






stan_m
-
Postów
982 -
Rejestracja
-
Ostatnia wizyta
-
Wygrane w rankingu
25
Treść opublikowana przez stan_m
- Poprzednia
- 1
- 2
- 3
- 4
- 5
- 6
- 7
- Dalej
- Strona 2 z 38
-
RWD-22 polski wodnosamolot
stan_m odpowiedział(a) na kesto temat w Modele wielosilnikowe i łodzie latające
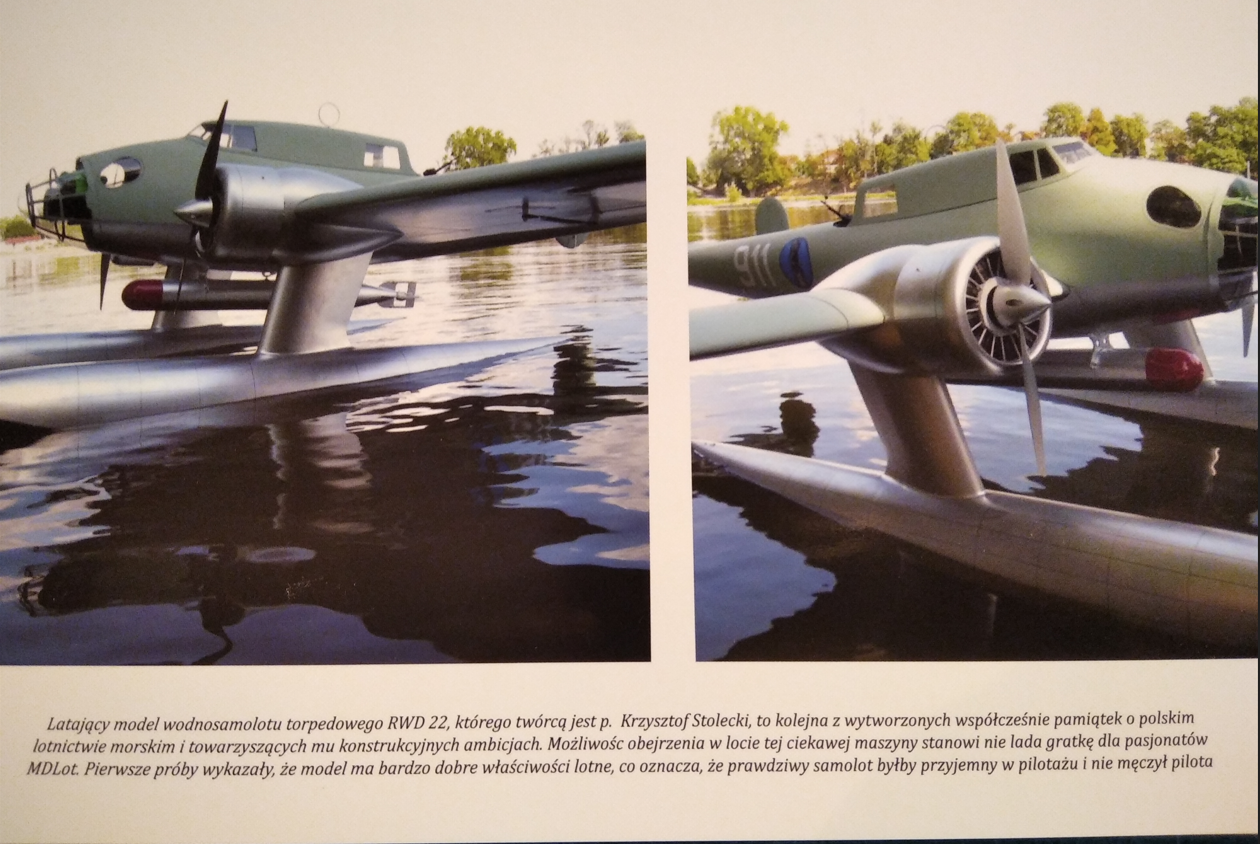
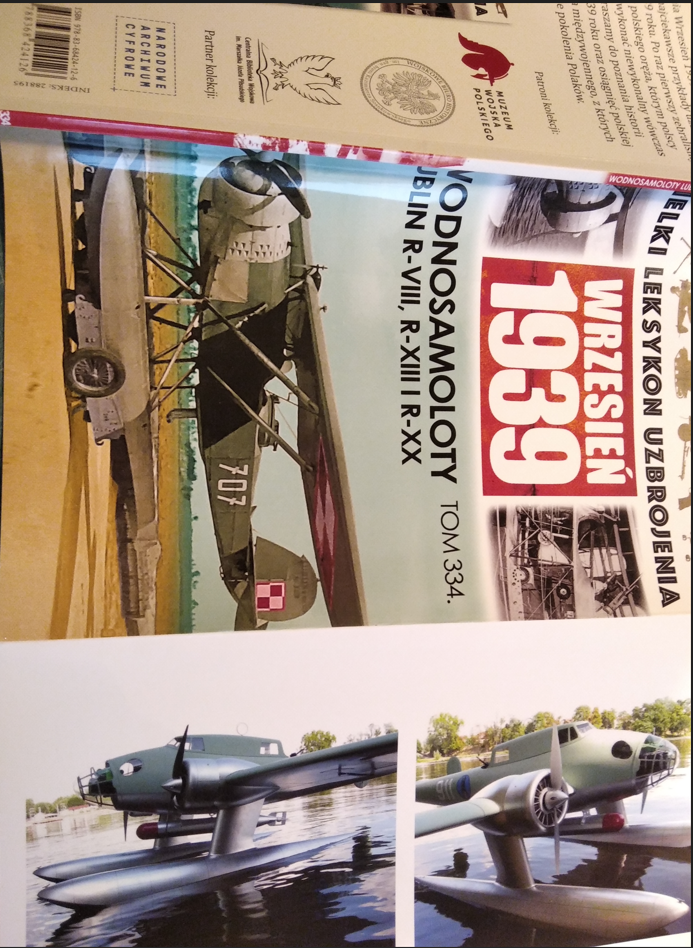
Dowód, że modele polskich samolotów z międzywojnia służą historykom. Praca Krzysztofa potwierdza to bezdyskusyjnie bo w ostatnim zeszycie WLU na temat wodnosamolotów Lublin znalazły się zdjęcia modelu wodnosamolotu RWD-22 wykonanego przez Krzysztofa. Wszystkim modelarzom polecam wydawnictwo pt. Wielki Leksykon Uzbrojenia - Wrzesień 1939, które jest kopalnią wiedzy o polskim wojsku i jego uzbrojeniu międzywojennym ( w tym polskich samolotów ale nie tylko bo pokazane są np. dokumenty i historia samolotów Luftwaffe, które atakowały Polskę). Wspomniany numer to już 334 tom (WLU ukazuje się od 2012 roku a ja mam wszystkie 334 zeszyty). Wydawnictwo zawiera wiele niepublikowanych zdjęć, rysunków, dokumentów, map i relacji a większość z nich skutecznie obala tzw. mity wrześniowe. Materiał opracowany jest przez znanych w Polsce historyków wojskowości znających się na tym o czym piszą.
-
Takie parametry jak masa modelu, obciążenie powierzchni nośnej i zapotrzebowanie na moc napędu decydują zasadniczo o podobieństwie modelu do prawdziwego samolotu czyli o jego właściwościach lotnych w stosunku do oryginału tzn. o podobieństwie dynamicznym bo takowe obserwujemy patrząc na lot modelu samolotu. Podzielę się chętnie swoimi doświadczeniami z zakresu podobieństwa dynamicznego modeli samolotów RC znanego potocznie jako tzw. realizm lotu (dygresja – pojęcie mocno abstrakcyjne, subiektywne, realizm modelu samolotu np. RWD-5bis prawidłowo może oceniać tylko ten, kto wielokrotnie widział oryginał w locie, oceny innych osób to tylko przypuszczenia i szacunki oparte na wiedzy i wyobraźni). Nieprzypadkowa kolejność określenia parametrów modelu samolotu: 1. Określenie podziałki (skali) modelu w stosunku do oryginału – K (2,3,4…) 2. Określenie masy modelu (kg) w stosunku do oryginału (masa jest miarą bezwładności a więc bezpośrednio decyduje o własnościach dynamicznych) : Qmodelu= Qsamolotu /K3 , gdzie: K-skala zmniejszenia (2,3,4…) Qmodelu – masa modelu (kg) Qsamolotu – masa samolotu (kg) 3. Określenie obciążenia powierzchni nośnej modelu (kg/m2) w stosunku do samolotu: pmodelu=psamol./K , gdzie : K-skala zmniejszenia (2,3,4…) pmodelu – obciążenie powierzchni nośnej modelu (kg/m2) psamol. – obciążenie powierzchni nośnej samolotu (kg/m2) 4.Zapotrzebowanie na moc napędu modelu (KM) w stosunku do mocy napędu samolotu (tzw. mocy rozporządzalnej): Nmodelu= Nsamolotu /K3 , gdzie: K-skala zmniejszenia (2,3,4…) Nmodelu – moc napędu modelu (KM) Nsamolotu – moc rozporządzalna napędu samolotu(KM) 5. Określenie zakresu prędkości użytkowych (od prędkości minimalnej do prędkości maksymalnej) O ile parametry 1,2,3,4 wynikają bezpośrednio z teorii podobieństwa i są one uniwersalne również dla obiektów nielatających to ZAKRES PRĘDKOŚCI UŻYTKOWYCH modelu latającego samolotu dotyczy już tylko aerodynamiki i mechaniki lotu, co więcej – tylko ten parametr (pośrednio lub bezpośrednio) polega ocenie wzrokowej podczas lotu. Dlatego też jest on bardzo ważny na etapie projektu. O ile prędkość minimalną stosunkowo łatwo obliczyć ze wzoru znając obciążenie powierzchni nośnej modelu oraz odczytując z biegunowej zastosowanego profilu wartość współczynnika siły nośnej Cz to obliczenia maksymalnej prędkości modelu samolotu zawsze będą miały charakter przybliżony bo trzeba znać wartość współczynnika oporu całkowitego modelu samolotu, sprawność śmigła oraz realną moc silnika w czasie lotu a te parametry zależą przecież od prędkości lotu, czyli od parametru, który chcemy określić. Trzeba tez pamiętać, że wszelkie rozważania i wyniki dla modelu samolotu dotyczą również „zmniejszenia” w odpowiedniej skali warunków lotu np. siły wiatru. Jeżeli mamy podaną moc silnika samolotu, który lata przy prędkości wiatru 10m/s to obliczone zapotrzebowanie na moc modelu tego samolotu w skali 1:5 dotyczy prędkości wiatru max 2m/s. Właściwie dobrany zakres prędkości użytkowych umożliwia dobremu pilotowi zaprezentowanie wszelkich możliwych ewolucji samolotu oryginalnego ( oczywiście wg wiedzy i wyobraźni, a może na podstawie własnych doświadczeń z latania oryginałem) Obliczenia przykładowe: 1.Model samolotu LUBLIN R-XIII w skali 1:5,5 a) określenie masy modelu (kg): Qmodelu= Qsamolotu /K3=7,8 kg b) określenie obciążenia powierzchni nośnej modelu (g/dm2 pmodelu=psamol./K = 96g/dm2 c) zapotrzebowanie na moc napędu modelu (KM): Nmodelu= Nsamolotu /K3=1,3KM 2.Model samolotu RWD-11 w skali 1:6 a) określenie masy modelu (kg): Qmodelu= Qsamolotu /K3=11,5 kg b) określenie obciążenia powierzchni nośnej modelu (g/dm2 pmodelu=psamol./K = 166g/dm2 c) zapotrzebowanie na moc napędu modelu (KM): Nmodelu= Nsamolotu /K3=1,8KM
