Patryk Sokol
-
Postów
3 720 -
Rejestracja
-
Ostatnia wizyta
-
Wygrane w rankingu
107
Treść opublikowana przez Patryk Sokol
-
Ok, cena jest taka, że jeszcze mogę włożyć tyle w Rexia (bo nie mogę przyjąć podejścia, że serwo zostanie na nowy model, bo wszystkie zestawy,które mnie interesują, teraz serwa mają w komplecie). Serwo które mam obecnie: https://www.spektrumrc.com/Products/Default.aspx?ProdId=SPMSH3000 Jest o 1/2 wolniejsze przy 6V, więc może to jest metoda. no i jestem przekonany, że moje serwo ma dojechany potencjometr... Myślę, że coś się zmieni, zawsze to ciekawy eksperyment
-
Dobijam chyba do granic mojego modelu. Tzn. Zaczyna mi mocno przeszkadzać trzymanie ogona w moim Trexie. Tzn. ogon zaczyna nie nadążać przy wszelkiego rodzaju gwałtownych zmianach skoku, np przy przejściu na plecy i odejściu w pion. Z tym jeszcze sobie radziłem, ale zacząłem uprawiać loty tyłem i wyszła całkowita porażka. Np. dziś przy pętli tyłem, w 3/4 pętli po prostu heli fiknął na kabinkę do przodu. W sumie to jakbym zrobił to specjalnie, to byłby to całkiem efektowny manewr No i serwo grzechocze jak grzechotnik (tsy-tsy-tsy ). Nie jest to takie klasyczne wzbudzanie od przesterowania, raczej takie wibracje robione serwem. Musiałem je zaakceptować, bo jak ustawie ogon tak, że tego nie ma to, praktycznie jakbym bez żyroskopu latał. Niemniej - mam już popychacz węglowy, pokasowane wszelki luzy, a z ustawień PID wyciągnałem, ogon to pełny metal, łopatki powiększone etc. I tu pojawia się pytanie - walczyć w ogóle z tematem, czy już się z tym pogodzić i latać jak jest, a w międzyczasie czatować na jakąś 550? Jakbym chciał wymienić serwo na coś z gatunku tanie i działające to co polecacie?
-

Dlaczegóż dziewczynki nie powinny latać albo powinny modelami RC
Patryk Sokol odpowiedział(a) na skippi66 temat w Hyde Park
Ech, ale Ty lubisz to "źle pojmowane równouprawnienie*". Działasz tutaj wg. tego schematu: Zwróć uwagę, że gadasz o "źle pojmowanym równouprawnieniu" żeby bronić błędu konstrukcyjnego szybowca. Prawda jest taka, że wartością definiującą możliwość używania Pirata powinna być siła jaką dysponuje pilot. A ta jest CZĘŚCIOWO zależna od płci. Co to znaczy? Że stosując tak prosty podział można było zabić mężczyznę który dużo siły nie miał (z różnych powodów, nie ma co oceniać), albo nie dopuścić do latania kobiety która siły ma aż nadto. Rzecz polega na tym, że gdyby stwierdzono, że wysocy piloci nie mogą latać, a niscy mogą, to również byłby podział, ale wtedy już nikt nie gadał by o kwestiach równouprawnienia, Widzisz, wystarczyłoby zdefiniować ograniczenia o faktyczną cechę fizyczną, zamiast sobie skracać i byłby spokój. Zresztą to samo tyczy się wszystkiego, włącznie z pracami które wymagają tężyzny fizycznej. I tak - dlatego uważam, że np. różne wymagania na testach sprawnościowych do policji, straży pożarnej etc. gdzie kobiety mają niższe - są właśnie seksistowskie i dyskryminujące, bo to płeć decyduje, a nie faktyczna cecha fizyczna. Jeśli praca wykonywana ma być taka sama, to wymagania powinny być takie same. Jeśli chcesz gdzieś szukać "źle pojmowanego równouprawnienia*" to szukaj go właśnie tam. Innymi słowy - masz taką skalę: Jeśli mówi się, że "kobiety nie powinny kopać rowów, bo są słabsze" to jest to seksizm. Jeśli mówi się "ludzie słabi nie powinni kopać rowów, bo nie dają rady" to jest to równouprawnienie A jeśli mówi się "Kobiety są słabsze, więc obniżmy wymagania fizyczne dla nich, aby było po równo" to jest to "źle pojmowane równouprawnienie*", bo dyskryminuje kogoś podług płci. Oczywiście jeśli wymagania fizyczne będą bardzo wysokie i okaże się, że np. tylko 5% pracowników może być kobietami. Cóż, taki życie - deal with it. Jednak takie podejście nikomu nie zamyka drogi tylko ze względu na płeć, więc może nie jest to miłe, ale jest uczciwe. *Zasadniczo - źle pojmowane równouprawnienie nie jest równouprawnieniem. Nazywanie takich działań w ten sposób tworzy zły obraz faktycznych działań w kierunku równouprawnienia. -
