RomanJ4
-
Postów
4 627 -
Rejestracja
-
Ostatnia wizyta
-
Wygrane w rankingu
53
Treść opublikowana przez RomanJ4
-
Jeśli to jest aluminium z dodatkiem krzemu(co możliwe ze względu na wytzymałość) to napawanie marnie widzę, - dorabiane całej osi natomiast musiało by się wiązać z szlifowaniem części jej trzpienia będącym wałem łożyskowy na dokładny w mikronach wymiar(zakładając odpowiedni dobór gatunku i obróbkę cieplną materiału), - można by na zniszczoną część wału nałożyć lutowie,(z pomocą preparatu FTKA, ale wytrzymałość gwintu w nim naciętego będzie niewielka, - wobec tego propozycja kolegi bubu2 jest chyba najrozsądniejsza, z tym, że zostawiony cienki 3mm czopik aluminiowy ma niewielką wytrzymałość, nawet z naklejoną stalową gwintowaną tuleją, więc może lepiej było by go stoczyć na średnicę 3mm aż do czoła wirnika odsłaniając stalowy wał, i to na wystającą z wirnika po tej stronie(o ile rysunek wirnika kolegi odpowiada rzeczywistości) część stalowego wału nakleił/wlutował bym nawierconą część śrubki M5. Wg mnie będzie to wytrzymalsze rozwiązanie bo tuleja z gwintem będzie naklejona/wlutowana na stalowy a nie aluminiowy czop. Można by też dla wzmocnienia powyższego układu wykonać gwintowaną tulejkę z kołnierzem na końcu, który to kołnierz można jednocześnie czołowo przykleić do czoła wirnika, co już będzie bardzo mocnym połączeniem.
-

PZL - 50a "Jastrząb" 1/4.3 czyli "A mogło być tak pięknie!"
RomanJ4 odpowiedział(a) na mecenas temat w Makiety samolotów polskiej konstrukcji
Abstrachując od pięknie wykonanego modelu kolegi Wojtka (wielkie uznanie!) wpadła mi niedawno w ręce książka Klaudiusza Klobucha pt. "Geneza lotniczego września" Wydawnictwa ZP, 285str, będąca genezą polskich doktryn, i bojowych konstrukcji lotniczych na tle odnośnych w innych państwach w dwudziestoleciu międzywojennym. http://www.znak.com.pl/kartoteka,ksiazka,34716,Geneza-lotniczego-wrzesnia Jeśli koledzy zajmujący się tym okresem nie czytali, to polecam, sporo rozjaśnia jaki był i od czego zależał łańcuch decyzyjny w S.Z. IIRP... A do pilotki dołoży kolega gogle i będzie Ok. -
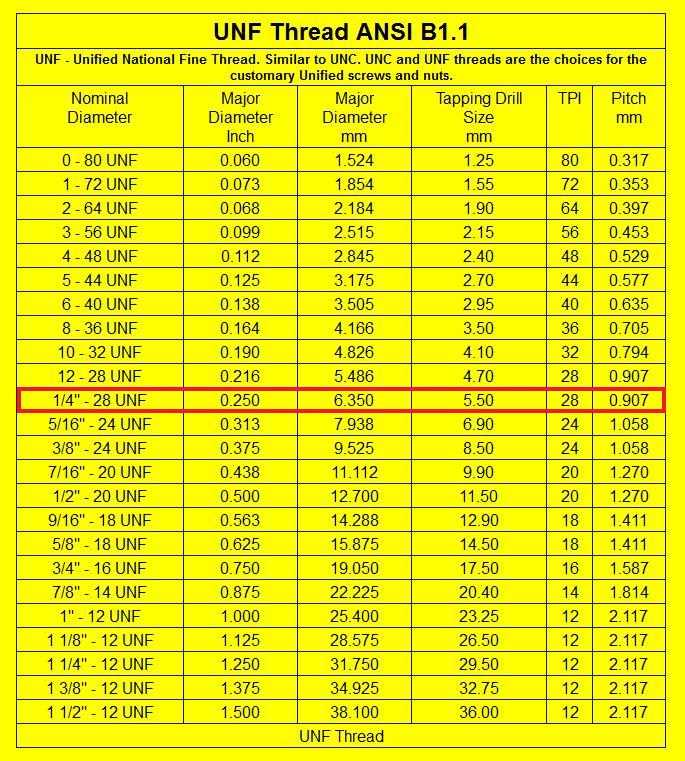
"SHAFT THREAD: UNF 1/4 x 28" (1/4 cala średnica x 28 zwojów na cal) http://www.airbornemagazine.com.au/rcgf-10cc/ Może się przyda... http://www.rcgfservice.com/upload/product/20160204/19501244629010.pdf http://www.rcgfservice.com/product662.html https://www.rcgfusa.com/rcgf-10cc-carburetor-update-kits http://www.rcgfservice.com/upload/product/20161213/1615495026433.pdf A "gaźnik typu Walbro" to Homelite H142A-30K-00-14 (klon ZAMA, RUIXING RX9247 ?) przydasie... http://www.zamacarb.com/page/carburetor-systems-operations http://www.zamacarb.com/pdfs/TechGuide_2007.pdf - zamienniki ZAMA z gaźnikami innych firm http://www.zamacarb.com/pdfs/APPL_CR2011.pdf http://www.zamacarb.com/pdfs/

-
