RomanJ4
-
Postów
4 627 -
Rejestracja
-
Ostatnia wizyta
-
Wygrane w rankingu
53
Treść opublikowana przez RomanJ4
-
Spawanie gorącym powietrzem (z ew. dodawaniem spoiwa), albo aceton. ABS jest świetnie rozpuszczalny w acetonie, a zatem bardzo dobrze też go nim klei. Poza tym mogę polecić bardzo dobry klej do twardych plastików (Technicqll Polichloride), lekko rozpuszcza klejone powierzchnie przez co łączą się one nie tylko siłą adhezji kleju. Stosowałem go wiele razy z dobrym skutkiem, i myślę, że powinien znaleźć się w każdym domowym warsztaciku majsterkowicza, nie pamiętam jednak czy ABS również nim kleiłem. http://www.technicqll.pl/index.php/pl/produkty/kleje-rozpuszczalnikowe/62-klej-do-twardych-plastik%C3%B3w
-
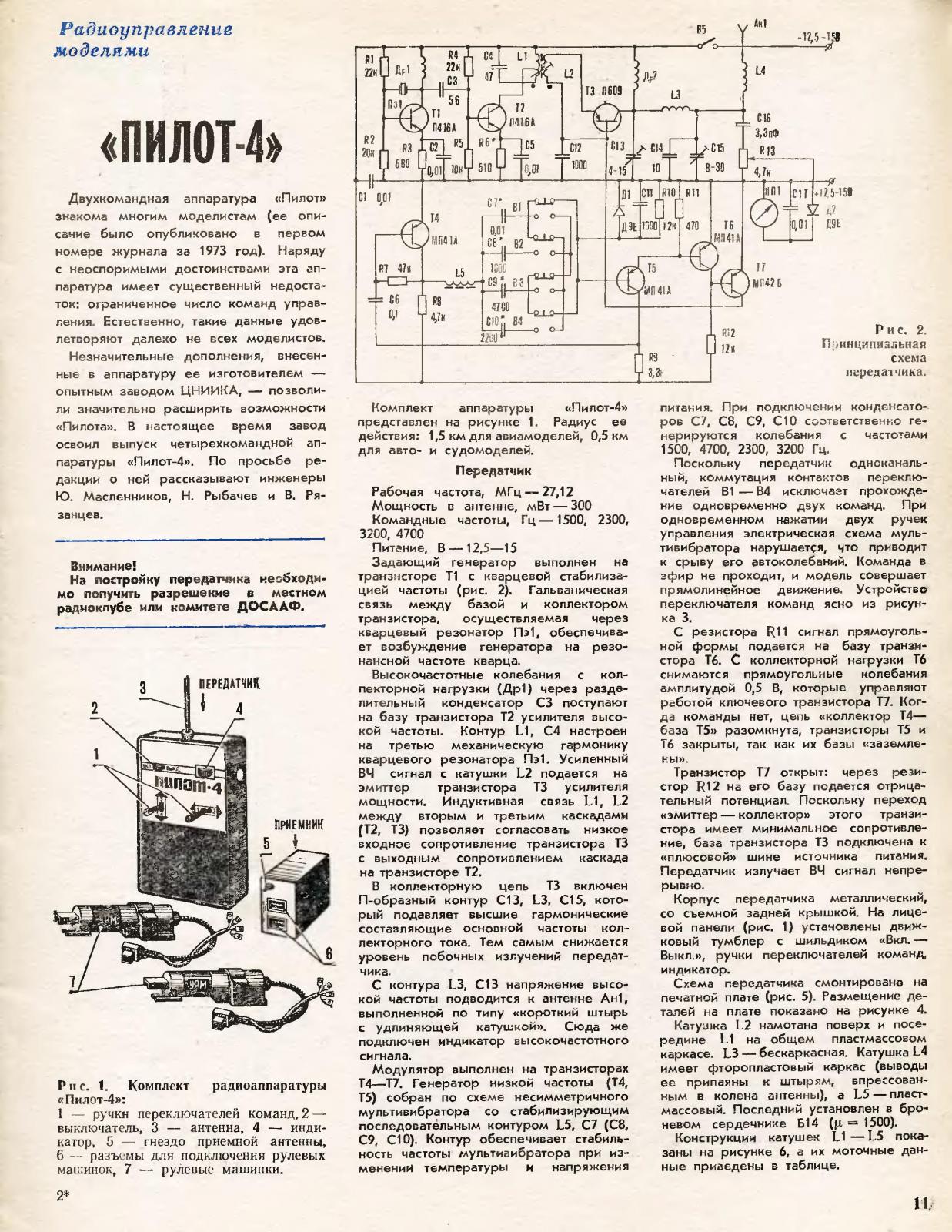
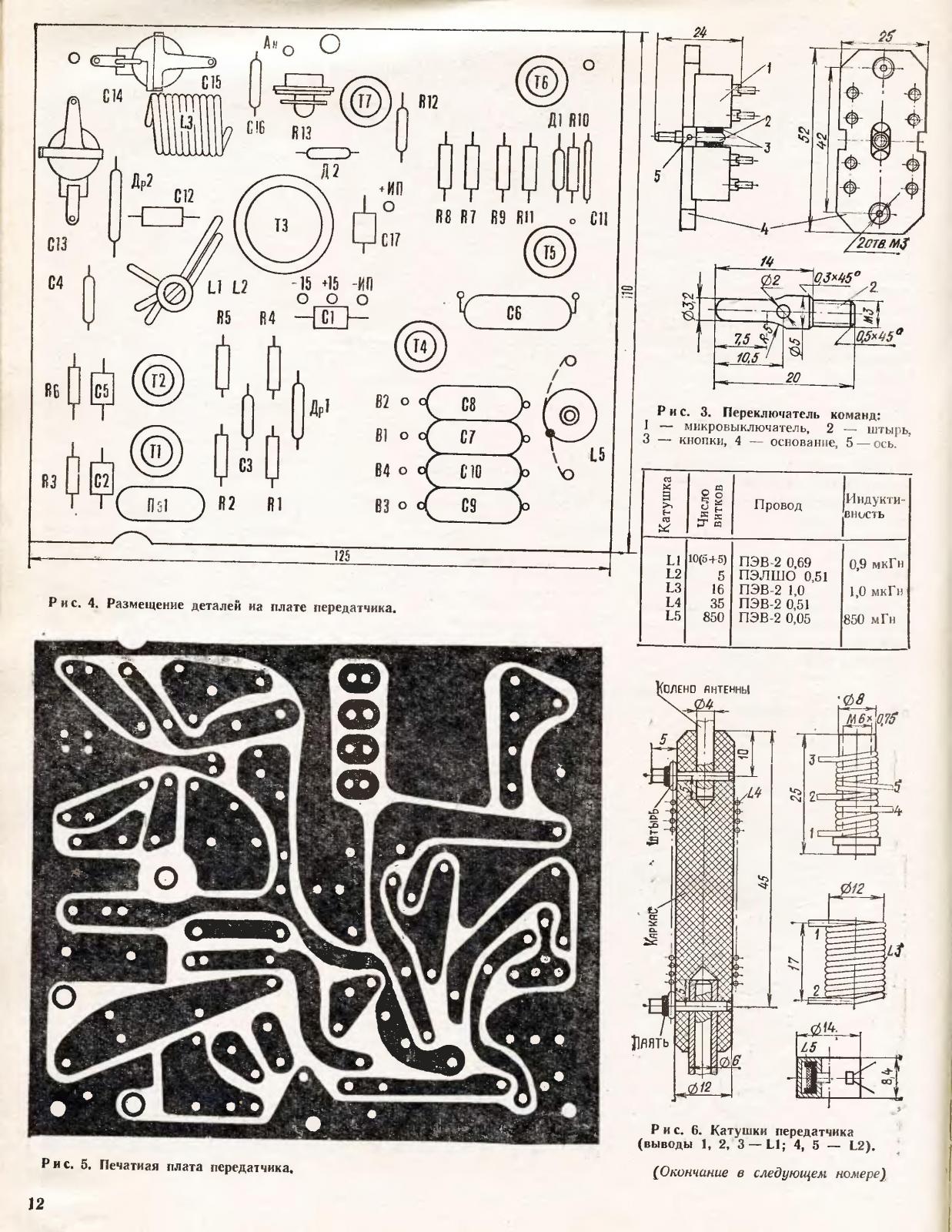
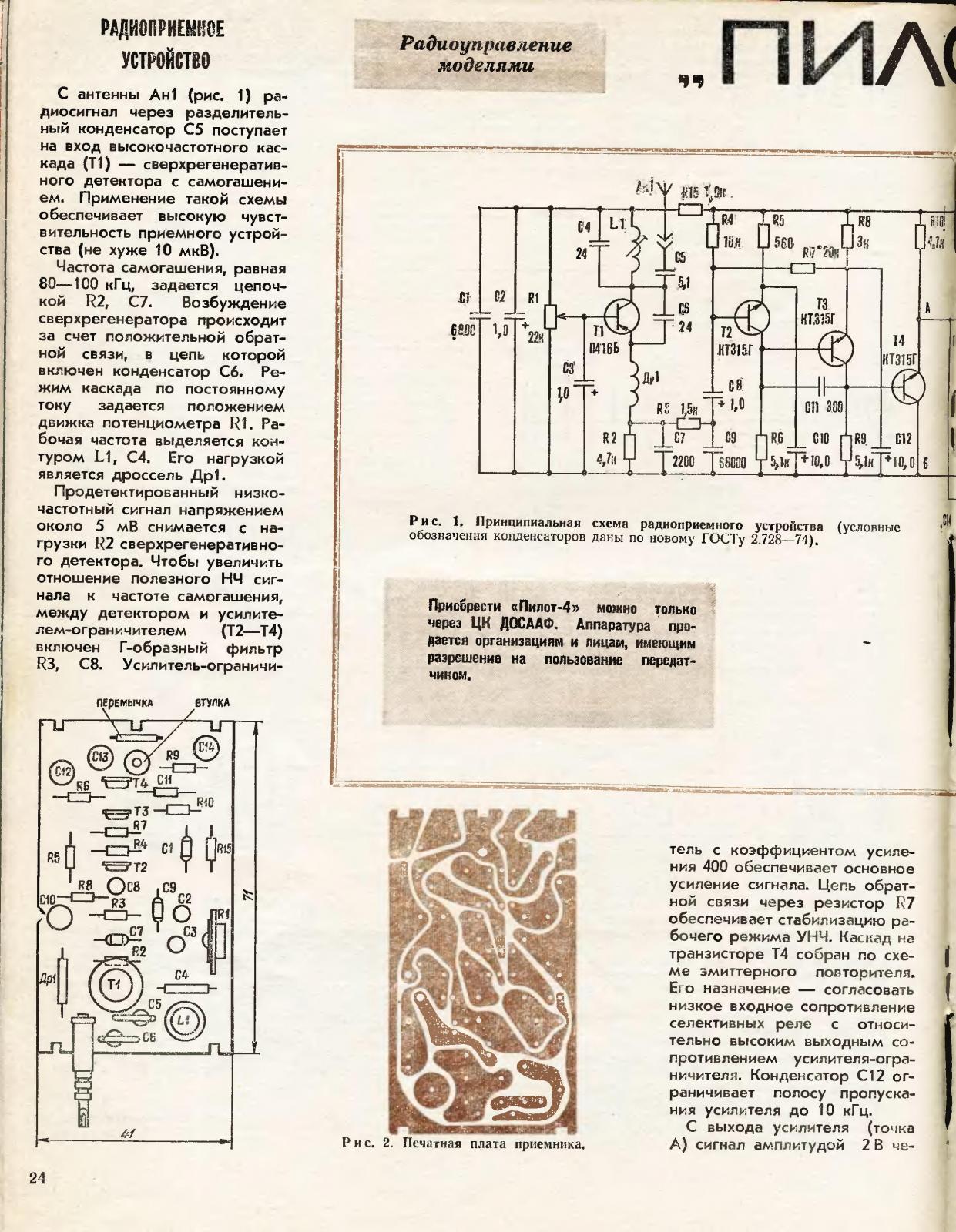
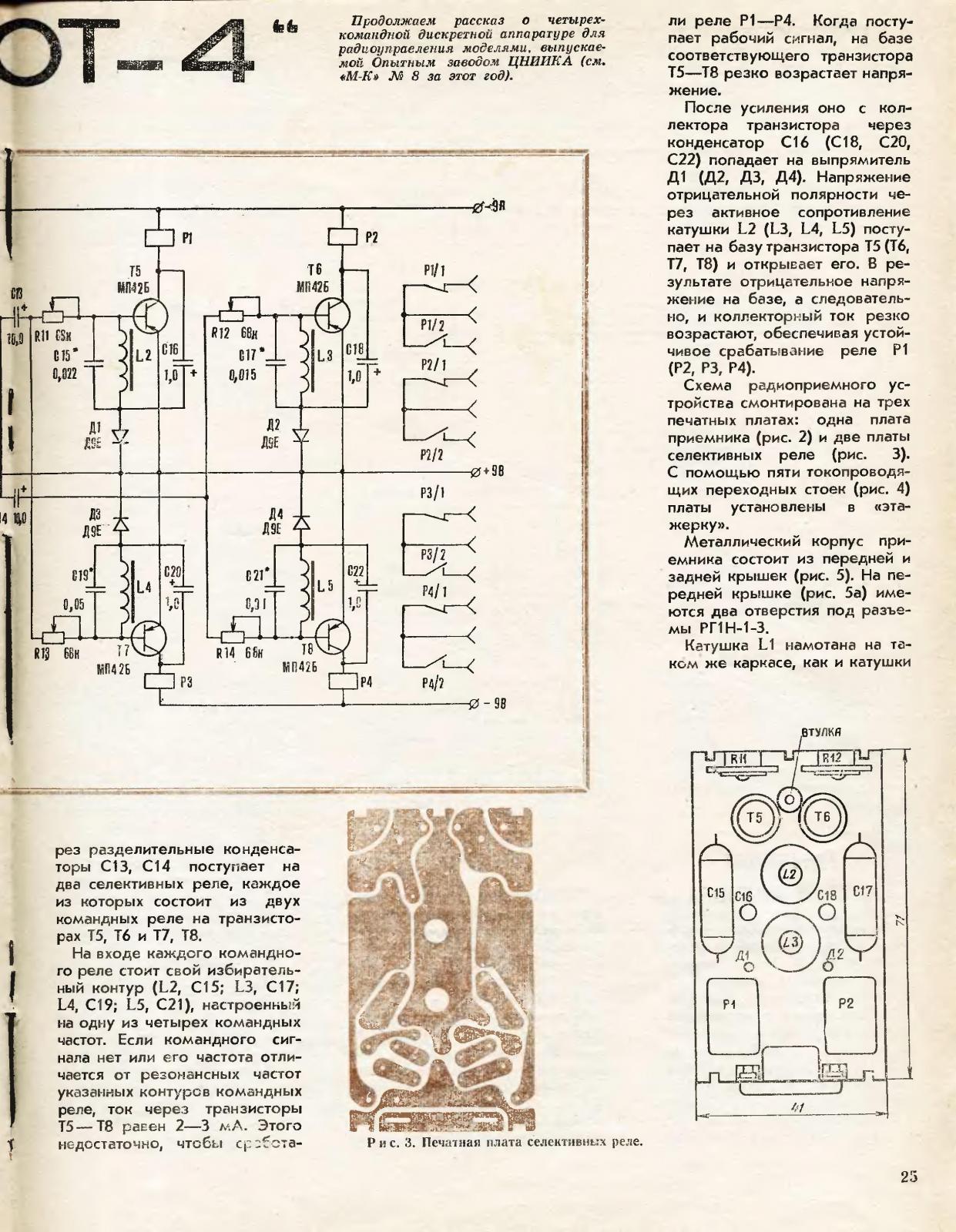
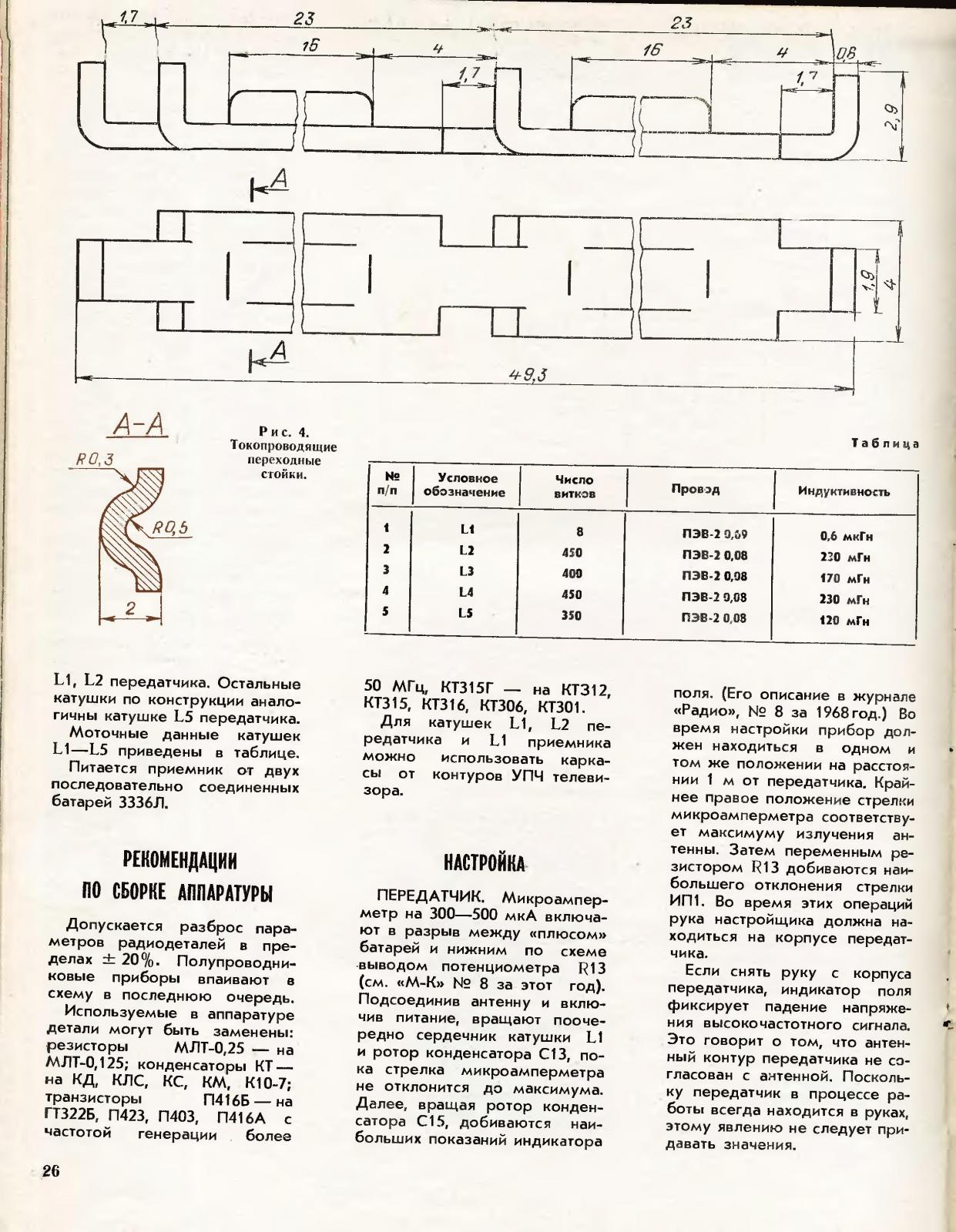
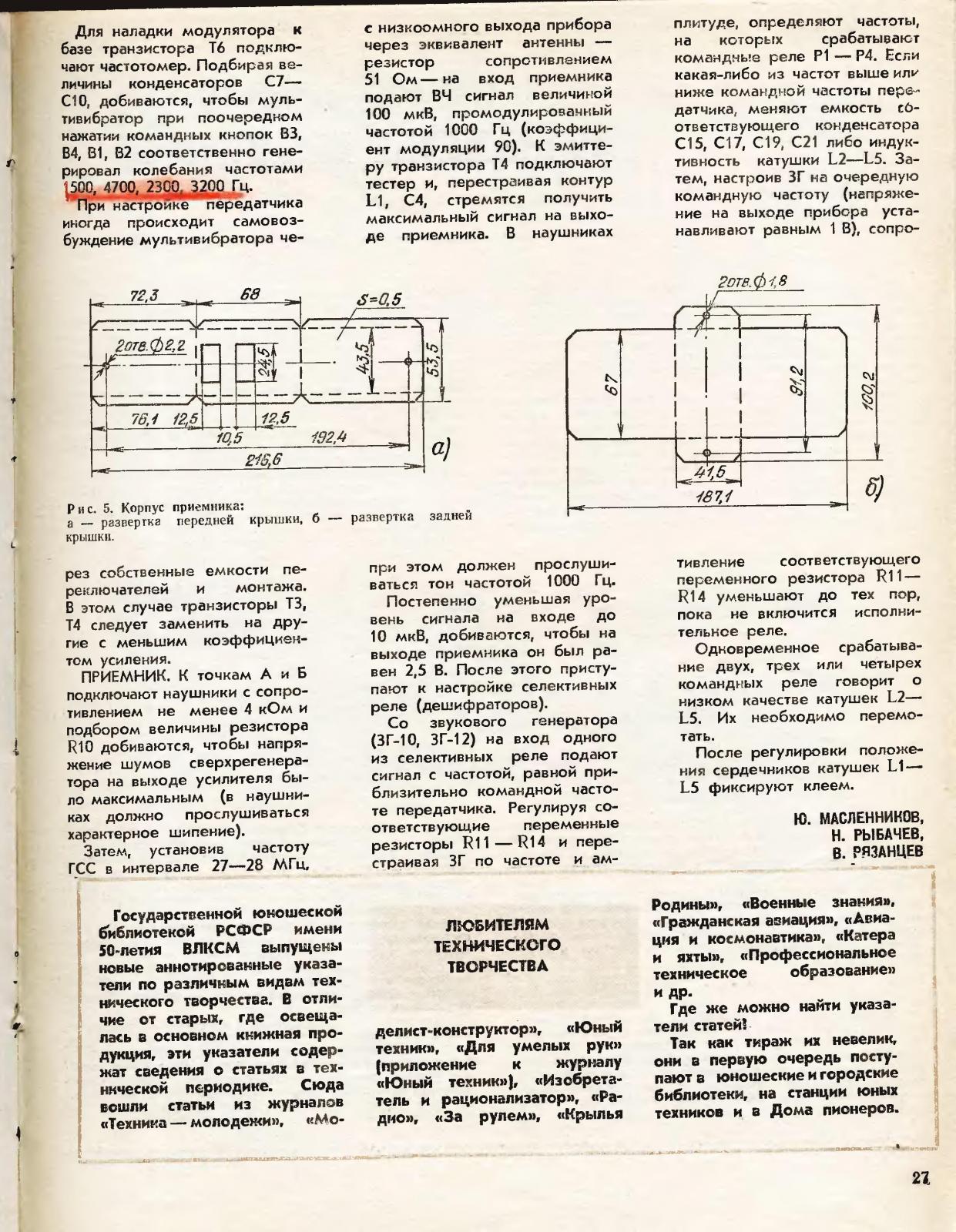
Ech... marzyło się wtedy o takim cudzie, bo o "zachodnich" Radioprop-ach czy innych to już całkiem... http://sam-sebe-master.narod.ru/p41.htm Технические характеристики: Частота передатчика: 27.12 МГц Мощность передатчика: 300 мВт Чувствительность приемника: < 10 мкВ Командные частоты: 1500 Гц, 2300 Гц, 3200 Гц, 4700 Гц Вес передатчика: 700 г (без питания) Вес приемника: 135 г (без питания) Вес рулевой машинки: 85 г Тяговое усилие рулевой машинки: 270 г Дальность действия: для авиамоделей - 1500 м, для авто- и судомоделей - 500 м tu już z serwomechanizmami "nowej generacji" Исполнительный механизм ИМ-2003 (рулевая машинка) starsze УРМ-1 na popularnych wtedy zabawkowych "buksiakach" wyglądały tak z dwukanałową aparaturą Пилот-2 Ale powiem Wam, że miało to jednak jakiś swój urok.... na końcu historyczny film o początkach (modeli) helikopterów.. https://dev.rcopen.com/forum/f4/topic316138/26

-
Na wiosenne porządki w ogrodzie jak znalazł...