A to różnie bywa akurat. Zdarzało mi się już lądować na wysokości 15m po dwugodzinnym locie w termice Ciśnienie powietrza potrafi być jednak dosyć zmienne, szczególnie, ze wysokościomierz na mikrych różnicach działa
-
Dlaczegóż dziewczynki nie powinny latać albo powinny modelami RC
Patryk Sokol odpowiedział(a) na skippi66 temat w Hyde Park
A tyle emocji jednak. No dobrze uznajmy, że się ekscytujesz A to dlatego taka irytacje tematem. No cóż bywa, z tego się nabijać nie zamierzam. Ale argumentu to nie stanowi, jedynie cechuje emocjonalnie.. Słaba retoryka. Uuuu ad persona. Sięgnęliśmy dna najwyraźniej Miód na moje uszy, to takie rzucenie ręcznika w dyskusji. mam nadzieję, że jak dorosnę to nie stanę się starym dziadem (to stan umysłu, nie zależy od wieku), co poglądów nie zmienia, ale krzyczy jakie to one oczywiste nie są. i jacy wszyscy myślący inaczej są niedojrzali. No nic Tomaszu, podsumowując - argumentów Ci brakło, źródeł nie było, do niczego się nie odniosłeś, nie skomentowałeś, nie podyskutowałeś. Słabo, słabo... Najwyraźniej nie potrafisz bronić własnego zdania.inaczej niż krzycząc. -
Dlaczegóż dziewczynki nie powinny latać albo powinny modelami RC
Patryk Sokol odpowiedział(a) na skippi66 temat w Hyde Park
Z żadnej, Sokoły gniazdują rzadko na drzewach :* Oj znam, lubię czytać o naukach kognitywnych. Nawet miałem taki pogląd jak Ty kiedyś, ale później się do edukowałem (bo to ludzie robią jak dorastają) Więcej wykrzykników, uwielbiam jak się tak złościsz :* Ale ok, zostawiając te urocze wykrzykniki - pokaż mi te artykuły naukowe. Bo to co ja linkuje to są konkretne prace, z recenzowanych czasopism. To co ty linkujesz to... A nie, nic nie linkujesz,zaryzykuje, ze może przeczytałeś coś w Focusie, albo Charakterach. Więc konkrety, albo Cię dalej buziać będę :* Oj, nie. Upraszczasz, bo za mało na ten temat czytałeś. Polecam zapoznać się z: https://www.elsevier.com/books/sex-differences-in-the-human-brain-their-underpinnings-and-implications/savic-berglund/978-0-444-53630-3 https://www.psychologytoday.com/blog/hope-relationships/201402/brain-differences-between-genders I podsumowując te artykuły: " Male and female brains are very different. Scientists have found about 100 gender differences in the brain, regarding processing, chemistry, structure, and activity. The most notable of these differences are the following: On average, men have larger brain volume and brain weight compared to women, which is only partly accounted for by larger body dimensions in men. Men have a higher percentage of white matter whereas women have a higher percentage of gray matter. Women have significantly better connected neural networks compared to men's neural networks. Also, male brains are optimized for intrahemispheric communication, while female brains for interhemispheric communication. However, it remains speculation to what functions these differences correspond, and whether they’re a result of genes, sex hormones or gendered upbringing, since nurture can have a visible effect on the brain" Innymi słowy - tak różnice są, ale zbyt malo wiemy na temat pracy mózgu, żeby jasno coś orzekać. Tak po prawdzie mało jest tematów na temat neuronauk, które są mocno ugruntowane i zbadane. Np. są to tematy spoiwa szarego, czy całość działania kory wzrokowej. Ogólnie poglądy na temat bardzo jasnego przypisania konkretnych obszarów mózgu do konkretnych funkcji, są mocno przestarzałe, bo bazujące na badaniach starymi metodami. Obecny pogląd mówi, że bywa bardzo duża płynność w rozkładzie funkcji po obszarach mózgu. Dodatkowo, obalono mit, że po którymś roku życia nie tworzą się nowe połączenia między neuronami i neurony. One wciąż się tworzą i efekt jest taki, że wychowanie, wykonywana praca itd. może wpływać na kształt mózgu. Szczególnie te badania rozwinęły się w kontekście osób które przeszły wylew, bądź udar, gdzie osoby potrafią wrócić do w pełni poprawnego funkcjonowania, mimo nieodwracalnego uszkodzenia sporych obszarów mózgu. Rzecz z mózgiem jest taka, że jest taka, że przeżylismy tutaj coś