http://www.animatedengines.com/co2.html i jeszcze są, nawet dwucylindrowe.. http://www.ebay.com/bhp/co2-engine https://www.olx.pl/oferta/silnik-modelarski-co-2-CID767-IDfEs03.html#6f519cbe68 http://archiwum.allegro.pl/oferta/2x-silnik-modelarski-na-co2-naboje-od-syfonu-full-i5950717106.html
-
tu jeszcze jedno miejsce zakupu części w razie czego.. http://www.arceurotrade.co.uk/Catalogue/Machine-Spares/C1-Lathe-Spares https://www.youtube.com/watch?v=MeRripYvdYk https://www.youtube.com/watch?v=DerfWX0y-kk http://www.modellost.co.uk/workshop/sieg_c1_review.htm
-
U mnie w SH we Włocławku to bida z nędzą była, jakieś zestawiki typu Jaskółka, rzutki, parę listewek i zabawki (kilka takich sosnowych kupionych w '70-tych mam jeszcze gdzieś na strychu do dziś! ) Ale za to jak się człowiek cieszył kiedy cokolwiek udało się dostać !
-
frezarka KF20 (na nazwy nie patrz bo to wszystko klony, choć X20 SIEG to nazwa chińskiego producenta, http://www.siegind.com http://www.mini-lathe.com/Mini_lathe/Sieg/Sieg.htm http://littlemachineshop.com/entry/siegmachines.php a KF20 Bernardo - nazwa dystrybutora, wersja DTR dla USA może być na 110V ! ) - DTR będzie prawdopodobnie ta https://littlemachineshop.com/gallery/ug/4962%20X2D%20Mill%20Users%20Guide.pdf http://www.siegind.com/products/&pageNo_FrontProducts_list01-1325832996354=6&pageSize_FrontProducts_list01-1325832996354=16.html Dobra rada. Przy frezowaniu blokować zaciskami wszystkie nie przesuwające się w tym czasie ruchome elementy stołu, oraz wysokość głowicy na kolumnie, a zwłaszcza tuleję wysuwną wrzeciona w korpusie głowicy- po ustawieniu głębokości frezowania. Im mniej wtedy luźnych elementów tym lepiej będzie frezować. Podobnie w tokarce, - w czasie toczenia zostawiamy swobodę ruchu tylko niezbędnym do tego podzespołom. (podobne frezarki https://littlemachineshop.com/gallery/ug/3960%20Mini%20Mill%20Users%20Guide.pdf https://littlemachineshop.com/gallery/ug/3990%20Mini%20Mill%20Users%20Guide.pdf ) tokarka (micro lathe CJ9515/250; SIEG C1; China); bardzo dobra instrukcja (DTR) brytyjskiego Axminstera https://www.google.pl/url?sa=t&rct=j&q=&esrc=s&source=web&cd=2&cad=rja&uact=8&ved=0ahUKEwjuxertuZrRAhWYM1AKHURMDEoQFggkMAE&url=http%3A%2F%2Fwww.axminster.co.uk%2Fmedia%2Fdownloads%2F600882_manual.pdf&usg=AFQjCNFB6KmJ86nK7caROtIeL9Pxyd2cLQ&sig2=1IX3LeiXy4gHmXhkkBgpnA gdzie znajdziesz też części zamienne - zwłaszcza zapasowe koła zębate gitary (do gwintów p= 0.5, 0.7, 0.8, 1.0, 1.25mm.