RomanJ4
-
Postów
4 627 -
Rejestracja
-
Ostatnia wizyta
-
Wygrane w rankingu
53
Treść opublikowana przez RomanJ4
-
Trochę to prawda, podobnie jak Budka Suflera z "Jolka, Jolka pamiętasz.." (zastanawiałem się kiedyś), czy Adam Słodowy nie byli by dziś kultowymi, bo podobnych dziś na pęczki (choć dużo też w tym "sieczki", no ale dzisiaj "Każdy śpiewać może...")... Szkoda jednak, że dziś takich książek polskich autorów jak na lekarstwo (WKiŁ robił w tym względzie świetną robotę), patrząc na obce publikacje aż zazdrość bierze... https://www.google.pl/search?q=modeller+book&client=firefox-b&source=lnms&tbm=isch&sa=X&ved=0ahUKEwiXuob3qsnTAhWkDpoKHafWC7IQ_AUICigB&biw=1411&bih=894#tbm=isch&q=Flying+modell+build+book https://www.google.pl/search?q=modeller+book&client=firefox-b&source=lnms&tbm=isch&sa=X&ved=0ahUKEwiXuob3qsnTAhWkDpoKHafWC7IQ_AUICigB&biw=1411&bih=894#tbm=isch&q=RC+model+build+book (na pocieszenie tylko lotniczej braci - ponoć LOT wymienia załogi.. . https://yt3.ggpht.com/-Sy8QDeAQ8m0/AAAAAAAAAAI/AAAAAAAAAAA/V9s_BwD8Nb8/s900-c-k-no-mo-rj-c0xffffff/photo.jpg )
-
W numerze 3/2017 "Modelarza" rozpoczyna się cykl poświęcony "Wicherkom" pióra ś.p. pamięci Pana Wiesława, gdzie poza genealogią budowy i wspomnieniami będą prezentowane plany w formie wkładek kolejnych rozmiarów "Wicherka", a zaczyna "Wicherek 10".. (I ja zaczynałem od Jego książek, które mam do dziś..)
-
a na elektrycznym "Komarku" się skończy...

-
No to popatrzcie na tego mocarza...
-
Molto stareńki italiański samozapłonowy Barbini B38 1cc.. http://adriansmodelaeroengines.com/catalog/main.php?cat_id=68 http://bamopro.co.uk/products/page/5/ Przy okazji stronka o modyfikacjach silniczków... (niestety w wersji makaronowej..) http://www.baronerosso.it/forum/aeromodellismo-volo-scoppio/145790-elaboriamo-i-motori-scoppio.html
-
Bo widzą w ultrafiolecie... ..a wtedy świat wygląda caaaałkiem inaczej....
-
-
Oczywiście malowanie "proszkowe" , uzbrojenie - działka "2 kreski", wytrzymałość konstrukcji "1g" (typu "escobar" oczywiście...)
-

PZL - 50a "Jastrząb" 1/4.3 czyli "A mogło być tak pięknie!"
RomanJ4 odpowiedział(a) na mecenas temat w Makiety samolotów polskiej konstrukcji
I na przykład ciężka gwiazda + wyposażenie nie ma szans tego ≈ zrównoważyć? A swoją drogą to ciekawe jak wypadną właściwości lotne tej konstrukcji, bo o ile mi wiadomo prototyp nie został oblatany (z mocniejszym silnikiem), i ten model kolegi Wojtka będzie swego rodzaju "podzwonnym" dla jego przedwojennych twórców i inżyniera Wsiewołoda Jakimiuka .. -
PZL - 50a "Jastrząb" 1/4.3 czyli "A mogło być tak pięknie!"
RomanJ4 odpowiedział(a) na mecenas temat w Makiety samolotów polskiej konstrukcji
Jak już pisałem wcześniej, w poniższej książce dość skrupulatnie autor przedstawił kształtowanie się polskiej doktryny lotniczej od 1918r do września 1939r na tle doktryn innych krajów, możliwości techniczno-produkcyjnych i innowacjach (o silnikach też tam jest), oraz skutków tej doktryny na wrzesień. Polecam kolegom. http://www.1939.pl/ksiazki/geneza-lotniczego-wrzesnia/ -
PZL - 50a "Jastrząb" 1/4.3 czyli "A mogło być tak pięknie!"
