japim
-
Postów
5 042 -
Rejestracja
-
Ostatnia wizyta
-
Wygrane w rankingu
53
Treść opublikowana przez japim
-
Robert, Zdaję sobie sprawę że to podróbki. Nie podrobione serwa kupowałem online tylko na Banggood. Na aliexpress 95% szans na fake, szczególnie gdy cena jest 16zl/szt. Najwyraźniej jedne bardziej drugie mniej. Pytanie co mam zrobić aby uruchomić te nie analogowe na moich odbiornikach.
-
Koledzy i koleżanki. Zakupiłem na Aliexpress troche serw ES08MA. W sumie w 3 może 4 partiach po 4 szt. Okazało się ze jedna z partii nie czyta sygnału analogowego. Do tego serwa sa troche inne od pozostalych emaxow (o tym niżej). Na generator sygnału czy to z prostego pokrętła czy z odbiornika Frsky V8R7 czy D8R7 nie ma reakcji. Ale po podłączeniu do bardziej wyrafinowanego generatora serwa normalnie działają. Pierwszy raz spotkałem się z takim objawem i już zaczynam kombinować jakiś generator poprawnego impulsu. Co do różnic. To nie działające serwo ma naklejke tylko z jednej strony obudowy. Zębatka mocowania orczyków jest wyższa i ma więcej nacięć, co pozwala na bardziej precyzyjne zamocowanie orczyka. Nie ma oznaczenia CE na dole i samo logo Emax na boku serwa jak i na gorze jest ciupke inne. Co ciekawsze spodziewać sie mozna bylo ze skoro czyta tylko jakis high- endowy sygnał to będzie działać błyskawicznie i precyzyjnie. Na teście dzialania z generatora Readytosky serwo nie analogowe działało z dużo mniejszą rozdzielczością niż analogowe.

-
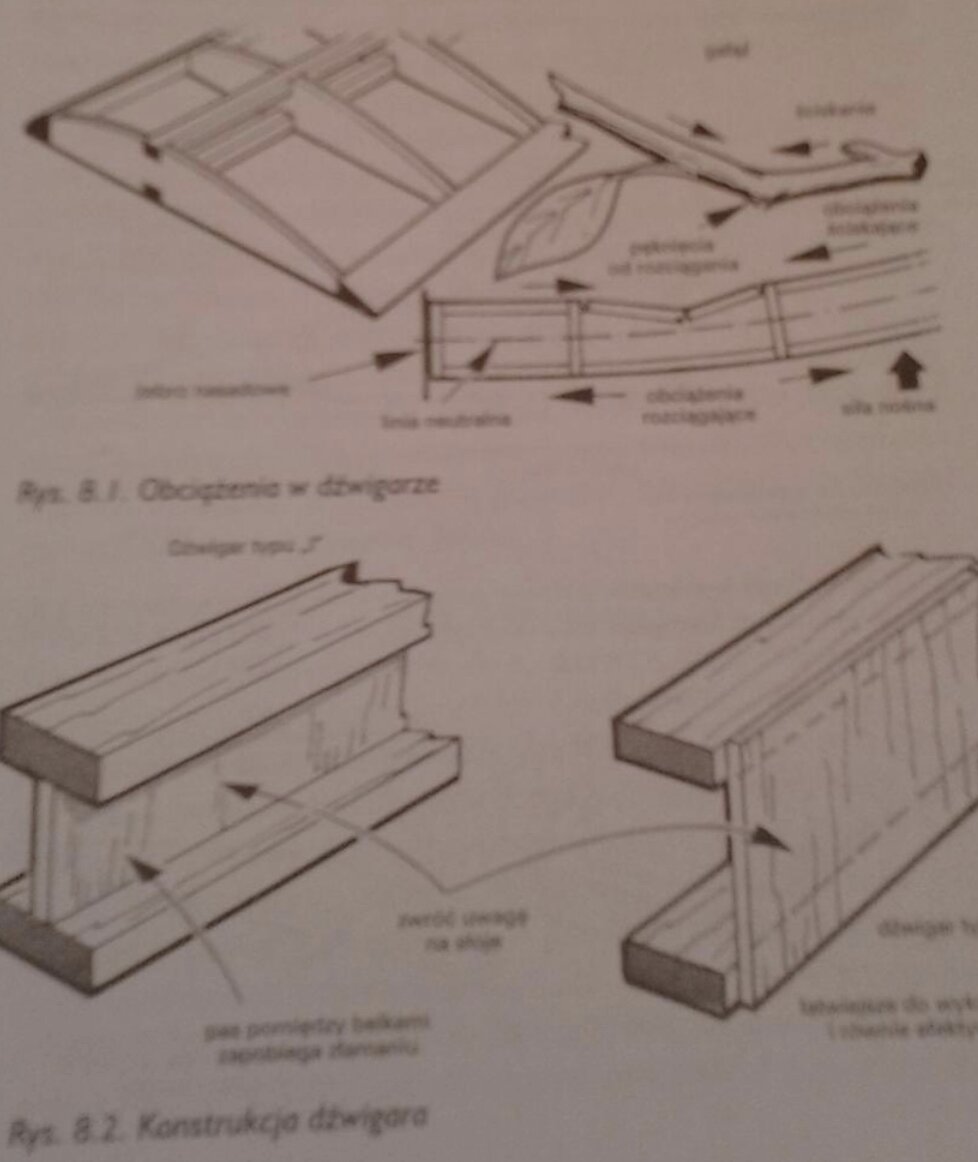
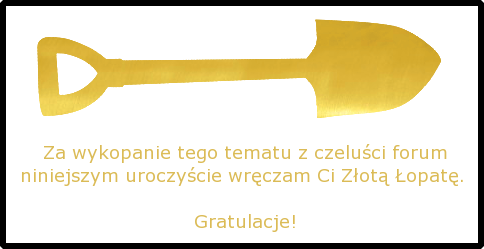