podobnego jak fizyka w XIXw. kiedy myślano, że wszystko już udowodniono, a później światło rozwaliło całą fizykę i ruszyliśmy od początku. Więc schowaj do kieszeni poglądy z czasów lobotomii i zapraszam do czytania nowych rzeczy. Świat się zmienia, wiedza się rozszerza, czasem trzeba zaadaptować poglądy w niekomfortowym dla nas kierunku No i nie rozumiesz statystyki. Statystyka ma wiele więcej narzędzi niż prosta średnia arytmetyczna czy mediana. Problem polega na tym, że używając ogólnych stwierdzeń, siłą rzeczy wpychasz się w statystykę. A ta jest jak nóż, jak źle chwycisz to tnie. A Ty bardzo źle chwytasz. Niemniej - polecam dokształcić się z takich tematów jak wariancja, rozkład Gaussa, testy statystyczne, czy pojęcie hipotezy statystycznej. Zanim zrozumiesz o czym mówisz - nie wypowiadaj się na temat, bo się tylko mądrzysz. Dowód anegdotyczny. Znów - nie rozumiesz statystyki, możesz widzieć różnicę w zachowaniu, ale niczego to nie dowodzi. Ale rzucaj te wykrzykniki, ja to tak lubię :* Ale ok, bo ja sobie z Tomkiem flirtuje (:*), a napisałbym coś pozytywnego. Od dawna fascynuje mnie temat błędów poznawczych etc. Polecam wszystkim ten filmik: Obejrzyjcie, jest dosyć przyjemny i bardzo przystępny. Ładnie pokazuje błędy myślowe. I to nie w kontekście feminizmu, tak ogólnie. Niemniej poglądy na temat roli płci są bardzo emocjonalnie, bardzo ładnie widać efekt potwierdzenia w akcji. -
Dlaczegóż dziewczynki nie powinny latać albo powinny modelami RC
Patryk Sokol odpowiedział(a) na skippi66 temat w Hyde Park
Ale potrafisz pokazać pracę naukową, która ładnie dowodzi, że mężczyźni myślą bardziej logicznie? Tak chociaż jedną recenzowaną? Bo ja potrafię i specjalnie dla Ciebie to zrobiłem (boś taki męski ;*) Bo zdolności rozumowania logicznego ocenia IQ. I tutaj można znaleźć coś takiego: https://doi.org/10.1017/s1138741600005801 https://doi.org/10.1126/science.7604277 http://psycnet.apa.org/doiLanding?doi=10.1037%2F0003-066X.51.2.77 Tak wiem, że płatne, trzeba było zostać na uczelni, byłoby za darmo. W dużym skrócie: Średnia jest równa dla obu płci.Mężczyźni za to mają większy rozstrzał wyników.\ O czym to świadczy? W sumie o niczym, co ma wpływ na społeczeństwo, różnice na populacji są tak znikome, że nie pozwalają na prognozowanie w kontekście jednego osobnika. No, ale drodzy moi Was boli coś innego, tylko się wypowiadać za bardzo nie umiecie (ech, jak to faceci, każdy na oko widzi, że nawet nie potrafią powiedzieć o co chodzi...) Więc tak stricte modelarsko. Badania wykazują drobną przewagę mężczyzn w kwestii wyobrażeń przestrzennych: https://doi.org/10.1111/j.1467-8624.1985.tb00213.x https://doi.org/10.1080/03033910.1997.1010558158 https://doi.org/10.1007/s11881-011-0055-z I przewagę kobiet w kwestiach lingwistycznych. Po raz kolejny, cytując jednak omówienie pewnej pracy: "Statistical results are misunderstood as general claims about men and women. If on average a sex performs better/worse in some cognitive task, this does not mean that all the people of such sex are better/worse in that task. Indeed, studies are consistent with many exceptions, and the distributions of men's and women's cognitive abilities overlap a lot. So nothing can be said on the intelligence of a single person just by knowing their sex, but statistics can be used to understand general trends on the whole population of men and women. Additionally, the differences between the sexes can often be overstated as well as ignoring that the genders can often overlap, to say nothing of transgender people, whose brains often match the opposite gender rather than their designated sex at birth." Czyli tłumacząc dla tych, dla których pojęcie wariancji i rozkładu Gaussa jest obce (czyli dla typowych mężczyzn) - różnicę są za male, żeby wnioskować o jakichkolwiek cekach konkretnego osobnika. I idąc dalej: https://doi.org/10.1037/0012-1649.35.4.940 Praca ta jasno stwierdza, że wszelkie różnice mierzone na dużych próbkach można zniwelować treningiem. I idąc dalej: https://doi.org/10.1037/0012-1649.35.4.940 