RomanJ4
-
Postów
4 680 -
Rejestracja
-
Ostatnia wizyta
-
Wygrane w rankingu
53
Treść opublikowana przez RomanJ4
-
Można chwilowo zastosować inny mocniejszy silnik, dostawiany do tokarki na jakimś przykręcanym ściskami blaciku, przełożyć dłuższy pasek... ! oryginalny napęd dodatkowy napęd dostawiany(silnik oryginalny wyłączony) W zasadzie tak, po obrobieniu strony zabieraka przychodzącej potem na końcówkę wrzeciona (tę stronę zabieraka można i na obcej tokarce) trzeba nawiercić i nagwintować otwory pod szpilki(śruby), Potem należy taki "półprodukt" na tym wrzecionie na którym potem będzie pracował zamocować. I obrobić stronę pod uchwyt. Dlaczego? Obrabianie strony pod uchwyt na tokarce gdzie będzie on potem zamocowany daje pewność, że nie będzie bicia. Przyznam, ze nie bardzo rozumiem, kto powiedział, że na starym "badziewnym" uchwycie nie da się zrobić pierwszej strony w jednym zamocowaniu - nie ma wtedy znaczenia jak "bije" stary uchwyt bo i tak wszystkie srednice zatoczysz centrycznie (zewnętrznej za którą trzymają szczeki nie obrabiasz). A druga stronę pod uchwyt i średnicę zewnętrzną zabieraka robisz wtedy już po zrobieniu szpilek i zamocowaniu go na wrzecionie. No chyba, że stary chiński uchwyt w ogóle nie trzyma detalu...
-
A czemu żeliwa nie pojedziesz, za mała moc napędu? Praktycznie nie ma znaczenia - żeliwo czy stal, nawet żeliwo niekiedy potrzebuje mniej mocy (sypki wiór).. Poza twardością z która można sobie poradzić nożem lutowanym NNBe/c z płytką gatunku litera H (według ISO- K- kolor czerwony), nie szlifować jak do stali (nie robimy tradycyjnego rowka wiórowego bo żeliwo sypie drobnym wiórkiem), kąt natarcia 0°(płaski), duży promień wierzchołka ostrza by sie szybko nie ścierało.. Węgliki H - stosowane do obróbki materiałów dających krótki wiór (głównie żeliwa oraz stopów aluminium), Cyfry występujące w oznaczeniu gatunku są znakami umownymi. Ze wzrostem cyfry wzrasta ciągliwość gatunku węglika i maleje odporność na ścieranie.(czyli im wyższy numer, np H30 tym większa odporność na udary(zapiaszczenie, wtrącenia, nierówna twardość żeliwa, puste przestrzenie, np rowki, itd) do żeliwa twardego ze strukturami drobnosferyczno-grafitowymi węglik H10 http://artykulytechniczne.pl/blog/plytki-baildonit-gatunki/ Trzonek 10x10 lub wiekszy wg potrzeb https://narzedziaprofesjonalne.eu/pl/p/Noz-tokarski-NNBe-1212-H10-ISO-6R-K10-/1473 http://allegro.pl/noz-tokarski-nnbe-10x10-h10-k10-iso6-r-i5168138863.html Materiał na zabierak (flanszę) - żeliwna tarcza do podnoszenia ciężarów odpowiedniej średnicy, jak najgrubsza. https://www.cnc.info.pl/topics56/wybor-tokarki-dla-poczatkujacego-vt42008,50.htm
-
Wszystkich noży można używać do toczenia aluminium, zazwyczaj amatorsko używa się do tego noży HSS bo można w nich wyszlifować większe kąty natarcia niż w węglikowych, a to powoduje lepszy spływ miękkiego wióra (do nacinania gwintów, i nie tylko, dobrze jest stosować smarowanie - np pędzelkiem - olej lniany lub specjalny do gwintowania, olej mineralny do toczenia, lub emulsja, poprawiające "poślizg" wióra po powierzchni noża, polepszające jakość powierzchni materiału, i jednocześnie chłodzące). Te które masz to są "surówki" praktycznie bez wyprowadzonych kątów, zwłaszcza natarcia i przyłożenia, od biedy skrawać się da ale czasem to mordęga, a i jakość powierzchni przedstawia bardzo wiele do życzenia (narosty, chropy, itd..) ..., Na przykład nóż boczny odsadzony NNBe spróbuj zaszlifować podobnie jak ten poniżej, będzie na pewno dużo lepiej skrawał zarówno stal jak i aluminium ( http://pfmrc.eu/index.php?/topic/60403-frezowanie-toczenie-szlifowanie-kompendium-wiedzy-romanj4/ ) https://www.cnc.info.pl/frezowanie-kanalku-w-aluminium-vt69314.htm?view=next https://www.cnc.info.pl/topics56/drgania-halas-luz-na-wrzecionie-vt67671.htm https://www.cnc.info.pl/topics56/slaba-jakosc-toczenia-vt57322.htm Natomiast w nożu do nacinania gwintu powierzchni natarcia (tej górnej w płytce weglikowej) nie szlifuj (chyba, że na płasko tak jak jest) by nie zmienić linii kąta wierzchołkowego, można jedynie podszlifować z lekkim kątem (~5-6°) płaszczyzny przyłożenia (to te pionowe po obu stronach)
