RomanJ4
-
Postów
4 680 -
Rejestracja
-
Ostatnia wizyta
-
Wygrane w rankingu
53
Treść opublikowana przez RomanJ4
-
A nie kazała zdemontować tego "cerbera" lodówki ?
-
QS8-S Male-BTO.pdf QS8 Connector VS XT90: Comparison in Depth - Ampow Blog
-
Zależy gdzie... U nas ze względu na dużą ilość zbiorników wodnych, mokradeł i lasów, dość często zdarzają się kolizje z łosiami, i nie tylko.. Niestety wielekroć tragicznie dla którejś ze stron.. (a jak to zazwyczaj wygląda..) Dopóki kury przerębla w lodzie nie wykuły...

-
Eee, tam mróz... u "ruskich" to mają taki mróz, że ogień zamarza...
-
No cóż, kobiety...
-
Z mojego doświadczenia - zrębki pala się bardziej równomiernie od drewna w szczapkach, mają zdeklarowaną wilgotność, i łatwiej z nimi sterować temperaturą...
-
Masz za ciasne podwórko?
-
W technikum do którego uczęszczałem mieliśmy starej daty ś.p. profesora od technologii, który widząc plastikowa okładkę zeszytu wezwanego do tablicy delikwenta ostrożnie ją z niego zdejmował, i kładł na jego głowie w formie daszka "by mu deszcz głowy