Daj grubsze skrzydlo. Zmieści Ci sie wyzszy dzwigar.
-
Taka 3 kg ESA. Ale nawet modele ESA mają dźwigary z prętów węglowych.
-
Faktycznie walnąłem sie z tymi Niutonami. 9600N to prawie 1000kg.
-
MPa = N/mm2. Dokładnie obliczyłem skąd mam mm2. 100kg = 9810N (zaokrągliłem trochę). Założyłem, że będą pasy dźwigara a nie płaskownik postawiony na sztorc. Bo wtedy to nie jest dźwigar tylko bagnet.
-
Lepiej dac 2 plaskowniki przyklejone na płasko. Jeden na dolnej a drugi na dolnej powierzchni skrzydla.
-
Żeby było jasne to mówimy o dzwigarze a nie o bagnecie łączącym połówki skrzydla. Dzwigary wkladamy tak. Jak włożysz rurke niezależnie od tego jaki ma wymiar to na zginanie pracować będą tylko skrajnie zewnętrzne włókna. Wszystko pomiędzy skrajnymi włóknami to zbędna masa.
-
Profil 2×12mm to 24mm2. Zakładając ze połowa tego to żywica a druga to wlokno to mamy 12mm2. Zakładam ze to nie jest profil z rowingu kierunkowego to mamy 1/3 wydajnego przekroju na rozciąganie czyli 4mm2 włokna. Zakładając nawet ze to zwykłe szklo o wytrzymałości 2400MPa daje nam 9600N. Czyli ok 100kg. Ile ma ważyć Twój model? I trzeba wiedzieć jak ten płaskownik w skrzydło wsadzić.
-
Takie plany robi sie samemu. Zgodnie z powiedzeniem - chcesz mieć zrobione dobrze to zrób to sam.
-
O Liionach bylo wiele razy. Do naszych modelarskich zastosowan tylko VTC4, VTC5 lub Samsung 40T lub Molicell 42 lub 45. Super tanio nie jest - ale to sprawdzone ogniwa o wydajnosci pradowej ktora przy odpowiednim spasowaniu podola naszym silnikom.