-
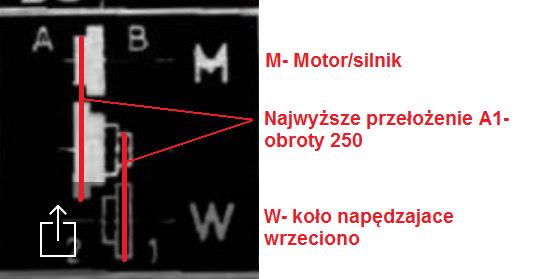
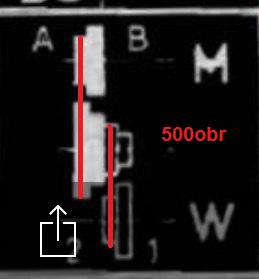
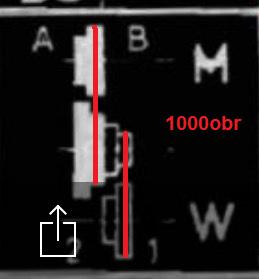
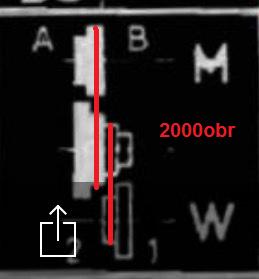
Dokładnie. Skrajne koła pasowe (M i W) w gitarze są podwójne i mają 2 strony: - koło pasowe M ma stronę "A" (mniejsze), i stronę "B" (większe) - koło pasowe W ma stronę "1" (większe), i stronę 2 (mniejsze) Schemat przełożeń (prędkości wrzeciona) w tabelce jest prosty: dla obrotów 250 pasek musi być założony na koło M po stronie "A" (mniejsze), i odpowiednie w kole pośrednim(napinającym), oraz na kole W po stronie "1"(większe), oraz odpowiednie w kole pośrednim, analogicznie dla obrotów 500 będzie to: - koło M strona "A", - koło W strona "2" obroty 1000: - koło M strona "B", - koło W strona "1" obroty 2000: - koło M strona "B", - koło W strona "2" Koło W napędza bezpośrednio wrzeciono, jest na nim osadzone (przypadkowa zbieżność symbolu W z wrzecionem) Gwinty typowe (ze standardowymi skokami-tabl. http://www.euro-met.com.pl/tabela-skokow-gwintow-metrycznych-zwyklych-i-drobnozwojowych,435.html ) zwłaszcza najmniejsze, powiedzmy do średnicy M8-10 radziłbym wykonywać za pomocą gwintowników i narzynek https://www.cnc.info.pl/topics66/tokarka-manualna-jak-gwintowac-vt69101.htm choć zapewne powyżej ~M5 silniczek tej tokareczki nie uciągnie - wtedy wrzecionem trzeba kręcić ręcznie, a nacinać nożem tylko gwinty z nietypowymi skokami czy średnicami (np M25x0,5) do których zakup narzynki czy gwintownika byłby nieopłacalny, albo takich nie ma lub ciężko dostać. Nie mam niestety żadnych frezów z modułem 1 (a potrzebne są różne numery 8-sztukowego kompletu w zależności od ilości zębów w kole - tu nr5, nr6, nr7). Może spróbuj poszukać używek na portalach sprzedażowych naszych lub np w eBay.de (koła zmianowe gitary do Hobbymat MD65) a niektóre może dobierzesz z "gotowców" np tu https://www.ebmia.pl/?cPath=196_53_78_79&ile=100 http://www.akcesoria.cnc.info.pl/278-mechanika/listwy-i-kola-zebate/kola-zebate lub podobnych https://www.google.pl/search?q=ko%C5%82a+zebate+M1&ie=utf-8&oe=utf-8&client=firefox-b&gfe_rd=cr&ei=ipfTWNHyNqvi8Ae8x4CQCg (otwory można sobie roztoczyć w/g potrzeby, rowki pod wpusty wypiłować lub dłutować https://www.cnc.info.pl/topics56/dlutownica-swojej-konstrukcji-vt45385,20.htm) Wynika z konstrukcji noża, musi on mieć kąt wierzchołkowy 60° dla metrycznych (i niektórych calowych- patrz tabele), i 55° dla calowych Whitwortha. (patrz tabele) https://www.cnc.info.pl/topics56/nauczcie-mnie-gwintowac-vt28486.htm http://pfmrc.eu/index.php?/topic/60403-frezowanie-toczenie-szlifowanie-kompendium-wiedzy-romanj4/page-2 (rozdział o nacinaniu gwintów) W nożach HSS (stalkach, np 6x6,8x8,10x10) możemy sobie odpowiedni kąt zaszlifować samemu (rozdział o szlifowaniu noży j/w oraz http://firearmsdesigner.com/?p=22 https://www.wisc-online.com/LearningContent/mtl11402/MLT11402.htm ), sprawdzając najlepiej przymiarem, lub kupujemy gotowe (ale i tak trzeba je czasem naostrzyć) np. https://www.uni-max.com.pl/noze-gwintowe-obustronne-6-6-63-mm/d/ https://www.uni-max.com.pl/zestaw-do-gwintowania-270/d/ https://www.uni-max.com.pl/komplet-miarek-do-gwintow-i-nozy-8-8-80-mm/d/ ( https://www.uni-max.com.pl/gwintowanie/wyposazenie/tokarki/obrobka-metali/ ) https://www.conrad.pl/?websale7=conrad&pi=824603&&utm_source=Ceneo&ref=Ceneo&utm_medium=Price_comparison&utm_campaign=824603_Ceneo http://www.sklepy24.pl/szukaj/proxxon+n%C3%B3%C5%BC+tokarski+12x3x85+mm