nie zmoczył".. Okładka musiała być papierowa, a najlepiej z ostatniej strony tygodnika "Kujawy" gdzie zazwyczaj zamieszczane były zdjęcia dość frywolnie ubranych niewiast.. Nie, nie, profesor był bardzo w porządku i lubiany przez nas, może właśnie dlatego, że surowy ale sprawiedliwy, wspominamy go z estymą, A do tego miał niesamowitą pamięć(poznał mnie po 30 latach!) Ot, takie miał dziwactwo..
-
Jak w komorze wędzarni jest za dużo pary(dopóki nie wyparuje z dymem), to działa podobnie jak mokra wędlina - wilgotny dym klei się do mięsa i wszystkiego innego. Dlatego przed włożeniem wsadu musi być wygrzana a wędliny osuszone, ale to zapewne wiecie.. Różnica w wędzeniu suchej a mokrej wędliny(tym samym składem dymu) macie naocznie poniżej mokra sucha Jak kto ma ochotę, to polecam blog Wędzarniczej Braci, Forum - Wędliny domowe - forum (wedlinydomowe.pl), jest tam naprawdę dużo przydatnych informacji pogrupowanych tematycznie, przepisów, sposobów, tricków, oraz nieco niezbędnej teorii n/t. Najlepiej się (bezpłatnie) zarejestrować, bo po przeczytaniu free bodaj 8 tematów się blokuje, niezły jest też Blog o wędzeniu (wedzarnia.net)
