RomanJ4
-
Postów
4 680 -
Rejestracja
-
Ostatnia wizyta
-
Wygrane w rankingu
53
Treść opublikowana przez RomanJ4
-
O mniej lub bardziej walecznym "styropianie" wiedzą wszyscy, o takich bohaterach mało kto... https://www.onet.pl/informacje/kronikidziejow/jak-polski-konstruktor-przygotowal-sie-do-ucieczki-i-zbudowal-samolot/kwjwshb,30bc1058
-
-
https://www.precisionhawk.com/drone-pilot-network ..."bezwypadkowy i nielatany" a 1/4 ceny?
-
Fajna, wygląda trochę jak z północno hiszpańskiej wioski...
-
Od 47:24
-
I też nad głowami latali ? https://tvn24.pl/olsztyn/orzysz-black-hawk-nad-glowami-publicznosci-niedopuszczalnie-niski-przelot-7350818 https://twitter.com/i/status/1703785525419622628
-
Bo wszędzie na świecie najpierw sprowadza się jedną sztukę, których możliwości i niemożliwości(po szkoleniu oczywiście) testują najlepsi piloci i ocenia komisja, a potem kupuje(albo nie). No, ale u nas wystarczy "szkiełko i oko" ministra i przydupasów, a potem niespodzianki jak z haubicą K-ileśtam* z lumpexu... * - vide https://www.newsweek.pl/polska/haubice-k9-to-jeden-z-najbardziej-watpliwych-zakupow-mon-beda-ich-w-polsce-setki/dzqtv40 I żeby nie było wątpliwości, że to nie fachowcy pisali... https://tech.wp.pl/uzywane-armatohaubice-k9-thunder-dla-polski-kupilismy-bron-z-zerowanym-resursem,6864057059674816a https://defence24.pl/polityka-obronna/k9-dla-wojska-polskiego-same-pytania-bez-odpowiedzi https://www.polityka.pl/tygodnikpolityka/kraj/2174777,1,koreanska-salatka-z-dokladka-ogromne-zakupy-blaszczaka.read https://www.sejm.gov.pl/sejm9.nsf/wypowiedz.xsp?posiedzenie=77&dzien=3&wyp=22&symbol=WYPOWIEDZ_PYTANIE&nr=633&pytID=5753BDB150209A6DC12589CF0046C9F6

-
Idiokracja coraz bliżej...
-
https://amyhome.co/products/remote-control-airplane?twclid=25d2l5frz1fd67l97rsga98mkw
-
Ale takiego zastosowania nie znacie...
-
Cóż, marketing robi swoje...zależy do czego, tylko nie daj boże trochę śniedzi, i jakieś zwarcie w sieci... http://www.forumbudowlane.pl/instalacje-elektryczne/skretki-t3019
-
https://s3-us-west-1.amazonaws.com/hmt-forum/wire_splicing_complilation_jl23.mp4
-
Często mamy do umocowania przedmiot który z racji kształtu nie bardzo nadaje się do uchwycenia w klasycznych szczękach imadła. Z nowymi szczękami zrobionymi ze starego samochodowego koła na pasek zębaty będzie to możliwe. A jak - to poniżej...