Praca ta omawia różnice zdolności kognitywnych dla chłopców i dziewczynek z niższych i najniższych warstw społecznych. To jest istotne o tyle, że w tego typu środowiskach jest znacznie mniejszy tzw. Gender Bias w wychowaniu, gdyż zwyczajnie nie ma czasu na zapisywania na kursy tańca, ani pieniędzy na kolejne lalki. Praca stwierdza zaś, że nie ma tam już różnic wychodzących ponad normalną fluktuację statystyczną. Ok i co nam to mówi? "Study showed where this gender difference in spatial cognition among children of higher socio-economical status could come from. Although girls showed equal interest in puzzle play, parents were much more supportive when their sons showed interest in puzzle play, which enhanced the quality of the experience for boys disproportionall" Kurdę, gdzieś to już słyszałem... Więc Skarby Wy moje i wspaniałe Okazy Samców tak męskich, że potykających się o własne (...) - wsadźcie sobie w (_!_) obrazki, śmieszne memy i ludowe mądrości z obserwacji na 15 próbkach kobiet, które jeszcze sami sobie dobraliście pod swój gust. Jak chcecie dalej się wymądrzać w temacie (bo tak się nazywa gadanie o rzeczach o których nie ma się pojęcia), to powodzenia, ale już beze mnie. Ale jeśli macie jakieś ładne prace naukowe, które twierdzą inaczej (ale na dobrego boga ateistów - recenzowane, nie jakieś śmieci) to możemy sobie porozmawiać o statystyce i jej interpretacji. I teraz macie do wyboru, albo tkwić w wygodnym świecie, gdzie nikt nie stawia wyzwań przed Wami (ale wiecie, on jest tylko w Waszej głowie), albo ładnie przyznać przed samym sobą, że nikt się lepszy tutaj najwyraźniej nie urodził. Ale, tak wiem do tego trzeba odwagi, może nie jesteście wystarczająco męscy,żeby ją w sobie znaleźć. -
Możesz zwiększać grubość wg wzoru: Grubość docelowa = grubość profilu / cos(kąt wzniosu)
-
Jeśli łączenia będą prostopadłe do płaszczyzny stołu to zdeformujesz profil na uchach. Wynika to z tego, że im większy wznios zrobisz, to bardziej przecienisz profil (bo grubość tego mierzy względem plaszyzny danego segmentu skrzydła, a nie płaszczyny poziomej).
-
Właśnie nie jestem pewien na ile można zwolnić opadanie moim Trexem w autorotacji. Nie dość, że model jest mały, to jeszcze napęd ogona ma zrealizowany paskiem Istnieje ryzyko, że zaliczyłbym blade-stopa, bo zwyczajnie braknie siły do kręcenia łopatami Poeksperymentuje jak wyłącze soft-start.
-
Wiesz, pamiętam kadmy. Może nie w helikach (bo to bylo nieosiągalna dla mnie), ale żadne aku nie dostarczyły mi tylu emocji. Ten moment kiedy zastanawiasz się czy wysokość będzie, czy złapiesz cut-offa przed pierwszym zakrętem. i ta radość gdy aku wytopił się z latającego skrzydła. Ech, młodość Ale ok - ładowanie w 15min było cool ( i to też było ciekawe - o ile dobrze pamiętam to ładowanie takie skracało żywotność, ale zwiększało wydajność prądową) Ale piszę z innych powodów. Ostatnio zacząłem ujeżdżać loty plecowe. Z racji tego stwierdziłem, że może warto by wziąć się za autorotację (jaki to ma związek? Pojęcia nie mam. Taki po prostu miałem tok myślowy ). W tym celu maltretowałem autorotację w Phoenixie na Trexie 450. W symulatorze wypracowałem taką technikę, że podchodzę z wysoka i z dużą prędkością i zdejmuje gaz. Robię wtedy szybkie zejście, utrzymując prędkość, a przed samym lądowaniem gubię prędkość postępową i dodaje skoku. A jak wyszła próba realizacji tego na żywo? Hmm... Model jest cały, sukces więc? Ogólnie chyba za ostrożnie podszedłem do kwestii zejścia z wysokości. Tzn. mam wrażenie, że dałem zbyt małe kąty (czyli zbyt na minus). W efekcie zejście było z gracją kamienia, straciłem prędkość postępową, a obroty nie ustaliły się na zbyt wysokim poziomie. W efekcie lądowanie było dosyć twarde. no, ale heli na płozach ustał, wszystko jest proste, więc tragedii nie ma. Wydaje mi się, że muszę wyłączyć tryb heli w reglu. Dzięki temu pozbędę się soft startu i będę mógł polatać nieco w autorotacji. Tzn .poćwiczyć samo zejście i wytracanie prędkości, w nieco większej odległości od ziemi.