RomanJ4 odpowiedział(a) na mecenas temat w Makiety samolotów polskiej konstrukcji
Zwłaszcza francuskich... -
PZL - 50a "Jastrząb" 1/4.3 czyli "A mogło być tak pięknie!"
RomanJ4 odpowiedział(a) na mecenas temat w Makiety samolotów polskiej konstrukcji
Patrząc na te zdjęcia tak się zastanawiam jak by wyglądało rzeczywiste starcie naszych 50-tek z Bf-kami...? Chyba by się Luftwaffe trochę ołowiu najadło... -
W nożu do nacinania gwintów obie powierzchnie przyłożenia, po obu stronach wierzchołka zachowując kąt wierzchołkowy i kąty "do pionu" jak poniżej (musisz sobie wyobrazić jaki kąty mają mieć obie powierzchnie przyłożenia by nie tarły o nacinany zarys zwoju) (musisz sobie wyobrazić jaki kąty mają mieć obie powierzchnie przyłożenia by nie tarły o nacinany zarys zwoju) Odpowiedni kąt(do pionu) powierzchni przyłożenia automatycznie zapewni Ci odpowiednie pochylenie stolika w stosunku do poziomu przechodzącego przez oś ściernicy (widać to na filmiku poniżej) https://www.youtube.com/watch?v=jnmFUBpmEF0 tu jest to opisane.. http://pfmrc.eu/index.php?/topic/60403-frezowanie-toczenie-szlifowanie-kompendium-wiedzy-romanj4/page-2
-
Według mojej wiedzy balanser będzie starał się wyrównać tę gałąź z mniej sprawną celą przeładowując tym samym pozostałe dwie pełnosprawne. Czym to może grozić to nie trzeba wyjaśniać
-
No nie wiem czy podpięcie równoległe 3x3cel pod 3 celowy balanser wyjdzie takiemu pakietowi na zdrowie kiedy jedna z cel będzie słabsza..?
-
Trzymamy kciuki... !
-
Nie chcę Cie martwić, ale jak to ma 700W to ja jestem biskup... i do tego jeszcze tarcze 200mm.... przyłożysz gwoździk i staje... Jak widzisz malutką szlifierkę z wielkimi kamieniami to lepiej obchodź z daleka... Niestety, albo z głupoty przepisują w swoich opisach bzdury wzięte przez producentów z Księżyca (moc w jakichś dziwnych standardach pomiarowych), albo świadomie ściemniają by podnieść walory towaru (to drugie niestety często) Jak podepniesz multimetr (zakres ~A) to prawda wychodzi na wierzch.. (P=U• I, U znasz ) A i ceny za to samo czasem od sasa do lasa... https://allegro.pl/szlifierki-stolowe-252352?string=BASS%20POLSKA%20SZLIFIERKA%20STO%C5%81OWA&bi_s=archiwum_allegro&bi_m=Button&bi_c=Product&bi_term=Motoryzacja-3_Narz%C4%99dzia%20i%20sprz%C4%99t%20warsztatowy-18554_Narz%C4%99dzia%20elektryczne%20i%20pneumatyczne-252322_Narz%C4%99dzia%20elektryczne-252324_Szlifierki-252344_Sto%C5%82owe-252352&order=m&bmatch=base-relevance-floki-5-nga-aut-1-1-0222 Wiele różnych firm importuje z Chin różny sprzęt i sprzedaje pod swoim szyldem, a jako przykład pokazuję szlifierki stołowe 200mm (różne firmy, dane i nalepki ale ten sam korpus) masz tu producentów i modele szlifierek do porównania: FERM FSM-200 ; EUROTEC BG 205 ; KINZO 48P4200 ; BASS POLSKA BS3220F ; POWERMAT MD3220F , EINHELL BT-BG 200 oraz Verto 51G427 Poza tym na przykład Einhell ma 3 linie produktów: Żółtą - market - nie polecam. Niebieską - amatorską nawet mogą być, i Czerwoną - półprofesjonalną godną polecenia, ale nie ma w niej serii szlifierek stołowych, a np Bernardo stara się trochę kontrolować jakość tego co sprzedaje (i cenę niestety też) http://www.hafen.pl/produkty/szlifierki-do-metalu,53,1,8 (przy okazji porównaj sobie wielkość szlifierka/tarcze200 o mocy 550W http://www.hafen.pl/produkty/szlifierka-stolowa-dwutarczowa-dsa-v,53,2,1175 do wielkości szlifierka/tarcze200 tej BASS 700W) Z popularnych quasimarketowych możesz też ewentualnie pomyśleć o Graphite, DWT, czy DeWalt, ale już nie będą takie najtańsze. A najlepiej upoluj starą poczciwą polska używkę Elny, gdzie chociaż na mocy do średnicy kamieni nie ściemniają..
