Patryk Sokol
-
Postów
3 697 -
Rejestracja
-
Ostatnia wizyta
-
Wygrane w rankingu
107
Treść opublikowana przez Patryk Sokol
-
Bah - żebyś widział co się w branży rowerowej dzieje Tam jest jeszcze ciekawiej, bo producent odpowiada tylko za ramę (która, szczególnie w hardtailach, jest jedynie wieszakiem na sprzęt), cały osprzęt to wszędzie to samo, albo Shimano, albo SRAM. A mimo to są olbrzymie dyskusje o tym jak to w Specach lepiej chodzi napęd niż w Giantach Dlatego właśnie pytam o konkrety, bo samemu idzie mi jakoś słabo szukanie. A konkrety to właśnie często powtarzające się usterki, bądź konkretne problemy w danym modelu (jak np luz na ogonie w moim Rexie, aż do bólu typowy). A i żeby było ciekawiej. Znalazłem jeszcze takie modele: http://www.xlpower-rc.com/prolist.asp?id=125 I to już nie są klony
-
To już chodziło raczej o kwestie niezużywające się. Szczególnie gwinty kulek były nędzne. No i nowa tarcza Aligna z tych czasów też była luzowata (inny kolega miał taką jeszcze nierozpakowaną z worka). Aczkolwiek nie zrozum mnie źle - Jakbym kupował 700tkę, to w życiu bym nie oszczędził 1000zł na modelu. To nie jest dobry interes
-
A nowy Align jest lepszy niż starszy? Bo mój Rexiu stopniowo staje się Tarotem I szczerze mówiać, to części Tarotowe są lepszej jakości niż to co z Rexia zdejmuje (np tarcza Aligna była wręcz żałosna)
-
No troszkę by się przydało Bo ze dwie części Gartta były w heli kolegi (które naprawiałem po kraksie) i wyglądały jak Tarot. Tzn - nie bronię tego jak dobre dealu, po prostu chce poznać szczegóły
-
Dotarło serwo na wymianę do Rexia i już jest jak nowy Może zaraz go oblatam (jeśli aku naładowane), a może jutro rano Niemniej mam pytanie do Was. Czy mówią Wam coś klony T-Rexa produkcji Gartt? Bo wpadło mi to w oko na Aliexpress i o ile to jest dosyć tanie: https://pl.aliexpress.com/item/Freeshipping-GARTT-GT550-PRO-TT-2-4GHz-3D-Torque-Tube-Helicopter-100-compat-Align-Trex-550/662598566.html?spm=a2g17.search0104.3.44.43026616cJKB9J&ws_ab_test=searchweb0_0,searchweb201602_5_10152_10151_10065_10344_10068_10342_10343_10340_10341_10084_10083_10618_10304_10307_10301_5711211_10313_10059_10534_100031_10103_10627_10626_10624_10623_10622_10621_5722412_10620_5711311,searchweb201603_1,ppcSwitch_5&algo_expid=a4aa2a40-cae0-483e-b3ea-b6e99bf6afd2-7&algo_pvid=a4aa2a40-cae0-483e-b3ea-b6e99bf6afd2&priceBeautifyAB=0 Tak ten misiu: https://pl.aliexpress.com/item/GARTT-GT700-DFC-TT-RC-Helicopter-Torque-Tube-Version-With-Fire-Super-Combo/32490614791.html?spm=2114.12010108.1000013.1.37eb60aejKkOWD&traffic_analysisId=recommend_2088_1_90158_iswistore&scm=1007.13339.90158.0&pvid=15aec267-ff56-4db7-84a4-46d70fb25ffe&tpp=1 Ma cenę oscylującą w okolicach żartu Jest jakiś haczyk, czy są to lotne modele?
-

Sensacje w radiu dot. dronów i programu "Żwirko i Wigura"
Patryk Sokol odpowiedział(a) na AMC temat w Hyde Park
Ćwierć miliona? Komuś zer nie pogubiło? Bo jeśli nie, to zróbmy może zrzutkę forumową, możemy kupić dla forum rynek dronów. -
Nie to nie to. I nie mogę więcej ujawnić niestety.
