RomanJ4
-
Postów
4 680 -
Rejestracja
-
Ostatnia wizyta
-
Wygrane w rankingu
53
Treść opublikowana przez RomanJ4
-
Audiofil...
-
Często w naszych stołowych tokarkach nie mających tej funkcji, przydałoby się automatyczne wyłączanie posuwu suportu(i noża) w ustalonym miejscu. Na przykład przy przetaczaniu wzdłużnym, lub przy nacinaniu gwintu na tokarkach z zegarem do gwintów(o skoku który obsługuje zegar). Gro popularnych amatorskich małych tokarek nie ma sprzęgła przeciążeniowego na wałku pociągowym lub śrubowałku które wyłączałoby posuw wzdłużny suportu, gdyż posiada jedynie śrubę pociągową zasadniczo przeznaczoną do nacinania gwintów, która zastępczo wykorzystywana jest także do mechanicznego posuwu przy toczeniu (ustawiając któreś z najmniejszych wartości skoków). Taki prosty w zasadzie działania i potencjalnie łatwy do wykonania i zamontowania na każdej, nawet najmniejszej tokareczce mechanizm rozłączający zamek śruby w określonym punkcie przedstawia poniższy film. Oczywiście wszelkie modyfikacje i ulepszenia dozwolone. Dalszym rozwinięciem tego jest półautomatyczne cofanie noża po nacięciu zwoju(przy użyciu mechanizmu cofania noża*). Podobnie jak wyżej, niezbędny jest do tego zegar do gwintów, i nacinany skok obsługiwany przez zegar. * -
-
Paweł, gdzie taką można nabyć...? Wszystkiego dobrego Koledzy i Wesołych świąt...
-
Jak mu Rudolf pomoże....

-
Niestety, mimo poszukiwań pod różnymi tagami nie znalazłem dalszych części cyklu, albo jeszcze nie zostały wykonane, albo opublikowane, a może zaginęły gdzieś w czeluściach netu... https://www.youtube.com/@PaulsGarageProjects Prawda Pawle, ale mając podstawowe i ewentualny grzecznościowy dostęp do innych, + umiejętności i samozaparcie oczywiście, można się już pokusić... W końcu w latach gdy te silniki powstawały, CNC nie było... Szkoda, że u nas nie można jak w USA dostać odlanych surówek takich silniczków do obróbki..
-

Czołg M48 Patton - przekrój
RomanJ4 opublikował(a) temat w Samochody, motocykle, pojazdy gąsienicowe
https://www.homemadetools.net/forum/m48-patton-tank-cutaway-photos-99770?utm_source=newsletter&utm_medium=email&utm_campaign=12-14-23&utm_content=12-14-23-232276&nlsource=1&fi=232276#post232276 -
O mało co skończyłby jak Azja Tuhajbejowicz... https://s3-us-west-1.amazonaws.com/hmt- ... worker.mp4
-
https://s3-us-west-1.amazonaws.com/hmt-forum/makita_drone_glider.mp4
-
Jeszcze jeden przyrząd w formie noża tokarskiego, który może służyć i do nagniatania i do centrowania w szczękach
-
Astronomowie się głowią skąd się biorą Czarne Dziury... czarna dziura.mp4
-
... i kolędników w czarnych kombinezonach...
-
Podobny przyrząd i efekt jego pracy.
-
http://paijmans.net/Tanks/Tigerfibel/
-
A stąd, że w co niektórych komentarzach do publikowanych w kanałach historycznych filmów dokumentalnych o lotnictwie III Rzeszy takie błędne informacje podają.. Podobnie zresztą jak wiele niestety angielskich publikacji n/t Enigmy pomniejsza rolę polskich kryptologów w jej rozgryzieniu, lub wręcz twierdzi, że to jedyna zasługa Turinga i Bletchley Park...
