RomanJ4
-
Postów
4 680 -
Rejestracja
-
Ostatnia wizyta
-
Wygrane w rankingu
53
Treść opublikowana przez RomanJ4
-
Też jestem zdania, że śmiało możesz sobie polatać jeśli Cię to zainteresowało, A swoją drogą, to dobre przypomnienie dla nas by wkładać do środka modelu (np zalaminowaną) karteczkę do ewentualnego znalazcy z choćby swoim numerem telefonu... Nawet gdy latamy tylko "na podwórku". Jeśli trafi w ręce tak porządnego człowieka jak Kolega Sławek, to nie stracimy modelu,...
-
A podłącz pod tę "fajeczkę" wężyk z osobną małą buteleczką(odpowietrzoną), a będziesz wiedział po locie czy to z niej (też) pluje, i ewentualnie ile pluje, bo może paliwo pochodzi z dwu źródeł niezależnie od siebie, ale w warunkach statycznych trudno to wyłapać... Albo okaże się, że tu jest sucho..
-
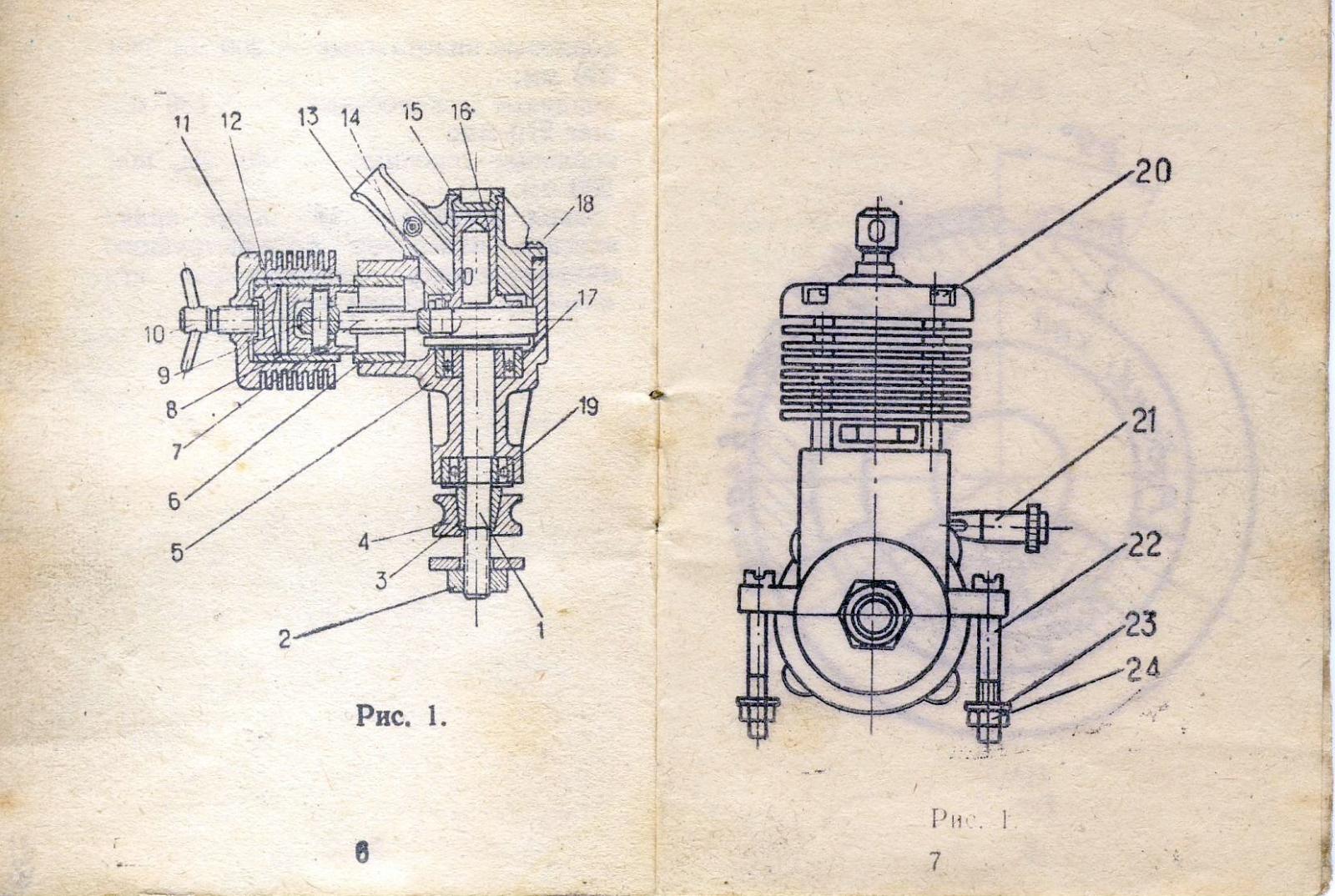
Jeśli ta brązowa/mosiężna tulejka jest stożkowa, to może chodzić o zaciskowy stożek(cz.3) mocowania piasty(cz.4) na wale silnika(cz.1) . Innych podobnych w oryginalnej wersji łożyskowania tego silnika nie ma. A tu o przeróbce samozapłonu na iskrowy http://www.sam0delki.ru/viewtopic.php?f=10&t=9&sid=76086be261d1dd637033364d6a48aaf8 gaźnik RC http://modelist-konstruktor.com/v_mire_modelej/malyj-gaz-dlya-ritma

-
https://www.google.pl/url?sa=t&rct=j&q=&esrc=s&source=web&cd=3&cad=rja&uact=8&ved=0ahUKEwjSkPmJibTUAhXiJMAKHSqpA2sQFgg3MAI&url=http%3A%2F%2Fwww.walbro.com%2Fwp-content%2Fuploads%2F2016%2F01%2FWTseries.pdf&usg=AFQjCNHXZr849JPh4PYgmWmYvUZEThyRCA&sig2=xGRT5Ll7T-HaesNmfRQsLA ( http://www.walbro.com/service-manuals/ ) https://www.flyinggiants.com/forums/showthread.php?s=6c522221f7b3e4eef42ec2768ac5ce9c&t=91742
-
Jak się w to wciągnie dzieci (albo wnuki) a nawet drugą połówkę, traktując to jako fajną rodzinną zabawę na świeżym powietrzu (a jeszcze piknikowo), może nawet będzie zadowolona, kto wie.. (i w razie potrzeby zawsze można użyć cięższego argumentu -:"Zamiast iść z kumplami na piwo..." )
-
I nikt tego nawet nie sugeruje, ale czyż nie jest Mu miło, że ktoś to docenił (a nie wywodzi się przecież z "środowiska") ? A czy nam przez to "ubędzie" ? (wszak za ofiarność strażaka, policjanta czy innych tęż można by nie dziękować, taka praca/służba)... Jak ktoś wyrzuci jakiś śmieć pod mój płot, to też ? :D