- koła zmianowe 19T, 24T, 76T, & 90T, koło stałe wrzeciona 36T) http://www.axminster.co.uk/axminster-sieg-c1-thread-cutting-kit-100030 http://www.axminster.co.uk/search/?q=C1&nR[visibility_search][=][0]=1& Tokarkę należy wyczyścić ze smaru konserwującego gdzie się tylko da rozmontowując (jeśli się czujemy na siłach) podzespoły (ja używam do tego pędzelka + nafty z OBI). http://www.mini-lathe.com/Mini_lathe/Start/start.htm Łoże 66, jaskółkę i sanki 103 oraz te odkryte powierzchnie które są narażone na wióry i brud, smaruję rozcieńczonym (naftą, benzyną, itp), do konsystencji prawie wody olejem (może być nawet samochodowy silnikowy, lepiej do skrzyń lub maszynowy) za pomocą przezroczystej butelki rozpylacza do szyb, którą bardzo dobrze się go rozpyla, taki rzadki olej dobrze penetruje zakamarki, pokrywa filmem zwłaszcza łoże i odkryte części, które po pracy z oleju łatwiej wytrzeć niż brudny smar stały, Także olejem napylamy śrubę pociągową 67, której wg mojej praktyki nie powinno się smarować zalecanym w DTR-ce smarem stałym. Bo przykleja się wtedy więcej syfków i wiórków niż do rzadkiego oleju powodując szybsze zużycie zwłaszcza gwintu nakrętki 102 śruby pociągowej. Łożyska, panewki, koła zębate, śrubę sań poprzecznych 99 i inne części suwliwe i obrotowe - smarem stałym litowym lub ŁT-4, itp.. Po wyczyszczeniu i nasmarowaniu dokonujemy regulacji i kasowania zbędnych i nadmiernych luzów podzespołów. (w razie czego podpowiem) ściągawka.. (różnica - smarowanie jak napisałem) http://www.mini-lathe.com/Mini_lathe/Tuning/tuning.htm#Disclaimer: Wanny pod maszyny warto zrobić (pod frezarkę tak dużą jak stół sięga w skrajnych położeniach roboczych by spływajace z niego chłodziwo nie leciało poza), pod tokarkę między wannę a nogi tokarki warto dać przykręcane razem z nimi do stołu (tokarkę bezwzględnie należy do stołu przykręcić) klocki z twardego drewna w celu jej podwyższenia, co bardzo ułatwia sprzątanie wiórów i poprawia komfort operatora nie zahaczającego dłońmi na pokrętłach o wióry w wannie. No i tłumi trochę drgania. http://www.cnc.info.pl/topics56/mala-zolta-lodz-podwodna-vt59145.htm To by było na razie tyle, a w razie pytań czy problemów - służę pomocą..
-
Eeee tam... po prostu pasjonat... Zresztą, czyż to nie to samo co dzisiaj - "łikendowy" wypad w góry na narty, i... po bitych 7 godzin w korku na "zakopiance" ?
-
Niestety, obecne czasy to "wytwórnia życiowych niedorajd", i takie akcje jak niegdysiejsza "Niewidzialna Ręka" (kto pamięta? ) nie miałyby szans... ...
-
CS Yin-Yan - Silver Swallow 2,5 cc - red head - model diesel engine - China http://www.ebay.co.uk/itm/Silver-Swallow-2-5-cc-model-diesel-engine-China-/112244380044 http://www.adriansmodelaeroengines.com/catalog/ http://www.rcuniverse.com/forum/everything-diesel-87/9982096-help-cs-diesel-engine.html http://www.modelenginenews.org/cardfile/yinyan.html https://www.google.pl/search?q=Silver+Swallow+2,5+cc&client=firefox-b&source=lnms&tbm=isch&sa=X&ved=0ahUKEwip7vzZ_YjRAhUXNlAKHUxEAYQQ_AUICCgB&biw=1214&bih=750#tbm=isch&q=CS+Yin-Yan+Silver+Swallow+2%2C5+cc+engine http://www.rcuniverse.com/forum/everything-diesel-87/11593837-silver-swallow-2-5s.html http://www.rcuniverse.com/forum/everything-diesel-87/11103232-club-silver-swallow.html
-
To tylko SKS...