-
Ale poważnie, opowiedz nam dlaczego. Bo skoro wiesz, to możesz nam powiedzieć Wystarczył by jeden argument i byłoby po "śmieceniu", tak to klepie kolejne posty żebyś użyczył nam niesamowitej wiedzy latacza spalinami i wyjaśnił w czym tkwi problem.
-
To wiesz jak się lata, czy nie jesteś autorytetem? Jedno z dwóch, dwa na raz nie wejdą. Jak już zarzuciłeś mi gadanie bzdur, to teraz czekam na argumenty, bo jak na razie udało Ci się mnie obrazić ,a niczym tezy nie poparłeś. Skoro wiesz jak się lata, to też na pewno będziesz wiedział czemu to nie działa.
-
To nie tego kwestia. Podstawą jest kwestia dobrania frezu. Do tak cienkiego materiału potrzebny jest malutki frez down-cut. Wtedy taką sklejkę mocujesz na taśmę dwustronną do miękkiej podkładki (np. podkładu pod panele) i frezujesz jednym przejściem na wylot. Pełne podparcie pozbawia nas wibracji, a frez down-cut gwarantuje brak tendencji do podrywania materiału. Frezy down-cut masz np. tu: http://allegro.pl/frez-1mm-down-cut-z-weglika-spiralny-lewoskretny-i4903078681.html Ze sklejką potrafi być inny problem. Niestety potrafi to być materiał dosyć niejednorodny (może nie ta lotnicza z modelarskiego, ale inne potrafią być problematyczne). Trzeba więc trzymać dosyć wysokie obroty, bo inaczej w jakiejś twardszej części potrafi się frez złamać. Niemniej - z metodą na pełne podparcie to jest to bardzo wdzięczny materiał.
-
Ech... Naprawdę? To jest tak słaby argument (w sumie to nie jest argument, to taki błąd logiczny: https://rationalwiki.org/wiki/Argument_from_authority . Bo zamiast mi odpowiedzieć, to siebie stawiasz jako autorytet, co powoduje,ze uznajesz za udowodnione), że aż przykro mi robi, że się czyś takim zasłaniasz. Już nawet stwierdzenie, że opóźnienie w reakcji na przepustnicę stanowi problem jest znacząco lepszym argumentem, bo porusza faktyczną kwestię. Poza tym - 6m BSL z dwoma benzynami, to już dosyć, czy jeszcze za mało (i nie fotek nie będzie, jak zwykle NDA)? Ale dobra, uznajmy,ze nie brałem udziału w takich projektach. Więc masz takie rzeczy: http://www.rcuniverse.com/forum/twin-multi-engine-rc-aircraft-192/10768230-differential-thrust-steering-glow-engines.html Gdzie piszą o możliwości użycia tego, ktoś wspomina o użyciu różnicowego ciągu do kołowania. Dobrze, że nie wiedzieli, że w spalinie się nie da. A idąc dalej: http://www.bigplanes.nl/contents/en-uk/p1024_WIKE_RC_TwinSync_Engine_Synchronizer.html To urządzonko śluży do synchronizowania ciągu w naprawdę dużych modelach. I wiecie co jest zabawne? Że ma wbudowaną funkcję do miksowania silników do steru kierunku. Idąc dalej - pełnowymiarowe łodzie latające potrafiły używać różnicowego ciągu do sterowania na wodzie (ale ok, słaby argument, bo to nie w powietrzu). I tak - sterowanie ciągiem w większych modelach nie pozwoli na pętle na żyletce jak Twisntarem, nie to obciążenie mocy. Ale - Ugly Twin jest jedynie 25cm mniejszy od Twinstara, a mocy na pewno będzie miał więcej. Więc - zapraszam do konkretnego argumentu na temat: Dlaczego zróżnicowanie ciągu silników, ma nie spowodować powstania reakcji w płaszczyźnie działania steru kierunku? Pamiętajcie tylko, że taki miks jest niewielki (10-20% przepustnicy do maks steru kierunku) i pamiętajcie, że jest możliwość jedynie dodawania ciągu na jednym silniku, nie trzeba odejmować.