-
A zegarmistrze takich nie mają ? Podobnej wielkości wkręty (do plastiku) do pozyskania ze starych zabawek czy innych elektronicznych gadżetów..
-
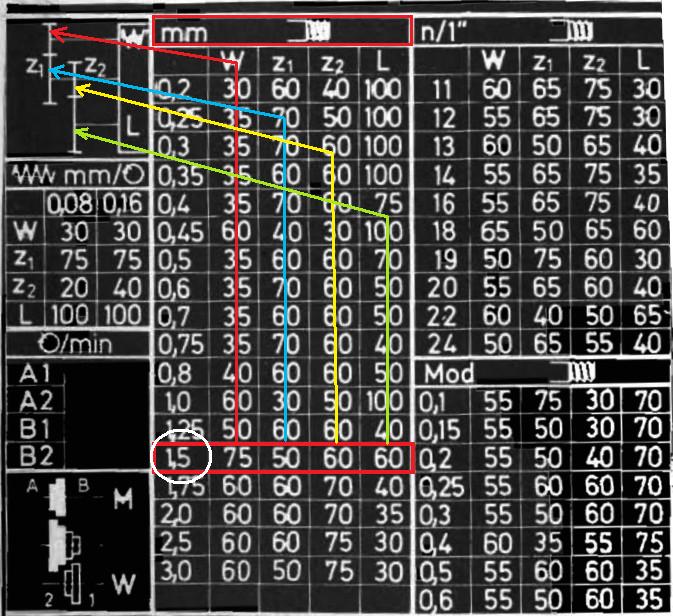
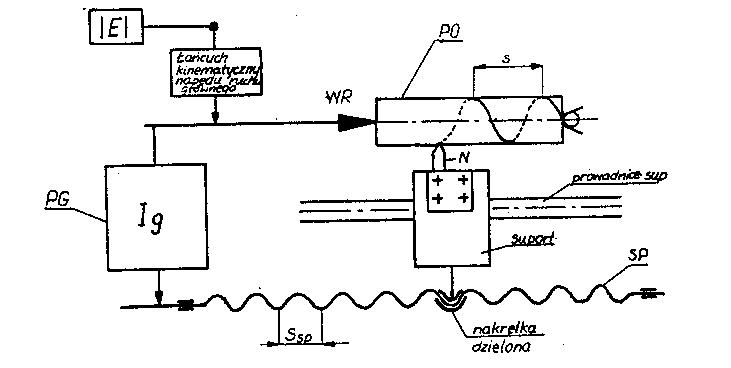
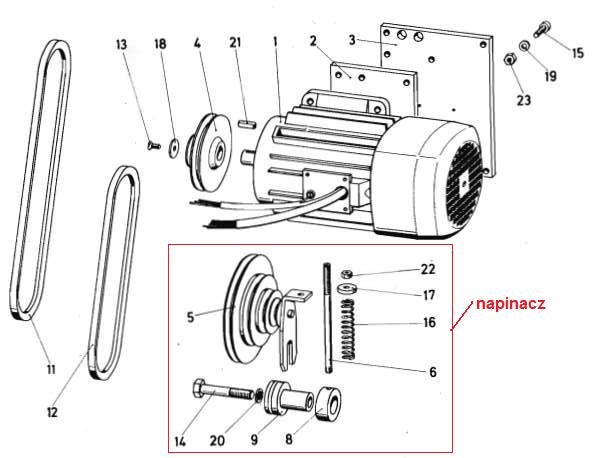
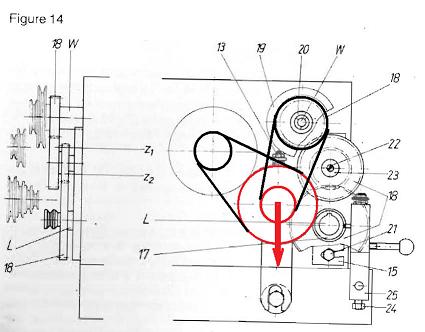
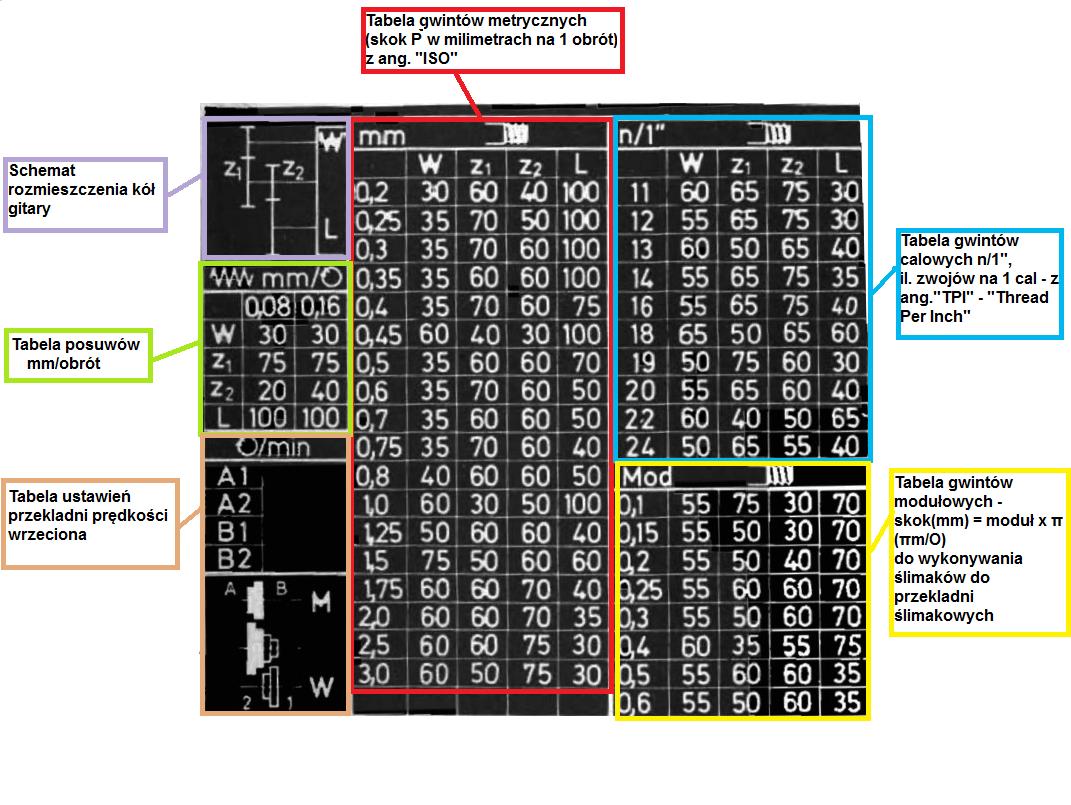
Wrzeciono tokarki poprzez przekładnię gitary jest stale mechanicznie sprzężone z wałkiem pociągowym (jeśli jest włączone sprzęgło śruby) z przełożeniem wrzeciono-śruba zależnym od konfiguracji zastosowanych kół w gitarze. Schemat kinematyczny tego sprzężenia poniżej gdzie: /E/ - silnik, Łańcuch kinematyczny napędu ruchu głównego -- przekładnia pasowa silnika WR – wrzeciono przedmiotowe, Sup – suport, N – narzędzie, PO – przedmiot obrabiany, SP – śruba pociągowa, SSP -- skok gwintu śruby pociągowej Ig – przełożenie, którego wartość decyduje o skoku nacinanego gwintu (gitara) Przełożenie to jest stałe, niezależne od obrotów wrzeciona, co oznacza, że obojętnie jakie obroty wrzeciona ustawimy(zmienimy sobie) to skok i tak będzie zawsze ten sam. Daje to możliwość regulowania sobie (np za pomocą regulowania obrotów silnika regulatorem) potrzebnych nam obrotów, bo gwinty nacina się na wolnych, możliwych do opanowania dla operatora obrotach. Jak ustawiasz. Odszukujesz w tabeli skoków metrycznych skok 1,5 (w białym owalu), i teraz w tej samej ramce poziomo masz koła z podaną konkretną ilością zębów (zxx), i ich miejscem zamontowania w gitarze (W; Z1; Z2 L), by obracając wrzeciono (z nacinanym wałkiem w uchwycie) dokładnie o 1 obrót (360°) śruba pociągowa obróciła się o tyle stopni, by suport z nożem do gwintów przesunął się na łożu dokładnie o 1,5mm. (na kat obrotu śruby pociągowej ma wpływ jej skok SSP) Jak widać koła Z1 i Z2 są ze sobą sprzężone, czyli obracają się razem na jednej osi 23. I to już cała tajemnica ustawiania skoku (jakiegokolwiek) gwintu ! Nacinając gwint musimy też znać wysokość zarysu h3 (głębokość) z tabel,i lub prościej ze skoku gwintu P, h3 = (P:2)•1,24 lub wprost: h3 = 0,6134P H = 0,8660P - pełny zarys gwintu http://pfmrc.eu/index.php?/topic/60403-frezowanie-toczenie-szlifowanie-kompendium-wiedzy-romanj4/page-2 by wiedzieć ile sumarycznie należy zagłębić nóż (od powierzchni) podczas nacinania, i na ile przejść noża (żargonowo- przybrań) sobie tę głębokość rozplanować (na tej słabosilnikowej tokarce przybierać jednorazowo nie więcej jak 0,1-0,15mm na raz). UWAGA! Zawsze po ustawieniu skoku gwintu pierwsze przejście noża powinno tylko zarysować materiał by sprawdzić grzebieniem do gwintów czy ustawiliśmy właściwy ! Zapobieże to zepsuciu detalu jeśli się pomyliliśmy. Analogicznie do skoków gwintów ustawia się wielkość posuwów do toczenia, które mają mniejsze od skoków gwintów wartości (0,08 i 0,16mm/obr.) by przetoczona powierzchnia miała większą gładkość. No bo praktycznie dla wszystkich tokarek tej wielkości(a nawet "dorosłych" uniwersalnych) zasady ustawiania skoku są analogiczne. Tyle, że w dużych dochodzi jeszcze dodatkowo ustawienie pokręteł skrzynki posuwów. Właściwy naciąg pasków klinowych uzyskuje się poprzez napinanie nakrętką 22 sprężyny 16 ściągającej po szpilce 6 jarzmo 5 z kołem pośrednim przekładni w dół. Wahliwe na osi 14 jarzmo 5 samo ustawia się dwusiecznie w stosunku do osi pasków, niezależnie od ich długości (wyciągnięcia).