-
Jak najdalej od żony...
-
Regulacja obrotów w typowej szlifierce stołowej mija się z celem (i podrażałaby tylko inwestycję) bo wartości graniczne prędkości skrawania typowych ściernic o których tu mówimy (23÷43m/s normalne, i 50÷80m/s podwyższone http://www.andre.com.pl/katalog-produktow/narzdzia-cierne-ze-spoiwem-ceramicznym/item/39-typ-1-2-5-7 ) mieszczą się w znamionowych obrotach tychże szlifierek, najczęściej mających 2800obr/min, (bo 1400obr/min stosuje się zazwyczaj do dużych średnic ściernic-powyżej 300mm ), tak więc przy średnicy 250mm i 2800obr/min prędkość obwodowa ściernicy wyniesie: L = 2 π r = π d = 3,14 • 0,25m = 0,785m, czyli ściernica ta przy 2800obr/min obraca się z prędkością obwodową (skrawania): 2800obr/min = 46,67obr/s 46,67obr.s • 0,785m = 36,63m/s (dla średnicy 200mm będzie to 29,31m/s) Jak wiec widzimy regulator byłby tu całkowicie niepotrzebny, bo zmniejszenie np o połowę prędkości skrawania ściernicy powoduje poza mniejszą wydajnością również wzmożone jej "sypanie", czyli zużycie.... załóż sobie po jednej stronie ściernicę 95A http://www.majer-hurt.com/produkt,13,sciernice-typ-1-popielate-material-sci.html do szlifowania zwykłej stali i miękkich trzonków noży lutowanych, a z drugiej strony szlifierki ściernicę 99C "zieloną" http://www.majer-hurt.com/produkt,16,sciernice-typ-1-zielone-do-ostrzenia-sp.html do szlifowania spieków (HSS również można nią szlifować z dobrym skutkiem), i będzie to uniwersalny zestaw bo i do szlifowania(ostrzenia) noży tokarskich, jak i do narzędzi ze zwykłej stali (95A)
-
Grubsze szlifowanie czy ostrzenie noży na tarczach papierowych odpada z 2 powodów: - pierwszy to brak zróżnicowania gatunków nasypu (ścierniwa) na nośnikach papierowych - do ostrzenia konkretnego rodzaju materiału noża, np stali szybkotnącej HSS, HSS-Co potrzebny jest konkretny gatunek - elektrokorund szlachetny 99A(37A), a do ostrzenia noży VHM z płytkami z węglików potrzebny jest węglik krzemu 99C, 98C(37C), http://www.inter-diament.com.pl/sciernice_z_elektrokorundu_i_weglika_krzemu_o_spoiwie_ceramicznym/poradnik_doboru_sciernic http://www.fram.net.pl/fachowiec-radzi.html więc papierem ściernym z nasypem uniwersalnym, zapewne mono lub mieszaniną różnych gatunków elektrokorundu zwykłego 95A i półszlachetnego 97A dla stali węglowych, stali szybkotnącej dobrze nie naostrzysz, a już o węgliku nie ma co mówić. - drugi powód to brak odpowiedniej