-
Zapewniam Cię, że mają tego znacznie więcej. Jeśli znasz (jak zakładam) rosyjski to warto tam trochę pobuszować, np. http://www.yug-models.ru/forum/index.php?showtopic=626 http://aviamodels.org.ua/forums.php http://forum.modelsworld.ru/?sid=fc3257059952653edba67dfe3a945bba http://ochumelye.ru/book/3/page/3/ http://www.alexandrov-jets.ru/blog-dnevnik-stati/predvaritelnye-itogi-rabot-v-ramkah-programmy-vtol-uav/ http://paralay.iboards.ru/viewtopic.php?f=32&t=181&start=480 itd... https://www.google.pl/search?q=%D1%82%D0%B5%D1%85%D0%BD%D0%BE%D0%BB%D0%BE%D0%B3%D0%B8%D1%8F+%D0%B0%D0%B2%D0%B8%D0%B0%D0%BC%D0%BE%D0%B4%D0%B5%D0%BB%D0%B5%D0%B9+forum&client=firefox-b&biw=1214&bih=752&source=lnms&sa=X&ved=0ahUKEwjWwqjB8PnQAhVIvBQKHTHjAZsQ_AUIBSgA&dpr=1 https://www.google.pl/search?q=%D0%A0%D0%90%D0%94%D0%98%D0%9E%D0%A3%D0%9F%D0%A0%D0%90%D0%92%D0%9B%D0%AF%D0%95%D0%9C%D0%AB%D0%95+%D0%9C%D0%9E%D0%94%D0%95%D0%9B%D0%98+%D0%A1%D0%90%D0%9C%D0%9E%D0%9B%D0%95%D0%A2%D0%9E%D0%92&ie=utf-8&oe=utf-8&client=firefox-b&gfe_rd=cr&ei=kHRUWOelDcrb8AeD2b6YDQ https://www.google.pl/search?q=%D1%80%D0%B0%D0%B4%D0%B8%D0%BE%D1%83%D0%BF%D1%80%D0%B0%D0%B2%D0%BB%D1%8F%D0%B5%D0%BC%D1%8B%D0%B5+%D1%81%D0%B0%D0%BC%D0%BE%D0%BB%D0%B5%D1%82%D1%8B&client=firefox-b&biw=1214&bih=752&source=lnms&tbm=isch&sa=X&ved=0ahUKEwjp37P56_nQAhVCbBoKHax0DIwQ_AUIBygC#tbm=isch&q=%D1%80%D0%B0%D0%B4%D0%B8%D0%BE%D1%83%D0%BF%D1%80%D0%B0%D0%B2%D0%BB%D1%8F%D0%B5%D0%BC%D1%8B%D0%B5+%D0%BC%D0%BE%D0%B4%D0%B5%D0%BB%D0%B8+%D1%81%D0%B0%D0%BC%D0%BE%D0%BB%D0%B5%D1%82%D0%BE%D0%B2+%D1%81%D0%B2%D0%BE%D0%B8%D0%BC%D0%B8+%D1%80%D1%83%D0%BA%D0%B0%D0%BC%D0%B8 https://www.google.pl/search?q=%D0%A0%D0%90%D0%94%D0%98%D0%9E%D0%A3%D0%9F%D0%A0%D0%90%D0%92%D0%9B%D0%AF%D0%95%D0%9C%D0%AB%D0%95+%D0%9C%D0%9E%D0%94%D0%95%D0%9B%D0%98+%D0%A1%D0%90%D0%9C%D0%9E%D0%9B%D0%95%D0%A2%D0%9E%D0%92+%D1%82%D0%B5%D1%85%D0%BD%D0%BE%D0%BB%D0%BE%D0%B3%D0%B8%D1%8F&client=firefox-b&biw=1214&bih=752&source=lnms&tbm=isch&sa=X&ved=0ahUKEwi_-ri27_nQAhUBmRQKHVwrBnsQ_AUIBygC#tbm=isch&q=%D0%A0%D0%90%D0%94%D0%98%D0%9E%D0%A3%D0%9F%D0%A0%D0%90%D0%92%D0%9B%D0%AF%D0%95%D0%9C%D0%AB%D0%95+%D0%9C%D0%9E%D0%94%D0%95%D0%9B%D0%98+%D1%82%D0%B5%D1%85%D0%BD%D0%BE%D0%BB%D0%BE%D0%B3%D0%B8%D1%8F
-
"MINIATUROWE LOTNICTWO II" Modele samolotów odrzutowych o napędzie „tunelowym" http://archiwum.allegro.pl/oferta/schier-miniaturowe-lotnictwo-ii-modelarstwo-i6165138249.html http://allegro.pl/hobby-kolekcjonerstwo-modelarstwo-91099?id=91099&order=p&string=SCHIER+MINIATUROWE+LOTNICTWO+II&bi_s=archiwum_allegro&bi_m=Button&bi_c=Product&bmatch=s0-cul-1-4-1025