-
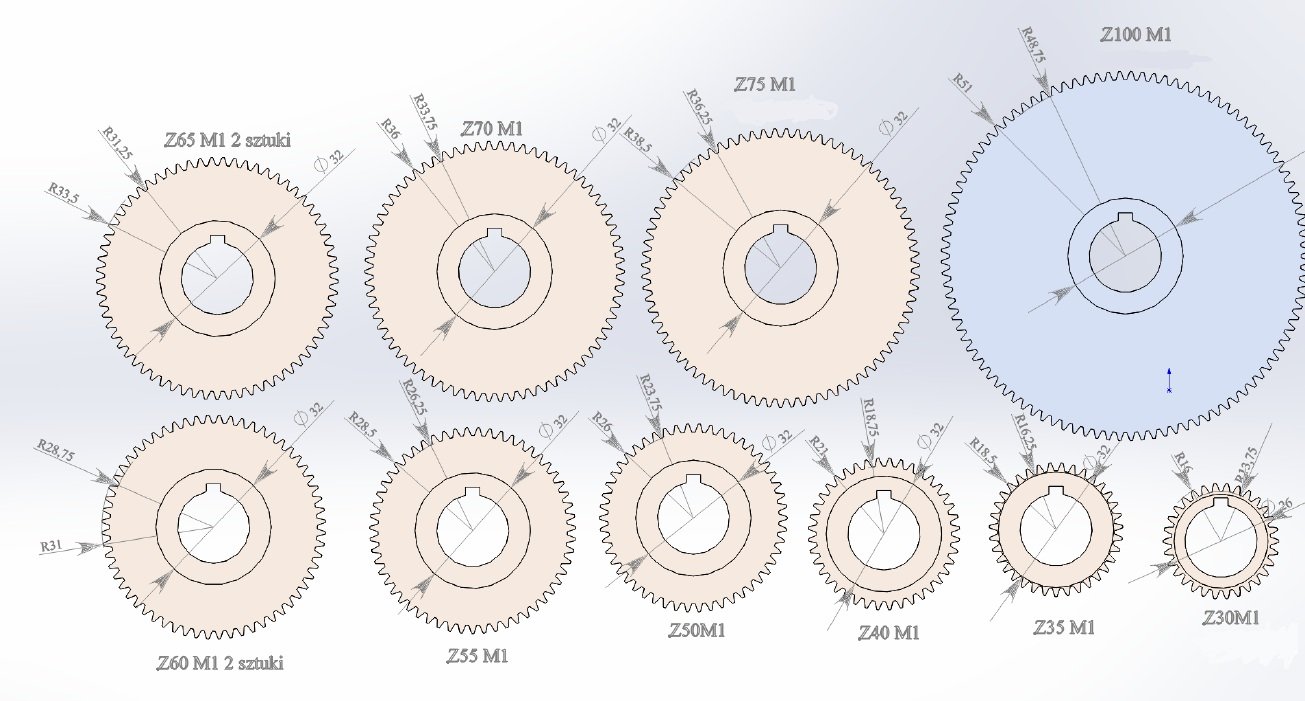
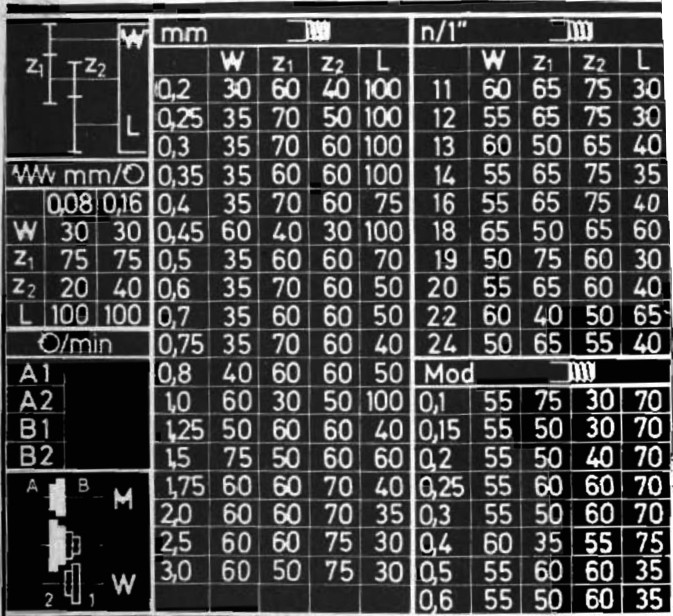
Niestety nie mam DTR-ki w innych językach, ale to generalnie nie problem, bo wszystkie te maszyny są podobne.. Twoja tabliczka zgadza się z tą z DTR-ki poza pozycją 19/1" (19 zwojów na 1cal) gdzie u Ciebie są koła 50; 75; 70; 35, a w instrukcji 50; 75; 60; 30, ale to nie ma większego znaczenia.. Tu masz rozrysowane wszystkie koła wymienne do gitary z wymiarami, gdyby kiedyś przyszło dorabiać A teraz wyjaśnimy jak dobierać koła gitary do konkretnego skoku/posuwu. Postępowanie dla wszystkich skoków (i posuwów) niezależnie od rodzaju jest takie samo, więc posłużymy się dla przykładu skokiem P =1,5mm. Zaznaczyć tu trzeba, że nacinane na tokarce skoki są niezależne od średnicy na której je nacinamy, czyli możemy naciąć przykładowy skok 1,5mm zarówno na średnicy ø10mm, jak i ø50, czy ø100mm poza wyrobami które są znormalizowan: jak np śruby, nakrętki, różnego rodzaju złączki i rury (np calowe czy metryczne), gdzie skok gwintu danej konkretnej części związany jest ze ściśle kreśloną średnicą zewnętrzna czy wewnętrzną, a które to dane można znaleźć w odpowiednich tabelach, Np dla gwintów metrycznych Mxxx , gdzie wielkość M jest średnicą D (mm) gwintu zewnętrznego (oczywiscie średnica otworu nakrętki jest inna-mniejsza). http://lwcad.republika.pl/r_gw_metr.htm normalia - śruby http://www.euro-met.com.pl/tabela-skokow-gwintow-metrycznych-zwyklych-i-drobnozwojowych,435.html tabele dla gw. calowych (dla śrub) http://www.stalmut.pl/tabela-skokow-gwintow-calowych-pm-15.html Uwaga! Często koledzy gubią się w średnicach i skokach gwintów calowych w/g różnych standardów które są często zupełnie różne, np dla oznaczenia 1/2" na tej samej średnicy trzpienia 12,700mm - dla UNC jest to 13zw/",- dla UNF jest to 20zw/" (czyli drobny), - dla BSW będzie to 12zw/", - dla BSF bedzie to 16zw/", - a dla G, R. RP bedzie to 14zw/" ! A np oznaczenie ½” – 20 oznacza średnicę na której nacięto gwint (1/2" czyli 12,4) i ilość zwojów na cal (-20) i na dodatek różne standardy mają różne kąty, które trzeba wziąć pod uwagę nacinając dany standard. A żeby było jeszcze śmiesznie, to dla rury "półcalowej" (1/2") średnica gwintu wynosi ø20,955mm (walcowego- standard ang. BSPP (niem. G- Gas) – British Standard Pipe Parallel , bo są jeszcze stożkowe! BSPT (R/Rp- Rohr z niem.) – British Standard Tapered Pipe, . https://www.cnc.info.pl/topics66/gwint-bspp-a-rp-roznica-vt51365.htm ) bo dla rur wymiar 1/2" oznacza przelot rury (Minor Diameter -15mm), a nie średnicę gwintu na niej (!) http://www.gewinde-normen.de/en/tapered-whitworth-pipe-thread.html Tu ważne dla nacinania dane skoków w różnych standardach (np wysokość zarysu H, promień R, itp) http://www.euro-met.com.pl/Typowe%20zarysy%20gwint%C3%B3w,714.html a tu jak rozpoznać gwint na złączce https://www.hydron.com.pl/przydatne/to-co-musisz-wiedziec/ustalenie-wielkosci-gwintu/ Ale wracajmy do ustawiania. cdn...