-
- 4
-

-
Z akumulatorem, bez ładowarki, za 119PLN https://www.lidl.pl/p/parkside-akumulatorowa-wiertarkoszlifierka-12-v-pfbs-12-c5-z-akumulatorem-bez-ladowarki/p100354718 Akumulator można naładować z każdego urządzenia z gniazdem USB. Jest jeszcze mocniejsza(160W) wersja przewodowa 220VAC, ze stojakiem i przystawką do frezowania za 149PLN https://www.lidl.pl/p/parkside-wiertarkoszlifierka-precyzyjna-pfbs-160-b2/p100348044?mktc=shopping&gclid=Cj0KCQjw9fqnBhDSARIsAHlcQYSW6p4WMs60qaL-SKFQ7IOLCAsDxjAf1RxxZNe92atUy6XhemYibeoaAkNPEALw_wcB Ja używam też takiej lutownicy bezprzewodowej też ładowanej przez USB, za 60PLN, https://www.lidl.pl/p/parkside-akumulatorowa-kolba-lutownicza-4-v-plka-4-b3/p100361478 kupiłem ją bez wielkich nadziei na efektywność, ale o dziwo nawet dobrze się sprawuje do lutowania cienkich przewodów, taśm LED, i tym podobnych drobnych elementów, nawet przy wietrze. Trzeba tylko moment poczekać aż się grot rozgrzeje, ale bez przesady... Ma własne oświetlenie LED
-
I to w tym jest najdziwniejsze, że są i jeszcze dziwniejsze... https://www.google.com/search?q=Bathypterois+grallator&client=firefox-b-d&sca_esv=564367827&sxsrf=AB5stBhQ7T44NCtL9LUXIWeCGou1biym5w:1694450408984&tbm=isch&source=iu&ictx=1&vet=1&fir=43_hjVEN3ZGPbM%2C8820x_0vR-P8xM%2C%2Fm%2F067d7t%3BKPpkejB6WJElaM%2CJdl9LX3vYd1FxM%2C_%3BUT8afOcHtecYoM%2CkNvJW0tMyYzaQM%2C_%3BZCq4xv79xNLnwM%2CJdl9LX3vYd1FxM%2C_%3BTWO1oGUsJz-70M%2Cyp6xVjMK-quzaM%2C_%3BvhkgTtYBLx9mSM%2CldJ0IrNT5VO28M%2C_%3BOBWf8QZ6hZslBM%2CPXvj0SPqdyCLYM%2C_&usg=AI4_-kQbzAohoZd6xWARf63PoolcD6V6hg&sa=X&ved=2ahUKEwju693V_6KBAxUQJxAIHcD5AV8Q_B16BAg-EAE#imgrc=43_hjVEN3ZGPbM https://www.facebook.com/photo/?fbid=583006321778453&set=a.129277410484682