-
A może by opchnąć MON-owi za dobrą kasę, podobno sposobią się do kupna takowych ? http://www.defence24.pl/mon-zakup-okretow-podwodnych-z-pociskami-manewrujacymi Konkurencyjne jest bo praktycznie nie do wykrycia i dużo tańsze, tylko jakieś rakietki trzeba by dorobić do specyfikacji, ale dla Marka - doświadczonego jak wiemy w materii "unabombera" takie proste "kalichlorki" to myślę pestka... :D
-
Fakt, że nabijając sprzedaż "cykają" te części tak oszczędnie, by bez ostatniej nie dało się złożyć wszystkiego do kupy... Ale metoda stara jak świat, ale całe szczęście że nie opanowała gremialnie świata, bo w sklepie zamiast telewizora dostałbyś instrukcję i worek drutu... :D
-
Taki dziadek to skarb... Ale czego się nie zrobi dla wnuków... ..i działanie świata logicznie objaśni... I dlatego dostałeś tę "robótkę", bo... a nie od dzisiaj wiadomo, że... :D Może się przyda... http://www.modelarstwo.org.pl/forum/viewtopic.php?f=15&t=48069 http://www.modelepodwodne.pl/ http://forum.polishseamen.pl/viewtopic.php?t=794
-
Co do U-botów, to polskie cieszą się w świecie zasłużoną renomą ... http://cocktails.wikia.com/wiki/Uboot
-
Zawsze może je zastąpić profilami aluminiowymi (dostępne w hipermarketach budowlanych), lutowanie na zakładki + wzmocnienia lutowiem cynowym (+fluks ФТКА) zupełnie wystarczy pod wzgledem wytrzymałości do zmontowania ramienia czy podstawy ramienia. Podobny projekt - skręcany.. https://www.modelmotor.pl/webpage/dobor-elektrycznego-zespolu-napedowego-do-modeli-latajacych.html
-
Faktycznie jest, dziękujemy Andrzeju za przypomnienie, (hmm...chyba skleroza już się dobija... )
-
Długo nie powisiała... A może kolega by zeskanował?
-
Moja 32 (ze skrętnym stołem, ma tę zaletę patrząc na podobne bez takiego stołu, że jego wszystkie powierzchnie, także zewnętrzne, są szlifowane, a w innych frezowane. Jakiś plus to jest. Z pomiarów krzywizny płaszczyzny górnej mojego stołu:
-
podejrzewam, że za te drgania i rozbijanie główna winę ponosi za duży luz na łożyskach wrzeciona, który da sie dość łatwo wyregulować, nie jest z tym tak dużo roboty, a poprawa będzie Zmierz czujnikiem naciągając przez jaki kołek - jak w temacie- stojące wrzeciono, oczywiście przy zaciśniętej w korpusie tulei wrzecionowej bo inaczej nie bedziesz miał pewności czy to luz na łożyskach, czy tulei w korpusie, albo oba na raz. Potem zmierz luz wysuniętej 3/4, niezaciśniętej(jak do wiercenia) tulei przystawiając czujnik bezpośrednio do niej, to samo z lekko ale jeszcze suwliwie zaciśniętą. Da Ci to obraz niedomagań i najprawdopodobniejszej przyczyny drgań. Zaręczam Ci, że da się i mniejszymi, gwintowałem już gwintownikiem M1 stalowa blaszkę ≠4mm na mojej frezarce (najlepiej w jednym ustawieniu stołu z uprzednim wierceniem otworu, bo wtedy osiowość gwarantowana), ze względu na możliwość zerwania delikatnych zwojów (tak mały gwint jest za słaby by samodzielnie wciągać dużą masę wrzeciona) oczywiście kręciłem delikatnie dociskanym wrzecionem ręcznie... A jeśli mamy gwintować w otworze już gotowym i trzeba ustawić wrzeciono w osi do niego a nie mamy centrownika, to przed gwintowaniem (jeśli nie używamy pływającej oprawki) można zamocować we wrzecionie kieł tokarski i dosuwając jego stożek do otworu manipulować ustawieniem nieprzykręconego jeszcze imadła lub detalu by równo stykał się z otworem na obwodzie, Czyli ustawiamy nieprzykręcony detal lub imadło z detalem otworem do stożka kła we wrzecionie, a następnie przykręcamy. albo zamocować dłuższy pręcik o średnicy takiej by wchodził bez luzów do otworu (np odwrotnie wiertło), i wtedy manipulować stołem tak by się nie wyginał przy wpuszczaniu wgłąb otworu (można się wspomóc czujnikiem przystawionym