-
Ok, zaczniemy od tego co na tej tabliczce jest przedstawione. Mamy tu skoki gwintów: - tabelę skoków P gwintów metrycznych (ISO) w mm/1 obrót - tabelę gwintów calowych (zwojów na 1 cal) T.P.I. - tabelę gwintów modułowych m (gdzie znormalizowany jest moduł m, a skok Ph (w mm) wyraża się wzorem: Ph = zπm (gdzie z - krotność gwintu ślimaka, m - moduł), czyli w prostym tłumaczeniu moduł jest krotnością liczby π np moduł 1 x 3,14 = 3,14mm, i taki będzie skok (Ph) gwintu ślimaka (jednokrotnego) https://www.cnc.info.pl/topics56/gwint-modulowy-vt57167.htm - tabela posuwów fn w milimetrach na 1 obrót - schemat zazębień kół gitary - tabela przełożeń przekładni pasowej - obroty wrzeciona obr/min W zasadzie w praktyce z nacinaniem gwintu modułowego raczej się nie spotkamy, z calowym rzadko, a najczęściej z posuwem i gwintem metrycznym. cdn..
-
Masz taką? http://www.lathes.co.uk/hobbymat/ to inaczej MD65 DTR-ka MD65 https://www.cnc.info.pl/download.htm?id=19258&special=56 Jaki masz problem z tą tabliczką- jak według niej ustawiać skoki gwintów i posuwy, czy co innego? (chętnie wytłumaczę) - masz koła zmianowe do gitary tej tokareczki? - tabliczka na Twojej jest dokładnie taka jak poniżej?(pytam bo było wiele modyfikacji i klonów, nieraz różniących się od oryginału)
-
A takie coś znalazłem... http://antiquemodelenginesrunning.blogspot.com/2012/03/sim-2-polish-model-diesel-engine.html I ciekawe strony o silnikach.. http://www.airplanesandrockets.com/motors/global-engine-review-1963-annual-edition-am.htm http://collectair.org/vintageengines.html http://adriansmodelaeroengines.com/catalog/main.php?cat_id=4 9 http://adriansmodelaeroengines.com/catalog/main.php?cat_id=40 http://adriansmodelaeroengines.com/catalog/main.php?cat_id=62 http://www.modelaviation.com/enginehistory https://pl.pinterest.com/stevebetts1460/australian-low-production-run-model-ic-engines/ http://aero-modeller.com/online-content-for-aeromodeller-937/ http://www.henribaigent.com/early_years/early_new.htm
-
Nie masz się co Marku stresować, z robotą na obrabiarkach jest tak jak z komputerem, im więcej nad nim slęczysz - tym większa wprawa i wiedza. Ale jeśli (z obiektywnych przyczyn) robisz to sporadycznie, to i tak cała wiedza idzie w niepamięć.... (jak całki czy inne szkolne zmory..) Ale w razie potrzeby dobrze jest wiedzieć gdzie to można znaleźć (lub zapytać).. Zresztą, od tego jest forum i koledzy... sam często korzystam..
-
A boże uchowaj mi się z Ciebie nabijać, kółeczka wyszły bardzo zgrabne, a zrobić cienkie obrzeże koła w kruchym drewnie wcale nie jest łatwo... http://www.steves-workshop.co.uk/tips/machiningwheels/machiningwheelsindex.htm http://www.raymondwalley.com/loco/other/flatiron.html#.WMhrQrgYFxY http://www.miniature-trains.co.uk/ http://www.modelenginemaker.com/index.php?topic=3690.0 http://electechik2.blogspot.com/ http://www.modeng.johnbaguley.info/locos/25inch/Helen%20Longish/helen.htm (za taką wnuczki by chyba dziadka na rękach nosiły... ) przy okazji - fajny samochodzik.. http://www.model-engineer.co.uk/forums/memberpostings.asp?c=51477&p=5 A co do podziałek skal na pokrętłach to w wielkim skrócie: Przy dużym pokrętle 12 przesuwu wzdłużnego suportu, oraz pokrętle 4a sanek narzędziowych(pod imakiem) skale bębenków (4) są liniowe, czyli obrót pokrętła o daną liczbę działek (przykładowo: pięć działek 0,1mm = 0,5mm) daje przesuw suportu lub sanek narzędziowych liniowo o wartość sumy działek (0,5mm). Oznacza się je zazwyczaj tak: →II← (plus wartość liczbowa działki podstawowej) Natomiast bębenki pokręteł 11 sanek poprzecznych są najczęściej wyskalowane w jednostkach średnicy, czyli obrócenie pokrętła wyskalowanego w wartościach jednej działki (podstawowej np 0,05mm) o jedna działkę zmniejsza nam toczona średnicę D o wartość jednej działki (czyli Ø o 0,05mm) Analogicznie przybranie na skali o 6 działek po 0,05mm zmniejszy toczoną średnicę D o 6x0,05= 0,30mm Oznaczenie takiej skali najczęściej zawiera znak Ø (fi) i wygląda tak →II← Ø lub →II←/Ø (plus wartość liczbowa działki podstawowej) Dużo rzadziej do sań poprzecznych stosuje się skale liniowe (promień R), oznaczane zazwyczaj podobnie jak w pierwszym przypadku ( →II← ), wtedy pamiętać trzeba, że obrót skali o 1 działkę skutkuje zmniejszeniem średnicy D o podwójną wartość (2xR) ! Czyli jak widać nie jest to trudne..