-
Ja wiem, wiem!!! Rozstaw węzłów mocujących zastrzały główne jest różny dla każdego skrzydła. Jeżeli wygrałem i nagrodą byłby ten Mustang to chętnie taka nagrodę odebrałbym od fundatora... Zaś co do Mustanga... Niewielu wie, że prawdziwe amerykańskie Mustangi w swoich pasach bezpieczeństwa posiadają elementy sprężyste, wykonane ze specjalnego stopu metalu, które pochłaniają energię kinetyczną w czasie napinania pasów podczas zderzenia samochodu. Te elementy sprężyste są wykorzystane w konstrukcji foteli w pojazdach opancerzonych, tym razem do pochłaniania energii od wybuchu min przez co chronią kręgosłupy żołnierzy.
-
To jest właściwy czas, żeby zająć się chłodzeniem silnika elektrycznego co przy gwieździe w cylindrycznej masce silnika wraz z makietą silnika samolotu jest raczej konieczne. Ja zawsze liczę powierzchnię wlotu powietrza od czoła maski silnika (realna powierzchnia bez wszelakich żaluzji, klapek no i makiet cylindrów a kołpaka w szczególności). Następnie liczę powierzchnię wylotu powietrza nagrzanego na końcu maski silnika. Ta powierzchnia powinna być o wiele większa niż powierzchnia wlotu powietrza (czoło maski). Silnik chłodzi nie szybkość strugi powietrza ale jego ilość i jak najmniejsza prędkość powietrza opływającego silnik elektryczny. Taką regułę stosuje też przy silnikach spalinowych. Gdy brakuje powierzchni wylotowej to wycinam dodatkowe otwory w ścianie ogniowej tak aby ogrzane powietrze płynęło do wnętrza kadłuba.
-
Kochany Andrzeju!!! Skoro nie chcesz wykreślić obelg napisanych na mój adres to wdzięczny ci jestem chociaż za usunięcie wulgaryzmów, którymi mnie tytułowałeś. Przypomnę ci , że przyzwoite zachowanie wynosi się z polskiego domu a na tym forum moderatorzy skutecznie egzekwują tę polską przyzwoitość. Co się tyczy "australijskiego patriotyzmu" to w żadnym razie nie jest on "universalny" bo przynależy do królowej angielskiej/króla angielskiego. My w Polsce przynależymy wyłącznie do siebie więc nasz patriotyzm "universalny" nie jest bo jest wyłącznie polski. I doprawdy nie wiem dlaczego okazałeś takie wzmożenie zaprawione wulgaryzmem i obelgami pod moim adresem skoro ja ani nie dyskutowałem z tobą ani nie zwracałem ci publicznie uwagi w czymkolwiek. Napisałem wyłącznie krótką recenzję filmu "Poles and Czechs".