do pręta). Nawiasem mówiąc, luzy wrzeciona w jakiejś mierze chronią gwintownik przed pęknięciem, ale zbyt duża niewspółosiowość ustawia go zbyt skośnie do osi otworu, co generuje większe opory skrawania niż normalnie. Do ustawiania osi wrzeciona względem wytrasowanego na materiale (i ew. napunktowanego tylko przed wierceniem czy frezowaniem) punktu czy linii bardzo przydatna jest banalnie prosta w budowie i zastosowaniu tzw. "igła/szpilka frezerska" (z ang. wiggler, lub niepoprawnie wobbler) https://www.chronos.ltd.uk/engineering-tools/2011/what-is-a-wiggler-how-do-i-use-a-wobbler/ https://www.chronos.ltd.uk/cgi-bin/ss000001.pl?page=search&SS=wiggler&PR=-1&TB=O&ACTION=Go http://www.warco.co.uk/edge-finders/324-wiggler-centre-finder-set.html Działa to bardzo prosto (bardzo podobnie jak finger edge) - na obrotach naciskamy na wirującą szpilkę z boku do momentu aż jej końcówka przestanie zataczać koła ustawiając się idealnie w osi z wrzecionem, a potem naprowadzamy natrasowany punkt na materiale na jej ostry koniec(patrząc w osi X i Y), jak to widać na filmie... Do centrowania niewielkich otworków służy szpilka z kulką na końcu. Wciskamy kulkę w otwór do lekkiego oporu(by oparła się swoją powierzchnią o krawędź otworu) i podnosimy ją(wrzeciono) lekko nad otwór - jeśli zatacza kręgi to znaczy że oś otworu nie jest jeszcze w osi obrotu wrzeciona, i poprawiamy ustawienie otworu tak długo aż kulka przestanie drgać. Wbrew obawom jest to dosyć dokładne ustawienie. Proste, prawda? http://www.rcdon.com/html/red_wing_engine_project_8_23_1.html
-
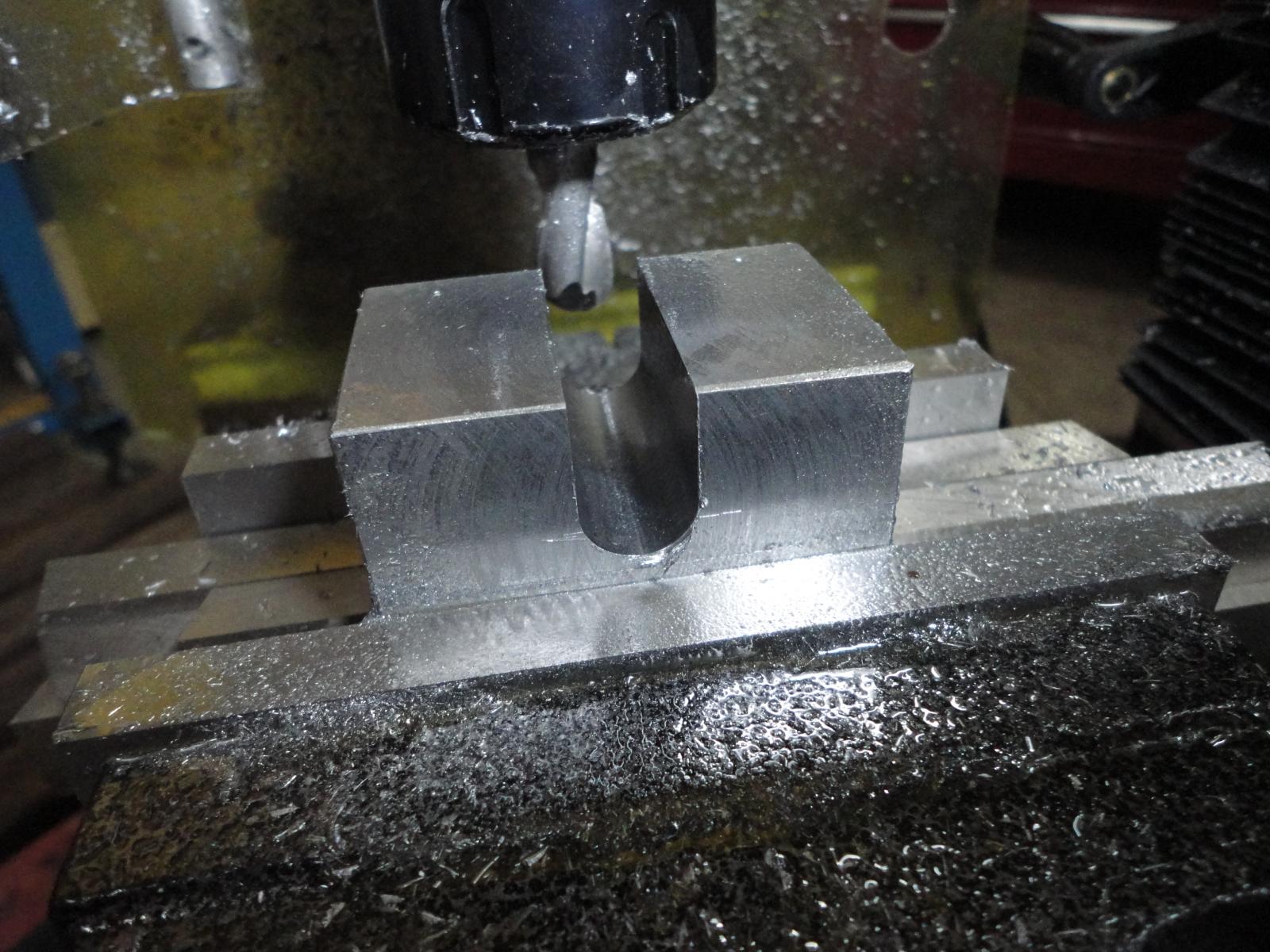
To musiałeś Darku chyba trafić na jakiś totalny szajs, albo nie "dopieściłeś" po zakupie... moja stal bierze, tu masz przykład na wykonaniu małej matrycy do prasy hydraulicznej na mojej mniejszej (Mk3) od "40-tki" jeszcze przed "dopieszczeniem".. (głowica ø50 SPKN, obroty 950, głębokość 0,3mm, materiał 18G2A) (frez "gryzak" HSS Ø12mm czteropiórowy , obroty 500, przybranie 3mm, materiał 18G2A, chłodzenie olej) potem poprawka na półokrągły, dwupiórowy Ø13 który nie należy z uwagi na b. długą krawędź skrawania do najlżejszych w obróbce, i też bez sensacji.. A robiłem już i większą głowicą - ø80 tyle że na dużo lepszych niż płaskie SPKN płytkach APKT, i też jakichś brzydkich drgań nie miałem... A jak Ci tak rozbija otwory w alu (choć do tego metalu lepsze są jednopiórowe) to może łożyska w tulei wrzecionowej masz nie wyregulowane.. https://www.cnc.info.pl/search.php?author_id=19147&t=89380&sr=posts
-
I docenia. A tak abstrahując od osoby S. Hawkinga prowadziliśmy kiedyś w pewnym gronie na kanwie filmu "Piękny umysł" czysto akademicka dysputę czy pewne ułomności ludzkie nie wyostrzają i potęgują niekiedy innych talentów u ludzi nimi dotkniętych, vide - wspomniany John Forbes Nash Jr, czy choćby głusi Wolfgang Amadeusz Mozart albo Ludwig van Beethoven ? Sam znam osobiście starszego ode mnie człowieka dotkniętego od chłopięcych lat autyzmem, a w tym pewną formą sawantyzmu, który nie mając nigdy w życiu zegarka, zagadnięty znienacka: "Stasiu, która teraz godzina?" natychmiast podaje aktualny co do minuty czas!
-
Trudno sobie wyobrazić do czego mógłby jeszcze dojść gdyby nie opór materii- czyli jego własnego ciała...
-
Szkoda, wielka szkoda, w swojej dziedzinie geniusz na miarę Einsteina. Jego "Krótka historia czasu" jest wprost genialna. I choć muszę przyznać, że to mimo wielu uproszczeń trudna książka i wielu poruszonych w niej kwestii nie rozumiem(np zagadnienia parowania materii za Horyzontem Zdarzeń), to i tak zrozumiałem z niej naprawdę sporo. No, ale w końcu nie jestem astrofizykiem, a i wielu z nich ma trudności z jego teoriami...