sztywności takiego materiału ściernego z powodu stosowania rzepów mocujących w wymiennych tarczach okrągłych (klejenia się tu raczej nie stosuje) których warstwa z racji swej budowy ma pewną elastyczność, oraz jej mała odporność na wysoką temperaturę.. Dlatego ciężko byłoby uzyskać dostatecznie płaską powierzchnię np pomocniczej powierzchni przyłożenia(bocznej) np przecinaka czy innego noża. Że o braku możliwości kształtowania powierzchni takiego nośnika nie wspomnę (do wykonania noża kształtowego). Oczywiście próbować można, ale wynik będzie mizerny Czy szlifierka zaproponowana przez kolegę Pawła była by własciwa? Nie bardzo, bo do uzyskania dobrych (i wydajnych) parametrów skrawania dla ściernic płaskich T1 gatunku 99A czy 99C potrzebne są właściwe obroty podawane w specyfikacji ściernic w m/s, lub rzadziej w obr/min (zazwyczaj 1400-2800), a tarcza równoległa do osi silnika ma silnie zredukowane przez przekładnię ślimakową obroty do około 140-tu http://archiwum.allegro.pl/oferta/bass-polska-szlifierka-stolowa-kamieniowa-na-mokro-i5866080280.html Więc szlifowanie byłoby bardzo niewydajne i dodatkowo ściernica szybko by się zużywała, bo do HSS czy VHM potrzebne jest spoiwo średnio-miękkie (J÷L), tak więc w takiej szlifierce użyteczna dla ostrzenia noży byłaby tylko część wysokoobrotowa. Wolnoobrotowa nadaje się doskonale do ostrzenia dłut i noży zwykłych (kuchennych), do tego została stworzona. Zwykła stołowa szlifierka o mocy co najmniej 500-800W (a najlepiej ≥1000W) jest tu jak najbardziej użyteczna, zwłaszcza jak zmodyfikujemy stolik, o czym pisałem w kilku tematach.
-
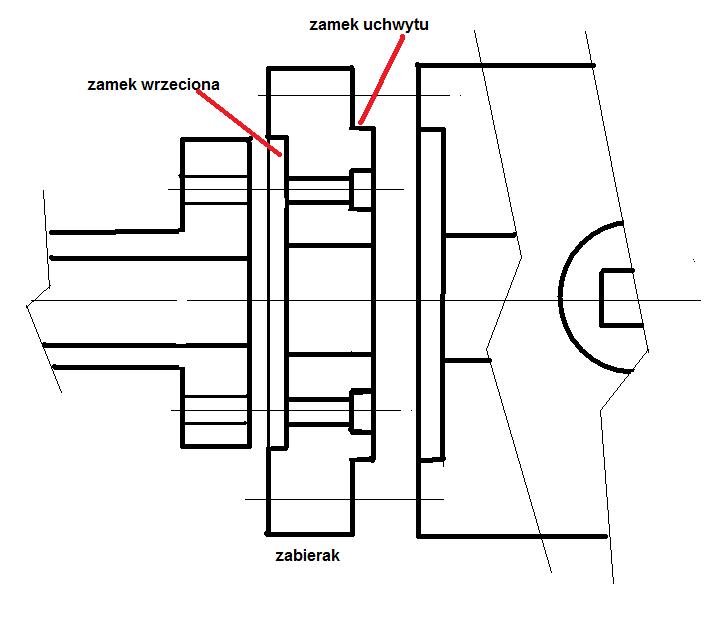
A czemu, nie masz lewych szczęk do uchwytu? bo lewe szczęki powinny złapać średnicę d3 równą korpusowi uchwytu w którym są same założone(jeśli to uchwyt 80mm to powinny złapać 80mm, a nawet trochę więcej) a jesli z jakiegoś powodu nie możesz to zrób inaczej - nawierć w krążku otwory i wpuść głębiej w krążek łby tych 3 śrub ampulowych, tak by po przykręceniu krążka do wrzeciona (jak chciałeś zrobić) dało się lekko zabielić całe czoło krążka, i zrobić podtoczenie zamka pod wrzeciono - wystarczy 2-4mm, bez zahaczenia o łby ampulowe (tak by krążek wszedł pewnie na końcówkę - weź pod uwagę promień krawędzi wrzeciona i promień wewnętrznego podtoczenia. Wytaczak kąt wierzchołka ostrza w szpic - 95°) A nawet jak się troszkę przy okazji splanują to dziury w niebie nie będzie.
