RomanJ4
-
Postów
4 680 -
Rejestracja
-
Ostatnia wizyta
-
Wygrane w rankingu
53
Treść opublikowana przez RomanJ4
-
Czasem musimy coś rozgrzać, opalić, wygiąć na gorąco, zespawać pęknięty plastik, czy zlutować na twardo jakiś drobny detal, a nie bardzo mamy czym... I tu domowej roboty niskobudżetowy pomysłowy palnik powietrzno-benzynowy (na niższą temperaturę) Do spawania tym (niektórych) plastików bardzo dobre są topliwe pałeczki (do spawania zderzaków samochodowych - próbowałem podobnym palnikiem gdzie płomień miał 2mm - idzie). https://www.youtube.com/watch?v=NvVHYhX5xZ0&t=320s (sprężynka pełni tu rolę "świecy żarowej") i wodorowo-tlenowy na wyższą temperaturę (ponad 3000°C) https://www.youtube.com/watch?v=5A67zP0feEk&t=341s ALE UWAGA dla ewentualnych naśladowców ! Taka mieszanka gazów jest bardzo wybuchowa i należy zachować szczególną ostrożność, zapewnić szczelność podzespołów, i mieć na uwadze niebezpieczne napięcie sieci w wytwornicy (to jak wojskowa "buzałka") !
-
Poszło. W razie innych pytań czy problemów z tokarką czy toczeniem służę swoim skromnym doświadczeniem... A w razie czego zawsze możesz obliczyć jaką średnicę zewnętrzną powinno mieć koło zębate z określoną ilością zębów o określonym module(bo sa to ściśle związane z sobą parametry) ze wzoru: da= m●(z+2) gdzie: da - średnica zewnętrzna koła m - moduł zębów koła (tu m=1) z - ilość zębów koła np dla koła z=65 będzie to: da=1●(65+2) = 1●67 = Φ67,00mm (czyli 2●R33,5mm wg rysunku koła Z65 http://pfmrc.eu/uploads/monthly_03_2017/post-3384-0-46905100-1490190618.jpg )
-
Coś w gaźniku może poprawiałeś, czy tylko czysta regulacja? Mam jeszcze taką uwagę co do gaźników, nie tylko Walbro zresztą : bardzo nie lubią starej, zwietrzałej benzyny, zwłaszcza przy rozruchu są problemy gdy ulotnią się z paliwa te najlżejsze frakcje. Przy świeżej nie przeszkadza im nawet znaczne przekroczenie stosunku oleju do paliwa. Poza tym w silnikach przerabianych z kos czy pił często nie bierze się pod uwagę tego, że gaźniki do nich są dobrane i wyregulowane z uwzględnieniem tłumiącego w pewnym zakresie działania filtrów powietrza (zwłaszcza mokrych-olejonych). Można się o tym przekonać tłumiąc lekko przepływ np przepuszczalnym materiałem..
-
Ktoś pytał o krycie aluminium http://www.rcuniverse.com/forum/rc-warbirds-warplanes-200/9760760-covering-scale-ww2-warbird-thin-aluminum-sheeting.html https://www.rcgroups.com/forums/showthread.php?1449647-Aluminum-covering-yes-or-no http://www.flitemetal.com/ https://www.flyinggiants.com/forums/showthread.php?t=83732 http://www.rc-airplanes-simplified.com/scale-rc-airplanes.html inna skala, ale może się przyda... https://www.google.pl/url?sa=t&rct=j&q=&esrc=s&source=web&cd=8&cad=rja&uact=8&ved=0ahUKEwic1sW6gYbUAhWkCpoKHYJjD0AQFghSMAc&url=http%3A%2F%2Fwww.finescale.com%2F~%2Fmedia%2Fimport%2Ffiles%2Fpdf%2F6%2F7%2Fd%2Ffoiledlightning1.pdf&usg=AFQjCNFoSXhoofhRiK_ugqWNiAwpXPQ83g&sig2=HMAuURR5VT_6xj7wq4PQUQ http://www.modelairplanenews.com/scale-finishing-techniques-pro-tips-for-applying-flite-metal/
-
To po tym szukała piły spalinowej? A my musimy wierzyć, że JE GŁOWY BOLĄ !