-
Zrobisz, zrobisz już całkiem sporo jak dla amatora, mam nieco mniejszą ze stożkiem Mk3 poczytaj ten watek, jest o tych maszynkach. https://www.cnc.info.pl/frezarko-wiertarka-zx7045-nowa-p-chinska-jakosc-reanimacja-przed-uruchomieniem-t89380.html Rozbierać jej na części od razu nie musisz, choć staranny "demakijaż", wyczyszczenie, zasmarowanie, dociąganie luźnych śrub i regulacja na pewno jej wyjdzie na zdrowie i wydłuży żywotność. Poważniejsze poprawki możesz zrobić później.. P.S. Optimum MB4 to też chińczyk tylko na zamówienie, Może nieco dokładniej wykonany, choć to też nie obligat. A w razie byś miał pytania o te maszynki, to jestem do usług...
-
Nic Marku nie dotarło, ani na maila, ani na pw, pewnie poszło gdzieś na Berdyczów... Jak możesz prześlij jeszcze raz, proszę. Pozdro..
-
Nie wiadomo ile czasu i gdzie przed tym poleżały (a samorozładowanie idzie), a i jakość też czasem nie do określenia- typowa sprawa... A termometr.. cóż, na bliskie odległości się sprawdza, a jest dość uniwersalny w zastosowaniu... mierzę nim np stan napięcia łożysk w maszynach po regulacji(czyli czy się nadmiernie nie grzeją) i inne takie gdzie Markowego nie byłoby jak wetknąć..
-
Dosyć precyzyjny jest pirometr (były niedawno w Lidlu w promocji) https://sprzedajemy.pl/termometr-na-podczerwien-powerfix-nowy-katowice-2-a1d299-nr47759372 instrukcja(ang./int.) https://drive.google.com/file/d/1pyFwuIKQoBPsKLzbu5CNSGEyN8dlCIf3/view Nie stwierdziłem...(l. Bangkok)
-
W istocie ma kolega rację, w metalurgii nazywa się to starzeniem materiału.. http://www.niezelazne.republika.pl/str6.html
-
Jak już jeden z kolegów wspomniał, całą zabawę zarówno przy lutowaniu jak i spawaniu utrudniają tlenki (z tlenków aluminium robi się ziarno skrawające ściernic- korund i elektrokorund różnych odmian - spróbujcie polutować ściernicę to będziecie mieli przedsmak z czym mamy do czynienia...he he... ) Zaczniemy od lutowania (twardego i miękkiego) jako technologii bardziej amatorom (bez specjalnego sprzętu) dostępnej mamy na rynku różne gotowe preparaty i topniki do tego celu. - jedne, zwłaszcza do lutowania twardego(palnikiem) zawierają już w swej objętości lutowie jak popularne pałeczki Alumweld, ALU 2000 - do 2200 do łączenia elementów aluminiowych, duraluminium, (i jako jedyny ALU 2000 do aluminium z dużą zawartością magnezu - dla nas przydatny np do lutowania uszkodzeń karterów silników spalinowych http://ataszek.pl/rtm.html#elektroda-do-aluminium ) czy stopy AlSi z Zatechsu, https://www.google.pl/url?sa=t&rct=j&q=&esrc=s&source=web&cd=6&cad=rja&uact=8&ved=0ahUKEwjP89umt9XZAhULiSwKHSdaCPgQFghWMAU&url=http%3A%2F%2Fsklep.zatechs.com%2FdownloadFile%2F5&usg=AOvVaw3k5Ki2n9JJ_H4XSqdXEe9Z - inne tylko umożliwiają miękkie lutowanie tylko lutownicą stopami cyny, jak pasty Rotenberg czy dostępny również u nas na wiadomym portalu bardzo dobry rosyjski fluks o dziwnej nazwie "Фтка" https://www.google.pl/search?q=%D0%A4%D1%82%D0%BA%D0%B0&ie=utf-8&oe=utf-8&client=firefox-b&gfe_rd=cr&dcr=0&ei=Hl6dWpzFK--O6ASlvIy4Bg cdn... Dlaczego więc mając takie pomocne gotowe topniki lutowanie aluminium często dla mniej doświadczonych w materii jest droga przez mękę - nie wychodzi zadowalająco tworząc punktowe tylko miejsca zamiast ładnej rozlanej spoiny, albo wręcz lutowie wcale nie chce zwilżyć powierzchni aluminium? Najczęstszą przyczyną takiego stanu jest niewłaściwa kolejność czynności. Najpierw może by zrozumieć skutek przyjrzyjmy się mechanizmowi działania takich topników. Otóż mają wszystkie one dwa zadania do wykonania - wytrawienie powierzchni do postaci czystego, zwilżalnego dla osnów lutowia aluminium, - i nie dopuszczenie atmosferycznego tlenu do takiej metalicznie czystej powierzchni przed pokryciem jej lutowiem. Zarówno fluks "Фтка" (skupię się na nim może bardziej jako na najprostszym do użycia w domowym warsztacie) jak i większość pozostałych bardzo aktywnych chemicznie topników przy zbyt długim ich bezpośrednim podgrzewaniu czy to kolba lutowniczą, czy palnikiem (w przypadku pałeczek lutów twardych), szybko sublimuje z tlenem tworząc równie niezwilżalne dla lutowia, nieaktywne, nie usuwające tlenków aluminium z powierzchni "kożuchy", (obrazowo mówiąc wyglądają one najczęściej podobnie do ciemnego kożucha tworzącego się na herbacie z twardej wody) Jak więc zatem należy to robić? Podobnie jak mówi większość instrukcji dla topników należy najpierw podgrzać lutowany materiał do takiej temperatury by zaczęło się od styku z nim topić lutowie (w przypadku fluksu najlepiej czysta cyna bez kalafonii która pod wpływem dłuższego działania temperatury też się utlenia trochę utrudniając zadanie, ale nawet z nią jest to możliwe). Płynne lutowie oczywiście nie chce zwilżać utlenionej powierzchni aluminium tworząc na niej krople podobne do kropli oleju na wodzie, ale wystarczy wtedy szpatułką umaczaną w preparacie ("Фтка") potrzeć lutowane miejsce (jednocześnie cały czas podgrzewane kolbą by temperatura zbytnio nie spadła i cyna była płynna ) a lut natychmiast zwilży powierzchnie metalu tworząc na niej pięknie rozlaną spoinę. Radzę kolegom dla wprawy potrenować troszkę na jakim zbędnym kawałku blaszki lub nawet aluminiowej folii spożywczej (lub inne)j która za pomocą tego topnika również pięknie się lutuje (co potem przydaje się w lutowaniu pakietów). Analogicznie postępujemy w przypadku lutów twardych grzanych palnikami i pałeczek topnika z lutowiem (np Alumweld) - najpierw grzejemy łączone materiały, a po uzyskaniu przez nie właściwej temperatury pocieramy pałeczką miejsce spojenia - lutowie w niej zawarte powinno samoistnie zacząć się topić a topnik powodować natychmiastową reakcję i rozlewanie lutu zanim topnik się przegrzeje tracąc swe pożądane właściwości. I to jest cała tajemnica właściwego lutowania alu... Prawda, że proste? P.S. Przy pewnej wprawie w posługiwaniu się kolbą w przypadkach szczególnych można nawet zlutować aluminium bez topnika, mechanicznie ścierając np ostrzem noża zanurzonym w pływającym po powierzchni roztopionym lutowiu utleniona warstwę z powierzchni aluminium (roztopione lutowie nie dopuszcza tlenu do dopiero co startego metalu), ale jest to metoda niepewna bo starta warstwa może nie być jednorodna a prze to mechanicznie słaba, a poza tym ciężko przy tej metodzie nie przegrzać lutowia... Ale czasem się udaje...
