3 grosze... Dedykowany do tej wyginarki kątomierz ma pewna wadę, o ile kołek a jest stały, i stała wobec kołka b skala kątowa, Gdyż początkowe położenie wyginanego drutu względem linii 0° będzie zależne od grubości tegoż drutu, co wyjaśnia rysunek poniżej. Zaradzić temu można albo przestawiając odpowiednio kołek oporowy a względem ustawionego w położeniu 0° drutu(obojętnej wtedy grubości) przed wyginaniem , bądź tworząc np na brystolu ruchomą względem osi kołka b skalę kątową, którą można ustawić zerem do pierwotnego położenia drutu poprzez jej obrót (wokół osi kołka b).
-
I nie ma absolutnie żadnych oznaczeń?
-
https://www.hobbyzone.com/saito/all/SAI91S87A.html (https://www.hobbyzone.com/saito/all/index-3.html)
-
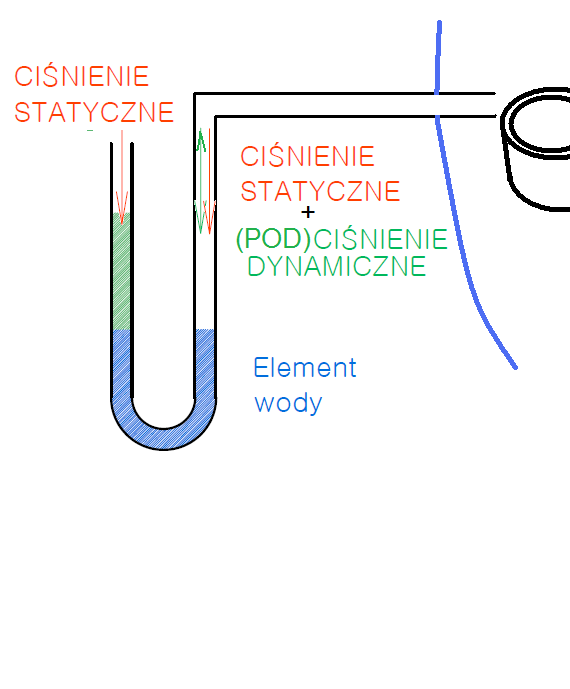
A wyprowadź gardziel poza maskę tymczasową rurką (tak dla sprawdzenia) i zobacz ja będzie reagował. Bo w/g mnie cały diabeł tkwi w dynamicznych zmianach ciśnienia pod maską. Pokazała by to U-rurka z płynem (czyli Pitot) której wlot znajdowałby się pod maską obok gardzieli a drugi koniec na wolnym powietrzu, w porównaniu do równoczesnych zachowań silnika ... (coś w tym stylu)
-
Takich gwintów z racji skali już się nie nacina nożem, a wykonuje dedykowanymi gwintownikami i narzynkami (techniczne od M1, a nawet M0,75 a zegarmistrzowskie jeszcze mniejsze) Można jeszcze spróbować uszczelnić mikro oringami jeśli wymiary przepustnicy pozwolą na nacięcie rowków pod nie.. Ale jeśli przepustnica jest nieokrągła to lepiej wykonać nową. Wytarte(nieokrągłe) może też być gniazdo w korpusie gaźnika.
-
http://www.gator-rc.com/21x13-5-epnc-apc-carbon-pattern-electric-propeller-new-lighter-weight http://www.f3aunlimited.com/21x13-5-epnc-apc-carbon-pattern-electric-propeller-new-lighter-weight https://hobbyking.com/en_us/tcf-precision-carbon-fiber-propeller-24x10-1pc.html http://www.f3aunlimited.com/falcon-24-x-10-carbon-fiber-electric-propeller-1922 (http://www.f3aunlimited.com/airplane-accessories/propellers) https://hobbyking.com/en_us/tcf-precision-carbon-fiber-propeller-27x10-1pc.html ( https://hobbyking.com/en_us/hardware-accessories-1/propellers/carbon.html?___store=en_us&p=1 )
-
Może brakuje tego.. Adapter for some Ignitions (https://hobbyking.com/en_us/mini-tachometer-for-ignition-use-30000-rpm-max.html)
-
Drewno ma inną strukturę (włóknistą) niż metal (krystaliczna) więc narzędzie tnące do jednego i drugiego niekoniecznie będzie miało tę samą geometrię. Właśnie spiralna linia krawędzi tnącej może podrywać włókna nie dość twardego (lub mniej ściśliwie sprasowanego czy splastyfikowanego ) drewna do góry, powodując strzępienie krawędzi materiału. Dlatego na filmie frez o ostrzu prostym lepiej się spisuje niż ten z linią śrubową. bo przecinane włókna opierają się o caliznę nie bądąc podrywane do góry.. Wiele też zależy tu od ogólnej twardości danego materiału - im twardszy tym frez spiralny będzie się lepiej spisywał..