-
Co to znaczy "na fix"? Zabierak na końcówce wrzeciona też musisz osadzić ciasno bez bicia na wytoczonym zamku, śruby tylko przyciskają zabierak do wrzeciona. Bo same śruby nie zapewniają i nie utrzymają centryczności zabieraka, wystarczy że jedna popuści pod wpływem drgań i cała robota z zabierakiem o kant..
-
Żadne takie, zwykła szlifierka stołowa, troszkę wiekszy i wygodniejszy do szlifowania noży stolik możemy sobie zrobić sami, nawet z drewna https://www.cnc.info.pl/topics80/tarcza-do-ostrzenia-widi-vt62985,10.htm a kąt - wystarczy do stolika przymocować ściskiem kątownik czy kostkę, ustawione do tarczy pod odp.katem, i wzdłuż niego przesuwać nóż po tarczy.. i już mamy kąty http://www.gadgetbuilder.com/ThreadingTools.html http://www.gadgetbuilder.com/LatheBitSharpening.html https://www.cnc.info.pl/topics89/ostrzenie-nozy-home-made-vt20845,50.htm pomysłów do wyboru do koloru https://www.google.pl/search?q=cutting+tool+grinder+bench&client=firefox-b&tbm=isch&tbs=rimg:CXVZcL3JlPQGIjg8Ay_1_10DbeyksgdQVtRkUUo5AM7tcVKIIbUCmwsb5AVpj9ZKgEesukpzruhRvLqDSBa_1F4Ctp2lCoSCTwDL_1_1QNt7KEV8EH1grcswsKhIJSyB1BW1GRRQRTRBprEYgLF0qEgmjkAzu1xUoghH65Ytgy7Hq8CoSCRtQKbCxvkBWEbDuvRbRhjwQKhIJmP1kqAR6y6QRQjvsHK78KEIqEgmnOu6FG8uoNBHWcL_15FSlwMSoSCYFr8XgK2naUESAV22AAptzd&tbo=u&sa=X&ved=0ahUKEwj2h4GG0-3SAhWDdpoKHb90D94Q9C8IGw&biw=1211&bih=752&dpr=1#tbm=isch&q=bench+grinder+tool+rest&* A przy małej wprawce to i od reki naostrzysz. (tylko kąt wierzchołkowy sprawdzić sprawdzianem lub kątomierzem)
-
Wyprawa do sklepu sportowego i materiał masz...
-
Można chwilowo zastosować inny mocniejszy silnik, dostawiany do tokarki na jakimś przykręcanym ściskami blaciku, przełożyć dłuższy pasek... ! oryginalny napęd dodatkowy napęd dostawiany(silnik oryginalny wyłączony) W zasadzie tak, po obrobieniu strony zabieraka przychodzącej potem na końcówkę wrzeciona (tę stronę zabieraka można i na obcej tokarce) trzeba nawiercić i nagwintować otwory pod szpilki(śruby), Potem należy taki "półprodukt" na tym wrzecionie na którym potem będzie pracował zamocować. I obrobić stronę pod uchwyt. Dlaczego? Obrabianie strony pod uchwyt na tokarce gdzie będzie on potem zamocowany daje pewność, że nie będzie bicia. Przyznam, ze nie bardzo rozumiem, kto powiedział, że na starym "badziewnym" uchwycie nie da się zrobić pierwszej strony w jednym zamocowaniu - nie ma wtedy znaczenia jak "bije" stary uchwyt bo i tak wszystkie srednice zatoczysz centrycznie (zewnętrznej za którą trzymają szczeki nie obrabiasz). A druga stronę pod uchwyt i średnicę zewnętrzną zabieraka robisz wtedy już po zrobieniu szpilek i zamocowaniu go na wrzecionie. No chyba, że stary chiński uchwyt w ogóle nie trzyma detalu...