-
Kochany Andrzeju, Dzięki. I jeszcze bym prosił abyś zmienił to podkreślone albowiem: 1) Jestem dziadkiem ale raczej słodkim i otwartym na Twój świat bowiem mam wnuczkę Matildę, która jest pół Polką i pół Australijką a ona do mnie mówi "dziadziuś". 2) Bany to nie ty tutaj rozdajesz więc nie doradzaj rozdawającym.
-
Mówimy o jesieni 1939 roku a nie o "Fall Gelb".
-
Nie. Polacy uciekali do Rumunii i na Węgry. Nie było żadnej umowy o przyjęciu polskiego wojska we Francji, gdyż zgodnie z sojuszem polsko-francuskim Polacy mieli bronić Polski tak długo aż przyjdzie francuska odsiecz. Wspomniany por. Urbanowicz opisuje w swoich wspomnieniach, ze oficjalnym powodem marszu kompanii podchorążych z Dęblina pod jego dowództwem był rozkaz przejęcia samolotów kupionych przez Polskę w rumuńskiej Konstancy co oczywiście nie było prawdą. Urbanowicz miał problem z młodymi pilotami bo wielu w czasie marszu buntowało się i chciało wracać do Polski by walczyć w piechocie-tak byli wychowani. Francuzi zręcznie zablokowali w Rumunii Pana Prezydenta RP, Becka i najważniejszych polskich dowódców w taki sposób, że nie udzielili im wiz wjazdowych do Francji po to by premierem polskiego rządu na uchodźstwie został gen. Sikorski i dopiero on udrożnił kanał przerzutu Polaków do Francji. W tym czasie wszyscy czołowi polscy konstruktorzy lotniczy ekspresowo zostali przetransportowani bez przeszkód właśnie do Anglii, gdyż rząd brytyjski wiedział, że Francja nie wytrzyma długo. Inż. Prauss wspominał, że Anglicy wyznali mu, iż nie był to wcale gest sojuszniczy lecz obawa, że pozostawieni w Polsce znani konstruktorzy lotniczy zostaną zmuszeni lub sami się zgodzą pracować dla Niemców. I tak nasz jeden z najlepszych konstruktorów zatrudniony został u de Havilland'a. Jako kreślarz...z pensją 5 funtów za tydzień.
-
Film mówi o jednym Czechu...Natomiast film w całości jest brytyjską "bańką informacyjną", że Polacy byli najliczniejsi w "bitwie o Anglię" starannie wyodrębnioną i okrojoną z kontekstów militarno-historycznych. Polacy byli najliczniejsi spoza UK bo najwięcej ich uciekło z walczącego własnego kraju (por. Urbanowicz, późniejszy d-ca 303 wyprowadził z walczącej Polski we wrześniu 1939r.do Rumunii kompanię podchorążych z Dęblina, chociaż Polska jeszcze walczyła, nie było mowy o żadnych polskich siłach na zachodzie, o rządzie emigracyjnym itp, itd.) . Uciekli nie ci najlepsi piloci bo oni zginęli w pierwszych godzinach wojny (Brygada Pościgowa, Brygada Bombowa, samodzielne eskadry przydzielone do armii polskich) ale ci, którzy z góry zakładali ucieczkę z różnych powodów- warto to sobie dzisiaj uświadomić. Najważniejsze zdanie w tym filmiku jest takie, że w czasie bitwy o Anglię zginęło 29 polskich pilotów a wszystkich pilotów w tej bitwie zginęło ponad 500...Proporcje mówią wszystko bo takie jest kryterium walki powietrznej (straty wśród pilotów- bo są one nieodwracalne). Polacy długo byli trzymani na smyczy bo byli uważani za "element wyjątkowo niepewny" (o czym elegancko mówią spikerzy w filmie starannie dobierając słownictwo) i dopiero przypadkowe zestrzelenie Messerschmitta w czasie lotu szkoleniowego dało Anglikom impuls do włączenia polskich dywizjonów do walki. Komentatorzy filmowi potwierdzają zaś problemy językowe, brak umiejętności latania metalowymi dolnopłatami z chowanym podwoziem ale dziwnie przemilczają kłopoty z dyscypliną wojskową oraz syndrom podwójnego przegrywa połączonego z tęsknotą za rodziną a przede wszystkim perspektywę walki nie o swój kraj i najbliższych. Ogólnie film jest brytyjską bańką informacyjną kierowaną nie do Polaków lecz do ludzi z UK. Prawdziwe informacje zawarte są w polskich dokumentach np. w zbiorach Instytutu Polskiego i Muzeum gen. Sikorskiego. Polityka informacyjna poprzez tworzenie "bańki informacyjnej" jest perfekcyjnie opanowana przez anglosasów do tego stopnia, że niezorientowani wierzą we wszystko co im jest podane. Jest np. bańka informacyjna o przyjęciu po IIWW dziesiątek tysięcy polskich sierot przez rządy Australii i Nowej Zelandii co powszechnie jest uznawane dzisiaj za czyn szlachetny. Ale istotą tego czynu było budowanie białej Australii i Nowej Zelandii co oznaczało WYŁĄCZNIE, że polskie dzieci zostały tam przyjęte dlatego, że były białe.