-
Szczerze to nie wiem czy ta historia jest jakoś bardzo traumatyczna Nie podoba się -dostajesz zwrot i spokój Ogólnie - mi się zdarzyło kiedyś zaplątać w dłuższą rozmowę z panem od obsługi klienta w sklepie prowadzącym ogniwa słoneczne. Rzecz polegała na tym, że zamówiłem ogniwa słoneczne i zaginęły (wg. trackingu) po wejściu do Polski. Po 20 dniach sam sklep do mnie napisał, że coś jest nie tak, że mogę ubiegać się o zwrot. Po mojej propozycji wysłania jeszcze raz - padła prośba o to, żebym uzyskał zwrot i zamówił jeszcze raz. Rzecz ma polegać na tym, że wtedy im się to bardziej opłaca, ze względu na warunki ubezpieczenia Aliexpress. I nie widzę w tym problemu - co mi za różnica czy wykonam te dwa kliknięcia. Jeśli dzięki temu kontrahent ma mieć mniejsze koszta? Oczywiście jakby był problem z pieniędzmi, to bym był pierwszy który by się wkurzył, a tak to bez znaczenia. To co jest dla mnie istotne z Aliexpress (czy HobbykIngiem, albo Banggood) to to, że w razie problemów zwrot pieniędzy jest preferowaną (i łatwą do uzyskania) opcją rozwiązania konfliktu. Zawsze wezmę to nad czekania na naprawy gwarancyjne, odsyłki do producenta i inne przyjemne rzeczy z polskimi sklepami.
-
Zamówiłem właśnie taką kamerkę: https://www.banggood.com/Eachine-DVR03-DVR-AIO-5_8G-72CH-025mW50mW200mW-Switchable-VTX-520TVL-14-Cmos-FPV-Camera-p-1117419.html?rmmds=myorder Bardziej z potrzeby małego sprzętu do FPV niż nagrywania, ale nagrywanie to przyjemny bonus Pochwalęsię filmami jak dotrze.
-
Dlaczegóż dziewczynki nie powinny latać albo powinny modelami RC
Patryk Sokol odpowiedział(a) na skippi66 temat w Hyde Park
Podpisujesz się pod stanowiskiem Grzegorza, które prezentuje się tak: To jest dokładnie takie stanowisko jakie opisałem. -
Dlaczegóż dziewczynki nie powinny latać albo powinny modelami RC
Patryk Sokol odpowiedział(a) na skippi66 temat w Hyde Park
Oczywiście, że padały. Nawet bardzo ładnie podpisałeś się pod stwierdzeniem, że nie warto w ogóle uczyć kobiety w sprawach technicznych, czy pilotażowych, bo i tak tego nie ogarnie. Oczywiście, ze więcej kobiet ma to gdzieś, ale to jest ok. Tak długo jest to ok, jak długo jest to wybór tych kobiet,. A nie wynika to z tego, ze jakiś przesiąknięty szowinizmem ojciec nawet nie pozwoli im zajmować się tym co interesuje, czy z tego, że zwyczajnie odejdą od hobby (czy pracy, co też już widziałem), bo zwyczajnie nie zniosą seksistowskich komentarzy na swój temat. Czy zapewni nam to 50/50? Ni cholery nie mam pojęcia, być może nie. Ale nie zachowywanie się w ten sposób spowoduje, że te kobiety które zadecydują, że chcę się tak rozwijać nie będą spotykać się z oporem środowiska. Zastanów się lepiej, czy możliwość realizacji swoich potrzeb i ambicji jakiejś grupy ludzi nie jest więcej warto od tego, ze możesz pompować swoje męskie ego tym jak bardzo jesteś lepszy od kobiet. Bo wiesz, jesteś mężczyzną, zapracowałeś sobie na tą pozycję (a nie, to przypadek i 50% szansy, więc żadnej zasługi w tym nie masz). Odbierz to tak - jak moja matka zobaczyła by latanie Trexem 600 bezpośrednio nad głową to może lekko by się zdenerwowała. Ty byś dostał białej gorączki (i całkiem słusznie!), dlatego że już wiele w temacie widziałeś i masz świadomość jak źle to może się skończyć Więc nie jestem przewrażliwiony, po prostu jestem świadom tego jak łatwo można skrzywdzić kogoś komentarzem tego typu. Po prostu widziałem to zbyt wiele razy, ze zbyt dużego bliska. -