-
Prosciej = mniej wysilku = wieksza masa, bo serwo to minimum 15 gramow (serwo + wtyczka + kabel + sekwenser) 3 x serwa i jestes juz prawie 50g do przodu. Zrob wiecej takich "nieoszczednosci" i bedziesz sie potem zastanawial czemu lata jak cegla.
-
Pewnie ułamany lut.
-
 Pomyśl Robert o tych drukowanych rozwiązaniach. Mogę Ci przygotować projekt podstawy z hexem i do tego drukowany kołpak przykręcany śrubką do osi silnika z wycięciami pod łopaty, albo z wbudowanym wentylatorem zaśmigłowym do pompowania powietrza do owiewki do chłodzenia silnika.
Pomyśl Robert o tych drukowanych rozwiązaniach. Mogę Ci przygotować projekt podstawy z hexem i do tego drukowany kołpak przykręcany śrubką do osi silnika z wycięciami pod łopaty, albo z wbudowanym wentylatorem zaśmigłowym do pompowania powietrza do owiewki do chłodzenia silnika. -
Nie chcesz jakiegos drukowanego rozwiazania? Ostatnio dla czlowieka projektowałem taki patent. Śmigło trojlopatowe Biela 24x10
-
Pokaz obok siebie ki94 i ki87
-
7x4 , 9.7A, ciąg statyczny 370g, obr 10kRPM 8x4, 11.9A, 402g, 8540RPM 6x4, 7.2A, 320g, 11700 RPM 7x5, 10.6A, 402A, 9400RPM Na podstawie silnika EMAX MT2204 2300kV
-
Gdzie kupić 3 i 4 łopatowe śmigła do dronów większe niż 7" ?
japim odpowiedział(a) na jacekplacek temat w Multikoptery
8x4 https://pl.aliexpress.com/item/1005002305198805.html 11x7 https://pl.aliexpress.com/item/1005006177457464.html 10x7: https://www.towerhobbies.com/product/10x7-3-blade-propeller-ccw-green-adapter/EFLP10073BCC.html https://www.towerhobbies.com/product/10x7-3-blade-propeller-cw-red-adapter/EFLP10073B.html 9x7: https://www.towerhobbies.com/product/3-blade-propeller-9-x-7/MAS0970T.htm https://www.towerhobbies.com/product/3-blade-pusher-propeller-9-x-7/MAS0970TP.html 8x6: https://www.towerhobbies.com/product/3-blade-propeller-8-x-6/MAS0860T.html https://www.towerhobbies.com/product/3-blade-prop-pusher-8-x-6/MAS0860TP.html EDIT: Szukasz hasła Cinelifter Prop (robi je Gemfan) - kilka innych rozmiarów: https://pl.aliexpress.com/item/1005002305198805.html https://pl.aliexpress.com/item/1005005998398966.html https://pl.aliexpress.com/item/1005005367904773.html -
Faktycznie. Pomerdało mi się i fotki sa od Spitfire a nie Mustanga. Jak Mustang to wszystko gra. Mea culpa.
-
Trochę mikry ten pilot. Przy obecnie poprowadzonej linii w kabinie to powinna wystawać tylko głowa i to 2x większa.
-
Wyglada super.
-
Wow. Ciesze sie ze udało sie oblatac model. Ki87 to wlasciwie mój drugi model zaprojektowany do druku. Pierwszy był F8F Bearcat w pierwszej wersji który nigdy nie poleciał. Potem byl Ki87, a dopiero trzeci to byl bardzo udany Ki61. Niezmiernie zadowolony jestem, że udalo sie okiełznać tą konstrukcję pod wzgledem wydruku jak oblatania.
-
Jarku. Spacjalnie dla Ciebie.
-
Grubo. 110mm fiu fiu. Masz już napęd, czy dopiero bedziesz kupował? Moze lepiej zrobić go najpierw na 70mm? Na małym wytrenujesz wszystkie koncepty, a będzie ze 2x mniejszy i czas prototypowania skrócisz o połowę.
-
Odbiorniki Radiomaster nowa seria z Banggood.
japim odpowiedział(a) na Olecki75 temat w Odbiorniki RC
LBT - listen before talk.