-
Co o tym sądzicie? MAŁA ZGRZEWARKA PUNKTOWA Z MOŻLIWOŚCIĄ ŁADOWANIA (123TL1990) • Cena, Opinie 14260272822 • Allegro.pl
-
A może sam spróbuj uwędzić jakąś wędlinę jednorodną typu szynka, polędwica, boczek, co na początek jest łatwiejsze od kiełbasy. To naprawdę tylko wygląda na trudniejsze niż jest w rzeczywistości, zwłaszcza jak się nieco doświadczeń innych "wędzarników" w praktyce uwzględni. Mogę się założyć o dobre piwo, że połkniesz bakcyla równie szybko jak w przypadku modelarstwa, że o satysfakcji nie wspomnę...
-
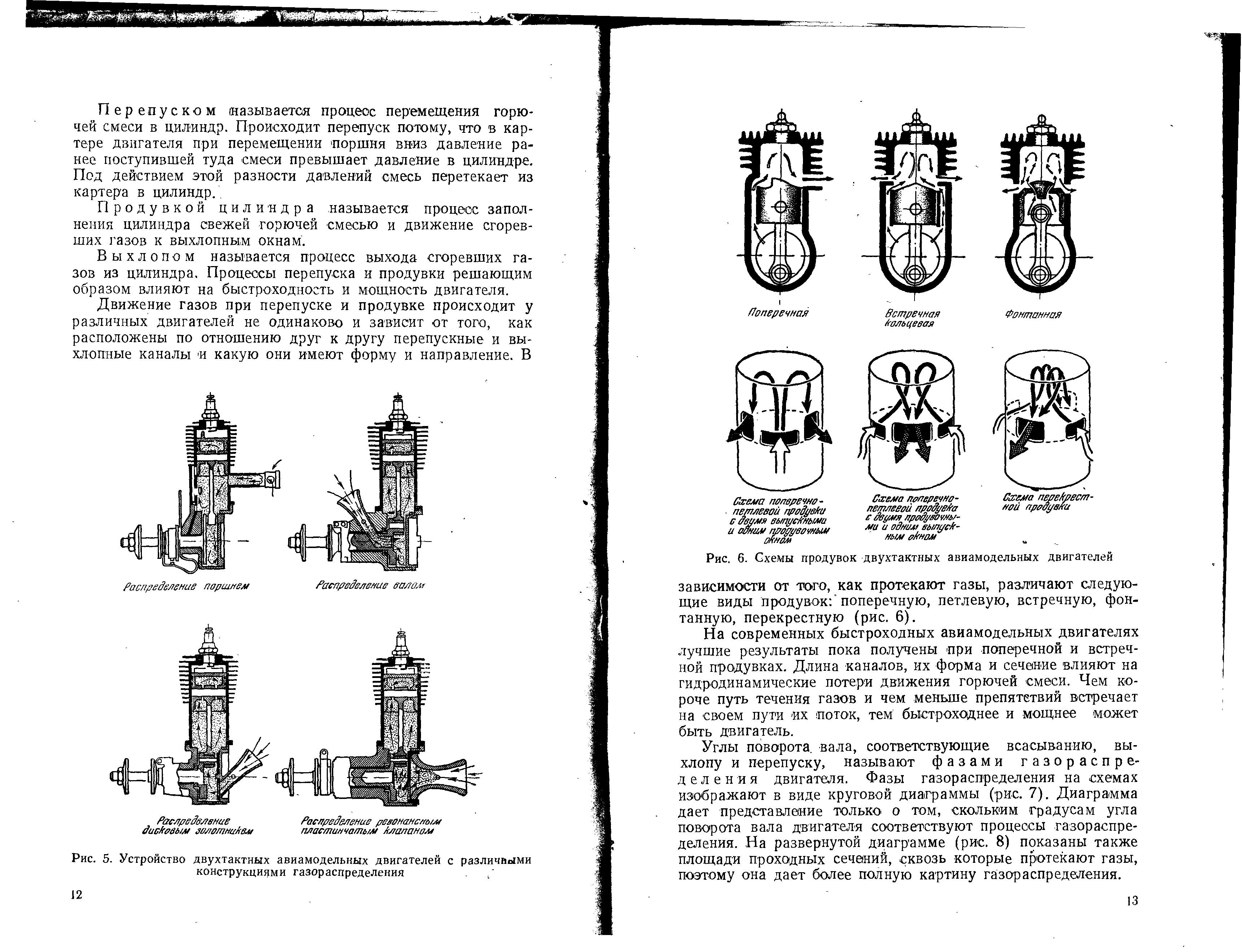
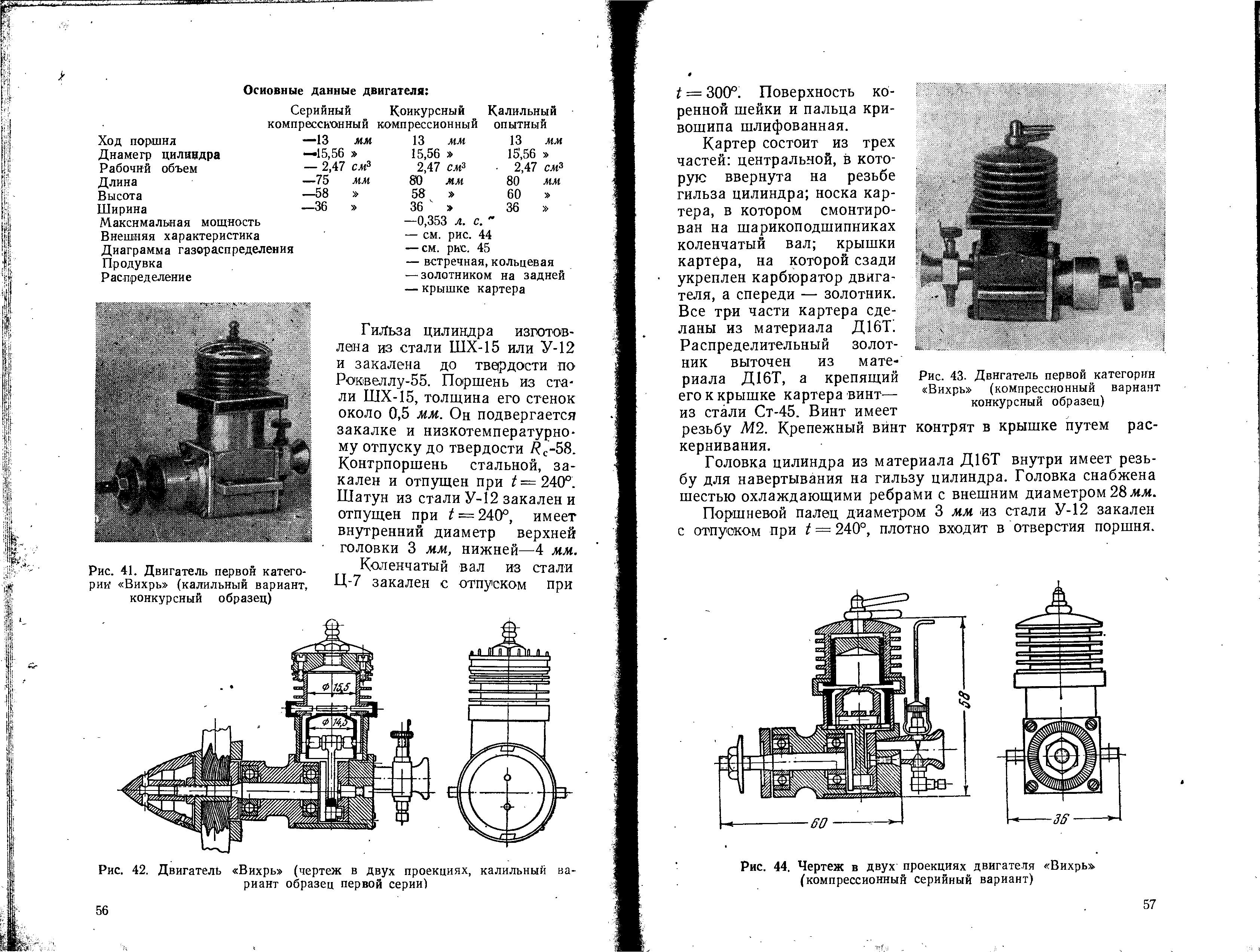
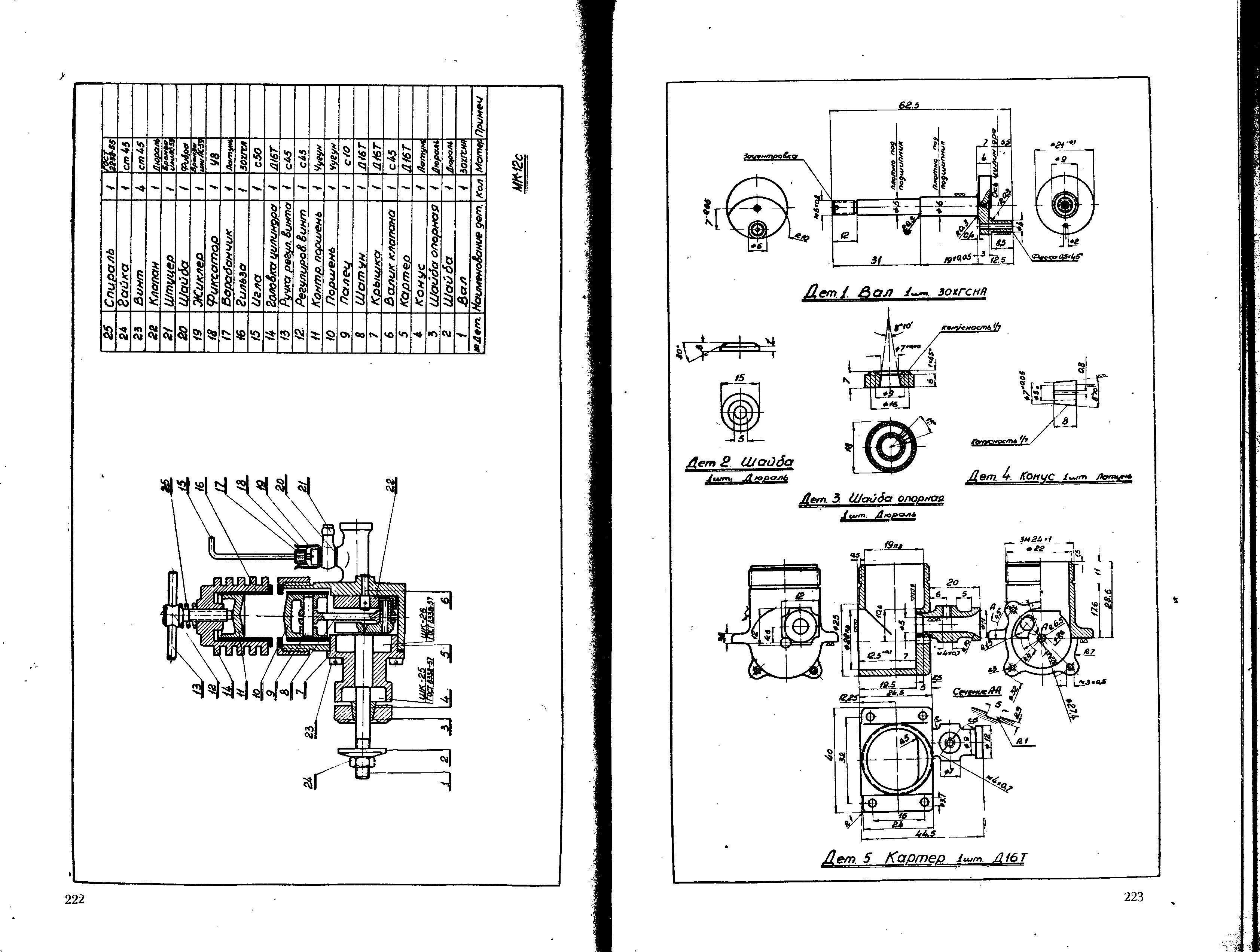
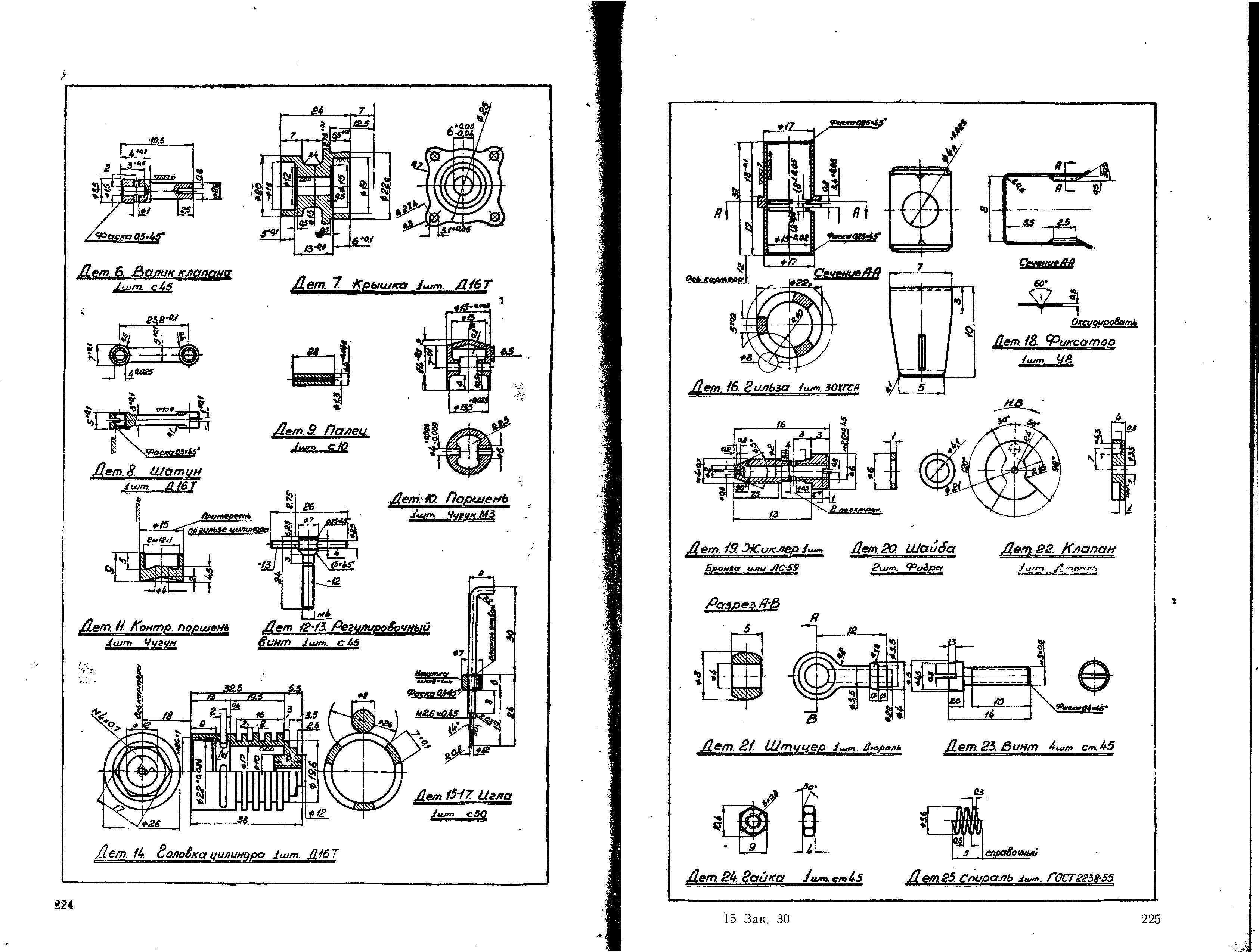
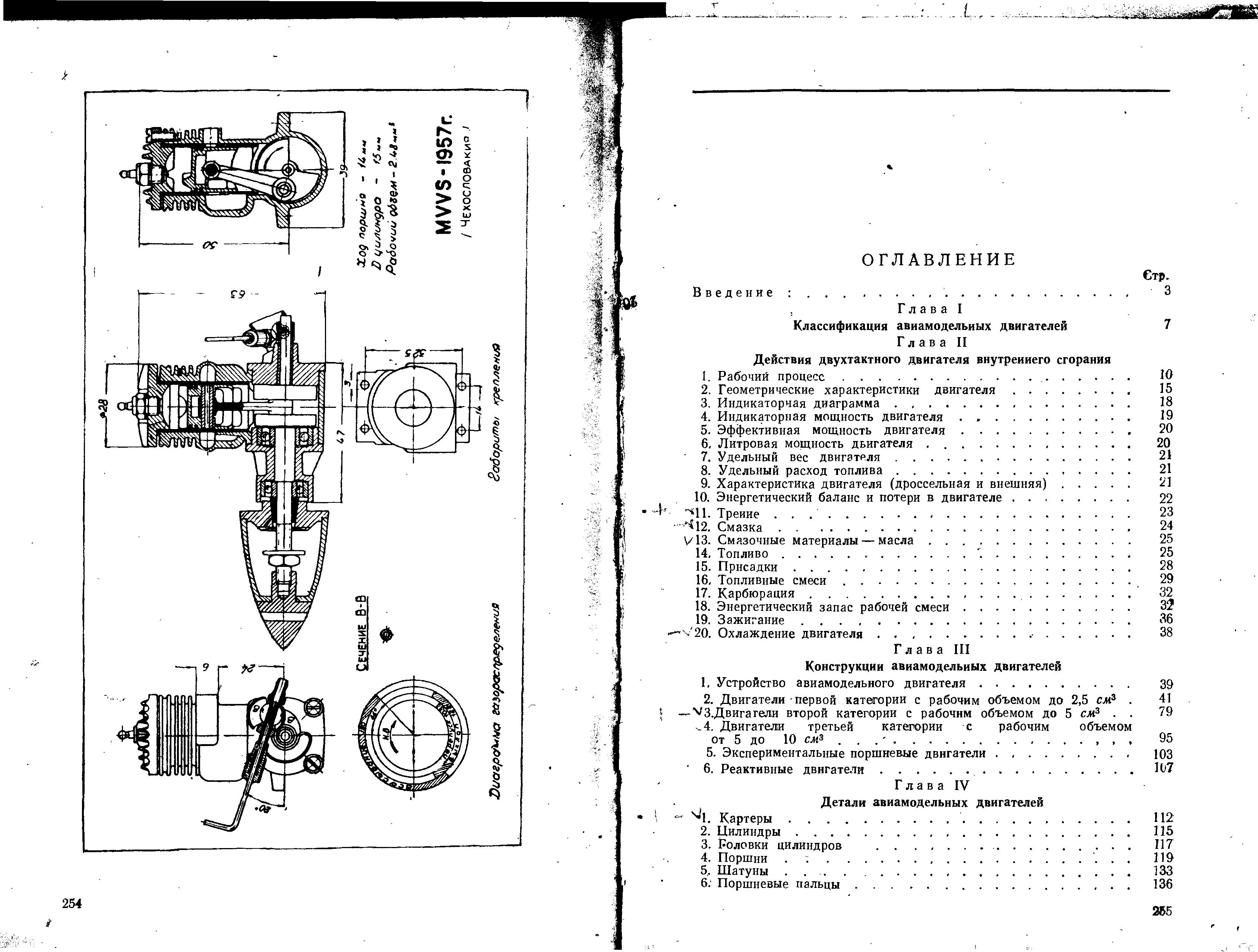
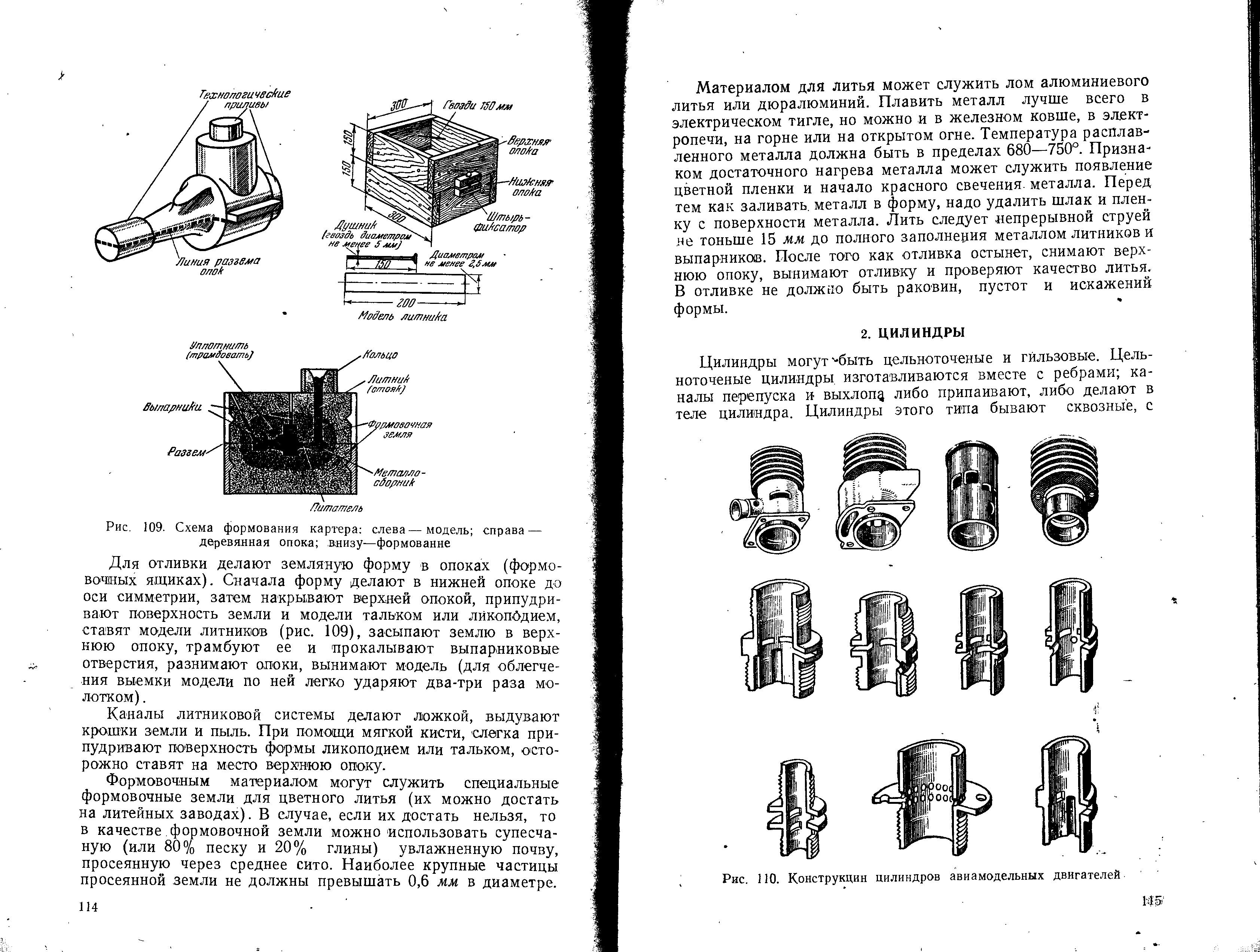
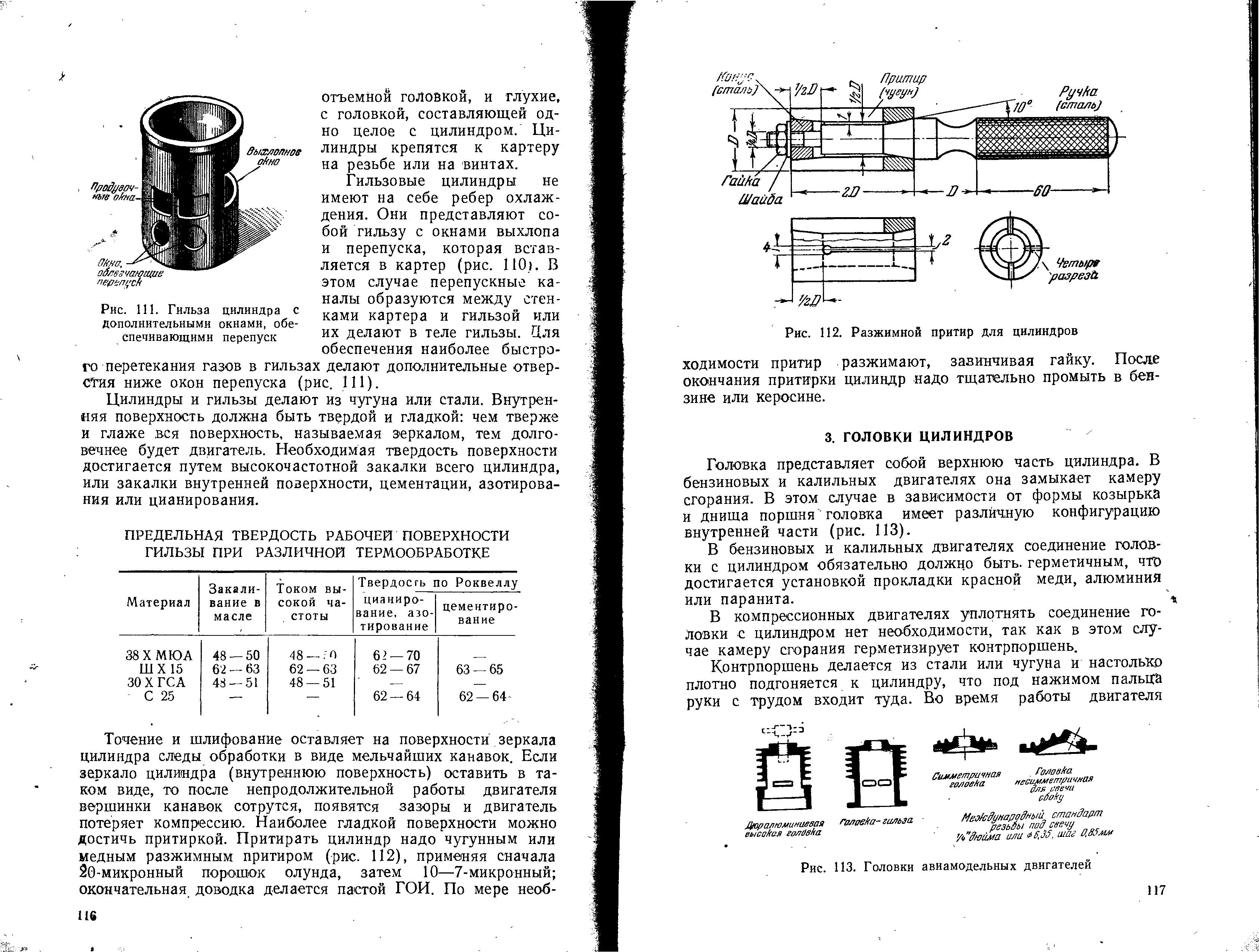
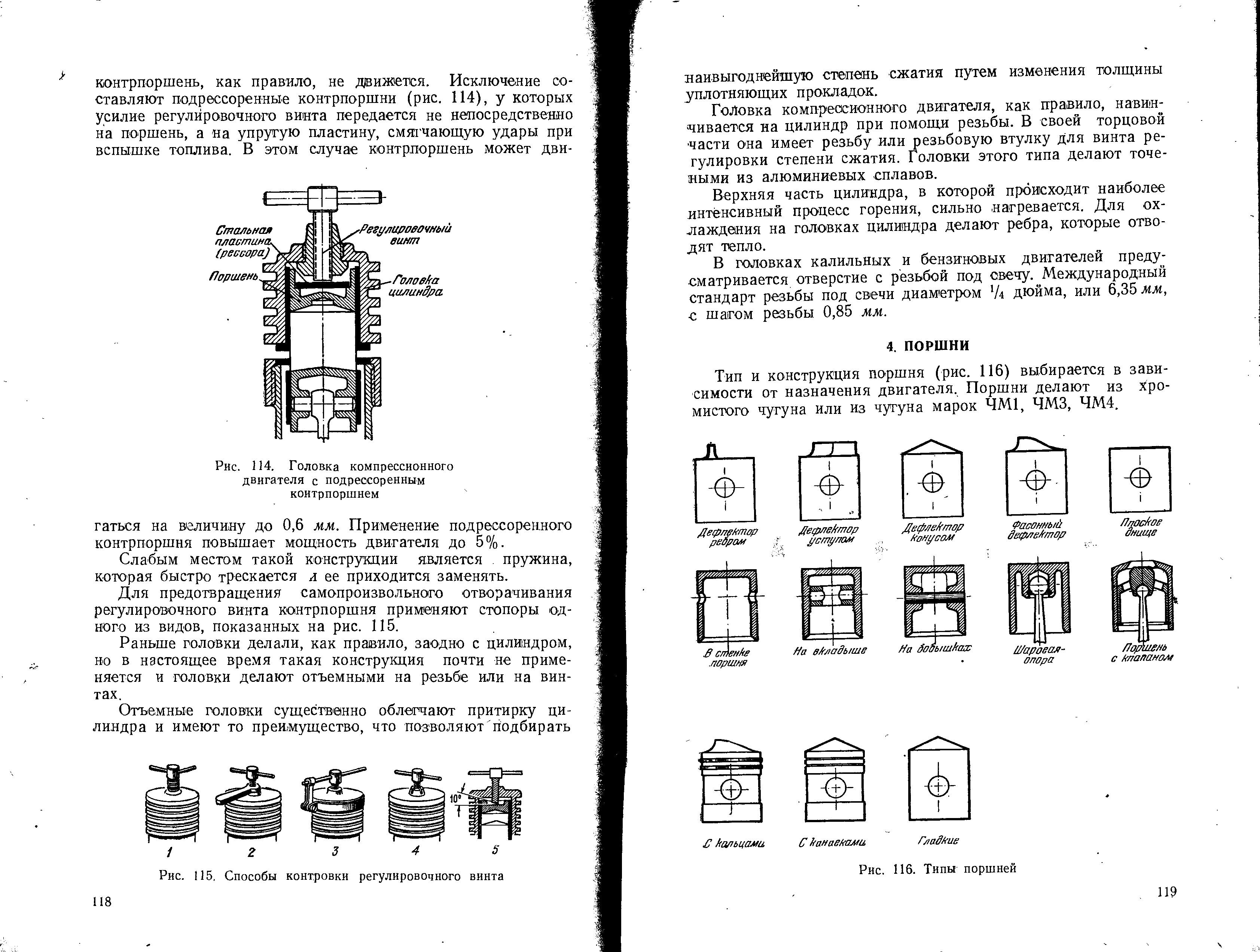
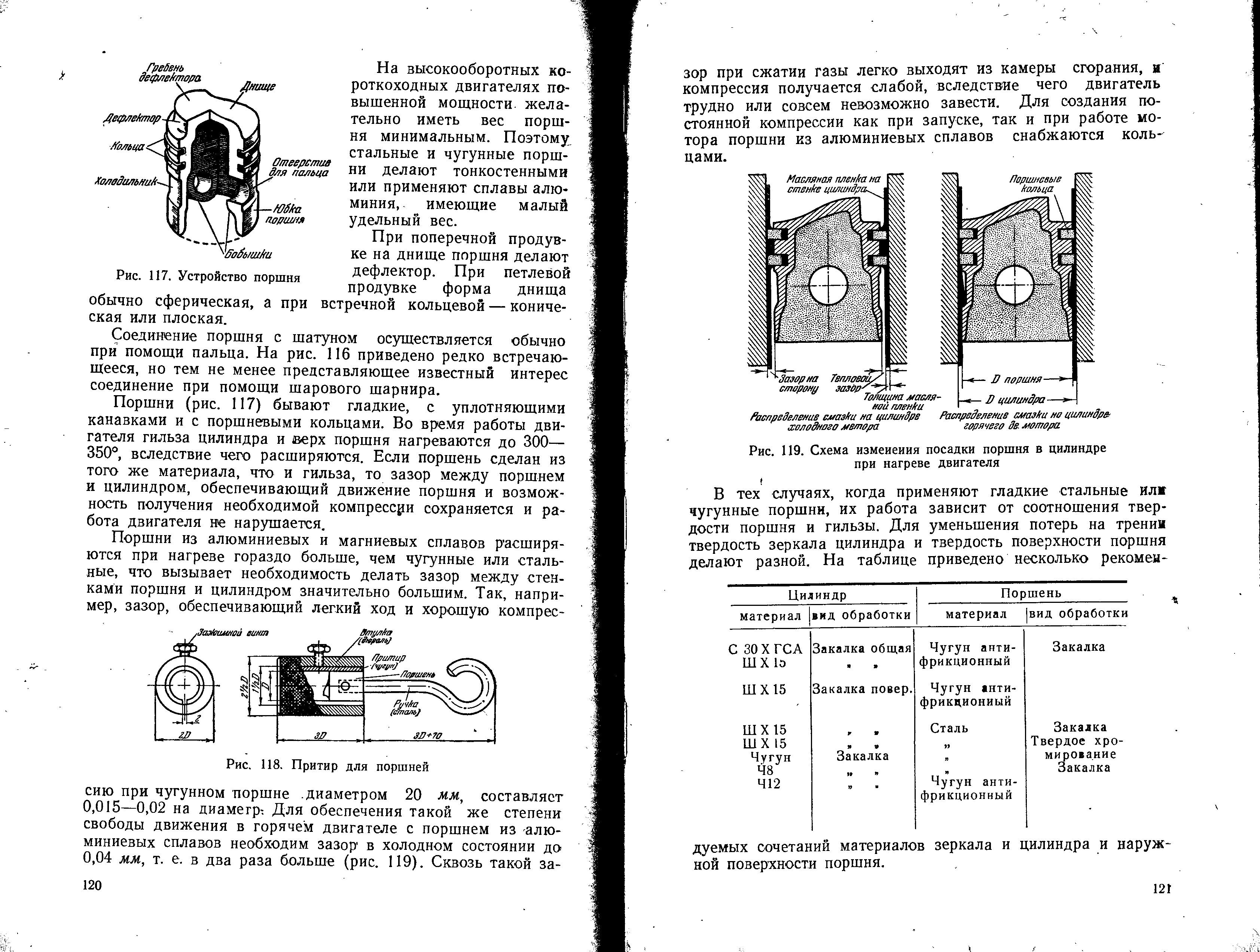