-
Ja stosuję np. do sklejania dwóch desek balsowych 1000x100mm klej Pattex D4. Z tym , że przed sklejeniem maluję powierzchnie styku desek lakierem Capon (Kapon) i pozostawiam do wyschnięcia na równej desce. Capon szybko schnie , zatyka pory w balsie i niewiele dodaje ciężaru. Następnie rozprowadzam starą kartą kredytową cienką warstwę kleju na powierzchnie klejone , stykam je ze sobą i pozostawiam do wyschnięcia na równej desce pod niewielkim dociskiem. Tak przygotowuję deski balsowe do wycięcia elementów modeli np. dwie deski 1,5mm, żeby mieć balsę 3mm, dwie 2mm,żeby mieć 4mm itd. Z tak przygotowanych desek można wycinać nożem lub włośnicą elementy typu wręgi, łuki listew natarcia czy inne krzywizny. Balsa nie strzępi się, nie rozwarstwia i nie pęka.
-
TS-11 Iskra - RC Builder - 1650mm rozpiętości, edf 100
stan_m odpowiedział(a) na Viper temat w Skrzydełka, kaczki i "odrzutowce"
Tak ale to był napęd wentylatorowy, gdzie ilość powietrza zasysanego była dożo mniejsza niż ta tłoczona przez sprężarkę. Andrzej ma rację, że kanał dolotowy jest zagrożony implozją czyli "wybuchem do wewnątrz". W praktyce takie zjawisko zaistniało w polskim samolocie eksperymentalnym LALA-1 (Antek przerobiony na podwójny napęd: silnik spalinowy standardowy oraz turbinowy silnik odrzutowy), który służył do sprawdzenia przydatności napędu odrzutowego do samolotów rolniczych. W czasie lotu, gdy pracował silnik odrzutowy nastąpił trzask i cały kanał dolotowy został zniszczony podciśnieniem zasysanego powietrza co spowodowało konieczność wykonania nowego, o wiele mocniejszego. -
Efekt żyroskopowy a falowanie.
stan_m odpowiedział(a) na RomanJ4 temat w Statki , okręty, okręty podwodne , żaglowce
A to jakaś sensacja z tymi czterema osiami swobody żyroskopu wg współrzędnych kartezjańskich. Istnieją w lotnictwie WYŁĄCZNIE żyroskopy o trzech stopniach swobody (wykorzystywane w sztucznych horyzontach - nadajnikach lub bezpośrednio we wskaźnikach sztucznego horyzontu), gdzie żyroskop (czyli masa wirująca) zamontowana jest w przegubie Kardana, którego ramy obracają się względem trzech prostopadłych osi (jedna, wzdłuż kadłuba - kanał przechylenia, druga, wzdłuż skrzydeł - kanał pochylenia i trzecia - pionowo czyli wzdłuż statecznika pionowego - kanał kursu) oraz WYŁĄCZNIE żyroskopy o dwóch stopniach swobody stosowane w zakrętomierzach (jedna oś, wzdłuż kadłuba i druga oś wzdłuż skrzydeł). Istnieją jeszcze tzw. platformy żyroskopowe czyli żyroskop zamontowany w przegubie Kardana, którego obudowa podparta jest np. czterema żyroskopami ale to nie dotyczy prostych samolotów ani tym bardziej modeli. Z tymi lotkami to też mała sensacja jest. Proszę spróbować wychylić lotki w dowolna stronę w czasie ustalonego prostoliniowego lotu modelu samolotu. Wychylić tylko lotki! Czy efektem będzie tylko przechylenie modelu i dalszy lot prostoliniowy czy jednak model wejdzie w zakręt oraz utraci wysokość? Oczywiście, że model skręci i obniży lot co już będzie powodem zaistnienia tzw. efektu żyroskopowego (jeżeli na pokładzie modelu jest żyroskop) czyli wystąpienia precesji i reakcji żyroskopu na wymuszenie. Polecam znaną osprzętowcom ale popularną książkę Kazany i Lipskiego "Budowa i eksploatacja pokładowych przyrządów lotniczych" gdzie wszystko jest wyjaśnione, pokazane i opisane a stopnie swobody żyroskopu dokładnie policzone. -
Efekt żyroskopowy a falowanie.