-
Początkowo chciałem zrobić jak w oryginale, czyli jedynie pasek sklejki 3mm (tzn. dwa paski na goleń, bo goleń się rozgałęzia). Jednak tyle mnie to martwiło, ze jeszcze od środka jest listwa sosnowa 6x6mm tak, że z paskiem sklejki tworzy teownik.
-
Pardon? Przecież ja tak latam na co dzień. Jest to jedyna metoda sterowania moim Twisntarem na ziemi (trójkołowe podwozie, bez skrętnego przedniego kółka) i faktycznie pozwala na akrobacje. Oczywiście sam miks jest na wyłączniku i można go wyłączyć w każdej chwili. Możesz podać jeden sensowny powód dla którego to miałoby być niemożliwe?
-
Guma sylikonowa jest zdecydowanie najlepszym rozwiązaniem. Zamienia dużą siłę na początku (kóra próbuje połamać skrzydła), na mniejsza siłę, ale trwającą aż do samej góry startu Zdecydowanie bardziej przyjazne dla modelu, prostsze dla pilota i pozwalające zrobić więcej wysokości (a jak ktoś ma potrzebę łamania skrzydeł, to może pohalsować, albo zrobić ładnego zooma na górze )
-
Kleimy dalej: W zasadzie już tylko zrobienie lotek i części kadłuba będącej pod skrzydłem (która de facto jest częścią skrzydła) Jutro będę robił szlifowanie skrzydła i laminowanie połączenia połówek. Potem w końcu będę mógł już całkiem wykończyć kadłub. Lotki będę robił jako kanapkę z balsy 1,5mm. Jeśli będą zbyt wiotkie to je ładnie zalaminuje tkaniną szklaną. Zastanawiam się nad laminowaniem kadłuba szkłem, nie tyle dla wytrzymałości, co żeby zwiększyć odporność na wgniotki. Decyzji jeszcze nie podjąłem, podejmę jak będę oczekiwał na folię z Hobbykinga (bo używałem ostatnio Solarfilmu i Oracoveru, czas sprawdzić coś innego )

-
Kurczę, dobrze, że nie wiedziałem tego wczoraj jak frezowałem sklejkę 0,4mm...
-
Zdecydowanie rób osobne serwa. Już abstrahując od kwestii bezpieczeństwa, regulacji itp. to osobne sterowanie silnikami to masa funu. I mówię to jako posiadacz Twinstara Stosując miks silników do steru kierunku to model znacznie lepiej prowadzi się na ziemi, można robić znacznie ciaśniejsze zakręty, płaskie korkociągi, czy nawet pętle na żyletce (tak Twinstarem )