To i ja dorzucę plik skompresowany w .djvu "АВИАМОДЕЛЬНЫЕ ДВИГАТЕЛИ", autor О. К. ГАЕВСКИЙ, 256str. Aвиамодел.моторы.djvu strona tytułowa, spis treści (na końcu książki), niektóre inne strony... A w antykwariacie Tezeusz była wystawiona do sprzedaży książka z Biblioteki MT: "Silniki elektryczne do napędu modeli" J.K. Janowski, 84str. Niestety spóźniłem się, ale jest na Alle.. jak ją drapnę to wrzucę... Silniki elektryczne do napędu modeli - J. K. Janowski | książka w tezeusz.pl książki promocje, używane książki, nowości wydawnicze
-
Bioetanol: studium przypadku w Brazylii (bioethanol-np.blogspot.com) Ethanol as an alternative fuel : Ethanol as an alternative fuel (ethanolaisha.blogspot.com)
-
Bukowo-olchowa z niewielką domieszką gruszki pod koniec wędzenia daje kolorek jak na moim zdjęciu powyżej..
-
Zawsze zanim zacznę wędzić rozgrzewam wędzarnię do ponad 100°C na jakieś ~0,3-0,5h, bo poza upalnymi dniami zawsze się zimnym wnętrzu wilgoć osadzi... Na efekt kwaśnego dymu bardziej pomogło by tradycyjne parzenie z dodatkiem ziół, bo zazwyczaj dotyczy to warstwy wierzchniej. Sparzenie zagotowaną wodą z czajnika surowej cebuli dodawanej do śledzi w oleju też powoduje, że fermentują po o wiele dłuższym czasie niż z niesparzoną...