Dlaczegóż dziewczynki nie powinny latać albo powinny modelami RC
Patryk Sokol odpowiedział(a) na skippi66 temat w Hyde Park
Coś się znajdzie: I jak się przyjrzysz relacji w tym wątku: http://pfmrc.eu/index.php/topic/59704-nowy-spinacz-dlg/page-2 To męskich rąk na fotkach nie uświadczysz. I przepraszam autora wątku za to, szczerze. Nie chce robić takiego syfu, ale widzę taką wypowiedź i mnie to osobiście uderza. I już kij ze mną, poradzę sobie, ale jest mi zwyczajnie przykro, że Angelika, moja wspólniczka, mimo tego, że robi nie mniej ode mnie, to wciąż spotyka się z lekceważeniem, tylko z racji swojej płci. I wiesz co jest najgorsze? Ten wątek też jej się zdarzyło przeczytać (szok, nie? Kobieta nam forum czyta) i zwyczajnie znowu odchodzi jej ochota na wypisanie nieco o kompozytach, bo z automatu zostanie uznana za gorszą. Więc gratuluję, udało Ci się obrazić kobietę osobiście, bezpośrednio lekceważąc to na co pracowała ostatnie kilka lat. Ale śmiało - możesz czuć się gorszy. To ona robi modele z kompozytów, które sama wykonała, najwyraźniej mniej się znasz od kobiety. -
Dlaczegóż dziewczynki nie powinny latać albo powinny modelami RC
Patryk Sokol odpowiedział(a) na skippi66 temat w Hyde Park
Wpadnij na trening i sam im to powiedz Jeśli masz na to jaja -
LaHeli Rotorshape - mały, jednowirnikowy wiatrakowiec :)
Patryk Sokol odpowiedział(a) na Patryk Sokol temat w Parkflyer, slowflyer,shockflyer
Czyli coś innego jest na rzeczy tutaj. U mnie, jeśli nie ma wiatru, albo jest stosunkowo lekki, to po rozkręcenia wirnika ręką i przebiegnięcia choćby i 100m to wirnik się nie rozkręci. Dziś za to przetestowałem żyrko na SK. W końcu da się rozpędzić po prostej, bez miotania się na lewo i prawo. Wygląda to tak, że po przejechaniu kilku metrów, trzęsąc się jak osika, wirnik łapie obroty i naglę wiatrakowiec robi się super stabilny. Jak wirnik się kreci to praktycznie od razu można lecieć, rozbieg jest już zerowy. Ogólnie - start udaje za opanowany, ale to chyba najtrudniejszy do poderwania model z ziemi jaki mam -
Dlaczegóż dziewczynki nie powinny latać albo powinny modelami RC
Patryk Sokol odpowiedział(a) na skippi66 temat w Hyde Park
Nie wniosą. Na oko to są tylko wysportowane, ja podnoszę więcej. -
Dlaczegóż dziewczynki nie powinny latać albo powinny modelami RC
Patryk Sokol odpowiedział(a) na skippi66 temat w Hyde Park
Wiesz co... Brak słów. Miej nadzieję, że nigdy nie wpadniesz na moje koleżanki z treningów szermierki. Pokażą Ci jak się kobiety rozwijają w "naturalnych" zainteresowaniach i jak ładnie faceci "naturalnie" przystosowani do obrony jaskini lądują na glebie i odklepują. -