-
Zapewne każdy z nas (lub prawie) praktykował w młodości różne mniej lub bardziej udane eksperymenty z silnikami rakietowymi na paliwie "karmelkowym" lub innym. Po to też były książki dla "rakietników", np Pawła Elszteina - "Młody modelarz rakiet" z 1963r, ( http://freedisc.pl/aleksandra-20,f-3586535,pawel-elsztein-mlody-modelarz-rakiet-1963-pdf ) więc nie ma się co zżymać na politechniczne ciągotki współczesnej młodzieży, kiedy internet dostarcza prawie każdej wiedzy gdy ktoś szuka, a dostęp do różnej maści gotowych podzespołów (silniki kadłuby czy RTF-y) z całego świata jest praktycznie nieograniczony, A i forum odpowiednie się znajdzie http://forum.rakiety.org.pl/index.php?sid=efccca2d79b97d2ea7967c8a7b169462. Młodych zawsze do wiedzy ciągnie, a jeszcze kiedy jest trochę "tajemna" i pachnie przygodą... A co do bhp... cóż, jak ktoś chce sobie zrobić kuku, to i widelcem może... (i zapewne dlatego Autor wolał w miarę możności skanalizować rakietowo-chemiczną wiedzę młodych zapaleńców by przy okazji choć trochę tego bhp przemycić )

-
Muszę spróbować z tą gumką do odkręcania uszkodzonych wkrętów krzyżowych...
-
Jaka żyroskopowa stabilizacja toru, wysokość udanych prób też imponująca, przy tych nieudanych adrenalina wśród publiczności niezła... Zastanawia mnie co to za silniki tak długo działające...?
-
Wystarczy na wierzch dać pierścień z mlecznej folii czy jeszcze lepiej z pleksi... mniej więcej "światłowód",... http://civicklub.pl/forum/showthread.php?211960-Tutorial-pod%B6wietlanie-stacyjki-by-FairFaX&s=dbd72455b29f02e146610a0502f57a0b http://mklr.pl/szukaj/smd można też wykorzystać taśmę LED białą lub RGB ze sterownikiem (home-made lub fabrycznym) http://www.jarzebski.pl/arduino/komponenty/diody-led-ze-sterownikem-ws2811-ws2812.html
-
To następca tego... http://rupor.sampo.ru/topic/28954
-
Hmm... szkoda chłopaka, mógł jeszcze sobie pożyć... † † † :D
-
Może się mylę, ale ta funkcja odnosi się do poszukiwania wolnego kanału w czasie rzeczywistym nadawania i zajmowaniu go dopóki nie pojawi się zakłócenie przez inną emisję, a nie do ustawiania kanału przed emisją.