-
Musisz uważać by nie nawinąć uzwojeń na sąsiednich ramionach(np 1 i 2) tak by ich pola magnetyczne się wzajemnie znosiły To chyba znasz.. http://www.mexicorc.com/foro/showthread.php?t=7847http:// https://www.google.pl/search?tbs=sbi:AMhZZiv_1RvyYvaZ9KEdLT0Pjwz8DB86P47BxU8K-wE3IKjOQGSWTMS5sQ2OAUAA4IjWZSseS_188cnITcsiWO3CieH3qvSQMmijjXxgx13A9yc6B5nBqmwJD-lUHlLhuZVdgPPiecpYzKCOpsJQwZAO_1BLcdE7dUPLX47J2R_16DtNGKH8Cj6_1v_1YujvbUqoUgVUxnbx0UMByEWsKQzEinURMGE5SMAbSkQgrUDtMZ4ejH5d_1K162faLljsvaFcEWo-K9TENyLxeDlQq0sMvhkcfQ2NWuuv7LdidzoY2ReJ6GPu-v4K779woI5DXzJhNv2UHCmJSDOrlQDHTiL3Ukq2Hvv3HJAOkCUpVWpUsMm4xfuu7p8MUzJt0LgNd66isQzSILee0IvUfEPx7APjJbrsh8xJMsi45FnP8ZzcJVcCeHyRuBFpCy1cTZ9R8xLpcLJEkLfrTn-F3FCp6v9ZsnP1mzM_1kaqtiD_1YtPB78yJ-X-JqWGaoLj7qf9z4qpoJi8ZWHHZ8rWd4DoiAtnB-NptXGaoibfu_1QJohiqO_1VVD6x9_1mg62lHZRGiq-SBDHwOCUfM9O-k0sFR7sR4pLEUnHhorRGW3lBKK5nwVrxfeIMl9JVw-B28df5PHEu2SfAVSRXZkzRmxytaROPtt5uy4TYL6ZV1zYJMrOqIKmJc-g3JlHsqMK0-DHlHY12mEJ4R-xx9Rfr1_1tKPP9D5JsKtbQIRfHtgKbDmpQnPL_1XV1m5NczBe0rDhhUUsZNg7b40pK0dsAKI6K_1xJpqMZLIorTpnp9f6yOebUwvOKszmj2f78gsP8EamL6Xf95sUC7IzSr4F42cYsYo7UFMdUu7zqOhXRJaxFd4dVnaJM1Bf6j9igNw_17gKAgLw-w8Qf1XQVVY9Bo02Wci5ZiYOyDot-shaTceJxWvQuWoF8mCnz6em23DxCPA81Tu2wJd8wJu0RoNkHV1aT_1KcuaebWj7mxi9NB7F4wh4WwO3-zVFRFJN9mqrCOdLMCNY6mGA5eiQfbFEBHNPuTm4h2PXyTNSl_1UHjKUGqwMGTzldLizzlIBjhNHrWVoYSouhI94bvzZaCYS7KS_1cNI8d1zLJB3gNl6Ru_1TtUPT7_1QvcieJanXBWu8ALhbEmXvfSpnKigvW_1Wj3XCZbnEUg5ez0sqp8Gw9OxZm2l7kfGKbTkOC2de2wX3dWjY-9qPznLZDNlBDe69QjNgG4MEcnP4rKeiw5eeP0hlT4gcXD-zo7ZdUI8HkhtU-NfkdelksK_1QqbzgIbTtpW_1xs2kYDRFwroZodh9hs3XaKCFxwlIv-kkvO770rNu-_1nd07XwUtj2hdsS4xjvnfTKX-mL1NfCSNO5mvWerhjcXXqLVhmUltWjMEbA-vKM8KXRR6S2kdq81sQJKznNOdaUH0jO-OBYfy6SKK1CqmEWwUlZBIGk73--rtVSffTMf7v75WmrUQjMNVXNtAilSE8SxsHT4Se0NyhqyivGR5TrwkyO12UfNXehZaCCQKiCncQhByCD9I2LPpUNaJQlp8wV3YPAT6z8rIuA1uu6rIkl-EJKgqX-agrA6_1GR2XoZRyLQ1Vr-q6KjWfH71AG_1ttrK8o-Iy8IHUjTuL8&client=firefox-b&site=search&sa=X&ved=0ahUKEwjQ9K-c6dbSAhVEjSwKHSxVCjwQ9Q8IGSgA http://forum.arbiter.pl/printview.php?t=826&start=30 http://heli.waldorf.pl/printview.php?t=5068&start=0&sid=4482c8e479a039ce465bb878048bc4a5 http://pfmrc.eu/index.php?/topic/17727-przewijanie-silnika-3f-outrunner-krok-po-kroku/ https://www.google.pl/search?q=http://www.powerditto.de&client=firefox-b&source=lnms&tbm=isch&sa=X&ved=0ahUKEwjQ_9De6tbSAhXKlSwKHWuOD7YQ_AUICygE&biw=1211&bih=752 https://www.rcgroups.com/forums/showthread.php?1575822-Powercroco-4025-schematic https://www.rcgroups.com/forums/showthread.php?1920274-21N8P-windings-HELP http://bbs.5imx.com/forum.php?mod=viewthread&tid=598691&extra=&page=7 http://aeromodelismoelectrico.blogspot.com/2012_05_01_archive.html https://www.google.pl/search?q=http%3A%2F%2Fwww.powerditto.de%2FKombinationstabelle.html&ie=utf-8&oe=utf-8&client=firefox-b&gfe_rd=cr&ei=G1LIWJy1Ieev8we8gIHQAQ
-
Prawda Tomku, prawda, koncern Alstom w świecie jest na cenzurowanym za korumpowanie urzędników różnych krajów w zamian za przychylne decyzje: http://www.newsweek.pl/biznes/producent-pendolino-alstom-ukarany-za-korupcje-newsweek-pl,artykuly,354021,1.html http://wpolityce.pl/polityka/164202-alstom-produkujacy-pendolino-jest-w-wielu-krajach-oskarzany-o-korupcje-tylko-w-polsce-nikt-go-nie-sprawdza-podobnie-jak-innych-wielkich-przetargow (dlatego też potencjalne szanse naszego kołodzieja Marka rosną.... :D )
-
Koledzy maja rację, im większy strumień magnetyczny - tym większa moc i moment, a to już zależy w dużej mierze od kształtu i własności magnetycznych materiału wirnika (lub stojana) na którym nawinięto uzwojenia. Przy zastosowaniu zwykłej (nie transformatorowej) blachy już dużo lepszy strumień daje uprzednie wyżarzenie jej, https://www.google.pl/url?sa=t&rct=j&q=&esrc=s&source=web&cd=1&cad=rja&uact=8&ved=0ahUKEwjxvb3VntLSAhXDjSwKHWcwC0MQFggaMAA&url=http%3A%2F%2Fwww.komel.katowice.pl%2FZRODLA%2FFULL%2F86%2Fref_28.pdf&usg=AFQjCNGKz4-g_GtUxct9J8TTsN6jYmPrag&sig2=WE27Kds6WQUUvMu4AX0Fug&bvm=bv.149397726,d.bGg zapewniające większą "miękkość magnetyczną" czyli podatność na szybsze zmiany pola (w skrócie- duża przenikalność