LaHeli Rotorshape - mały, jednowirnikowy wiatrakowiec :)
Patryk Sokol odpowiedział(a) na Patryk Sokol temat w Parkflyer, slowflyer,shockflyer
A opowiesz coś więcej o starcie z ręki? Jesteś w stanie wystartować z ręki bez wiatru? Aczkolwiek Twoja konstrukcja mi się bardzo podoba, jakoś chwytają mnie za serce te "krótkie" wiatrakowce -
LaHeli Rotorshape - mały, jednowirnikowy wiatrakowiec :)
Patryk Sokol opublikował(a) temat w Parkflyer, slowflyer,shockflyer
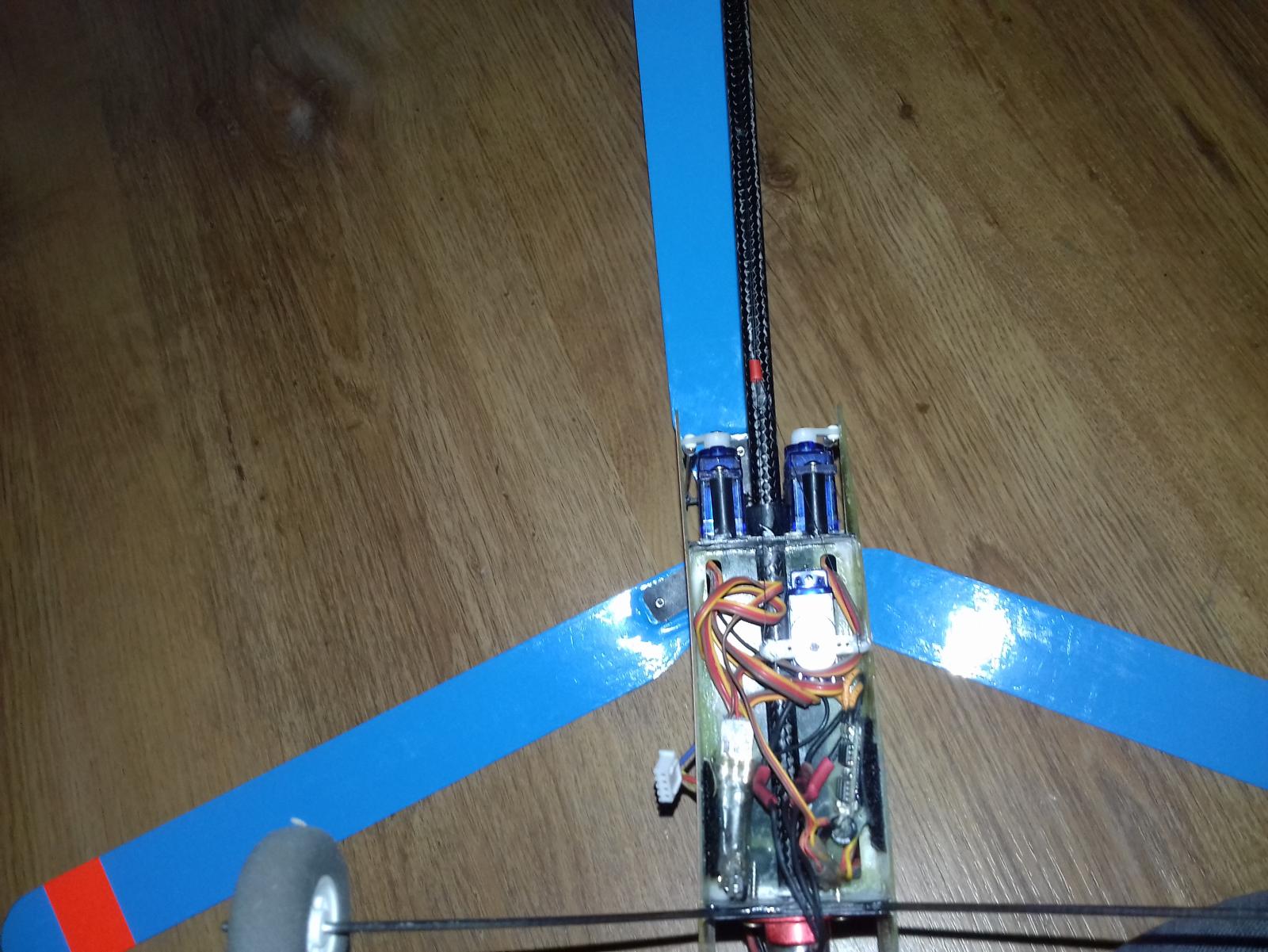
Czołgiem Panowie Dawno nie wrzuciłem nic dziwnego, trzeba to naprawić Najpierw małe tło historyczne. Otóż uwielbiam wiatrakowce. Chyba głównie dlatego, że choć znam wszystkie wzory, mogę liczyć wirniki etc, to w sumie jakoś mało czuje jak to lata (i nie nie tłumaczcie mi, ja wiem jak to działa, po prostu to mniej namacalne niż inne rzeczy) Pierwszego wiatrakowca zrobiłem prawie 8 lat temu i był to Twirl: http://my.pclink.com/~dfritzke/twirl.pdf Paradoksalnie - dwuwirnikowe wiatrakowce są znacznie przyjemniejsze do roboty. Po pierwsze wirniki mają przeciwne obroty, więc nie ma potrzeby pochylania wirnika do utrzymania lotu po prostej, a po drugie łatwiej zapewnić prerotacje z samego strumienia zaśmiglowego. Sam Twirl był bardzo przyjemny w prowadzeniu, ale musiał być lekki. To powodowało, że nie miał takiego fajnego "wiatrakowego" feelu w prowadzeniu. Próba balastowania go powodowała, że latało się fajniej, ale wirniki się rozlatywały. Mimo tego naprawdę dużo wylatałem tym kawałkiem depronu, a takiego poruszenia na lotnisku nie powodowały największe makiety i najbardziej high-endowe kompozyty (nawet usłyszałem propozycję od kolegi, że ja mu dam poprowadzić tego dziwaka, a on mi da polatać 4m benzynową Extrą ) Zawsze jednak chciałem klasycznego wiatrakowca, ale odstraszała mnie komplikacja głowicy i robienie porządnych łopat. Na szczęście odkryłem to: https://modelemax.pl/pl/wyprzedaz/11870-wiatrakowiec-g2000-kit-promocja-.html I chyba kupiłem ostatni Jak ktoś chce to producent ma: http://www.laheli.com/web/product.php?model=t&pid=48&nazev=Rotorshape%20kit Sam zestaw był naprawdę fajnie przemyślany, byłem pod dużym wrażeniem, jak prosto rozwiązano skomplikowane problemy. Po złożeniu prezentował się tak: Wyposażyłem to w 2x HXT900, spalonego Emaxa (co tu jest na plus. Spalone mają mniej mocy, ale żrą mniej prądu dla małego obciążenia) i Li-Iona 2s 2600mAh. W tej postaci zrobiłem całe dwa loty. Latało się tak świetnie, lądowało się świetnie jedynie start był okropny. Wiatrakowiec jest na tyle mały, że nie ma prerotacji. Kiedy wieje - nie jest to kłopot. Rozkręca się jak turbinę wiatrową, rzuca i pięknie leci. Problem polegał na tym, że gdy wiatru nie było, to w sumie nic zrobić się nie dało. Próba napędzania śmigłem mało pomagała, a rozbieg trzeba było robić sprinterskim tempie (co nie współgra z precyzją rzutu i startu). Główny problem jest taki, że wirnik niespecjalnie chce się rozkręcać zanim przekroczy pewną prędkość krytyczną. Start z ziemi nie rozwiązywał problemu, gdyż model ZAWSZE zarzucał w