-
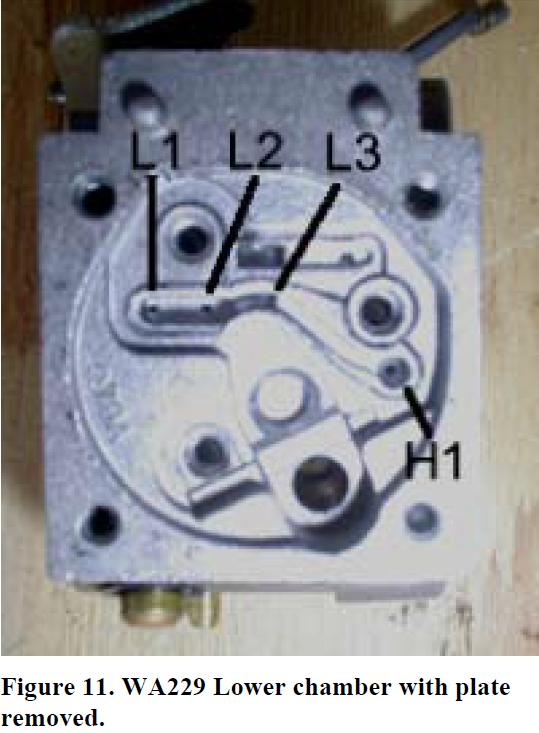
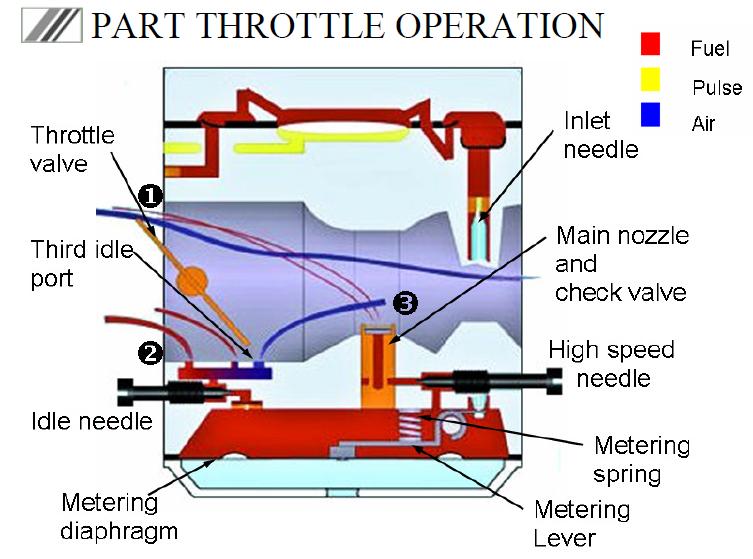
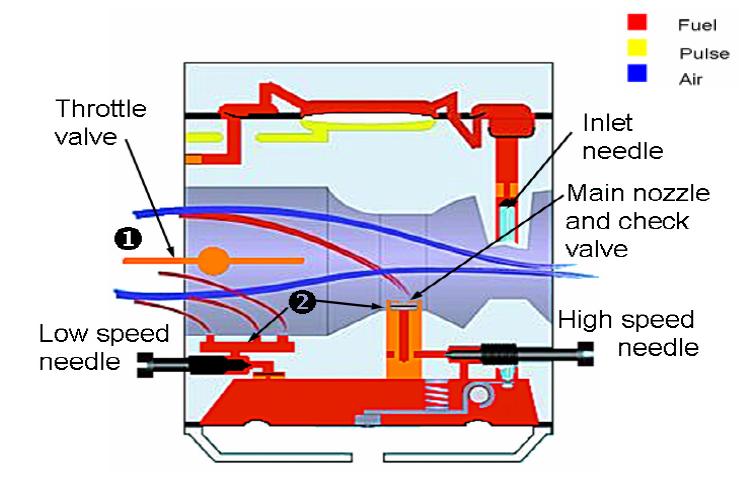
to działa tak: jak przepustnica gazu (ttrottle butterfly) jest zamknięta (wolne obroty- postojowe) paliwo jest zasysane tylko z L1 bo za przepustnicą (w stronę filtra) nie ma podciśnienia i L2 i L3 nie działają (w zasadzie to ciśnienie wpycha się do dysz hamując wypływ) Dodając gazu i tym samym uchylając przepustnicę, po kolei "mija" ona dysze L2 i potem L3 powodując kolejno wzrost podciśnienia w obszarze każdej z nich (taka zastępcza wędrująca zwężka Venturiego), i dodając kolejny strumień paliwa do strumienia powietrza. Ale jednocześnie z uchylaniem przepustnicy i wzrostem przekroju strumienia powietrza maleje jego prędkość co powoduje, że maleje też ssąca siła (podciśnienia) z dysz L1-L3 w szerokiej w tym miejscu gardzieli na korzyść znajdującej się z przodu gardzieli zwężki Venturiego, w której prędkość coraz większego strumienia powietrza(wzrost obrotów) przyśpiesza, podciśnienie wzrasta razem z siłą ssania paliwa z dyszy H1. W zależności od konstrukcji gaźnika przy pełnym otwarciu przepustnicy paliwo ssane jest tylko z dyszy H1, lub częściej spotykane - wspomagana jest ona częściowo także przez zredukowane ssanie w dyszach L1, L2, i L3. Zjawiska różnicowania siły ssania z poszczególnych dysz w zależności od zmieniającego się podciśnienia w gardzieli gaźnika (spowodowanego zmianą otwartego przekroju gardzieli i adekwatną do tego zmianą obrotów) przechodzą względem siebie w sposób płynny (a przynajmniej powinny) powodując płynna zmianę obrotów. Ale żeby nie było tak łatwo, to na te zjawiska nakłada się pulsacyjny wzrost ciśnienia paliwa w kanałach kontrolowany przez membranę (metering diaphragm) gdyż nie jest to gaźnik wolnossący gdzie ciśnienie paliwa zależy od wysokości jego słupa w komorze pływaka. Szybkie otwarcie przepustnicy gazu powodujące "zadyszkę" silnika wynika z opóźnienia (bezwładności) ssania, co chwilowo zuboża mieszankę (chwilowy bardziej biały kolor spalania) i prowadzi do spadki obrotów silnika. Przeciwdziała się temu w wielu konstrukcjach 'wstrzykiwaniem " dodatkowego paliwa do gardzieli, ale tylko wtedy jeśli następuje odpowiednio gwałtowne