-
https://www.rcgroups.com/forums/showthread.php?3312303-engine-timing https://www.rcgroups.com/forums/showthread.php?2204166-magnum-asp-52-4-stroke-cam-timing https://www.google.com/search?client=firefox-b-d&sca_esv=564302744&sxsrf=AB5stBgiv8LIoj7WI1BGTKCBzJNImdxvkw:1694425354353&q=RC+engine+4t+setting+the+timing&tbm=isch&source=lnms&sa=X&ved=2ahUKEwjJt-CqoqKBAxUjIRAIHXnZDWgQ0pQJegQIDBAB&biw=1586&bih=891&dpr=1 Może się przydać...
-
https://s3-us-west-1.amazonaws.com/hmt-forum/tripod_fish.mp4 (Bathypterois grallator)
-
-
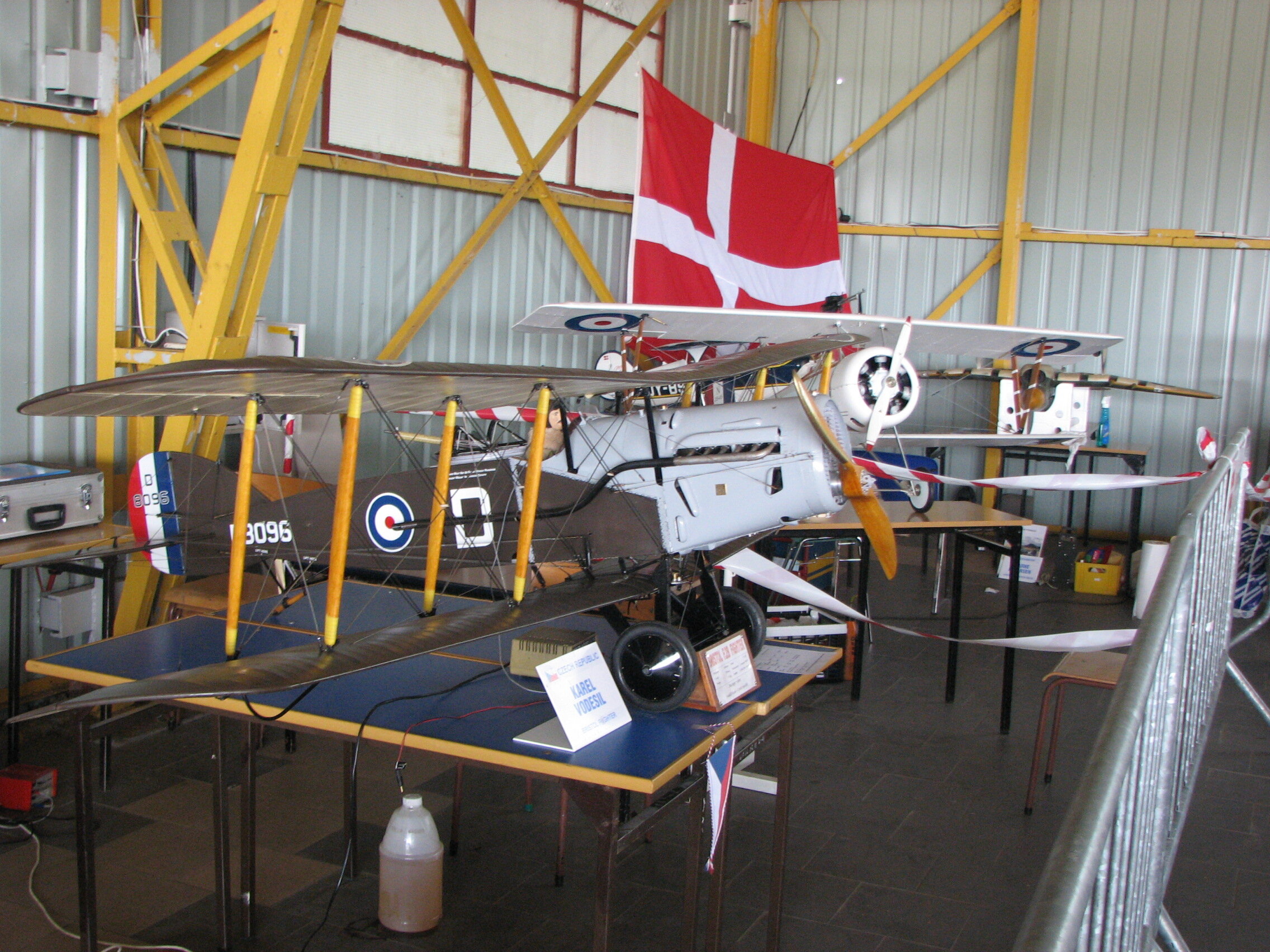
Wielka szkoda, widziałem to na własne oczy... Ale to także memento dla nas, nie tylko z racji latania - rutyna zabija... A zdjęcia przepiękne... A to kilka moich zdjęć z Mistrzostw Świata F4B, F4C we Włocławku 15.07.2008 zrobione zwykłym aparatem... cdn...
-
https://www.rc4max.com/samoloty-czesci/folie/solarfilm/litespan
-

Latający dron z kartonu - ja też taki chcę !
RomanJ4 odpowiedział(a) na jacekplacek temat w Hyde Park
Znaliśmy, ale w nieco innym znaczeniu.. choćby z "Bajek robotów" Mistrza Lema, czy innych.. A teraz... https://allegro.pl/oferta/drone-warrior-brett-velicovich-nowa-13607760434 rok wydania 2018.... przepowiednia..? -
Latający dron z kartonu - ja też taki chcę !
RomanJ4 odpowiedział(a) na jacekplacek temat w Hyde Park
Czemu z tektury? Bo jest "stealth", panowie...