magnetyczna, pozwalająca uzyskać duże wartości indukcji magnetycznej przy użyciu małego prądu magnesowania, i mała pozostałość magnetyczna - czyli szerokość pętli histerezy). Materiałem "magnetycznie twardym" jest... magnes, gdyż szerokość jego pętli histerezy (pozostałość magnetyczna) jest bardzo duża. Pętle histerezy magnetycznej dla dwóch typów materiałów: a) twardego, i b ) miękkiego magnetycznie, https://www.google.pl/url?sa=t&rct=j&q=&esrc=s&source=web&cd=4&cad=rja&uact=8&ved=0ahUKEwiJ2bOxltLSAhUC2SwKHdJOB9kQFggzMAM&url=http%3A%2F%2Fbc.pollub.pl%2FContent%2F1022%2Fmagnetyczne.pdf&usg=AFQjCNG3CRu5G426bjX-DBAOcSUQrhfLbw&sig2=Vl37VCvSdltL4K_lE6H4Sw http://www.magnesy.pl/kat-m/192-material-twardy-miekki-magnetycznie Tak domowym sposobem - jaką miękkość magnetyczną mają różne rodzaje blach można rozróżnić po tym kiedy odpadną od nich opiłki po odjęciu magnesu, który wcześniej do nich przyłożyliśmy. Im więcej zostanie w blasze pozostałości magnetycznej (namagnesowania resztkowego) tym dłużej i więcej opiłków utrzyma po odjęciu magnesu. Także wielkość szczeliny powietrznej (l2) między wirnikiem a stojanem wpływa na wielkość użytecznego strumienia w obwodzie magnetycznym - im mniejsza tym mniejsze straty strumienia, ale z drugiej strony utrudnia nasycenie magnetyczne blach (histereza). Dlatego wirnik i stojan powinny być w amatorskich konstrukcjach przetaczane/wytaczane na dokładne wymiary. Blachy stojana powinny być oddzielone od siebie np lakierem, by indukowały się w nich mniejsze prądy wirowe które zmniejszają wartość pola magnetycznego i nagrzewają stojan. A im większy prąd chcemy przepuścić przez uzwojenie, tym większy przekrój powinien mieć drut nawojowy. Zastosowanie linki (plecionki) zmniejsza przekrój czynny przewodu w tej samej objętości jak jednożyłowy, ponadto wraz ze wzrostem częstotliwości przepływającego prądu następuje zjawisko przepływu naskórkowego co wydatnie zmniejsza natężenie (dlatego linki stosuje się np. w technice w.cz., tłumikach częstotliwości harmonicznych, by powierzchnia przewodu była większa niż pełnego o tej samej objętości). http://elektronikab2b.pl/technika/20368-bezszczotkowe-silniki-dc-staja-sie-coraz-popularniejsze#.WMXs17gYFxY
-
Piękna robota! No, no, ale jak się kolesie od projektu "DART Pesa" zwiedzą, to się od zamówień nie opędzisz.. :D http://www.radiopik.pl/5,32230,testy-pociagu-dart-z-pesy
-
Był kiedyś taki temat... http://www.machineconcepts.co.uk/aeromodelling/brians_engine/stunt_engine_1.htm
-
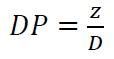
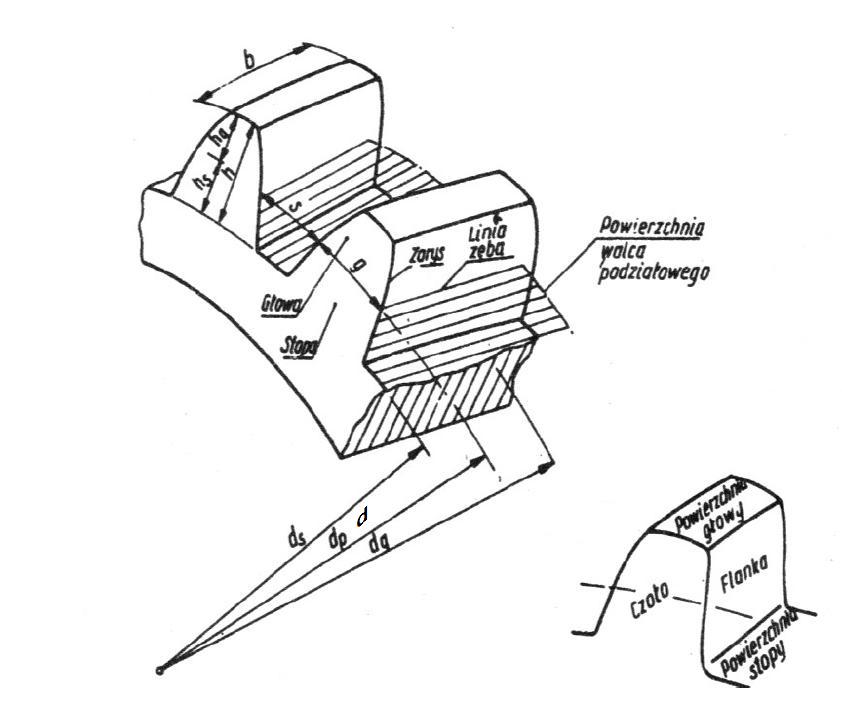
W krajach anglosaskich przyjęto inny wymiar charakterystyczny: jest to Diametr Pitch (DP), zdefiniowany jako stosunek liczby zębów do średnicy podziałowej* D (dp, d")* wyrażone w calach: dp=d Zatem związek DP z modułem m w milimetrach jest następujący: lub https://www.google.pl/url?sa=t&rct=j&q=&esrc=s&source=web&cd=1&cad=rja&uact=8&ved=0ahUKEwi-utnQ65bSAhVDuBQKHS6ZC8IQFggjMAA&url=http%3A%2F%2Fkpt.wm.am.gdynia.pl%2Fdoc%2FPKM_II_w02_Ogolna_charakterystyka_przekladni.pdf&usg=AFQjCNEqulhI7TlEHVVALRTStVr4xa3n7Q Ta tabelka konwersji m<->DP też powinna być pomocna https://www.google.pl/url?sa=t&rct=j&q=&esrc=s&source=web&cd=9&cad=rja&uact=8&ved=0ahUKEwjRk7W8_JbSAhUCwxQKHXvhB8YQFghSMAg&url=http%3A%2F%2Fwww.commercialgear.com%2Fresources%2FPDFs%2FDiametral-Pitch-Spur-Gears.pdf&usg=AFQjCNEOa3OrWTH0FLCb8eFrX2cdlKviag&bvm=bv.147448319,d.d24 ---------------- * uwaga !- średnicy podziałowej (dp) a nie zewnętrznej koła
-
Koła metalowe z-17/m1 można dostać tu http://www.ebmia.pl/kolo-zebate-p-972.html http://centrum-cnc.pl/kola-i-listwy-zebate-modulowe http://www.nttgroup.pl/pl/Produkty/Ko_a-zebate--listwy-zebate/3180 szerokość zębów koła B = 15mm szerokość koła z piastą h = 25mm z = 17 da- 19mm d - 17mm d1- 8mm m -1 dwa koła o szer 15mm znitować lub skręcic śrubami razem i splanować na tokarce lub zeszlifować na żądana szerokość. http://www.essentracomponents.pl/kola-zebate-828404?gclid=CJCnmZPWktICFQqJsgodSGwIsA
-
Może faktycznie... w takim razie przepraszam...