-
Dragon Slayer 2m, canard, kaczka, pusher (budowa, plany, testy)
Patryk Sokol odpowiedział(a) na Tender79 temat w Motoszybowce
Oczywiście, że mógłbym Ale to zrobię nowy wątek w aerodynamice, tak w ciągu 2-4dni. -
Dragon Slayer 2m, canard, kaczka, pusher (budowa, plany, testy)
Patryk Sokol odpowiedział(a) na Tender79 temat w Motoszybowce
Bez przesady. Kaczka układem statecznym jest. To co zrobił kolega najwyżej będzie nieco regulacji wymagało. Fiksacja na elektronike to już mniej skąd się wzięła. Poza tym - jeśli ktoś chce kaczke to niech robi kaczkę. To na tym samym poziomie dziwności co mój Gee Bee -
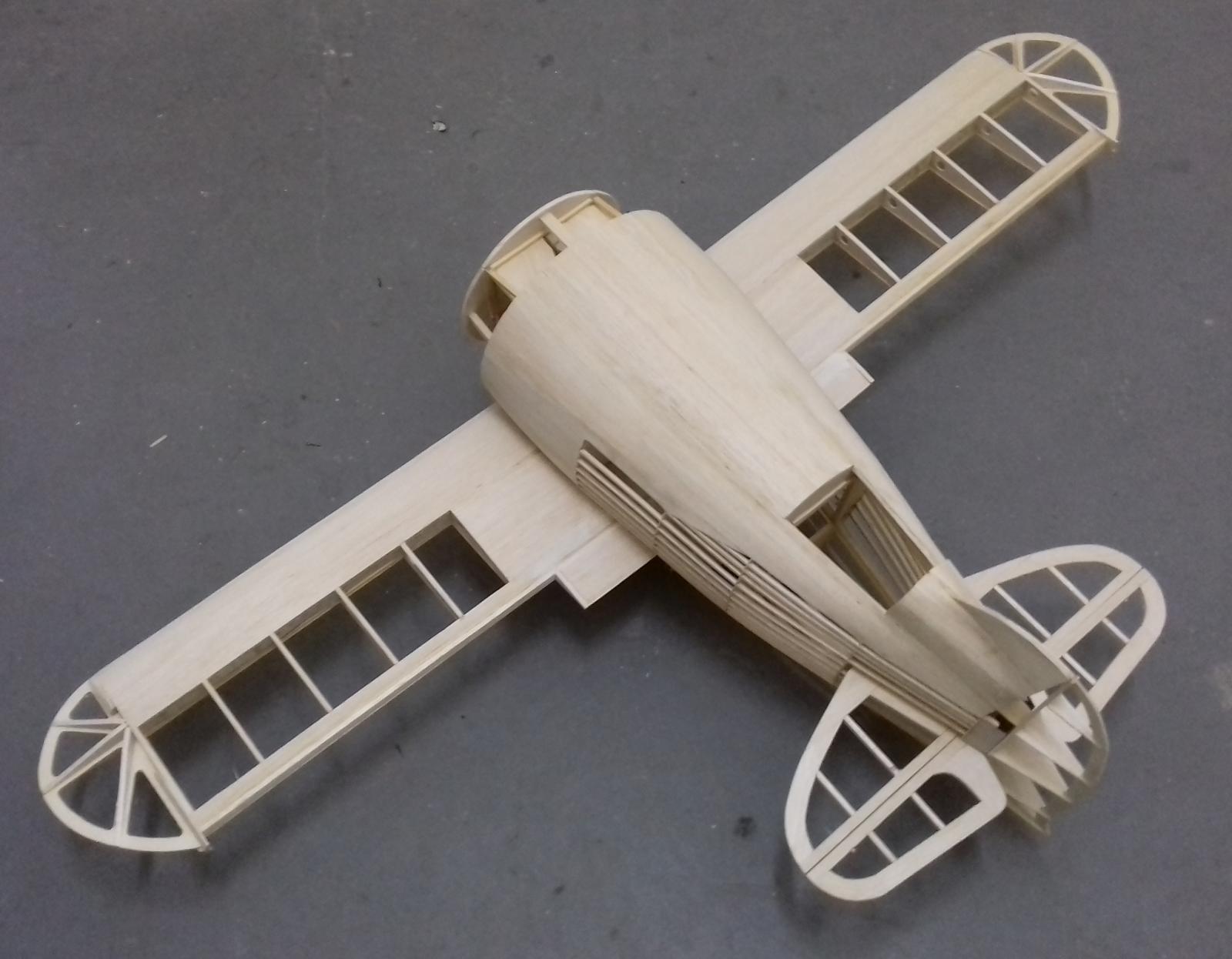
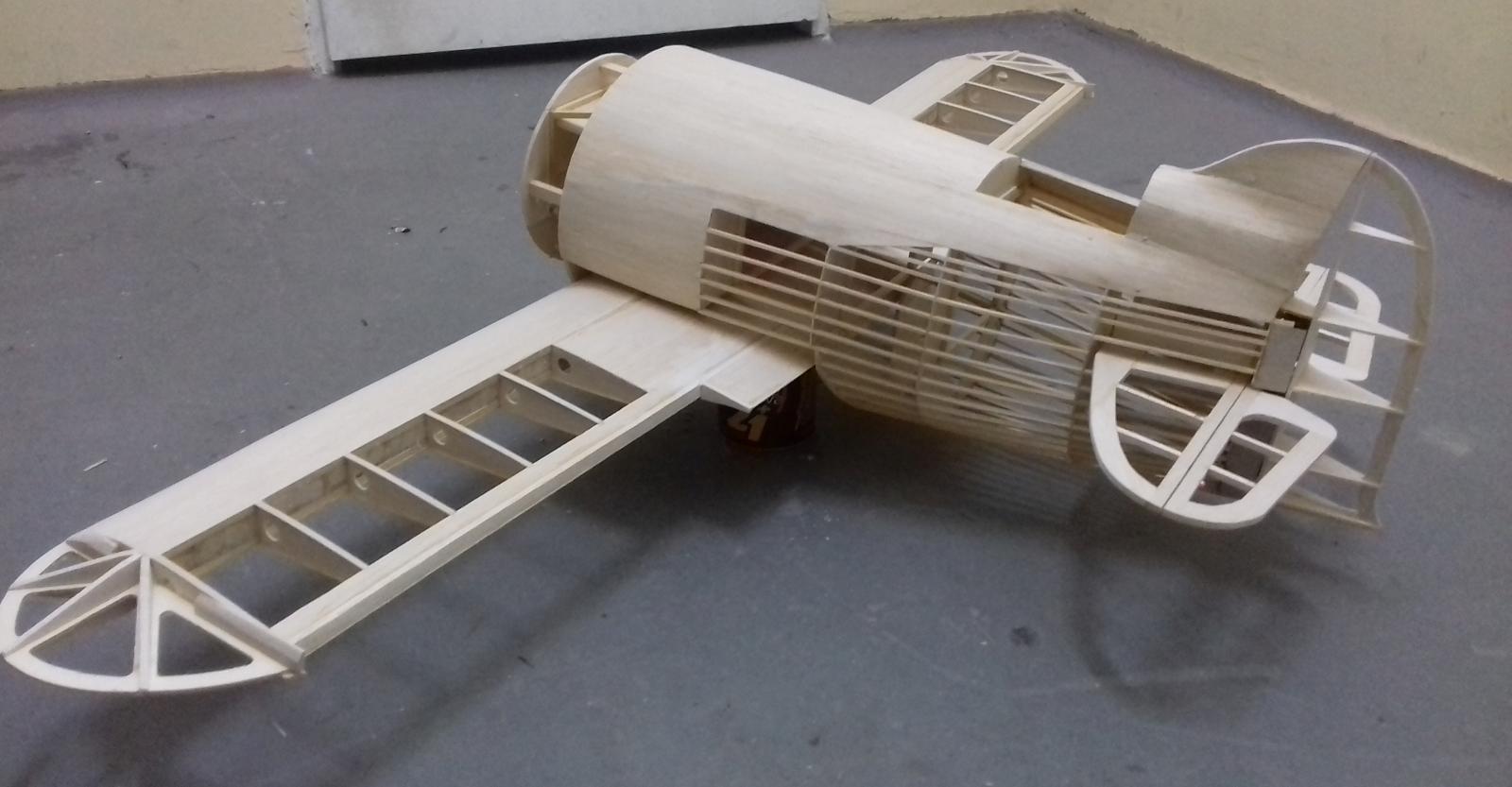
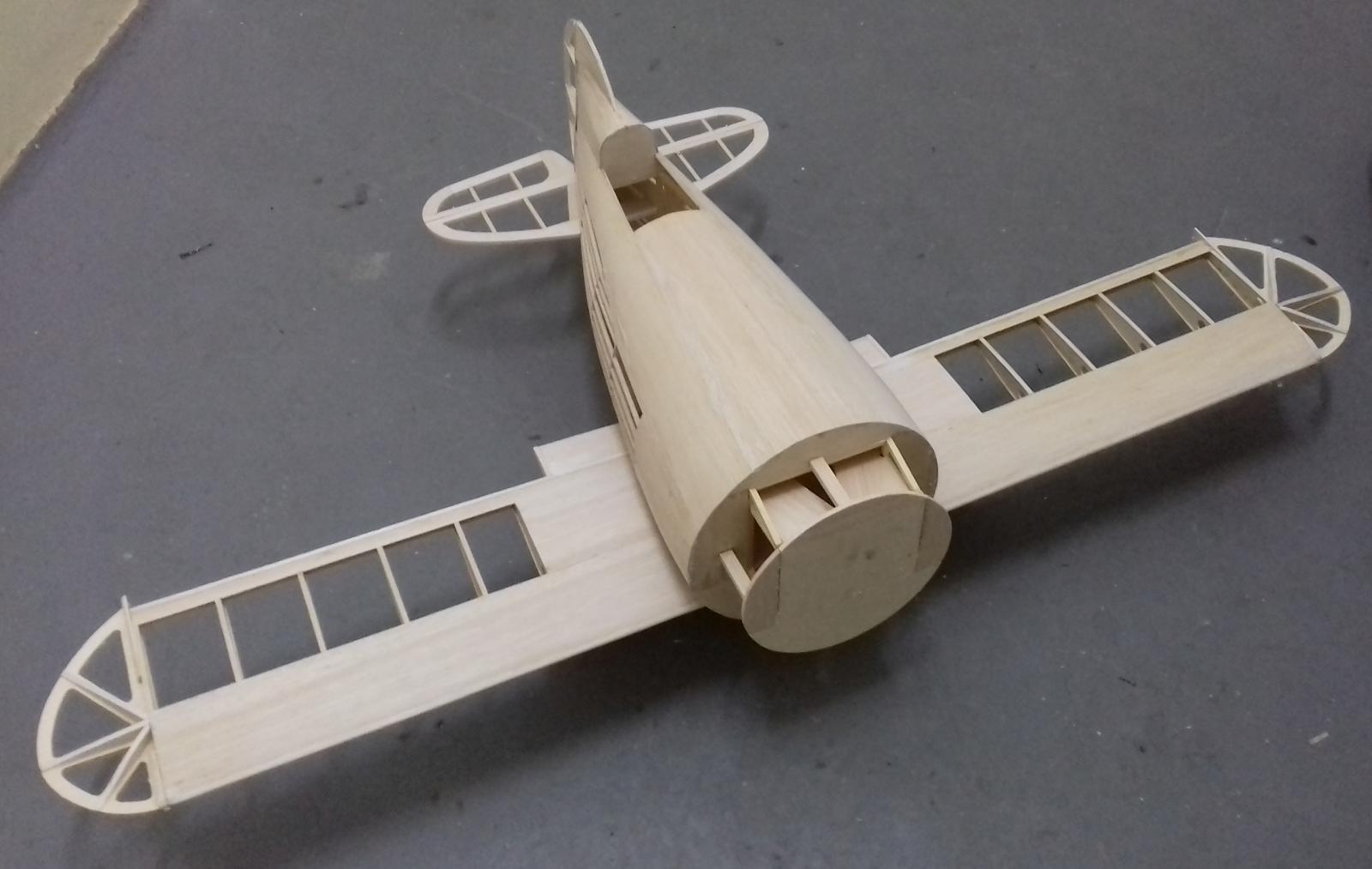
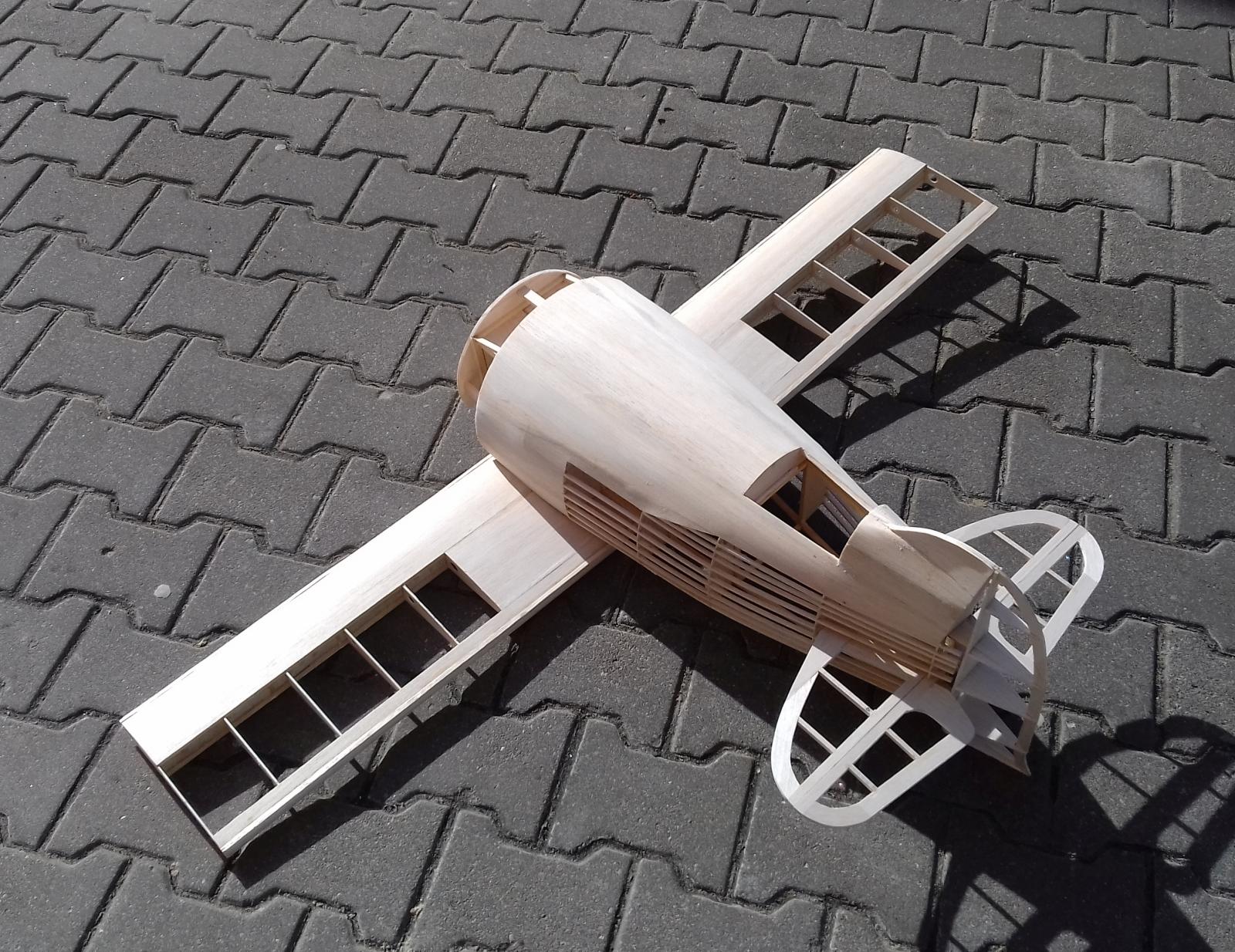
Nieco popracowałem na składaniem Gee Bee Wyniki prezentują się tak: Całość jest naprawdę klockowata. Nie ważyłem jeszcze, ale naprawdę jest co poczuć na