stan_m odpowiedział(a) na RomanJ4 temat w Statki , okręty, okręty podwodne , żaglowce
Andrzeju, nie rozumiesz zupełnie mojego komentarza: 1. Podtrzymanie sterem wysokości przy zakręcie wywołanym wychyleniem lotek nie wynika z efektu żyroskopowego tylko z normalnej procedury sterowania samolotem czy szybowcem i oczywiście modelami latającymi RC. W lotnictwie dużym jest to opisane dokładnie w instrukcjach. Żyroskop nie ma tutaj nic do rzeczy bo to wynika z techniki pilotażu. Czasami wychyla się jeszcze ster kierunku, żeby nie było ześlizgu. Po prawidłowym zakręcie i lądowaniu poznaje się dobrego pilota a dobrego pilota modeli RC poznaje się po wykonaniu tzw. rundy czterozakrętowej i oczywiście po lądowaniu. 2. "Efekt żyroskopowy" czyli działanie odchylenia osi żyroskopu (precesji) pod wpływem momentu siły zewnętrznej (np. w kanale przechylenia od lotek samolotu) nie zależy od tego czy ten moment będzie z jednej czy z drugiej strony bo istotą wywołanej w ten sposób precesji jest wytworzenie momentu przeciwnego do momentu siły zewnętrznej czyli utrzymanie osi żyroskopu w ustalonym położeniu. Widać to wyraźnie na filmie z jednośladem: obojętnie z której strony jest próba wytrącenia z równowagi, pojazd jest zawsze stabilizowany przez żyroskop. -
Efekt żyroskopowy a falowanie.
stan_m odpowiedział(a) na RomanJ4 temat w Statki , okręty, okręty podwodne , żaglowce
A przecież zakręt (czyli zmianę kierunku lotu) samolotu robi się lotkami co skutkuje precesją osi żyroskopu i jego reakcją na "trzymanie" prostoliniowego lotu. Prawidłowy zakręt to zmiana kierunku lotu bez utraty wysokości czyli wychylenie lotek i podtrzymanie sterem wysokości. -
Efekt żyroskopowy a falowanie.
stan_m odpowiedział(a) na RomanJ4 temat w Statki , okręty, okręty podwodne , żaglowce
Dla lepszego zrozumienia jak działa stabilizacja żyroskopowa na przykładzie modelu jednoślada, widać dobrze precesję osi żyroskopu oraz reakcję na wytrącenie z równowagi. -
Efekt żyroskopowy a falowanie.
stan_m odpowiedział(a) na RomanJ4 temat w Statki , okręty, okręty podwodne , żaglowce
O! To powszechnie stosowana dzisiaj stabilizacja kadłuba łodzi przy pomocy żyroskopu o jednej osi swobody ( w rzeczywistości jachtowej o trzech osiach swobody). Efekt żyroskopowy występuje podczas obrotu "dużej" masy na "dużym" promieniu wokół ustalonej osi przy "dużych" obrotach i charakteryzuje się stałym położeniem tej osi niezależnie od położenia obudowy żyroskopu zamontowanej np. do kadłuba łodzi (pomijam precesję czyli niewielkie ale stałe ujście osi żyroskopu od położenia pionowego). Film pokazuje jak duże koło masowe obraca się w takim kierunku, że wytwarza moment żyroskopowy przeciwny do momentu przechylającego fali co skutkuje tym, że powstaje moment reakcyjny kadłuba do którego zamontowane jest to koło, który to moment "obraca" kadłub wokół osi podłużnej do chwili zrównoważenia momentu żyroskopowego. Gdy fala "buja" z drugiej burty kadłuba obroty koła masowego są przełączane odwrotnie i zjawisko równoważenie momentów się powtarza co w efekcie daje stabilizację pokładu łodzi. Podobne zjawisko zachodzi często w samolotach zwłaszcza z napędem pchającym i posiadającym ciężkie śmigło wysokoobrotowe. Ja zbudowałem kilka modeli samolotu Prząśniczka w różnej skali a największy był model wykonany wg planów Lecha Podgórskiego. I ten model miał rzeczywiście uciążliwy olbrzymi moment żyroskopowy (silnik wysokoobrotowy z ciężkim śmigłem zamontowany blisko środka ciężkości) co widoczne było po bardzo wolnej reakcji na lotki lub nawet braku reakcji (trzeba było zmniejszyć obroty silnika) co bardzo utrudniało pilotaż. Autor planów wyraźnie o tym napisał ale ja nie chciałem wierzyć dopóki sam nie zbudowałem tego modelu. -
Tam nie są opisane minione realia tylko dzisiejsza rzeczywistość, która nas otacza. Polecam świeżą książkę tej samej autorki pt. "Wojsko z tektury". Lektura obu książek pozwoli szybko zrozumieć dlaczego jest tak jak jest a może być jeszcze gorzej. Wszyscy świadomi Polacy powinni te książki przeczytać bo jest tam prawda w ilości znacznie większej niż połowa. Polska historia kołem się toczy...