prawo. I to nie była kwestia geometrii podwozia, nawet specjalne odkształcanie aby podwozie ciągnęło w lewo nie pomagało. Podejrzewam, że to kwestia obrotów wirnika głównego, wykłon też pewnie nie pomagał. Żeby to rozwiązać zrobiłem takie modyfikacje: Czyli - okleiłem łopaty (ale to głównie kwestia estetyczno-żywotnościowa), dorobiłem płozę pod ogonem i ster kierunku. Z racji tego, że sam model jest mało przystosowany do posaidania trzeciego serwa, to zrobiłem napęd pull-pull: Po dodaniu SK rozpęd po ziemi stał się ogarnialny. Trudny, ale ogarnialny. Myślę, że dorzucę po prostu żyroskop po heliku, żeby zajmował się kontrowaniem zapędów modelu przy rozpędzaniu. W locie zawsze można wyłączyć. No i sam SK przydaje się w locie. można eksplorować coś tak dziwnego jak side-slip wiatrakowcem A jak samo latanie? (wybaczcie jakość filmu, ale pokazuje, że ten cudak lata) Lata się tym naprawdę świetnie. Jest nieco inaczej niż samolotem, nie ma praktycznie charakterystyki przeciągnięcia (prędzej zacznie się cofać niż przeciągnie) i pętle robi się naprawdę dziwnie. No i na plecach latać się nie da Samo sterowanie jest o tyle ciekawe, że jest bardzo precyzyjne i przewidywalne, ale jest krótkie opóźnienie w reakcji na drążek. Myślę, że to może być kwestia zawiasów łopat. Po zmianie płaszczymy piasty, bezwładność powoduje, że jeszcze chwilę wirnik się zbiera do zmiany płaszczyzny wirowania. No i te krótkie lądowania są wspaniałe Szkoda tylko, że brak prerotacji powoduje, że starty są tak ciężkie. Pewnie z asfaltu byłoby łatwiej, ale w Warszawie o takie luksusy trudno. No i tak szczerze, to mam teraz coraz większą ochotę na to: http://www.laheli.com/web/product.php?model=j&pid=886&nazev=LA500%20Autogyro%20kit Jest większy, ma prerotację i nawet nie jest taki drogi
-
Raczej by im napięcie momentalnie siadło Ale dajcie czas Li-Ionom. Rozwój samochodów elektrycznych pcha je niesamowicie szybko do przodu
-
A tak - zapomnialem o tym. Ogólnie efekt jest taki, że Li-Pole dają więcej max powera. To albo spadnie im napięcie poniżej cut-offa, albo wytopią się z koszulki Jeszcze musisz na to poczekać.
-
Przede wszystkim - większa gęstość energii. Tzn. mają na każdy kilogram masy więcej watogodzin. Największą przewagę mają cellki niskoprądowe (np. pakiet 3s 3500, o wydajnosci 9A waży zaledwie 150g, z tych cellek byłby http://www.batimex.pl/towar.php?idtowaru=5891&gclid=Cj0KCQjwv73VBRCdARIsAOnG8u3mH_tp38FkwDCZW8jnYBj6vSC7f69YX1RkT3UvNlJqGrZQw7R_5IMaAnYzEALw_wcB ). Do większości moich samolotów wystarczy to aż nadto, a później mam modele latające godzinę W heli z kolei przewaga aż tak duża nie jest, ale nieco niższa waga i 300mAh więcej już dają 2min czasu lotu więcej. A poza tym - są bezpieczniejsze (bo są w twardej obudowie, więc trudniej uszkodzić), bardziej żywotne, mają znacząco mniejszy rozrzut parametrów (a więc się nie rozjeżdżają w pakiecie) i kosztują naprawdę grosze (50zł za pakiet do heli to nie koszt IMO). Największy kłopot to tylko jeden wymiar, więc trzeba radzić sobie łączeniem równoległym.