ręce. O samych skrzydłach nie ma co pisać, typowy klasyk z sosnowym dźwigarem i kesonem (no, może z ciekawych rzeczy to ma zwichrzenie geometryczne). Jedyna zagwozdka w związku z nimi, to to czy kupić deskę balsową 15mm i z niej wyfrezować listwę krawędzi spływu, czy zrobić ją jako skrzynkę z balsy 1,5mm.. Fajnie byłoby móc kupić fabryczną listwę, ale nie sądzę, żeby w Polsce były do kupienia asymetryczne listwy spływu w wymiarach 13x50mm. Skrzydło wydaje się być grubo za mocne Sztywnością na skręcanie spokojnie mierzy się ze skrzydłem do węglowego Hike'a. Z drugiej strony - podwozie jest na skrzydle, może lepiej żeby było za mocne Co do kadłuba. Nigdy więcej nie zrobię kratownicy z listew sosnowych. Gnie się to cholernie trudno, ciężko klei (o CA można zapomnieć, musiałem wszystko żywicą skleić) i zdarza się, że po odpięciu od deski kadłub się mocno krzywi. Na przyszłość - tylko frezowana sklejka na takie konstrukcje/ Oklejanie balsą przodu kadłuba też nie było szczególnie przyjemne. Głównym problemem jest to, że kadłub to złożenie dwóch krzywizn i mimo tego,ze na oko wygląda jak beczka, to w praktyce balsę trzeba było dosyć drobno popaskować, żeby chciała się ułożyć bez marszczenia. Sam okleiłem balsą 1,5mm, gdzie w oryginale była 2,5mm (i nawet nie chodziło o wagę, po prostu mam sporo balsy 1,5mm). Nie mam pojęcia jakby się to dało grubszą balsą okleić Może jakąś kąpielą ze wrzącego amoniaku? No i wisienka na torcie - oklejanie obszaru statecznika poziomego. Już przekleństw człowiekowi potrafi braknąć. Koniec końców - wyszło to nie najgorzej. Oczywiście całość aż piszczy o pokrycie szpachlówką do balsy, ale to już później, wraz z całością. Na dniach - zajmę się dolną częścią kadłuba, później już tylko wykończeniówka (która zajmie pewniej najwięcej czasu, dużo upierdliwych krzywizn, czy owiewek laminatowych). A i te białe plamy to nieoszlifowana żywica z mikrobalonem. Zostało mi nieco po sklejaniu połówek skrzydła do DLG i żal było nie użyć jako szpachlówki.