otwarcie przepustnicy. Moim zdaniem kłopoty silnika kolegi wynikają z : - albo z przytkania któregoś z kanałów lub samych dysz L1 lub L2, zubożającego zasysaną mieszankę (silnik przecież nowy, fałszywego powietrza nie powinien łapać). - albo z ich rozkalibrowania co powoduje przelewanie (raczej jakiś błąd w obróbce niż zużycie) Która to z przyczyn, to można by próbować ustalić po kolorze spalania (o którym pisałem), ewentualnie po wyczyszczeniu gaźnika (bo różne poprodukcyjne paprochy się niestety zdarzają, zwłaszcza u Chińczyków) który powinien usunąć pierwszą przyczynę.. Innej przyczyny nie widzę... (oczywiście zapłon, świeca, muszą być właściwe i działać poprawnie)..
-
Właśnie dlatego pomyślałem dlaczego by nie zastosować tego przyrządu do sprawdzenia co się dzieje w czasie rzeczywistym z mieszanką (składem) w tym przypadku (to, że to silnik modelarski nie ma znaczenia). Może to "kaszlanie" na średnich obrotach to zbyt bogata mieszanka (żółte spalanie- zbyt dużo paliwa, lub żółte rozbłyski-może kapanie paliwa do gardzieli z którejś dyszy, stąd "stuki"), albo uboga (kolor spalania w kierunku białego - fałszywe powietrze lub zbyt mało paliwa-także może wystąpić spalanie detonacyjne). W każdym bądź razie może pomóc odkryć przyczynę takiego zachowania... O gaźnikach Walbro http://www.zamacarb.com/pdfs/TechGuide_2007.pdf http://pfmrc.eu/index.php?/topic/36899-ga%C5%BAnik-typu-jak-walbro-jak-to-dzia%C5%82a-opis/ http://pfmrc.eu/index.php?/topic/36895-silnik-z-kosy-32cm/ http://pfmrc.eu/index.php?/topic/38620-ga%C5%BAnik-walbro/ http://www.parkflyer.ru/ru/blogs/view_entry/2165/ http://www.drystacked.com/Walbro%20Carburetor%20Theory%2027Jun2010.pdf (http://www.drystacked.com/misc.html) http://www.keyword-suggestions.com/d2FsYnJvIGNhcmIgdG9vbHM/
-
Jeśli mogę coś poradzić, to przy pomocy ustrojstwa które nazywa się potocznie "szklaną świecą" można bardzo dobrze wyregulować wszelkie gaźniki (i nie tylko), zdiagnozować ich usterki, także zdarzenia chwilowe jak kapanie paliwa w gaźniku, oraz fałszywe powietrze (np na osi przepustnicy) , przelewanie lub zbyt ubogą mieszankę przy zmianie obrotów, itd w każdym przedziale obrotów.. https://www.wszystkienarzedzia.pl/przezroczysta-swieca-diagnostyczna-colortune/ Tu różne gwinty, (czasem trafia się zestawy z wymiennymi wkładkami dla różnych gwintów) http://allegro.pl/swieca-diagnostyczna-colortune-m12-szklana-swieca-i6759274930.html link do instrukcji pl i dywagacji http://forum.mz-klub.pl/viewtopic.php?t=20576 http://hellontwowheels.blox.pl/2009/04/Colortune.html http://forum.motocyklistow.pl/index.php/topic/132293-stosowanie-swiec-colortune/ http://forum.fireblade.pl/viewtopic.php?t=3244 instrukcja https://www.google.pl/url?sa=t&rct=j&q=&esrc=s&source=web&cd=2&cad=rja&uact=8&ved=0ahUKEwil5ZS7-ujTAhXKFSwKHWzqDj0QFggrMAE&url=http%3A%2F%2Fwww.etoolcart.com%2Fmanual%2FG4074_Inst_Colortune_English.pdf&usg=AFQjCNGhHXVp7OI4JyHs4EjmQ8yH-Sg2yQ&sig2=UeGEsziW97CHtS47Dpnbog https://www.google.pl/url?sa=t&rct=j&q=&esrc=s&source=web&cd=1&cad=rja&uact=8&ved=0ahUKEwil5ZS7-ujTAhXKFSwKHWzqDj0QFggjMAA&url=http%3A%2F%2Fgunson.co.uk%2Fitems%2Fpdf%2FProducts%2FG4074_Chart.pdf&usg=AFQjCNGtKbV4cFhx2gSI2_Cj5SYOadxAFg&sig2=Klds4p64A0Pz8XHZ9sXqdQ Osobiście używałem takiej kupionej jeszcze od "ruskich" wiele lat temu do regulacji gaźników w wielu Maluchach i innych ówczesnych samochodach. I z własnego doświadczenia mogę powiedzieć, że pomimo prostoty tego urządzenia można dobrze zdiagnozować przyczyny problemów i ustawić nim gaźnik No chyba, ze jest się daltonistą... (przerwę elektrod trzeba ustawić jak w świecy silnika by nie opóźniać zapłonu).
-
No i nie dziwota, a czym my wtedy zaraz po wojnie dysponowaliśmy... Do dziś mam rosyjskie książki z ichtiologii i innych podobnych dziedzin ze studiów ojca na początku lat '50-tych na Wyższej Szkole Rolniczej w Olsztynie, bo naszych polskich po prostu jeszcze nie było..
-
O ho, wtedy świat byłby zbyt idealny. Wejdź na forum CNC (https://www.cnc.info.pl/) a sam zobaczysz ile razy trzeba "poprawiać fabrykę" by mieć w końcu porządny bezproblemowy produkt.. dla tych co mają stołowe frezarki http://www.chipmaker.ru/topic/126278/
-
A masz może kolego skan tej książki Konopńskiego, gdybyś go wrzucił np w temat http://pfmrc.eu/index.php?/topic/68081-ksi%C4%85%C5%BCki-o-starych-silnikach/ (nie naruszało by to chyba praw autorskich bo forum po zalogowaniu, lub na p.w.) z pewnością wielu kolegów by Cię ucałowało...
