RomanJ4
-
Postów
4 745 -
Rejestracja
-
Ostatnia wizyta
-
Wygrane w rankingu
54
Treść opublikowana przez RomanJ4
-
Publiczna?...

-
https://pl.aliexpress.com/item/1005010084581789.html https://pl.aliexpress.com/item/1005010043851001.html
-
Przynajmniej zrealizował marzenie... Tylko podziwiać.
-
https://www.smartage.pl/category/technika/lotnictwo/ w tym wiele ciekawych artykułów, np https://www.smartage.pl/zapomniany-pws-19/ , i przedwojenny jugosłowiański.... "Mustang".. https://www.smartage.pl/rogozarski-ik-3-najnowoczesniejszy-przedwojenny-jugoslowianski-mysliwiec/ i wiele, wiele innych...
-
- 3
-

-
Union Pacific Big Boy 4014 steam locomotive. https://www.smartage.pl/union-pacific-series-4000-big-boy-nienajwieksze-parowozy-na-swiecie/ https://diqn32j8nouaz.cloudfront.net/tooltalk_17590339895662.mp4 Co ciekawe, pomimo dwóch odrębnych zestawów napędowych po pewnym czasie ich rytmy się synchronizują(co widać po pracy więzarów) https://jolaart.pl/lokomotywy2/budowa_parowozu.html https://www.zssplus.pl/transport/transkol/transkol_lok_par.htm
-
-
Może się przyda... https://www.google.com/url?sa=t&source=web&rct=j&opi=89978449&url=https://www.vrhc.co.uk/images/RC_Helicopters/UK/Morley/Bell_47G/Morley%20Bell%2047G%20build%20Manual%20early%20edition.pdf&ved=2ahUKEwin2fvf2IuQAxX0S_EDHeAAIXkQFnoECBsQAQ&usg=AOvVaw3KwMMUE8TvZWsAcGaWalqI https://www.vrhc.co.uk/index.php/en/bell-47g2 https://aerofred.com/search.php?search_keywords=*bell 47 sioux* https://aerofred.com/details.php?image_id=84599 https://www.sarikhobbies.com/product/bell-47-sioux-2/ https://www.rcgroups.com/forums/showthread.php?4437235-Morley-Bell-47g-Build https://www.facebook.com/groups/401091076419/posts/10162530616551420/
-
Kiedyś się wzdychało... 1970s Pioneer blue line audio system. https://diqn32j8nouaz.cloudfront.net/tooltalk_17585106575614.mp4
-
https://www.komputerswiat.pl/aktualnosci/militaria/oto-polski-czolg-przyszlosci-hyundai-rotem-pokazuje-wideo/55y1lw6
-
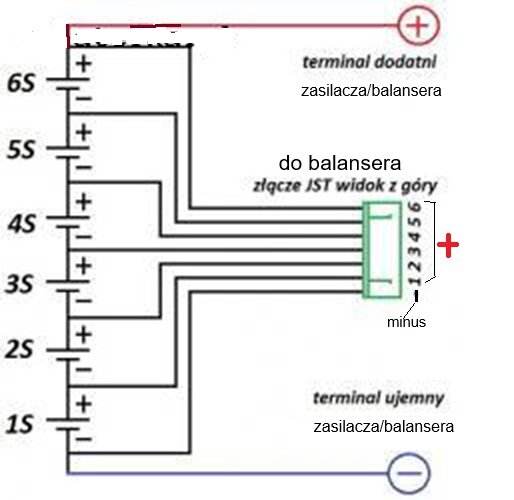
Analogicznie jak dla tego schematu dla pakietu 6S (czyli bez ogniwa 6S) Jeśli balanser ma 7-pinowe gniazdo dla pakietów 6S, to w 7-pinowej wtyczce 6S siódmy pin zostaje wolny.
-

Efekt żyroskopowy a falowanie.
RomanJ4 opublikował(a) temat w Statki , okręty, okręty podwodne , żaglowce
https://diqn32j8nouaz.cloudfront.net/tooltalk_1757881799453.mp4 -
PZL - 50a "Jastrząb" 1/4.3 czyli "A mogło być tak pięknie!"
RomanJ4 odpowiedział(a) na mecenas temat w Makiety samolotów polskiej konstrukcji
Też bardzo Ci gratuluję ożywienia legendy. Pięknie lata. Trzymam kciuki za dalsze sukcesy... -
Niektórzy mają pociąg do piwa... https://diqn32j8nouaz.cloudfront.net/restaurant_serving_beer_on_trains.mp4
-
Czytaliście książkę "Armia w ruinie"? Jest tam co nieco o minionych realiach. Nawet jeśli tylko połowa z tego co napisano to prawda, to i tak horror..
-
To jest moc !! https://diqn32j8nouaz.cloudfront.net/engine_blows_out_of_drag_racing_truck.mp4
-
https://diqn32j8nouaz.cloudfront.net/retractable_propeller_in_a_glider.mp4
-
Fabryka śmigieł lotniczych 1940r https://diqn32j8nouaz.cloudfront.net/1940_aircraft_propeller_manufacturing.mp4
-
A co za to groziło w w czasach dobrego wojaka Szwejka? Płukanie żołądka i podwójna lewatywa! I już nie było chętnych do siania defetyzmu...
-
Dobrze, że starego "eSa" nie przytargał...
-
Przez te ruskie drony modelarze będą na cenzurowanym..
-
Dużo zdrowia Andrzeju, mam nadzieję, że jeszcze wrócisz do czynniejszego uprawiania tej dziedziny! Szkoda byłoby gdyby Twoje doświadczenie nie "poszło w ludzi"....
-
Termodrewno to tylko jedna z modyfikacji Lunawood, ogólnie drewno sosen północno-skandynawskich ma dużo gęstszą strukturę, szkoda, że już nie ma tej fińskiej strony ze zdjęciami porównawczymi mikrostruktury..
-
Raczej "LUNAWOOD"* Finowie zrobili mi z tego drewna balię (tzw Thermowood), a na ich stronie była pełna charakterystyka tego gatunku drewna łącznie z porównawczymi zdjęciami mikroskopowymi. U nas niestety takie nie rośnie, za ciepło. A to co rośnie jest potem tak odżywicowane, że zostaje papier.. * - https://lunawood.com/ https://spadealers.eu/en-GB/products/wooden-hot-tubs/thermowood
-
Akacja, teak i cedr to gatunki drewna, które dobrze znoszą działanie wody i słońca, jeśli jednak mają być wkopane w ziemię, to tę część(+50-100mm nad glebę) trzeba wysmarować smołą, bitumitem, bądź podobnymi produktami ropochodnymi. Akacja ponadto odporna jest na zmienne temperatury. Mam kilka lat akacjowe leżaki ogrodowe, i mimo kaprysów aury trzymają się dzielnie.
-
Moje kondolencje (*)