-
Nie ma modułu 1,17; moduły są znormalizowane a ich zalecane wielkości to; 0,25; 0,3; 0,4; 0,5; 0,6; 0,7; 0,8; 1; 1,25; 1,50; 2; 2,5; 3; 5; 6; 8; 10; 12; 16; 20;) a dokładnie więc pewnie albo m=1,0; albo m=1,125; albo m=1,25; Pomiary suwmiarką (mikrometrem) zazwyczaj obarczone są dużym błędem bo by był dokładny trzeba mierzyć po średnicy podziałowej d, więc często dokładniej będzie po prostu obliczyć ze stosunku średnicy da i ilości zębów z wg wzoru: m = da : (z+2) gdzie: m = moduł zębów koła da = średnica zewnętrzna koła(wierzchołków) z = ilość zębów W praktyce przy nieścisłościach wykonania pomiaru średnicy zewnętrznej koła (może być np lekko zużyte, lub o nieparzystej liczbie zębów gdzie jedna szczęka suwmiarki będzie się opierać na wierzchołku zęba, a druga na wrębie miedzy zębami) wtedy przyjmuje się moduł najbliższy znormalizowanej wielkości, ponieważ moduły kół zębatych jak wiemy są znormalizowane. Gdy nie jestem pewny swoich obliczeń, lub dla sprawdzenia tak od strony warsztatowej, to stosuję małą sztuczkę mierząc nieznane koło zębate grzebieniem od gwintów metrycznych, które też mają moduły (skoki) od 0,25 do 6mm traktując grzebień jak quasi listwę zębatą po którym to grzebieniu "jeżdżę" tym kołem, i jeśli "chodzi" w miarę płynnie (w miarę bo kształt zębów grzebienia nie jest optymalny), to najprawdopodobniej koło taki właśnie ma moduł jak grzebień. Można tez nieznany moduł zmierzyć (suwmiarką rozstaw wierzchołków) w miarę dokładnie za pomocą... plasteliny... http://www.cnc.info.pl/topics56/tokarka-mn-80-vt23418.htm
-
Co dzieje się w cylindrze doskonale widać na tych filmach.. a to ciekawy pokaz naszych kolegów...
-
Niech spoczywa w spokoju...
-
Też takie miałem, produkcji CCCP, oczywiście... Była to tzw "sztuczna' albo "szklana' świeca ,służąca do ustawiania gaźników (z wtryskami już nie bardzo, choć można skontrolować sam proces spalania) Cały pic polegał na tym , ze oceniało się kolor płomienia w cylindrze - poprawna mieszanka spalała się na niebiesko, im bardziej bogata - tym bardziej kolor wchodził w żółto-czerwony, natomiast coraz uboższa- coraz bardziej biały. Dodatkową zaletą tego "прибора" było to, że było widać bardzo krótkie zdarzenia nie wychwytywane przez analizator spalin, jak np "kapanie" paliwa w gaźniku, co charakteryzowało się czerwonawymi błyskami, reakcja na szybkie dodanie gazu - krótka "biała" faza przejściowa zbyt ubogiej mieszanki, reakcja na zamknięcie gazu (chwilowe przelanie bezwładnościowe),itd, itd... Ogólnie gaźnik można było wg tego dobrze zdiagnozować (np "łapanie lewego powietrza", nieszczelności, itp) i bardzo dobrze ustawić. Można jeszcze takowe nabyć, używają tego jeszcze motocykliści http://www.wszystkienarzedzia.pl/produkt/colortune-swieca-diagnostyczna-14-mm-g4074-gunson/ http://www.bingcarburetor.com/otherproducts/carbproducts.html Z układami z wtryskiem paliwa taka regulacja w czasie rzeczywistym jest już utrudniona, bo trzeba mieć komputerową możliwość ingerencji w program do układów wtryskowych w komputerze samochodu, ale można sprawdzić efekt takiej regulacji, naprawy, itd.. Oczywiście do naszych silniczków nikt takiej świecy nie zbudował - do żarowych za małe (i tu przezroczysta głowica się nada, również do samozapłonowych z przezroczystym przeciwtłokiem), a szkoda bo do ustawiania gaźników (w tym typu Walbro) naszych "benzyniaków" byłaby jak znalazł.. Choć może dało by się wykorzystać dorobioną do wielkości gwintu wkrętkę redukcyjną, kto wie...??? http://przewodystalowe.pl/colortune-swiece-diagnostyczne/ 10mm 12mm 14mm 14mm długi gwint 18mm
-

„Dzielni amerykańscy konstruktorzy lotniczy”
RomanJ4 odpowiedział(a) na jarek_aviatik temat w Hyde Park
Żadna tajemnica, że "latające skrzydło" YB-35, YB-49, a w rezultacie B-2 Northropa, to kalka pomysłu braci Horten z lat 30-tych XX w, choć użyteczny Ho-229 zbudowali dopiero pod koniec IIWW w styczniu 1945r, a Northrop zaczął prace nad swoim N-9 już w 1942roku.. Ho-229 prototyp Ho-229 budowa (1945) Ho-229 odtworzony współcześnie do badań nad niemieckim Stealth Northrop N-9M YB-35 YB49 I takie wrażenie musiałby wywołać u alianckich pilotów, gdyby został zbudowany i użyty jeszcze w czasie wojny, bo Alianci wtedy dysponowałi praktycznie prototypami o konwencjonalnej budowie БИ-1 z napędem rakietowym (Ros. 1940) Як-15 (1946) Gloster E.28/39 – brytyjski prototyp zbudowany do testów silnika odrzutowego (1941)