-
RWD-10 2,5m
stan_m odpowiedział(a) na Patryk Sokol temat w Konwersje spalin na elektryki i elektryczne "giganty"
Kochany Andrzeju, ale nie napisałeś nigdy, że RWD-10 był niedopracowany koncepcyjnie ani wytrzymałościowo a RWD-8 pod względem zapasu stateczności bocznej miał mniej niż Spitfire...A ja cieszyłem się bardzo, gdy ujrzałem pilotaż Patryka na RWD-10 o czym napisałem wyraźnie. Myślę, że to nie jest miejsce na takie dyskusję, jak chcesz to załóż temat na HP: ty będziesz udowadniał,że polskie samoloty z międzywojnia były bez skazy i zmazy a ja pokażę jakie były naprawdę. U Patryka więcej ci nie odpowiem bo tu nie jest odpowiednie miejsce. -
RWD-10 2,5m
stan_m odpowiedział(a) na Patryk Sokol temat w Konwersje spalin na elektryki i elektryczne "giganty"
Patryku, pewnie, że tak! Mnie osobiście cieszy widok makiety polskiego samolotu latającego tak jak jego oryginał dzięki wzorowemu odwzorowaniu w oparciu o dobrany stopień podobieństwa, moc rozporządzalną, obciążenie powierzchni i profil modelarski dobrany przez specjalistę. Mało kto zwraca uwagę na rzeczywiste własności lotne polskich samolotów bo z reguły są to patriotyczne zachwyty, że były najlepsze, najnowocześniejsze i absolutnie bezkonkurencyjne. A to tylko jedna strona medalu. Druga (dla mnie osobiście najbardziej interesująca bo opisywana przez inżynierów takich jak Sołtyk, Drzewiecki, Dąbrowski czy Jakimiuk) opisuje rzeczywiste cechy polskich płatowców i moim zdaniem zdecydowana większość z nich była co najmniej niedopracowana z wieloma błędami konstrukcyjnymi lub wręcz błędnymi założeniami projektu wstępnego. Modelarze pokazują to dzisiaj w sposób ewidentny jak np. Krzysztof - wykonawca modelu amfibii PZL.12H prezentowanej na tym forum, której cechy lotne są zgodne z opisami oryginału. -
RWD-10 2,5m
stan_m odpowiedział(a) na Patryk Sokol temat w Konwersje spalin na elektryki i elektryczne "giganty"
Samolot RWD-10 został nazwany "akrobacyjnym" ponieważ nie sprostał wymaganiom polskiego lotnictwa wojskowego, które zamówiło go w spółce RWD jako "samolot treningowy do walki kołowej" co było ćwiczone w Dęblinie jako element polskiej taktyki lotniczej. Okazało się jednak, że samolot sportowy nie może być sparingpartnerem samolotu myśliwskiego więc idea trenowania walki kołowej w ten sposób upadła. Pozostały aerokluby a w nich wiele wypadków tego samolotu z powodów braku wytrzymałości konstrukcji jak też cech lotnych "przeciwnych akrobacji". Tu i ówdzie w pamiętnikach z międzywojnia jest to opisane (Rychter). -
Ja mogę polecić elektroniczny ultradźwiękowy odstraszacz kun i gryzoni, który używam z powodzeniem już od kilku lat zarówno w aucie jak też w domu na poddaszu. Urządzenie wykonane jest na tranzystorach więc nie jest wrażliwe na spadek napięcia akumulatora (jeżeli w akumulatorze typu AGM napięcie spadnie poniżej 11V to utraci on 10 procent swojej pojemności - dlatego każdy akumulator tego typu, nawet nowy powinien być systematycznie doładowywany ładowarką). Są też wersje z zasilaczem 220V. Odstraszacz emituje ultradźwięki z zakresie niesłyszalnym dla człowieka oraz niewielki i nieuciążliwy zakres pasma słyszalnego (naprawdę słabo słyszalnego). Dodatkowo ma trzy lampy stroboskopowe, które uruchamia wbudowany czujnik ruchu. Taki sam zamontowałem w domu na poddaszu na rurze wentylacyjnej PCV, która dodatkowo "rezonuje". Od trzech lat nie mam kun ani myszy a mieszkam pod lasem.
-
A jak działają i co pokazują różne wysokościomierze w jednej kabinie samolotu pokazuje ten film z objaśnieniami Pana Jedynaka.