-
Koledzy mam pewne doświadczenie z pneumatycznymi narzędziami i chciałbym zwrócić Waszą uwagę na pewną rzecz. - przy narzędziach nie ma podanego(oprócz pistoletu do piaskowania) zużycia powietrza, przynajmniej w opisach Lidla w necie (pewnie świadomie, by się nabywca nie zorientował). Ale może są podane na pudełkach, bo Parkside dość rzetelnie opisuje parametry, nie wiem.. Kompresor ten wg mojego doświadczenia nie pasuje do większości(jeśli nie wszystkich) tych narzędzi swoją wydajnością (na wydechu przy 7 barach ok. 103 l/min) Ja mam jeden dwutłokowy 3,5kW ok 320-350L/min na wydechu i też nie wszystkie mógłbym z niego bezpośrednio zasilać do efektywnej pracy, drugi ok 140L/min służy zazwyczaj do innych potrzeb.. Na wydajność na ssaniu ssaniu nie ma co patrzeć, może ono jedynie służyć do obliczenia przybliżonej wydajności na wydechu jeśli nie ma podane, która zawiera się zazwyczaj(w zależności od typu samej sprężarki) w granicach 1/2-2/3 wydajności ssania http://www.zlotoreczni.pl/index.php/budujemy-remontujemy-naprawiamy/127-jak-zmierzyc-rzeczywista-wydajnosc-kompresora Pistolet do piaskowania ma zużycie powietrza maks. 320 l/min czyli ~3x większe, inne narzędzia też będą miały sporo więcej(średnio gdzieś 170-200l/min), no może szlifierka prosta ma gdzieś w granicach kompresora, trzeba by porównać z podobnymi modelami choć to nie zawsze jest miarodajne. Także węże o średnicy wewnętrznej mniejszej jak ø8mm (a najlepiej ø10-12mm) czyli popularne , ø5 i ø6mm nie nadają się do zasilania bardziej powietrzożernych narzędzi gdyż spadek wydajności przepływu na nich jest zbyt duży. Nadają się co najwyżej do przedmuchiwania czy pompowania kół. Należy też zwrócić uwagę na średnice przyłączy w zespole przygotowania powietrza (odwadniacz i smarownica z regulatorem) praktycznie przyłącze mniejsze jak 3/8" (najlepiej 1/2") nie nadaje się z tego samego powodu (przepływ). Co można by ewentualnie zrobić by taki kompresor wykorzystać? Jeśli nie zależy nam zbytnio na czasie i możemy cyklicznie robić przerwy na dopompowanie, to można by zwiększyć pojemność powietrza przez podłączenie(nawet na przewodzie Y) dodatkowego zbiornika z którym zapas powietrza do pracy narzędzia byłby większy , Co najmniej drugie 50L a najlepiej 80-100L. U siebie zwiększyłem dodając przerobiony złomowy 100L zbiornik od CWU i 25L od CO, i teraz przy łącznej pojemności 175L praktycznie nie muszę czekać na dopompowanie, bo w czasie przerw pracy narzędzia kompresor spokojnie dobije.Fakt, że dłużej mu to zajmuje i doś mocno się grzeje, no ale coś za coś. Ale jeśli dołożenie ok 170PLN nie będzie dla kolegów problemem, to zamiast jednocylindrowego Parkside radziłbym ten podobny do mojego dwucylindrowy za 669 PLN, na pewno ma dużo lepsze osiągi http://allegro.pl/kompresor-sprezarka-tagred-50l-v2-8w1-separat-gw-i6023474227.html
-
Jakby na potwierdzenie wyjątków od reguły właśnie na cyfrówce leciał film oparty na faktach o niebywałym udziale kobiet, (i to czarnoskórych-lata 60-te!), w projekcie Merkury, projektach lotów na Księżyc i misji wahadłowców. https://businessinsider.com.pl/technologie/nauka/kosmiczny-wyscig-i-praca-kobiet-w-nasa-film-ukryte-dzialania-komentarz/szllp45 A i Projekcie Manhattan też było ich niemało...
-
Nie chcę przesadzać, ale z tymi predyspozycjami jednej płci do "mechaniki" a drugiej do zajęć typowo kobiecych chyba ewolucja miała coś do powiedzenia. Oglądałem kiedyś na National Geographic dokumentalny film o badaniach tego zagadnienia, i był tam przedstawiony ciekawy eksperyment. Otóż stadu małych małp (nie pamiętam gatunku) podrzucono po równej ilości ludzkich zabawek... lalek i samochodzików. I co się ku zdumieniu badaczy okazało - samiczki chętniej łapały za lalki, a samczyki za samochodziki ??? Coś w tym jednak jest...