-
Westland-Hill Pterodactyl were a series of experimental tailless aircraft developed in the 1920s up to the early 1930s. https://www.yeovilhistory.info/westland-pterodactyl.htm https://en.wikipedia.org/wiki/Westland-Hill_Pterodactyl https://www.youtube.com/watch?app=desktop&v=BMuamkFrlgM https://www.secretprojects.co.uk/threads/geoffrey-hill-westland-hill-pterodactyl-designs-and-prototypes.12099/
-
Nie mam nic przeciwko napędowi elektrycznemu, uważam, że ze względu na sprawność to napęd przyszłości o ile źródło prądu będzie odpowiednio wydajne(minimum 1000km na jednym ładowaniu) i bezpieczne. Ale póki co to pieśń przyszłości(być może niedalekiej https://pfmrc.eu/topic/96518-może-w-końcu-i-dla-elektryków-zaświeci-słońce/ ), a choćby i z takich prozaicznych powodów, jak na razie chyba jednak dość uzasadnionych... https://www.auto-swiat.pl/ev/wiadomosci/nowy-zakaz-wjazdu-na-duzy-parking-czy-to-zgodne-z-prawem/rcbf7pb https://www.auto-swiat.pl/ev/wiadomosci/elektrykiem-pojezdzisz-tylko-do-pierwszej-szkody-naprawa-moze-byc-nieoplacalna/031ytgx https://www.auto-swiat.pl/ev/porady/niebezpieczne-wraki-samochodow-elektrycznych-poczatkowo-trudno-w-to-uwierzyc/44sk1mw Wisienka na torcie.. https://motoryzacja.interia.pl/raport-samochody-elektryczne/news-studzienka-uszkodzila-podwozie-auta-na-prad-koszt-naprawy-by,nId,6560734 https://dailydriver.pl/nowosci/wydarzenia/prowadzenie-auta-elektrycznego-dwukrotnie-zwieksza-ryzyko-wypadku/ https://magazynauto.pl/wiadomosci/kierowcy-elektrykow-powoduja-o-50-wiecej-wypadkow-niz-uzytkownicy-aut-spalinowych-raport,aid,2399
-
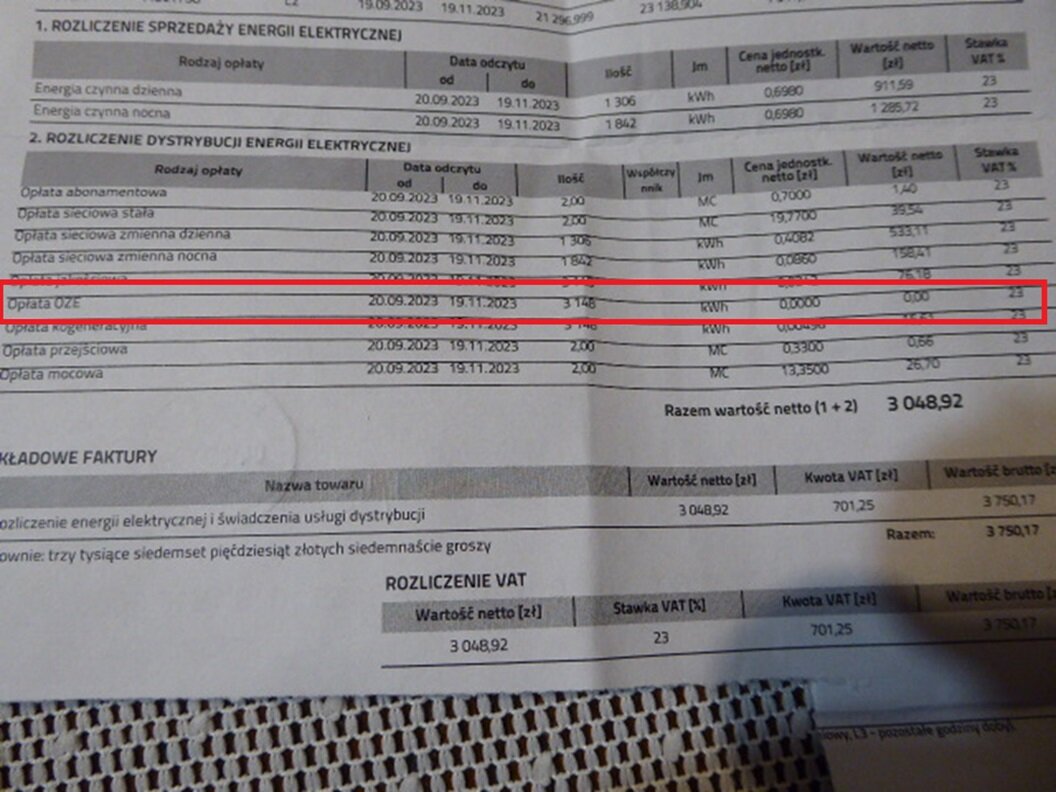
...a tymczasem w rachunku za 20.09-19.11.... ...czyli znowu fundujemy górnikom barbórkowe... To już nawet nie jest śmieszne... * - Energa Operator: Jak czytać fakturę za usługi dystrybucji? Opłata OZE – związana z zapewnieniem dostępności energii ze źródeł odnawialnych w krajowym systemie elektroenergetycznym. Jest zależna od ilości pobranej energii. Opłata ustawowa, obowiązuje od 01.07.2016. https://energa-operator.pl/uslugi/oplaty-i-faktury/jak-czytac-fakture
-
Do tego najbardziej nadawałaby się stołowa "Zosia", czyli ZX7016 która może też pracować w X...
-
Jak rozwiazać sterowanie armatki wodnej
RomanJ4 odpowiedział(a) na Marek_Spy temat w Statki , okręty, okręty podwodne , żaglowce
-
Obawiam się, że z pojemności 4000mAh niewiele zostało...
-
Trzy, bo cztery dopiero kiedy trzy będzie pełne. A jeden i dwa nigdy nie będzie pełny(bo wyleje się 3 i 4)