-
Zgadza się, czasem z niego korzystam jak czegoś szukam, nie tylko zresztą z modelarstwa.. Sporo z dziedziny modelarstwa (i nie tylko) można też znaleźć na rosyjskojęzycznych stronach internetu, np http://forum.rcdesign.ru/f5/thread275514.html http://patents.su/3-51702-benzinovyjj-dvigatel-dlya-modelejj-samoletov.html https://www.google.pl/search?q=%D0%B0%D0%B2%D0%B8%D0%B0%D0%BC%D0%BE%D0%B4%D0%B5%D0%BB%D1%8C%D0%BD%D1%8B%D0%B9+%D0%B4%D0%B2%D0%B8%D0%B3%D0%B0%D1%82%D0%B5%D0%BB%D1%8C+%D1%81%D0%B2%D0%BE%D0%B8%D0%BC%D0%B8+%D1%80%D1%83%D0%BA%D0%B0%D0%BC%D0%B8&client=firefox-b&source=lnms&tbm=isch&sa=X&ved=0ahUKEwjz4cfMoOfTAhXDECwKHQxlAxAQ_AUIBygC&biw=1411&bih=894#imgrc=lDhosRDSQQ6sVM: http://www.reaa.ru/cgi-bin/yabb/YaBB.pl?num=1202966220/all http://forum.guns.ru/forummessage/42/180504-44.html
-
Nie chcę zaśmiecać, ale po wrzuceniu słów w wyszukiwarce https://archive.org/search.php?query=rc%20modell%20engines&sin=TXT znalazłem między innymi polonica https://archive.org/details/Modelarz91975?q=rc+modell+engines (klikać na kartkach) Pewnie jak by poszperał z innymi słowami to znajdzie się coś jeszcze...
-
To i ja dorzucę link do skanów starej książki o silnikach lotniczych(1917), może się przyda makieciarzom z F4... http://archive.org/stream/cu31924004673749/#page/n0/mode/2up
-
Ma ktoś (lub miał) z Lublina występujący na forum CNC pod nickiem LED007 (chyba, że to Twój ?) https://www.cnc.info.pl/topics34/silnik-turbo-odrzutowy-vt5245,20.htm a kolega upadły_mnich nie będzie miał? ( https://www.cnc.info.pl/topics19/budujemy-silniki-do-modeli-latajacych-vt8110.htm ) Może się przyda... https://w.bibliotece.pl/1193042/Budujemy+silniki+do+modeli+lataj%C4%85cych http://nukat.edu.pl/lib/item?id=chamo:3124317&theme=nukat
-
To chyba pionierska praca w Polsce, gratulacje! A skoki z małego balonu na uwięzi też planujesz ?
-
Nauki nigdy za wiele, i choć technologia poszła już daleko do przodu a część rzeczy się zdezaktualizowała, to i w starych almanachach można jeszcze odkryć na nowo przydatną wiedzę i sposoby dawno już zapomniane... Poczytać zawsze warto... dziękujemy! P.S. Ciekawe opisy perypetii z pionierskimi aparaturami RC...
-
http://www.rcuniverse.com/forum/beginners-85/11494846-possible-radio-electric-ignition-interference-issue-please-help-2.html https://www.rcgroups.com/forums/showthread.php?751223-Which-receiver-for-petrol-engine-models https://www.rcgroups.com/forums/showthread.php?1373063-Gas-ignition-interference-again https://www.rcgroups.com/forums/showthread.php?2258458-Radio-interference-problem https://www.rcgroups.com/forums/showthread.php?1990802-Could-I-be-getting-interference-from-DLE-20cc-ignition http://www.hooked-on-rc-airplanes.com/rc-gas-engines.html https://www.google.pl/search?q=Distortion+of+the+RC+receiver+from+the+petrol+engine&ie=utf-8&oe=utf-8&client=firefox-b&gfe_rd=cr&ei=d1oPWZmFEbHi8AfI2rToDw#q=interference+engine+ignition+of+the+RC+receiver+ https://www.google.pl/search?q=Distortion+of+the+RC+receiver+from+the+petrol+engine&ie=utf-8&oe=utf-8&client=firefox-b&gfe_rd=cr&ei=d1oPWZmFEbHi8AfI2rToDw#q=interference+of+the+RC+receiver+from+the+petrol+engine