-
Jeszcze jedna rakieta w/g MT (wraz z cofaniem się w czasie widać na tym przykładzie jaki był wówczas dostęp do materiałów modelarskich.. ) http://mlodytechnik.pl/files/hmz/63-mt-10-rakieta_dk-16.pdf http://mlodytechnik.pl/files/ajq/62-mt-09-abc_rakietnictwa.pdf http://mlodytechnik.pl/files/emz/62-mt-10-abc_rakietnictwa.pdf http://mlodytechnik.pl/files/gyt/62-mt-11-abc_rakietnictwa.pdf http://mlodytechnik.pl/files/kql/62-mt-12-abc_rakietnictwa.pdf Onych czasów czar... http://mlodytechnik.pl/files/dez/60-mt-05-rakieta_z_napedem_wodnym.pdf (chłopaki w mundurkach Służby Polsce, i "łepki od zapałek"... )
-
Ale pamiętaj, w razie czego powiedz sobie jak pan Wołodyjowski: "Nic to..." :D https://www.youtube.com/watch?v=1b6JAROeb-s&feature=youtu.be
-

PZL - 50a "Jastrząb" 1/4.3 czyli "A mogło być tak pięknie!"
RomanJ4 odpowiedział(a) na mecenas temat w Makiety samolotów polskiej konstrukcji
Trzymam kciuki za ten projekt, będzie to chyba pierwszy od 1939 roku latający po polskim niebie egzemplarz słusznej wielkości. -
Spadek napięcia w obwodzie to zawsze któraś z trzech przyczyn (lub ich konfiguracja): - za mała wydajność źródła prądowego(tu pakiet), - spadek napięcia na przewodach doprowadzających(za cienkie kable, styki, złączki, uszkodzenia) lub urządzeniach pośrednich (tu odbiornik), - nadmierny pobór(zwarcie, uszkodzenie, lub przeciążenie) w odbiorniku energii (tu serwo), Jeżeli dwa ostatnie po analizie czy pomiarach wykluczymy, to pozostaje pierwsze... Może się przyda... http://epulsar.eu/pl/panel.php?lang=PL&m1=10&m2=1
-
O przyrządziku do wykonywania kół zębatych gwintownikiem też tam jest, nie pamiętam tylko w którym numerze.. Ale możesz sam poszukać (roczniki 56-95) klikając w danym roczniku "Zobacz więcej".. A może jeszcze coś Ci wpadnie w oko... http://mlodytechnik.pl/zrob-to-sam/archiwum
-
Znajdzie się właściciel czy nie, to koledze Sławkowi należy się szacunek za uczciwość, towar w dzisiejszych czasach niestety coraz bardziej w narodzie deficytowy.. Moje uznanie Sławku!.