-
Dzieje, dzieje, przedświąteczne krzątanie..
-
Cześć,
masz jakiś rysunek tego wałka? Jaki to gatunek, i jakie są tolerancje wykonania, zwłaszcza otworu?
Przetoczenie to nie problem, większą zagwozdką będzie wywiercenie tego długiego(L≥20D) otworu o relatywnie małej średnicy. Nierdzewka jest dość wredna jeśli idzie o wiercenie w ogóle, bo z racji składu chemicznego słabo przewodzi(odprowadza) ciepło, co powoduje przegrzewanie zwykłych wierteł HSS (zwłaszcza długich gdzie chłodziwo słabo dociera), a na dodatek niektóre gatunki samoutwardzają się w strefie skrawania. Lepiej z temperaturą sobie radzi wiertło HSS-Co, a najlepiej VHM lub z węglikową wkładką. Najodpowiedniejsze do tego długiego byłoby lufowe z końcówką VHM i chłodzeniem wewnętrznym.
pozdrawiam,
Roman
roman.j@onet.pl
-
https://s3-us-west-1.amazonaws.com/hmt-forum/boiling_egg_engine.mp4 Kiedyś tak się gotowało na polu jajka dla żniwiarzy w chłodnicy poczciwego "esa" ...
-
Pozwolę sobie zaprezentować kolegom zarażonym także bakcylem obróbki skrawaniem film który w obrazowy sposób wyjaśnia uniwersalne zjawiska występujące przy powstawaniu wióra każdym rodzaju skrawania metali, oraz budowę i podstawowe podzespoły tokarki . Film co prawda jest dość wiekowy(1972), ale zjawiska fizyczne w nim pokazane są jak najbardziej aktualne, a i manualne tokarki z których korzystamy wiele się nie zmieniły. Szkoda, że komentarz jest po rosyjsku, ale i z samego obrazu można wiele wywnioskować. I jeszcze jeden instruktaż - kolejność wykonania zabiegów tokarskich do wykonania detalu
-
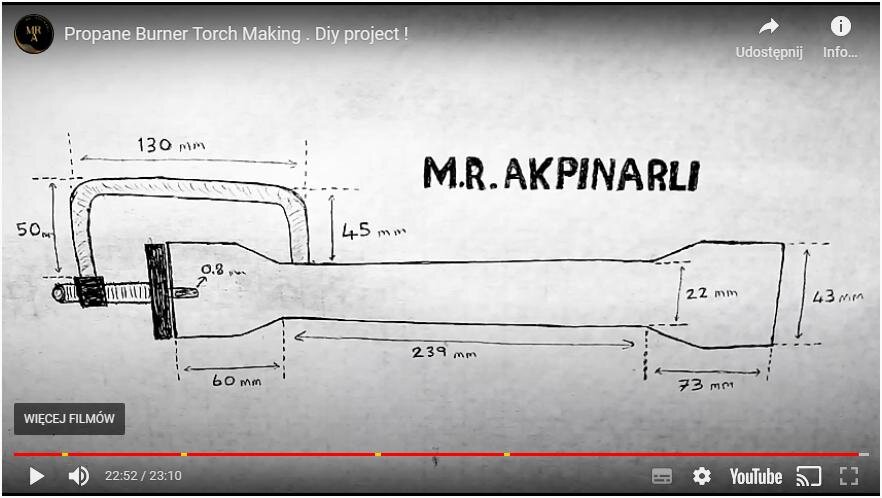
Może się komuś przydać do warsztatu... Użyto tu dyszy prądowej drutu do palnika MIG-MAG MB15 o średnicy otworu 0,8mm, np DYSZA PRĄDU MB15 0,8mm 10SZTUK - ERLI.pl
-
- 1
-

-
Teraz wszystko jest w wersji "kit". Kupujesz nowy samochód, to dostajesz "golasa" i musisz dokupić wyposażenie, a jak chcesz telewizor, to dostaniesz instrukcję i worek drutu...