-
Dokładnie. "27- Rurka wtrysku paliwa do rozruchu silnika"
-
http://masteraero.ru/dvs-12.php
-
...czyli aparatury po rosyjsku. http://refdb.ru/look/2599730-pall.html
-
http://innogy.forbes.pl/bateria-z-diamentow-ktora-dziala-tysiace-lat,artykuly,209437,1,1.html
-
-
Jak dotąd to jedynie Holendrzy i Belgowie potrafili oficjalnie docenić polską krew przelaną za ich wolność... Smutne.. Choć w jakimś stopniu , może niezbyt wielkim ale jednak, także sami do tego się przyczyniliśmy tworząc jakieś nieformalne grupy i koterie mające za nic podziwiane przez obcych umiejętności i oddanie sprawie naszych żołnierzy, czy wcale nie marginalne, nawet w obliczu zagłady rozbijające jedność spiski stronnictw przeciwko londyńskiemu rządowi Sikorskiego, może nawet nie bezpodstawnie podejrzewane (do spółki z Brytyjczykami) o jego śmierć.. Wystarczy przeczytać choćby książkę Witolda "Lanny" Łanowskiego pt. który dotyka trochę tego odwiecznego polskiego kołtuństwa..
-
"Wicherkomania" - tutaj chwalimy się swoimi Wicherkami we wszelakiej wersji
RomanJ4 odpowiedział(a) na modelarz115 temat w Różne
A takiego kto jeszcze pamięta? -
U nas "na wsi" takie cudo to było nieosiągalne marzenie... Технические характеристики: Частота передатчика: 28.2 или 27.12 МГц Мощность передатчика: 300 мВт Чувствительность приемника: < 10 мкВ Вес передатчика: 700 г (без питания) Вес приемника: 135 г (без питания) Вес рулевой машинки: 85 г Тяговое усилие рулевой машинки: 270 г Дальность действия: для авиамоделей - 1200 м, для авто- и судомоделей - 500 м Podobnie zresztą jak передатчик РУМ-2 A produkowana od 1984r Аппаратура для управления моделями "ПИЛОТ-4" czy proporcjonalny НАДЕЖНЫЙ РЕГУЛЯТОР ХОДА Супронар-838, 828, to był już zupełny kosmos http://www.rw6ase.narod.ru/00/rk/supranar828.html P.S. Kiedyś to były "samograje"...
-
Mnie w '83 (byłem tam w wojsku) udało się w Szczecinie kupić Radugę 7M... Mam ją do dziś... z ceną! A pierwszy raz w CSH byłem w latach '70-tych razem ze szkolną wycieczką do stolicy... Znalazłem ją "w czasie wolnym".. Ech.. jakież tam mieli (wtedy dla mnie) cudeńkaaa !... A tu ledwo na oranżadę... Ledwo mnie stamtąd wyciągnęli... Za to w księgarence w małomiasteczkowej dziurze można było kupić pojawiające się co jakiś czas bestselery WKiŁ, - W.Schiera, Wojciechowskiego, czy innych.. ... itd..
-
Emalia nitro - czy jeszcze gdziekolwiek występuje?
RomanJ4 odpowiedział(a) na modelarz115 temat w Hyde Park
Bezbarwną to widziałem bodaj w OBI.. -
Qrcze, to może za moją też by może kto coś zabulił...?