-
Ciekawe czy owe spadki są tylko w krótkich "pikach" (możliwych do zaobserwowania raczej tylko oscyloskopem) na które reagują alarmy, a które dałoby się może "wygładzić" odpowiedniej pojemności kondensatorem wpiętym w zasilanie, czy to "dłuższe" spadki na które chyba jedynym sposobem byłby manager zasilania.. ?
-
PZL - 50a "Jastrząb" 1/4.3 czyli "A mogło być tak pięknie!"
RomanJ4 odpowiedział(a) na mecenas temat w Makiety samolotów polskiej konstrukcji
Nie straci na sztywności? -
Może się komuś przyda... https://www.cnc.info.pl/topics92/mikro-piec-hartowniczy-do-drob-przedm-podstawy-hartowania-vt85552.htm
-
...albo intratną propozycję od tow. Kim Dzong Una...
-
Ja budowałem według innego schematu(rosyjskiego z M-K) prostą jednokanałową na 27MHz z odbiornikiem na przekaźniku, która działa na kilkanaście metrów (i dalej za groma nie chciała )... Pozostał mi jeszcze gdzieś w rupieciach po niej specjalnie zbudowany pod to grid dip meter (GDO) z wymiennymi karkasami dla różnych zakresów wg książki bodaj Wojciechowskiego, działający! z czego byłem bardzo dumny... (coś podobne do tego..) Bo któż z nas wtedy o takich cudeńkach lizanych przez szybkę nie marzył...? http://mlodytechnik.pl/files/ery/74-nw-04-zdalne_sterowanie_modeli.pdf
-
Jak już o "starociach" mówimy to może także takie z "naszej półki" ? http://mlodytechnik.pl/files/hlr/79-nw-01-sterowanie_modeli.pdf http://mlodytechnik.pl/files/eou/79-nw-02-sterowanie_modeli.pdf Pamiętam jak godzinami ślęczałem nad takimi materiałami kombinując skąd by tu wytrzasnąć części, szukając danych o zamiennikach, nawijając cewki drutem użyczonym z zaprzyjaźnionego warsztatu przezwajania silników, i rozbierając elektroniczny złom jaki tylko wpadł mi w ręce, bo (wówczas) do najbliższego sklepu z częściami to była wtedy wyprawa PKS-em na cały dzień, a rezultat mocno niepewny... O ówczesnej motoryzacji, przeróbkach, ulepszeniach, pomysłach z cyklu "trzeba sobie radzić" też się tam znajdzie.... http://mlodytechnik.pl/zrob-to-sam/archiwum
-
Dorzucę jeszcze do dyskusji artykuł Pawła Elszteina z Młodego Technika z lipca 1968r pt."Rakieta na paliwo stałe" (na fabryczny silnik RM-5 prod. CSRS, o ciągu 5Ns) http://mlodytechnik.pl/files/gwx/68-nw-07-rakieta_na_paliwo_stale.pdf i ciekawą stronę z netu http://rakietyrf.republika.pl/prostesilnikwlasnejroboty.html
-
Cztery koła i silnik lotniczy. Nie wiem jak to nazwać.
RomanJ4 odpowiedział(a) na K-a-M-i-L temat w Poduszkowce i inne pojazdy o dziwnym
pomysł stary jak świat, tu w wersjach zimowych bo rosyjskie drogi częściej są zasypane śniegiem niż bez niego... , -
https://www.youtube.com/watch?v=ucd06xR7rD8
-
czego to ludzie nie wymyślą... https://www.youtube.com/watch?v=uPeHNJYHWrI https://www.youtube.com/watch?v=14Tc5_78aD8
-
A skrzydło przy kraksach się czasem nie zwichrowało?
-
Weź pod uwagę, że to dość skorodowany metal, który i dość wprawnemu spawaczowi przysporzyłby troszkę kłopotu, poza tym, dla kogoś kto nie ma żadnych bądź nikłe umiejętności to i tak pięknie..
-
https://www.youtube.com/watch?v=nGSm5CUHHQ0