-
A prawidłowo wpiąłeś ten obrotomierz, w obwód czujnika Halla? (kolejność pinów +, -, sign., w Y) a, prawda, Twój układ zapłonowy ma osobne wyście do obrotomierza, https://www.google.pl/url?sa=t&rct=j&q=&esrc=s&source=web&cd=5&cad=rja&uact=8&ved=0ahUKEwiI6uKXs4PVAhXEA5oKHfYZCTEQFghEMAQ&url=http%3A%2F%2Fwww.xtremepowersystems.net%2Fdata%2Frcgf15cc_manual.pdf&usg=AFQjCNFw_5FHFJnuxQrPCBzhUHomzQXurg dlatego może nie chce działać.. spróbuj może z podłączeniem bezpośrednio za pomocą Y pod Halla..
-
Hamburgery też...
-
Najgorsze, że wraz z zakładami często odeszli w zawodowy niebyt także starzy fachowcy wraz z ich zdobytą doświadczeniem wielką wiedzą i tajnikami dziedziny, których już niestety następcom nie przekażą... (jak stary kamieniarz który po obejrzeniu dookoła wielkiego głazu potrafił jednym uderzeniem młotka rozłupać go na pół)
-
Potrzebuje pomocy z silnikiem OS MAX 10 na terenie Łodzi
RomanJ4 odpowiedział(a) na czarobest temat w Od czego zacząć??
Cieszę się, że w końcu go okiełznałeś. A z grzaniem świecy - najlepiej było by zainwestować w panel i akumulator żelowy 12V, oraz dorobić regularną skrzynkę startową, zwłaszcza, że jak mniemam zamierzasz latać nie tylko od święta. A taki zestaw przyda Ci się i ułatwi starty także następnymi modelami.. -
Wiele tu powiedziano o różnych cechach, ale chyba nikt z kolegów w swoich analizach nie wspomniał (o ile nie przegapiłem) o jednej, może najbardziej tu pożądanej, prozaicznej cesze - zwykłej ludzkiej życzliwości ! Pożądanej zresztą nie tylko na tym forum. Gdy tego nie brakuje, to żaden, nawet najżarliwszy spór nie przerodzi się w personalną wrogość. Smutne to, ale niestety coraz bardziej widoczne. Dlatego apeluję do pp Kolegów - spierajmy się nawet do upadłego, ale na argumenty, a "rączki przy sobie"... Bo tak na prawdę, twarzą w twarz na lotnisku tak byśmy się zapewne nie zachowywali, ale w necie czujemy się tak trochę anonimowi.. Tylko proszę...