-
Wiecie, można i tak. Tylko mi się już mało chce użerać z zimnem Poprzednie zimy to nawet bez problemu, tylko, że teraz mieszkam we wspanialym Rembertowie, bez uczciwego ogrzewania, z ciągłymi 16stC w pokoju. To ładnie wyjaśnia dlaczego nie chce mi się dodatkowo stać na zimnie.
-
Przyznałbym Ci rację, ale w rękawiczkach latać nie umiem
-
No ja mam takie jakieś zezowate szczęście do elektroniki... Fajnie by było jakbym robił coś źle i dało się to poprawić, ale raczej tak nie jest A kiedy będę na Pałacowej? Jak pogoda będzie zachęcała do spędzenia dłuższego czasu na zewnątrz
-
Ok, kolejna przygoda za mną. Uskuteczniałem dziś sporą ilość flipów w różne strony. Nawet spróbowałem Tic-Toca. Niewiele z tego wyszło, myślę, że do tego potrzebuję bardziej agresywnie ustawionego ZYXa i bardziej agresywną krzywą. Kiedy pakiet zbliżał się do końca, to helika ładnie posadziłem, wymieniałem akumulator, poderwałem do lotu i... I heli spał jak kamień z wysokości metra,a po glebie usłyszałem na nowo logujący się regler. To połączone z drgawkami serw wskazywało, że coś z zasilaniem, Wielka tragedia się nie stała, jedynie końcówki łopat zdarły lakier. A co było przyczyną? Serwo od tarczy się zwarło. Bez ostrzeżenia, bez pokazywania, że coś nie tak. Ot po prostu się zwarło :| Wymienić serwo i będę latać, ale nie lubię takich numerów, bo przeciwdziałać temu nie idzie (I serwa najwyższej klasy to nie rozwiązanie. Już każda klasa mi się tak dla hecy spaliła).
-
Oooo... Opowiadaj... Pokaż tak ze trzy prace antropologiczne, które pozwalają wnioskować o takiej, a nie innej naturze kobiet i mężczyzn. Nie żaden dowód anegdotyczny, nie żadną historię z życia, ani nic co się wydaje. Konkretne badania które to potwierdzają. Nie, to ten sam casus który podrzuciłem wyżej. Kulistości ziemi jestem w stanie dowieść Ci na kartce papieru, z użyciem pomiaru długości cienia. Twojej tezy nie można udowodnić rozejrzeniem się wokół siebie, bo ja widzę coś zupełnie innego. Większość moich znajomych kobiet pracuje naukowo po Politechnice, większość moich męskich znajomych cholernie emocjonalnie reaguje na choćby próbę pokazania im, że zrobili błąd. Buchający testosteron, przerost ego i ciągła obawa, ze się nie będzie miało racji. Innymi słowy - rozglądam się dookoła i widzę masę logicznych i metodycznych kobiet, kiedy większość facetów użera się o durny kierunek układania tkaniny szklanej. I wiesz co jest najlepsze? Że mój wniosek jest równie guzik warty co Twój. Oba są mało istotne z tego samego powodu - niewielkiej próby statystycznej.