-
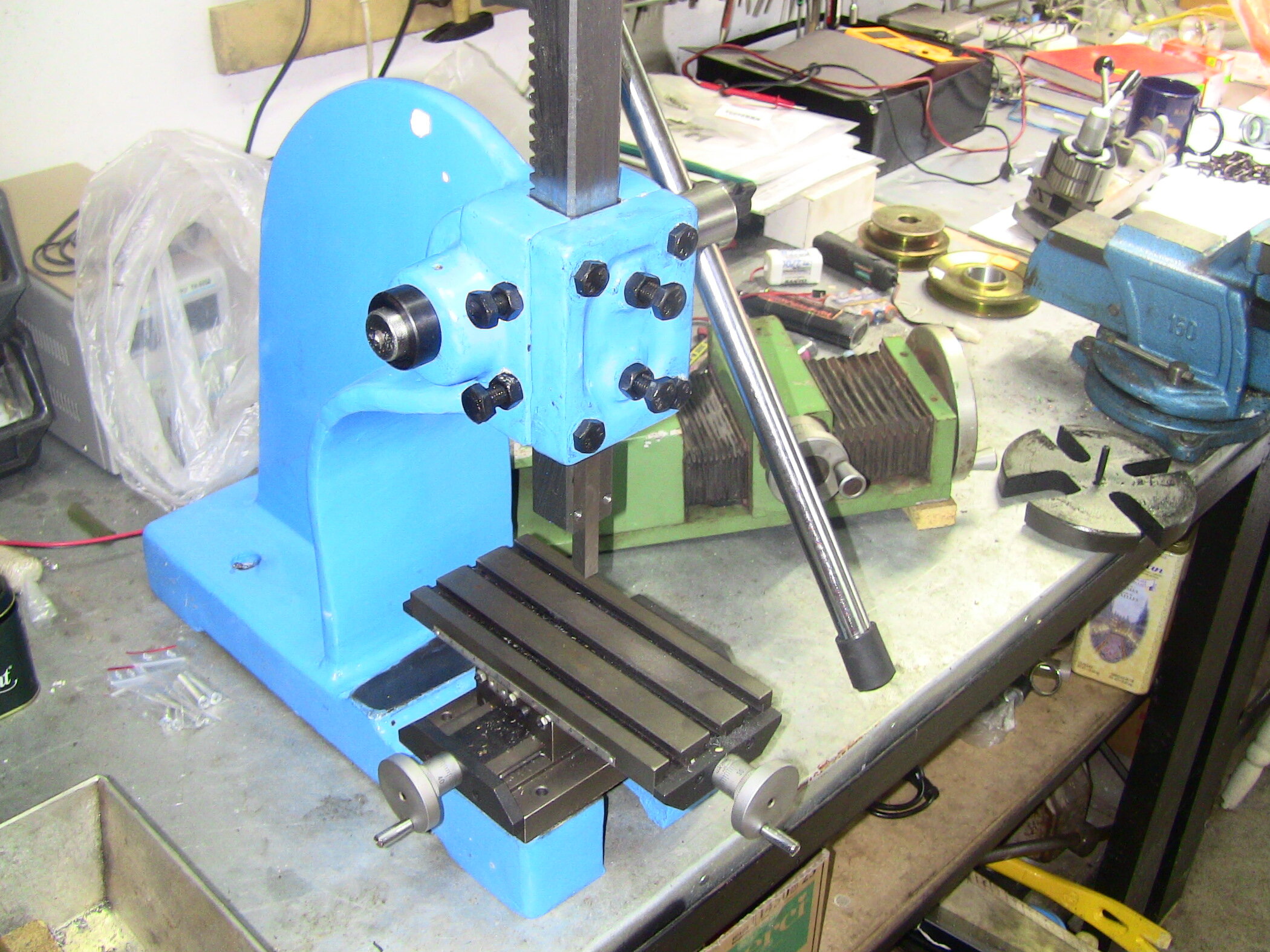
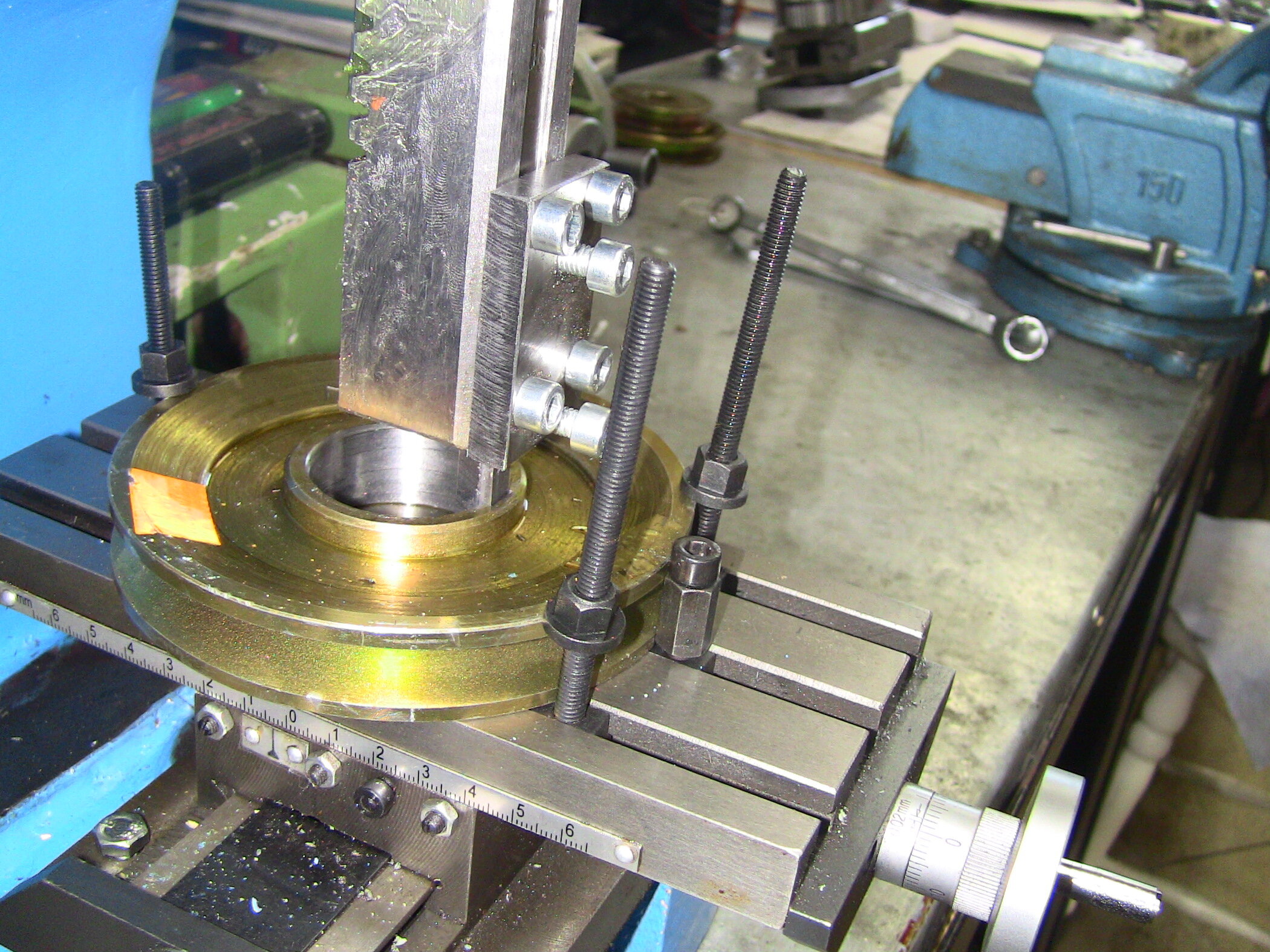
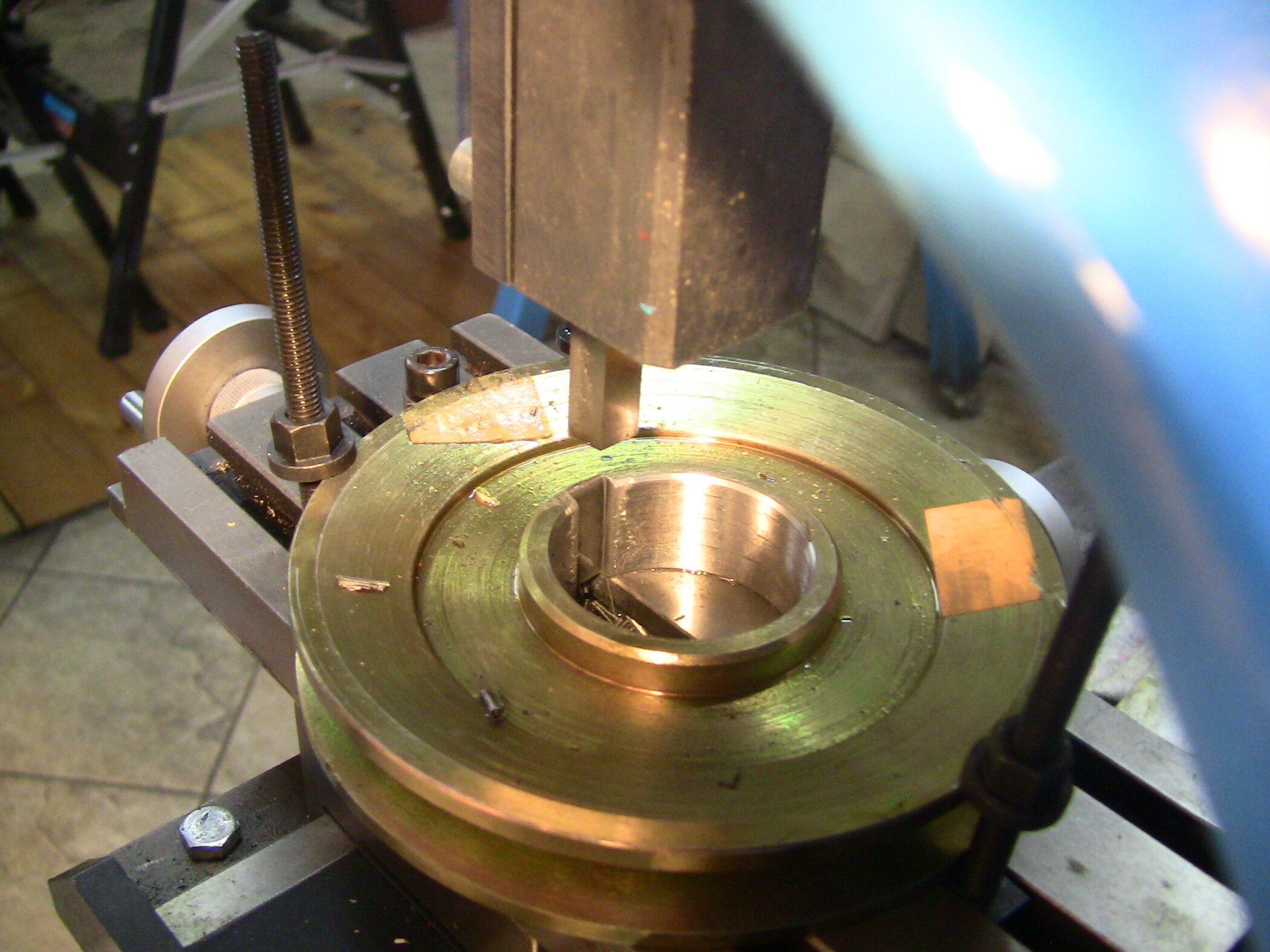
Trzeci odcinek cyklu - wał i cylinder. Do honowania nie tylko powierzchni walcowych, ale również gardzieli i innych można też użyćszczotek Flex-Hone ® Honowanie - gładzenie powierzchni i krawędzi - MorekTECHTechniki Wytwarzania i Procesy Technologiczne (procestechnologiczny.com.pl) Elastyczna szczotka szlifierska do dywersyfikacji do obróbki powierzchni z wewnętrznym otworem (cbndiamondwheel.com) Wykończenie Bores Elastyczna szczotka do honowania z czarnym materiałem z węglika krzemu do honowania otworu w środku (cbndiamondwheel.com) Szczotka do Honowania - Niska cena na Allegro.pl Szczotka do honowania - sklep internetowy STEM (stemtools24.pl)
-
Jednak stoliki żeliwne (lub w ostateczności stalowe) nie mają konkurencji. Mam taki mały żeliwny kupiony dawno temu, służył mi miedzy innymi do dłutowania rowków pod kliny na autozmodyfikowanej ręcznej prasce zębatej, przy którym sztywność jest niezbędna. Pomijając nieporównywalnie większą niż w aluminium sztywność i wytrzymałość zwłaszcza rowków teowych, ma też precyzyjniejszą listwową regulację luzów(z blokadą) na jaskółkach, znaną z małych tokarek. podobne stoły: STÓŁ KRZYŻOWY AKM-200 :: MasterTools.pl x travel ( przesuw w osi x ) -7 cm y travel ( przesuw w osi y ) - po 6 cm w lewi i prawo od "0" waga : 4kg STÓŁ KRZYŻOWY 300 x140 mm AKB-3 :: MasterTools.pl x travel ( przesuw w osi x ) - 180mm y travel ( przesuw w osi y ) - 100mm waga : 17 kg.
-
A jak klient niegrzeczny, to zostanie zbombardowany...
-
- 6
-