-
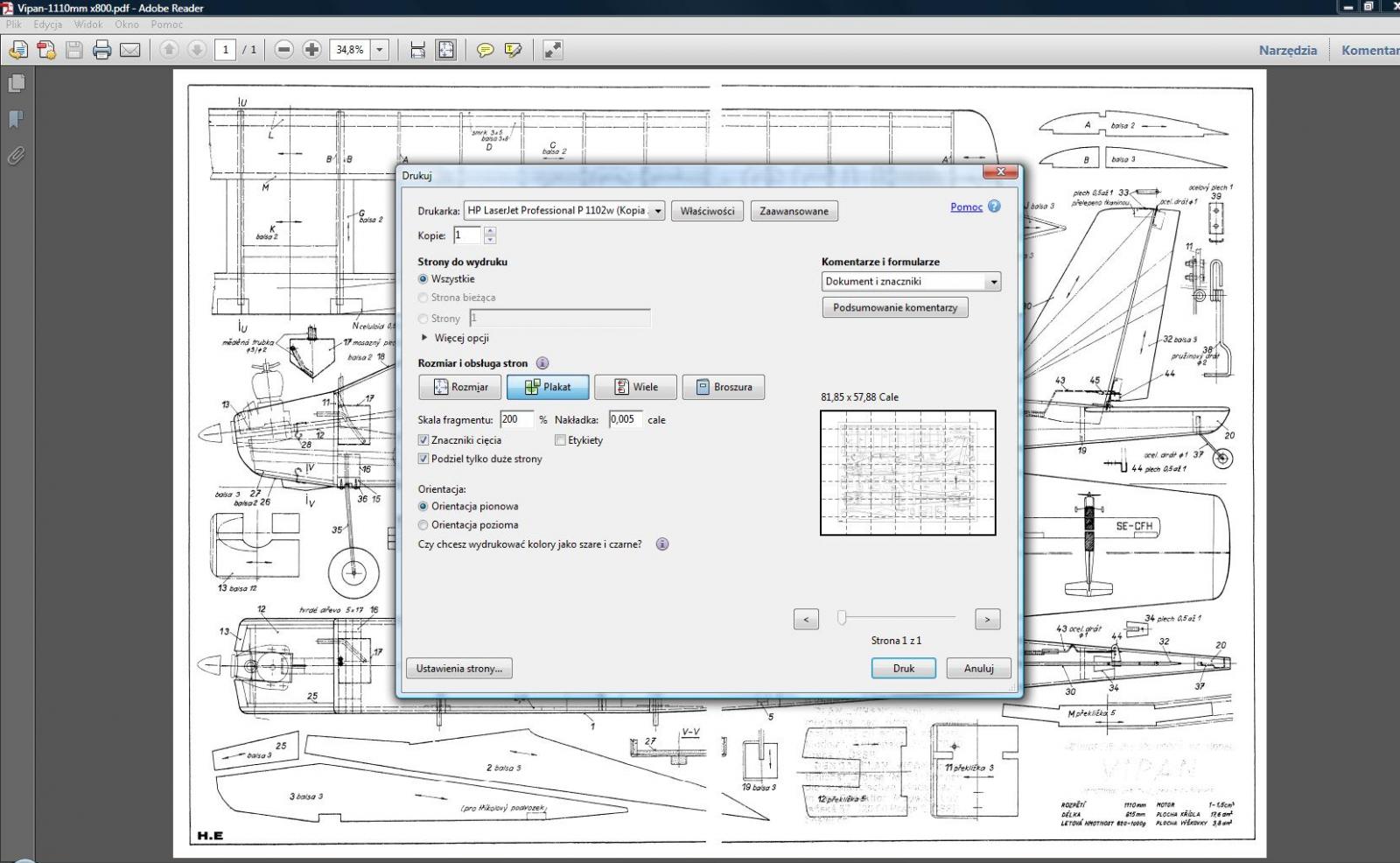
Vipan-1110.masz w pliku .pdf, a InfranView otwiera pliki .dxf (Drawing Exchange Format File), musiałbyś konwertować (a to nie zawsze jest możliwe albo coś się kiełbasi), ale możesz spróbować w pdf: Drukuj→Plakat→(zazn.)xxx%→Znaczniki cięcia/Podziel tylko duże strony (nad podglądem masz wymiar całości w calach, razem z marginesami!)→Drukuj (części na kartkach A4). Trochę zabawy z tym jest bo trzeba metodą prób i błędów, ale da się... Albo zrobić screen planu do pliku .jpg, i powiększyć już w druku na drukarce wielkoformatowej w punkcie usługowym - obsługa powinna wiedzieć jak to zrobić..
-
Jeszcze jedna "łezka" z tamtych siermiężnych czasów.... (towaru "modelarskopodonego" co kot napłakał, ale za to zaangażowane w przedsięwzięcie "ciała" całkiem poważne, podobnie jak nazwa.. ) http://mlodytechnik.pl/files/nft/87-nw-03-ogolnopolska_gielda_modelarska.pdf Dzisiaj wielu młodych ludzi oglądając stare kroniki z niedowierzaniem pyta: "Jak to NIC poza sklepową nie było ..? (choć to nieprawda - ogólnie dostępny był popularny wśród mas wszechstronnej użyteczności "preparat siarkowy"... )
-
Czytaliśmy, a jakże... W poniższej diagnozie też czegoś na rzeczy można by się doszukać... (od 1:43)
-
Poszukuję wału Kardana
RomanJ4 odpowiedział(a) na Przemek1979 temat w Statki , okręty, okręty podwodne , żaglowce
A uchowaj boże, chylę czoło przed doświadczeniem kolegi Michała, a i dowiedzieliśmy się przy okazji czegoś o ślizgach.. http://www.youtube.com/watch?v=rAKnu65cRT0&feature=youtu.be http://www.youtube.com/watch?v=8KzU2MRFOtMttps://www.youtube.com/watch?v=8KzU2MRFOtM -
Poszukuję wału Kardana
RomanJ4 odpowiedział(a) na Przemek1979 temat w Statki , okręty, okręty podwodne , żaglowce
O, i miło fachowca posłuchać... -
Phi... a +500 nie łaska? https://chozoba.pl/obrazy/1421154864958281.jpg P.S.....