-
"W tym momencie zawahania straciłem 250ft (siedemdziesiąt pięć metrów), gdzie manewr wykonuję na wysokości 500ft (sto pięćdziesiąt metrów)". Do tego trzeba dodać jeszcze "moment" odczytu wysokości ale też i prędkości. Momenty się dodają. Chętnie usłyszę opowieść o czytaniu przyrządów na wysokości 30ft w czasie wykonywania figury.
-
To tak nie działa! Na HUD jest tylko odczyt cyfrowy ale nadajnikiem ciśnienia statycznego jest rurka Pitot'a czyli metodyka pomiaru wysokości jest taka sama jak w torze pomiarowym analogowym bo dodatkowym elementem jest tylko przetwornik. Błędy pomiaru są więc takie same. Dyskutujemy nie o wiązance figur lecz o pętli, która nie została pomyślnie zakończona. W trakcie figury typu "show" pilot nie ma czasu analizować "checkpoint'u" bo z reguły prawie nic nie widzi z powodu odpływu krwi od mózgu a także z tego powodu, że wcześniej ma zaplanowane wejście i wyjście z figury. Waśnie korzystanie z takiego przyrządowego wspomagania jest często przyczyną katastrofy bo naturą pilota jest nie do końca ufać przyrządom. Loty pokazowe na super małej wysokości są zarezerwowane tylko dla tych, którzy czują powietrze i samolot. Znam pilota, który latał pokazowo tylko na jednym konkretnym TS-11, chociaż miał do dyspozycji w eskadrze jeszcze dwa a wszystkie trzy miały kolejno po sobie następujące numery seryjne.
-
Wysokościomierze barometryczne są bardzo niedokładnymi przyrządami pomiarowymi toteż ich nawet umiejętne odczytywanie obarczone jest błędami systemowymi tj. wynikającymi z konstrukcji przyrządu i zasadami pomiaru. Wysokościomierz barometryczny wskazuje wysokość bezwzględną (tj. względem ciśnienia statycznego poziomu morza, które dla lotnictwa określa tablica Atmosfery Wzorcowej) albo wysokość względną (tj. względem ciśnienia statycznego lotniska startu/lądowania po uprzednim ustawieniu jego wartości za pomocą specjalnego pokrętła i podziałki, które posiada każdy wysokościomierz tego typu). Dla potrzeb pokazu lotniczego jest on przyrządem nieprzydatnym, gdyż loty nad pasem na małej wysokości max 1-100m powodują, że błąd przyrządowy odczytu wysokości w tym zakresie wg wysokościomierza np. WD-17 może wynosić nawet +/-20 metrów co jest zapisane w metryczce przyrządu a już dla wysokości 500m ten sam błąd metryczka dopuszcza jako +/- 40 metrów. Dochodzi do tego błąd przy ustawianiu ciśnienia statycznego lotniska pokazu (ręka drgnie i pokrętło przekręci albo niedokręci). No i działka (odległość między sąsiednimi kreseczkami) ma wartość 20 metrów co oznacza, że bardzo trudno a wręcz niemożliwe jest szybkie odczytanie wysokości np. 5 metrów. Dlatego stosuje się radiowysokościomierze, które pokazują odległość od terenu nad którym się leci, może to być pas startowy albo np. dachy domów. Średniej klasy radiowysokościomierze mają błędy w zakresie wysokości od 0 do 120m wynoszące +/-2 metry a więc dziesięciokrotnie mniej niż wysokościomierze barometryczne. Jednak ja w swojej praktyce nie spotkałem pilota samolotu typu "show" ( a znam/znałem ich paru), który latałby nad pasem przy super pogodzie na przyrządy bo...nie ma on czasu czytać ich wskazań. Pilot w zasadzie nie czyta wartości bo ma je w głowie lecz bacznie i czujnie obserwuje "przestrzeń" tarczy przyrządu od zera do aktualnego położenia wskazówki i wie, gdzie jest, jak szybko zmienia się jego położenie i ile ma jeszcze czasu na reakcję lub decyzję. Podobnie mnie uczono latać na uwięzi: nie patrzeć na model lecz na przestrzeń między modelem a ziemią. I na koniec dygresja: Wiem ,że Piotr z Bratem wszystko powyższe wiedzą i znają lecz ja wykorzystałem wymianę opinii technicznych przy tej smutnej okazji do przekazania innym tego co wiem bo być może ta wiedza kiedyś komuś i gdzieś się przyda. Post Scriptum: Taka ciekawostka. Ja wykorzystuję barometryczny wysokościomierz lotniczy do pokazywania aktualnego ciśnienia dnia. Mianowicie ustawiam pokrętłem poprawki ciśnienia wskazówki główne (grubą i cienką) na działce zero i wtedy w okienku poprawki ciśnienia pojawia się aktualna wartość ciśnienia atmosferycznego (dokładnie-statycznego).



- Poprzednia
- 1
- 2
- 3
- 4
- 5
- 6
- 7
- Dalej
- Strona 2 z 38